Спосіб обробки поверхні протяжного виробу, лінія та пристрій для його здійснення
Номер патенту: 79639
Опубліковано: 10.07.2007


Формула / Реферат
1. Спосіб обробки поверхні протяжного виробу, який полягає в тому, що прямолінійно переміщають довгомірний виріб через пристрій для обробки поверхні виробу, у якому знаходиться рідина, рівень рідини розташовують вище вхідного та вихідного каналів пристрою, при цьому запобігають витіканню рідини через згадані канали, який відрізняється тим, що пристрій для обробки поверхні включає сполучені забірним каналом ванну з рідиною та камеру обробки поверхні виробу із вхідним і вихідним каналами, причому для надходження рідини по забірному каналу у камеру так, щоб рівень рідини розташовувався вище вхідного та вихідного каналів камери, створюють розрідження в камері обробки поверхні виробу або одночасно створюють розрідження в камері обробки поверхні виробу та надлишковий тиск у ванні, а для запобігання витіканню рідини з камери забезпечують дотримання умови:
![]() ,
,
де ![]() - атмосферний тиск,
- атмосферний тиск,
![]() - тиск у порожнині камери обробки поверхні виробу,
- тиск у порожнині камери обробки поверхні виробу,
![]() - тиск стовпа рідини над нижньою твірною каналу.
- тиск стовпа рідини над нижньою твірною каналу.
2. Спосіб за п. 1, який відрізняється тим, що різницю тисків
![]()
у процесі обробки поверхні виробу підтримують на постійному рівні.
3. Спосіб за пп. 1 або 2, який відрізняється тим, що рідину для обробки беруть з групи, яка включає: розплав металу чи сплаву, розплав чи розчин органічних чи неорганічних речовин або їх сумішей.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що протяжний виріб беруть з групи, яка включає: дріт, пруток, прокат, штабу або стрічку, трубу, нитку, пряжу та канат.
5. Спосіб за п. 1, який відрізняється тим, що обробка поверхні полягає в нанесенні покриття на поверхню виробу, для цього прямолінійно переміщають протяжний виріб через пристрій для нанесення покриття, у якому знаходиться розплав металу покриття, рівень розплаву розташовують вище вхідного та вихідного каналів пристрою, при цьому запобігають витіканню розплаву через згадані канали, причому пристрій для нанесення покриття включає сполучені за допомогою забірного каналу ванну з розплавом і камеру нанесення покриття, у стінках якої розташовані вхідний і вихідний канали, при цьому створюють надлишковий тиск у ванні та розрідження в камері нанесення покриття для подачі розплаву по забірному каналу в камеру так, щоб рівень розплаву знаходився вище вхідного та вихідного каналів камери, а для запобігання витіканню розплаву з камери для нанесення покриття забезпечують дотримування умови:
![]() ,
,
де ![]() - атмосферний тиск,
- атмосферний тиск,
![]() - тиск у камері нанесення покриття,
- тиск у камері нанесення покриття,
![]() - тиск стовпа розплаву над нижньою твірною каналу.
- тиск стовпа розплаву над нижньою твірною каналу.
6. Спосіб за п. 5, який відрізняється тим, що різницю тисків
![]()
у процесі нанесення покриття підтримують на постійному рівні.
7. Спосіб за пп. 5 або 6, який відрізняється тим, що як матеріал покриття використовують розплав алюмінію або цинку, або їхніх сплавів, або олова, або свинцю.
8. Спосіб за будь-яким з пп. 5-7, який відрізняється тим, що протяжний виріб беруть з групи, яка включає: дріт, пруток, прокат, штабу або стрічку та трубу.
9. Лінія для нанесення покриття на протяжні вироби, яка включає подавальний пристрій, вузол підготовки поверхні виробу, пристрій для нанесення покриття, який включає ванну з розплавом і камеру нанесення покриття із вхідним та вихідним каналами, після якої розміщена камера охолодження та вузол приймання готових виробів, яка відрізняється тим, що камера нанесення покриття в нижній своїй частині виконана із забірним вертикальним каналом, зануреним у ванну з розплавом, причому камера нанесення покриття та ванна з розплавом обладнані відвідним та підвідним патрубками для створення усередині них, відповідно, розрідження та надлишкового тиску.
10. Лінія за п. 9, яка відрізняється тим, що протяжний виріб беруть з групи, яка включає дріт, пруток, сталеву штабу або штрипс, сталевий прокат та трубу.
11. Лінія за п. 9 або 10, яка відрізняється тим, що камера для нанесення покриття розташована над ванною з розплавом.
12. Лінія за будь-яким з пп. 9-11, яка відрізняється тим, що в камері для нанесення покриття забезпечують дотримання умови:
![]() ,
,
де ![]() - атмосферний тиск,
- атмосферний тиск,
![]() - тиск у камері нанесення покриття,
- тиск у камері нанесення покриття,
![]() - тиск стовпа розплаву над отвором каналу.
- тиск стовпа розплаву над отвором каналу.
13. Лінія за п. 9, яка відрізняється тим, що пристрій для нанесення покриття обладнаний засобом регулювання рівня розплаву в камері нанесення покриття.
14. Лінія за будь-яким з пп. 9-13, яка відрізняється тим, що в бічних стінках камери нанесення покриття виконані вхідний і вихідний канали для проходження оброблюваного протяжного виробу.
15. Лінія за будь-яким з пп. 9-14, яка відрізняється тим, що у верхній частині стінки або кришці камери нанесення покриття є відвідний канал і відвідний патрубок, через які створено розрідження в порожнині над поверхнею розплаву згаданої камери, а в стінці або кришці ванни є підвідний канал і підвідний патрубок, через які створено надлишковий тиск у порожнині ванни над поверхнею розплаву.
16. Лінія за будь-яким з пп. 9-15, яка відрізняється тим, що вузол підготовки поверхні виробу включає пристрій механічного очищення поверхні.
17. Лінія за п. 16, яка відрізняється тим, що пристрій механічного очищення є пристроєм для очищення тіл обертання, таких як дріт, труба або круглий прокат.
18. Лінія за будь-яким з пп. 9-15, яка відрізняється тим, що вузол підготовки поверхні виробу включає камеру термічного знежирення та пристрій механічного очищення.
19. Лінія за будь-яким з пп. 9-15, яка відрізняється тим, що в ній вузол підготовки поверхні виробу включає камеру хіміко-термічної підготовки поверхні виробу.
20. Лінія за будь-яким з пп. 9-19, яка відрізняється тим, що вона обладнана пристроєм для видалення надлишків розплаву, встановленим у вихідному каналі пристрою для нанесення покриття.
21. Пристрій для нанесення покриттів на протяжні вироби зануренням їх у розплав, який включає ванну з розплавом та камеру нанесення покриття із вхідним і вихідним каналами, який відрізняється тим, що камера нанесення покриття виконана в нижній своїй частини із забірним вертикальним каналом, зануреним у ванну з розплавом, причому камера нанесення покриття та ванна з розплавом обладнані засобами для створення усередині них над дзеркалом розплаву, відповідно, розрідження та надлишкового тиску, а у вихідному каналі або безпосередньо за ним розташований пристрій для видалення надлишків розплаву з поверхні протяжного виробу.
22. Пристрій за п. 21, який відрізняється тим, що протяжний виріб, на який наносять покриття, беруть із групи, яка включає дріт, пруток, сталеву штабу або штрипс, сталевий прокат та трубу.
23. Пристрій за будь-яким з пп. 21-22, який відрізняється тим, що камера для нанесення покриття розташована над ванною з розплавом, при цьому камера та ванна обладнані засобами для нагрівання розплаву.
24. Пристрій за будь-яким з пп. 21-23, який відрізняється тим, що в камері для нанесення покриття забезпечені умови:
![]() ,
,
де ![]() - атмосферний тиск,
- атмосферний тиск,
![]() - тиск у камері нанесення покриття,
- тиск у камері нанесення покриття,
![]() - тиск стовпа розплаву над отвором у каналі.
- тиск стовпа розплаву над отвором у каналі.
25. Пристрій за будь-яким з пп. 21-23, який відрізняється тим, що пристрій для нанесення покриття обладнаний засобом регулювання рівня розплаву в камері нанесення покриття.
26. Пристрій за будь-яким з пп. 21-25, який відрізняється тим, що в бічних стінках камери нанесення покриття виконані вхідний і вихідний канали для проходження оброблюваного виробу.
27. Пристрій за будь-яким з пп. 21-26, який відрізняється тим, що у верхній частині стінки або кришці камери нанесення покриття є відвідний патрубок, через який забезпечено створення розрідження в порожнині згаданої камери, а в стінці або кришці ванни змонтований підвідний патрубок, через який створено надлишковий тиск у порожнині ванни.
28. Пристрій за будь-яким з пп. 21-27, який відрізняється тим, що пристрій для видалення надлишків розплаву з поверхні протяжного виробу виконаний у вигляді сальника з вогнетривкого матеріалу або МГД-знімача.
Текст
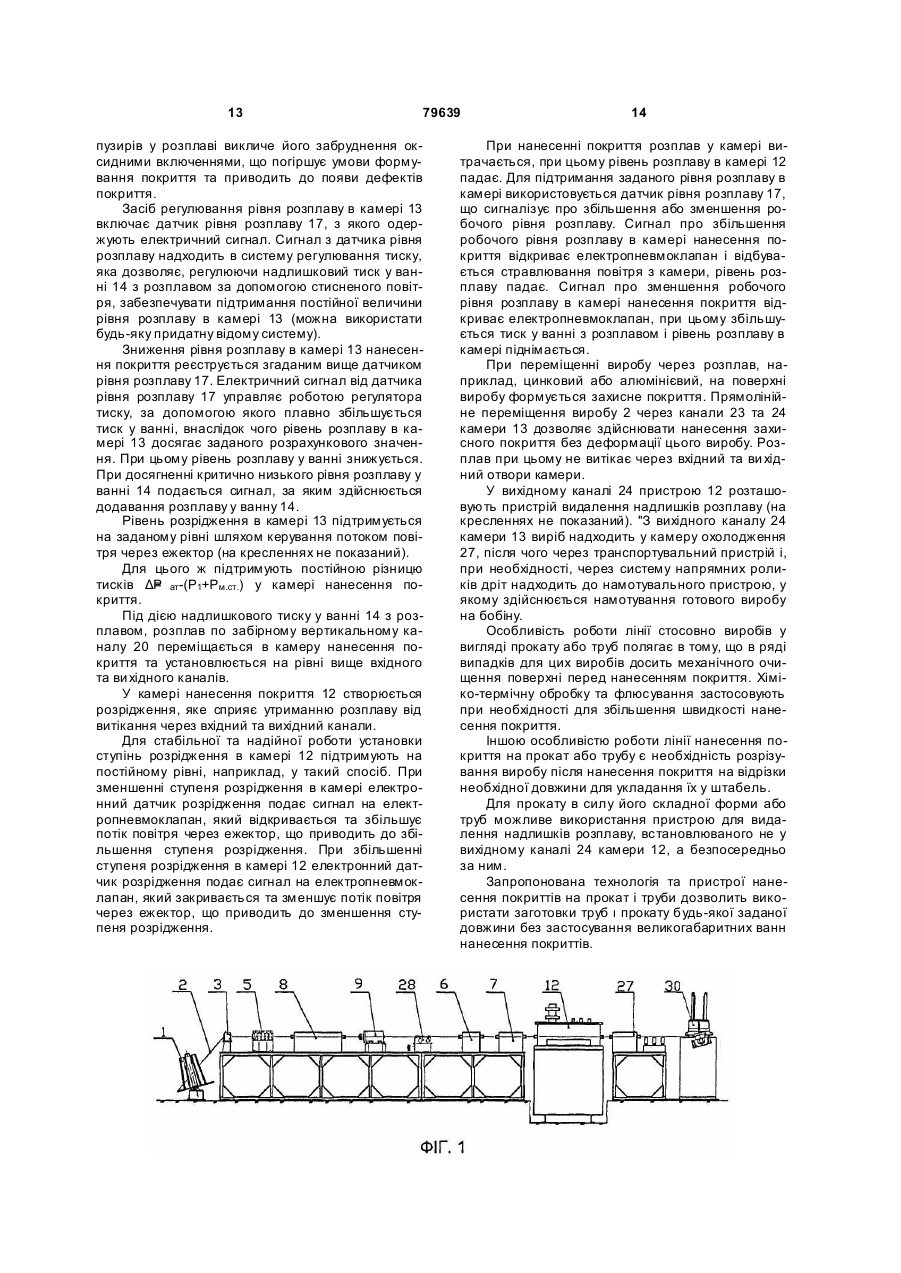
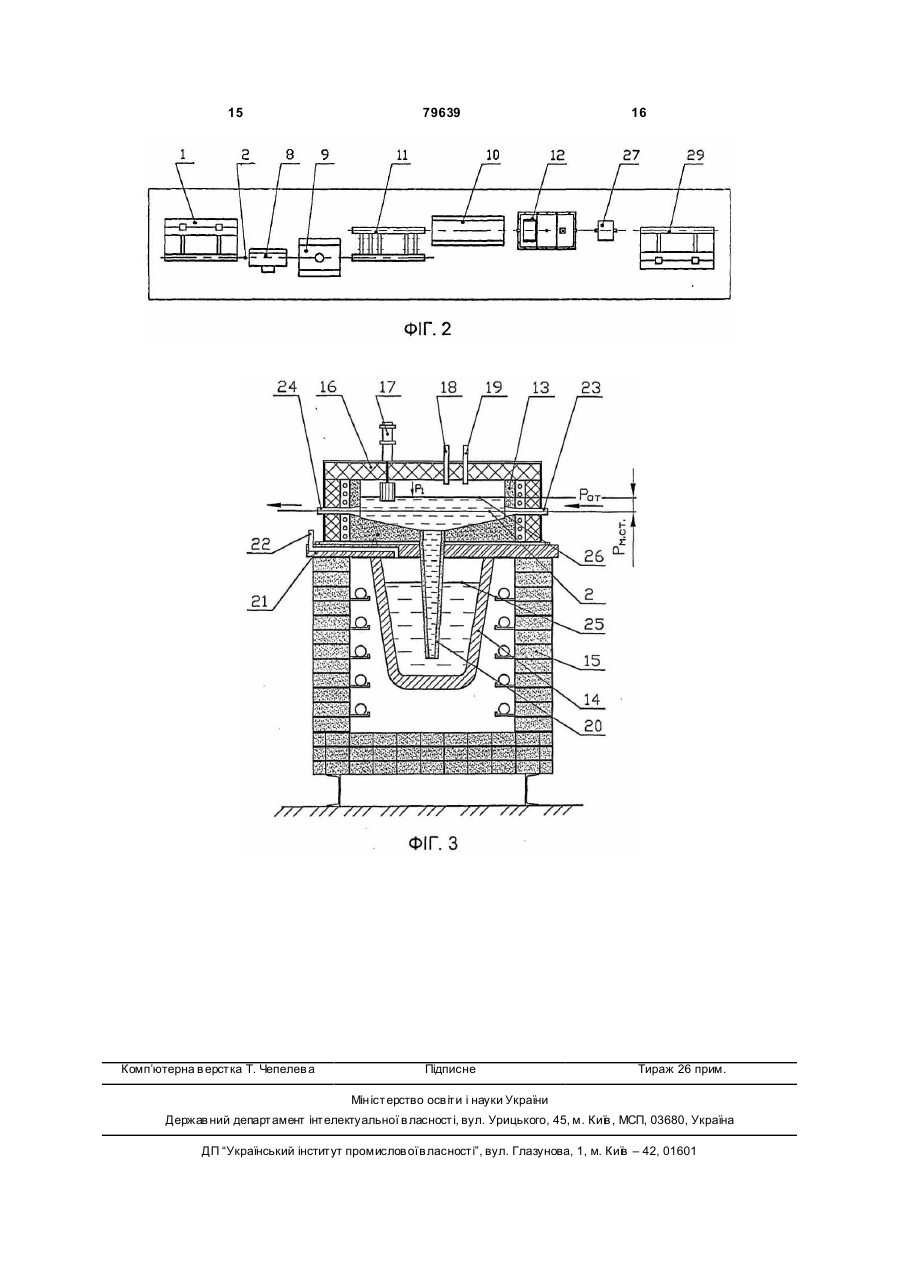
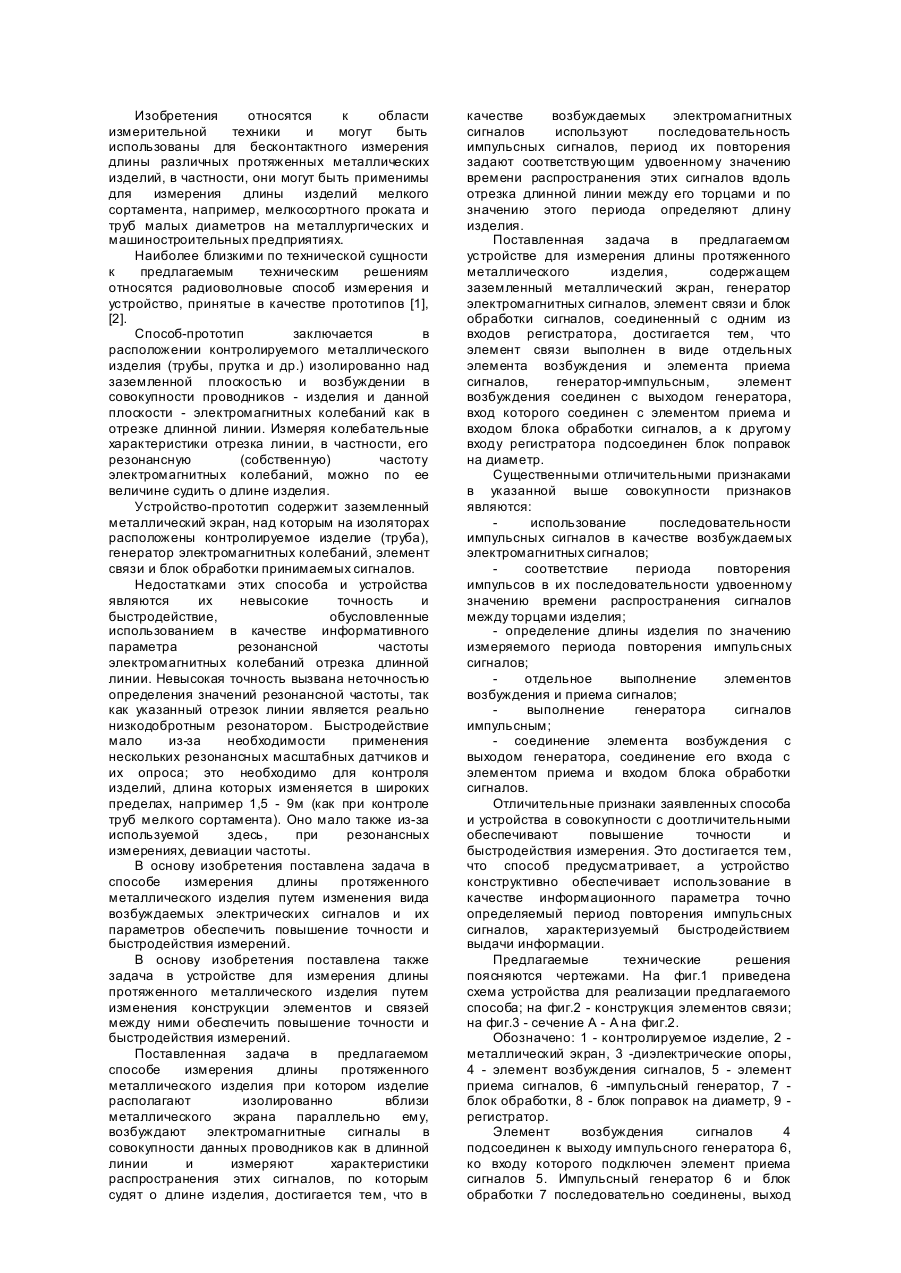
1. Спосіб обробки поверхні протяжного виробу, який полягає в тому, що прямолінійно переміщають довгомірний виріб через пристрій для обробки поверхні виробу, у якому знаходиться рідина, рівень рідини розташовують вище вхідного та вихідного каналів пристрою, при цьому запобігають витіканню рідини через згадані канали, який відрізняє ться тим, що пристрій для обробки поверхні включає сполучені забірним каналом ванну з рідиною та камеру обробки поверхні виробу із вхідним і вихідним каналами, причому для надходження рідини по забірному каналу у камеру так, щоб рівень рідини розташовувався вище вхідного та вихідного каналів камери, створюють розрідження в камері обробки поверхні виробу або одночасно створюють розрідження в камері обробки поверхні виробу та надлишковий тиск у ванні, а для запобігання витіканню рідини з камери забезпечують дотримання умови: R ат>R1+Rм.с т. , 2 3 79639 у процесі нанесення покриття підтримують на постійному рівні. 7. Спосіб за пп.5 або 6, який відрізняється тим, що як матеріал покриття використовують розплав алюмінію або цинку, або їхніх сплавів, або олова, або свинцю. 8. Спосіб за будь-яким з пп.5-7, який відрізняється тим, що протяжний виріб беруть з групи, яка включає: дріт, пруток, прокат, штабу або стрічку та трубу. 9. Лінія для нанесення покриття на протяжні вироби, яка включає подавальний пристрій, вузол підготовки поверхні виробу, пристрій для нанесення покриття, який включає ванну з розплавом і камеру нанесення покриття із вхідним та вихідним каналами, після якої розміщена камера охолодження та вузол приймання готових виробів, яка відрізняється тим, що камера нанесення покриття в нижній своїй частині виконана із забірним вертикальним каналом, зануреним у ванну з розплавом, причому камера нанесення покриття та ванна з розплавом обладнані відвідним та підвідним патрубками для створення усередині них, відповідно, розрідження та надлишкового тиску. 10. Лінія за п.9, яка відрізняється тим, що протяжний виріб беруть з групи, яка включає дріт, пруток, сталеву штабу або штрипс, сталевий прокат та тр убу. 11. Лінія за п.9 або 10, яка відрізняється тим, що камера для нанесення покриття розташована над ванною з розплавом. 12. Лінія за будь-яким з пп.9-11, яка відрізняється тим, що в камері для нанесення покриття забезпечують дотримання умови: R ат>R1+Rм.с т. , де R ат - атмосферний тиск, R1 - тиск у камері нанесення покриття, Rм.с т. - тиск стовпа розплаву над отвором каналу. 13. Лінія за п.9, яка відрізняється тим, що пристрій для нанесення покриття обладнаний засобом регулювання рівня розплаву в камері нанесення покриття. 14. Лінія за будь-яким з пп.9-13, яка відрізняється тим, що в бічних стінках камери нанесення покриття виконані вхідний і вихідний канали для проходження оброблюваного протяжного виробу. 15. Лінія за будь-яким з пп.9-14, яка відрізняється тим, що у вер хній частині стінки або кришці камери нанесення покриття є відвідний канал і відвідний патрубок, через які створено розрідження в порожнині над поверхнею розплаву згаданої камери, а в стінці або кришці ванни є підвідний канал і підвідний патрубок, через які створено надлишковий тиск у порожнині ванни над поверхнею розплаву. 16. Лінія за будь-яким з пп.9-15, яка відрізняється тим, що вузол підготовки поверхні виробу включає пристрій механічного очищення поверхні. 17. Лінія за п.16, яка відрізняється тим, що пристрій механічного очищення є пристроєм для очищення тіл обертання, таких як дріт, труба або круглий прокат. 18. Лінія за будь-яким з пп.9-15, яка відрізняється тим, що вузол підготовки поверхні виробу включає 4 камеру термічного знежирення та пристрій механічного очищення. 19. Лінія за будь-яким з пп.9-15, яка відрізняється тим, що в ній вузол підготовки поверхні виробу включає камеру хіміко-термічної підготовки поверхні виробу. 20. Лінія за будь-яким з пп.9-19, яка відрізняється тим, що вона обладнана пристроєм для видалення надлишків розплаву, встановленим у вихідному каналі пристрою для нанесення покриття. 21. Пристрій для нанесення покриттів на протяжні вироби зануренням їх у розплав, який включає ванну з розплавом та камеру нанесення покриття із вхідним і вихідним каналами, який відрізняється тим, що камера нанесення покриття виконана в нижній своїй частини із забірним вертикальним каналом, зануреним у ванну з розплавом, причому камера нанесення покриття та ванна з розплавом обладнані засобами для створення усередині них над дзеркалом розплаву, відповідно, розрідження та надлишкового тиску, а у вихідному каналі або безпосередньо за ним розташований пристрій для видалення надлишків розплаву з поверхні протяжного виробу. 22. Пристрій за п.21, який відрізняється тим, що протяжний виріб, на який наносять покриття, беруть із групи, яка включає дріт, пруток, сталеву штабу або штрипс, сталевий прокат та тр убу. 23. Пристрій за будь-яким з пп.21-22, який відрізняється тим, що камера для нанесення покриття розташована над ванною з розплавом, при цьому камера та ванна обладнані засобами для нагрівання розплаву. 24. Пристрій за будь-яким з пп.21-23, який відрізняється тим, що в камері для нанесення покриття забезпечені умови: R ат>R1+Rм.с т. , де R ат - атмосферний тиск, R1 - тиск у камері нанесення покриття, Rм.с т. - тиск стовпа розплаву над отвором у каналі. 25. Пристрій за будь-яким з пп.21-23, який відрізняється тим, що пристрій для нанесення покриття обладнаний засобом регулювання рівня розплаву в камері нанесення покриття. 26. Пристрій за будь-яким з пп.21-25, який відрізняється тим, що в бічних стінках камери нанесення покриття виконані вхідний і вихідний канали для проходження оброблюваного виробу. 27. Пристрій за будь-яким з пп.21-26, який відрізняється тим, що у вер хній частині стінки або кришці камери нанесення покриття є відвідний патрубок, через який забезпечено створення розрідження в порожнині згаданої камери, а в стінці або кришці ванни змонтований підвідний патрубок, через який створено надлишковий тиск у порожнині ванни. 28. Пристрій за будь-яким з пп.21-27, який відрізняється тим, що пристрій для видалення надлишків розплаву з поверхні протяжного виробу виконаний у вигляді сальника з вогнетривкого матеріалу або МГД-знімача. 5 79639 Винаходи стосуються технології та технологічного устаткування для обробки поверхні протяжного виробу матеріалом у рідкому стані і можуть бути використані, зокрема, для нанесення покриттів різного виду (наприклад, металевих захисних покриттів) на протяжні вироби типу дроту, тр уб, прокату чи стрічки зануренням у розплав цинку, алюмінію, їхніх сплавів, олова, свинцю та ін. Винаходи можуть використовуватися для гарячого алюмінування, цинкування чи алюмоцинкування виробів із чавун у або стали (зануренням у розплав), а також для нанесення, наприклад, полімерного покриття на дріт і т.п. Аналогом винаходу «Лінія для безперервного нанесення захисного металевого покриття на сталеві протяжні вироби» є лінія для нанесення металевих покриттів па поверхню труби, яка включає транспортуючі механізми, засоби нагрівання, засіб згинання труби, задавальну привідну кліть, ванну для розплаву і механізми видачі та випрямляння труби із засобами охолодження. Засіб згинання труби виконаний у вигляді вигнутої перфорованої труби з корозійностійкого матеріалу, причому її вигнута частина розташована у ванні нижче дзеркала розплаву [RU №2048594]. Недоліком відомої лінії є те, що для занурення труби в розплав металу потрібно здійснювати її згинання. Найближчим аналогом винаходу «Лінія для безперервного нанесення металевого покриття на сталеві протяжні вироби» є лінія гарячої металізації довгомірних виробів, яка включає послідовно та співвісно встановлені ванни флюсування та металізації, розміщені в них занурювачі з напрямними роликами, калібрувальний пристрій з каналом прямокутного перетину, охолоджувальну камеру із спреєрним пристроєм та приймальновіддавальний механізм. Калібрувальний пристрій виконаний у вигляді філь’єри, встановленої усередині ванни металізації з можливістю переміщення в осьовому напрямку. Лінія обладнана стабілізатором швидкості та натягу функціональних елементів, встановленим перед ванною, та відхильним пристроєм, розміщеним між занурювачами і виконаним у вигляді вертикально встановленої в поздовжньому напрямку плоскої рами з поперечними штирями з вертикальними виступами, розташованими в нижній частині рами, і роликами, установленими у верхній частині рами з можливістю обертання та проковзування [SU №1568562]. При нанесенні металевого покриття з використанням цієї лінії довгомірний виріб для занурення у ванну з розплавом піддається згинанню та наступному випрямлянню, що ускладнює конструкцію лінії та процес нанесення покриття. Аналогом винаходу «Пристрій для безперервного нанесення захисного металевого покриття на сталеві протяжні вироби» є пристрій за [заявкою RU №98120056]. Пристрій містить посудину для розміщення в ній ванни розплавленого металу покриття, верхня поверхня ванни має отвір для проходу стрічки, сполучений із зазначеною посу 6 диною, який розташований під зазначеною верхньою поверхнею ванни та містить засоби, що дозволяють вводити у ванну зазначену безперервну стрічку металу. Пристрій містить також засіб для переміщення безперервної стрічки металу по траєкторії, що проходить через пробку, утворену із затверділого металу покриття, яка охоплює стрічку на ділянці, розташованій нижче за потоком від зазначеного отвору, при цьому пробка в принципі стаціонарна стосовно стрічки і включає засіб, що запобігає витіканню розплавленого металу ванни через зазначений отвір та одночасно забезпечує переміщення стрічки по ванні. Крім того, є засіб для охолодження покриття з металу, розташований усередині зазначеної посудини нижче за потоком від зазначеного отвору для утворення пробки та утримання пробки під час нанесення покриття на стрічку, і засіб для нагрівання ванни розплавленого металу на ділянці, розташованій нижче за потоком від зазначеної пробки. Іншим аналогом є пристрій для нанесення захисного покриття на протяжні металеві вироби, який включає ванну з нагрівальними елементами та з прохідним отвором, розташованим у дні ванни, МГД-затвор, розташований під прохідним отвором, з патрубком, частково введеним усередину ванни через прохідний отвір. МГД-затвор виконаний у вигляді двох L-подібних магнітопроводів з обмоткою однофазного струму у вигляді плоских котушок, розташованих на вертикальних стрижнях магнітопроводу [SU №1492759]. В цьому пристрої довгомірний виріб подається у ванну з розплавом вертикально, без згинання. До недоліків цього пристрою належить його складність внаслідок використання МГД-затвора. Відомі також пристрої для нанесення покриттів на дріт, стрічку і т.п., у яких передбачене застосування напрямного валка, що здійснює занурення в розплав ι переміщення протяжного виробу [см. «Руководство по горячему цинкованию» Μ., « Металургия», 1975. с.376; «Металлические покрития листовой и полосовой стали», М., «Металургия», 1971, с.496]. Недоліками відомих ліній і пристроїв для нанесення захисних покриттів є те, що вони обладнані сталевими ваннами, які мають великий об'єм і значну відкриту площу дзеркала розплаву, що зумовлює великі енерговитрати на підтримання заданої температури самого розплаву. Контакт, зокрема, цинкового розплаву зі сталевими стінками ванни та елементами заглибних транспортуючи х пристроїв приводить до розчинення заліза в цинку і, тим самим, знижує термін експлуатації устатк ування та збільшує витрати цинку. Застосування сталевих ванн із заглибним транспортуючим пристроєм виключає можливість легування розплаву алюмінієм. Керамічні ж ванни, хоча й стійкі до дії легованого алюмінієм цинкового розплаву, але мають великий об'єм у порівнянні з металевими. Це пов'язане з тим, що, на відміну від металевих ванн, де обігрів здійснюється через їхні 7 79639 стінки, у керамічній ванні обігрів здійснюється через дзеркало розплаву, що приводить до збільшення її об'єму. В аналогу - пристрої для нанесення металевого покриття на поверхню сталевої стрічки за [заявкою RU №94041744] виріб, не міняючи напрямку, подається вертикально у ванну з розплавом через прохідний канал у днищі ванни За допомогою електромагнітних сил здійснюється утримання розплаву від витікання через канал у днищі ванни. Ця сила пропорційна статичному тиску розплавленого металу та протилежна йому за напрямком. Ванна з розплавом обладнана додатковою ванною попереднього плавлення, причому об'єм ванни для нанесення покриття в кілька разів менше об'єму ванни попереднього плавлення. Рівень розплаву у ванні для нанесення покриття регулюється за рахунок переміщення розплаву з ванни попереднього плавлення у ванну для нанесення покриття. Ванна для попереднього плавлення розміщена збоку під ванною для нанесення покриття, а для циркуляції розплавленого покривного матеріалу встановлені електромагнітні помпи. Найближчим за технічною суттю аналогом пропонованого пристрою є пристрій для нанесення металевих покриттів на протяжні вироби, який включає ванну з розплавом і камеру нанесення покриття, [см. заявку Франції №7516981, кл. С23С3/14, 1975р.]. Камера нанесення покриття в цьому пристрої має вхідний і вихідний канали, через які здійснюється переміщення виробу при нанесенні покриття. За допомогою помпи розплав переміщається з ванни в камеру нанесення покриття. Наповнення камери здійснюється таким чином, що рівень розплаву в камері встановлюється вище вхідного та вихідного каналів. При цьому розплав вільно витікає з камери у ванну, однак кількість розплаву, що повертається в камеру, є трохи більшим, ніж витікає з вхідного та вихідного каналів у ванну. Це дозволяє підтримувати рівень розплаву в камері нанесення покриття вище вхідного та вихідного каналів. Недоліком цієї установки є те, що подача розплаву з ванни в камеру здійснюється за допомогою заглибної помпи, що значно знижує показники надійності, потрібні для промислового устаткування. Безперервна циркуляція розплаву приводить до швидкого зносу каналів, а сам розплав забруднюється матеріалами, з якого виготовлені канали, що призводить до погіршення умов формування покриття, а отже, до зниження його якості. У запропонованих винаходах обробка поверхні, наприклад, нанесення покриття на поверхню виробу, здійснюється при його горизонтальному транспортуванні через розплав алюмінію, цинку або їхніх сплавів, розплав інших матеріалів (металевих або неметалевих), через рідкий барвник, флюс, розчин органічних або неорганічних речовин та ін. Виробами можуть бути дріт, пруток, нитка, стрічка, прокат, труба (зовнішнє покриття) та інші протяжні вироби. Винаходи спрямовані на підвищення надійності роботи лінії та присутнього в ній пристрою для обробки поверхні, наприклад, безперервного на 8 несення покриттів, на збільшення довговічності устаткування та на підвищення продуктивності. Підвищення надійності та довговічності лінії та пристрою забезпечується за рахунок спрощення їхньої конструкції. Пропоновані винаходи дозволяють спростити спосіб, конструкцію лінії та пристрою для обробки поверхні (нанесення покриття) і спростити технічне обслуговування, виключити деформацію виробів при їхній обробці за рахунок того, що виріб переміщається прямолінійно, без згинання. Прямолінійне переміщення забезпечується за рахунок простого та надійного утримання матеріалу, яким обробляють виріб (розчину, розплаву), від витікання через вхідний і вихідний канали. Винаходи забезпечують підвищення якості одержуваного покриття або якості обробленої поверхні виробу внаслідок того, що режими, пропоновані у винаході, дозволяють забезпечити як спокійний стан матеріалу, що знаходиться в пристрої для обробки поверхні виробу (наприклад, при алюмінуванні), так і його перемішування з регульованим ступенем інтенсивності (наприклад, при флюсуванні), при виключенні витікання його назовні. Досягнення зазначених результатів та усунення зазначених вище недоліків аналогів реалізується за рахунок того, що обробка поверхні або нанесення покриття на протяжний виріб, такий як дріт, пруток, прокат, штаба (стрічка), труба, здійснюється при прямолінійному (без згинання) переміщенні протяжного довгомірного виробу через пристрій для нанесення покриття, у якому знаходиться рідина (розчин, розплав). Рідина є, наприклад, розплавом металу - алюмінію, цинку, їхніх сплавів та ін., або розплавом полімерного матеріалу, або розчином органічної чи неорганічної речовини і т.д. Пристрій для обробки поверхні виробу, зокрема, для нанесення покриття, включає ванну з рідиною, наприклад, розплавом металу покриття, і розташовану вище ванни камеру нанесення покриття із вхідним та вихідним отворами і забірним вертикальним каналом, зануреним у розплав, який знаходиться у ванні. Для підйому розплаву з ванни по вертикальному каналу в камеру нанесення покриття створюють надлишковий тиск у ванні та розрідження в камері нанесення покриття. Перепад тиску у порожнинах над поверхнею розплаву камери та над поверхнею розплаву у ванні такий, що рівень розплаву розташовується вище вхідного та вихідного отворів камери. Створення розрідження в камері нанесення покриття виконує одночасно й іншу роль, а саме, служить для запобігання витіканню розплаву з камери для нанесення покриття. При цьому має виконуватися така умова: Рат>Р1+Рм.ст., де Рат - атмосферний тиск; Р1 - тиск у камері нанесення покриття: Рм.ст. - тиск стовпа розплаву над нижньою твірною каналу. Різницю тисків Δ=Р ат-(Р1+Рм.ст.) у процесі нанесення покриття підтримують на постійному рівні для виключення витікання розплаву та виключен 9 79639 ня прориву атмосферного повітря в камеру через вхідний і ви хідний канали камери. Спосіб обробки поверхні виробу, наприклад, спосіб нанесення покриття, реалізується у відповідній технологічній лінії нанесення покриття на поверхню протяжного виробу. Лінія складається з подавального пристрою, з якого виріб, що підлягає обробці, через систему напрямних роликів і правильний пристрій подається у вузол підготовки поверхні виробу. Вузол підготовки поверхні складається з камери термічного знежирення, пристрою механічного очищення та/або пристрою попередньої підготовки поверхні виробу. Попередня підготовка поверхні може включати, зокрема, флюсування або хімікотермічну обробку в інертній атмосфері, що містить водень. Потім протяжний виріб подається в пристрій для безперервного нанесення покриттів на протяжні вироби. Цей пристрій, який також є винаходом, включає камеру нанесення покриття, герметично змонтовану на ванні з розплавом. Камера нанесення покриття та ванна встановлені в корпусі нагрівальної печі. Камера нанесення покриття виконана в нижній своїй частині із забірним вертикальним каналом, зануреним у ванну з розплавом. Камера нанесення покриття та ванна обладнані, відповідно, відвідним та підвідним каналами з патрубками для створення усередині камери та ванни над дзеркалом розплаву, відповідно, розрідження та надлишкового тиску. У бічних стінках камери для нанесення покриття виконані вхідний та вихідний канали для пропускання оброблюваного виробу. У вихідному каналі камери нанесення покриття або безпосередньо за ним на зовнішній стінці камери нанесення покриття розташовують пристрій видалення надлишків розплаву. Цей пристрій може бути сальником з вогнетривкого матеріалу або МГД-знімачем надлишків розплаву. З вихідного каналу камери для нанесення покриття оброблюваний виріб надходить у камеру охолодження, з якої охолоджений готовий виріб через транспортувальний пристрій надходить у вузол приймання готових виробів. Довжина виробу, на який наноситься покриття, практично не обмежена, при цьому виріб не піддається згинанню. Лінія для нанесення покриття вимагає невеликих, у порівнянні з аналогами, виробничих площ. Це досягається за рахунок застосування пристроїв підготовки поверхні і, головне, за рахунок використання конструкції пристрою для нанесення покриття прохідного типу. Лінія може бути використана для нанесення захисних металевих покриттів на сталевий дріт, пруток, труби (однобічне покриття), прокат. Крім того, лінія може бути використана на підприємствах-виробниках гнути х профілів. В цьому випадку як виріб, на який наноситься покриття, використовують штабову сталь шириною, що відповідає ширині заготовки гнутого профілю. Виготовлення гнутого профілю здійснюється після нанесення покриття. В результаті одержаний гнутий профіль має покриття по всій поверхні, включаючи бічні 10 кромки. Ще однією перевагою гнутого профілю, одержаного у такий спосіб, є те, що товщину металу основи та покриття можна варіювати залежно від умов експлуатації та заданого терміну експлуатації конструкції. Винаходи пояснюються кресленнями, де зображено: на Фіг.1 зображена принципова схема лінії безперервного нанесення захисних металевих покриттів на сталевий дріт; на Фіг.2 зображена принципова схема лінії безперервного нанесення захисних металевих покриттів на сталевий прокат або трубу; на Фіг.3 показаний загальний вид пристрою безперервного нанесення захисних металевих покриттів на сталеві протяжні вироби в розрізі. Приклад здійснення винаходу Спосіб обробки поверхні виробу, зокрема, нанесення металевого покриття на поверхню довгомірного виробу, реалізується при роботі описаних нижче технологічних ліній безперервного нанесення покриття на різні вироби. Лінія для безперервного нанесення покриттів на дріт (Фіг.1) складається із подавального пристрою, наприклад, двопозиційного розмотувача 1, з якого дріт 2, що підлягає обробці, через напрямні ролики 3 подається в пристрій випрямляння 5. Випрямлений дріт 2 надходить у вузол підготовки поверхні виробу. Вузол підготовки поверхні складається з камери термічного знежирення 8, пристрою механічного очищення 9, камери нанесення флюсу 6 з камерою сушіння флюсу 7. Замість камери нанесення флюсу та сушильної камери можна використовувати камери хімікотермічної підготовки поверхні нагріванням дроту в захисно-відновлювальній атмосфері. Пристрій механічного очищення 9, за умови, що він забезпечує належне очищення поверхні виробу, може використовуватися без флюсування або хіміко-термічної обробки поверхні, зокрема, гарний результат дає струминно-абразивний метод очищення поверхні в потоці твердих частинок. Безпосередньо за пристроєм механічного очищення 9 розташований транспортувальний пристрій 28 із привідними роликами, які забезпечують переміщення дроту через пристрій механічного очищення, а також необхідне зусилля натягу дроту. Після підготовки поверхні дріт надходить у пристрій 12 для безперервного нанесення металевих покриттів на сталеві протяжні вироби, у якому здійснюється нанесення покриття на поверхню виробу. Більш докладно конструкція пристрою 12 буде описана нижче. З вихідного каналу пристрою 12 для нанесення покриття оброблюваний виріб (дріт) надходить до камери охолодження 27, у якій дріт з покриттям піддається примусовому охолодженню. Охолоджений дріт надходить у пристрій транспортування та намотування дроту в бухту, що є барабаном 30, на який рівномірно намотується дріт з нанесеним на нього покриттям. Лінія для безперервного нанесення металевих покриттів на сталеву стрічку - штрипс виконується 11 79639 аналогічно лінії для дроту. Відмінність полягає в конструкції вузлів намотування та транспортування виробу. Лінія для безперервного нанесення металевих покриттів на сталевий прокат або трубу (Фіг.2) має подавальний пристрій 1, який є перекладником. Вузол підготовки поверхні сталевого прокату або труби може містити камеру термічного знежирення 8, пристрій механічного очищення 9 і камеру 10 попередньої підготовки поверхні виробу хімікотермічним способом. Прокат або труба надходить з перекладника в камеру термічного знежирення 8 і пристрій механічного очищення поверхні 9 у вигляді мірних відрізків. За пристроєм механічного очищення 9 розташовують перекладник 11 мірних відрізків прокату або труби та ділянку з'єднання (зварювання) цих відрізків «у нескінченну нитку» (на кресленнях не показані). Ця операція виконується у зв'язку з тим, що нанесення покриття відповідно до запропонованого способу здійснюється на безперервний виріб. За вузлом підготовки поверхні виробу розташований пристрій 12 для безперервного нанесення металевих покриттів. Прокат або труба після виходу із пристрою 12 для безперервного нанесення покриттів надходять у пристрій видалення надлишків розплаву, а потім – в камеру охолодження 27. Із пристрою 27 охолодження прокат або труба надходить на вузол різання, у якому виріб розрізають на мірні відрізки. Одержані відрізки прокату або труби подають на вузол 29 приймання готових виробів - укладальник готової продукції. Пристрій 12 для безперервного нанесення металевих покриттів на сталеві протяжні вироби для дроту, стрічки, прокату, тр уби виконаний за однією схемою (Фіг.3). Розбіжності визначаються лише формою поперечного переріза виробів та їхніми розмірами. Пристрій 12 включає камеру нанесення покриття 13, герметично змонтовану над ванною 14 з розплавом. Камера нанесення покриття 13 і ванна 14 обладнані засобами для нагрівання розплаву, наприклад, камера 13 і ванна 14 можуть бути встановлені у корпусі нагрівальної печі 15. Через верхню кришку 16 камери 13 пропущений датчик рівня розплаву 17, манометр 18 і відвідний канал з відвідним патрубком 19 для створення розрідження. Відвідний патрубок 19 може бути змонтований на стінці камери 13. Кришка 21 ванни з розплавом або її стінкою мають підвідний канал і підвідний патрубок 22. Як відвідний, так і підвідний канал розташовані в зоні повітряної порожнини над рівнем розплаву, краще, в кришці ванни та кришці камери 13. У нижній частині камера 13 обладнана забірним вертикальним каналом 20, зануреним в розплав, що знаходиться у ванні, внаслідок чого (при наявності перепаду тисків у камері 13 та ванні 14) можлива подача розплаву по каналу 20 з ванни 14 до камери 13. У бічних стінках камери 13 виконані вхідний та вихідний канапи 23 та 24 для проходження оброблюваного виробу 2, профіль яких визначається 12 профілем поперечного перерізу оброблюваного виробу. У робочому стані розплав у ванні 14 та у камері 13 займає, відповідно, рівні 25 та 26. Повітряні порожнини над рівнем розплаву в камері 13 та ванні 14 не сполучаються одна з одною. Для зняття надлишків розплаву з довгомірного виробу у ви хідному каналі 24 камери нанесення покриття 12 розташовують пристрій видалення надлишків розплаву (на кресленнях не показаний). Цей пристрій є сальником з вогнетривкого матеріалу. При ущільненні сальника поверхня дроту обтискається вогнетривким матеріалом та відбувається видалення надлишків розплаву з поверхні дроту. Чим сильніше ущільнений сальник, тим тонше покриття на дроті. Пристрій для зняття надлишків розплаву може бути також виконаний у вигляді МГД-знімача надлишків розплаву, розташованого безпосередньо за вихідним каналом камери. Під впливом біжучого електромагнітного поля МГД-знімача в розплаві на поверхні дроту виникають вихрові струми, взаємодія полів знімача та струмів у розплаві приводить до переміщення розплаву на поверхні дроту у бік камери з розплавом. Зміна силових характеристик поля МГД-знімача приведе до зміни товщини покриття. Нижче наведений приклад роботи лінії, що реалізує пропонований спосіб, і роботи пристрою для безперервного нанесення захисних металевих покриттів на Дріт. Із двопозиційного поворотного розмотувача подавального пристрою 1 дріт 2 через систему напрямних роликів 3 і пристрій випрямляння 5 подається в пристрій зварювання (не показаний), а потім в камеру термічного знежирення 8, пристрій механічного очищення 9, камеру нанесення флюсу та камеру сушіння 7. Далі виріб надходить у пристрій 12 для нанесення покриття. При створенні надлишкового тиску у ванні 14 через підвідний патрубок 22 і розрідження в камері 13 через відвідний патрубок 19 розплав по вертикальному каналу з ванни 14 надходить до камери 13 і встановлюється на рівні вище вхідного 23 і вихідного каналів 24. При додержанні умови Рат>Р1+Рм.ст., де Рат - атмосферний тиск; Р1 - тиск у камері нанесення покриття; Рм.ст. - тиск стовпа розплаву над нижньою твірною каналу, розплав, установившись вище рівня каналів 23 та 24, не витікає через отвори в них. Пристрій 12 для нанесення покриття має засіб регулювання рівня розплаву в камері 13 нанесення покриття. Необхідність підтримання заданого рівня розплаву в камері 13 пов'язана з тим, що розплав, який знаходиться в камері, постійно витрачається і рівень розплаву має тенденцію до зниження. При зниженні рівня розплаву різниця атмосферного тиску та тиску в камері збільшується (за рахунок зменшення Рм .ст.), що може привести до прориву повітря (повітряних пузирів) через вхідний або вихідний канал камери 13 усередину камери. Це є небажаним, тому що порушує процес нанесення покриття і може призвести до дефектів покриття на виробі. Крім того, наявність повітряних 13 79639 пузирів у розплаві викличе його забруднення оксидними включеннями, що погіршує умови формування покриття та приводить до появи дефектів покриття. Засіб регулювання рівня розплаву в камері 13 включає датчик рівня розплаву 17, з якого одержують електричний сигнал. Сигнал з датчика рівня розплаву надходить в систему регулювання тиску, яка дозволяє, регулюючи надлишковий тиск у ванні 14 з розплавом за допомогою стисненого повітря, забезпечувати підтримання постійної величини рівня розплаву в камері 13 (можна використати будь-яку придатну відому систему). Зниження рівня розплаву в камері 13 нанесення покриття реєструється згаданим вище датчиком рівня розплаву 17. Електричний сигнал від датчика рівня розплаву 17 управляє роботою регулятора тиску, за допомогою якого плавно збільшується тиск у ванні, внаслідок чого рівень розплаву в камері 13 досягає заданого розрахункового значення. При цьому рівень розплаву у ванні знижується. При досягненні критично низького рівня розплаву у ванні 14 подається сигнал, за яким здійснюється додавання розплаву у ванну 14. Рівень розрідження в камері 13 підтримується на заданому рівні шляхом керування потоком повітря через ежектор (на кресленнях не показаний). Для цього ж підтримують постійною різницю тисків Δ=Р ат-(P1+Рм.ст.) у камері нанесення покриття. Під дією надлишкового тиску у ванні 14 з розплавом, розплав по забірному вертикальному каналу 20 переміщається в камеру нанесення покриття та установлюється на рівні вище вхідного та ви хідного каналів. У камері нанесення покриття 12 створюється розрідження, яке сприяє утриманню розплаву від витікання через вхідний та вихідний канали. Для стабільної та надійної роботи установки ступінь розрідження в камері 12 підтримують на постійному рівні, наприклад, у такий спосіб. При зменшенні ступеня розрідження в камері електронний датчик розрідження подає сигнал на електропневмоклапан, який відкривається та збільшує потік повітря через ежектор, що приводить до збільшення ступеня розрідження. При збільшенні ступеня розрідження в камері 12 електронний датчик розрідження подає сигнал на електропневмоклапан, який закривається та зменшує потік повітря через ежектор, що приводить до зменшення ступеня розрідження. 14 При нанесенні покриття розплав у камері витрачається, при цьому рівень розплаву в камері 12 падає. Для підтримання заданого рівня розплаву в камері використовується датчик рівня розплаву 17, що сигналізує про збільшення або зменшення робочого рівня розплаву. Сигнал про збільшення робочого рівня розплаву в камері нанесення покриття відкриває електропневмоклапан і відбувається стравлювання повітря з камери, рівень розплаву падає. Сигнал про зменшення робочого рівня розплаву в камері нанесення покриття відкриває електропневмоклапан, при цьому збільшується тиск у ванні з розплавом і рівень розплаву в камері піднімається. При переміщенні виробу через розплав, наприклад, цинковий або алюмінієвий, на поверхні виробу формується захисне покриття. Прямолінійне переміщення виробу 2 через канали 23 та 24 камери 13 дозволяє здійснювати нанесення захисного покриття без деформації цього виробу. Розплав при цьому не витікає через вхідний та ви хідний отвори камери. У вихідному каналі 24 пристрою 12 розташовують пристрій видалення надлишків розплаву (на кресленнях не показаний). "З вихідного каналу 24 камери 13 виріб надходить у камеру охолодження 27, після чого через транспортувальний пристрій і, при необхідності, через систему напрямних роликів дріт надходить до намотувального пристрою, у якому здійснюється намотування готового виробу на бобіну. Особливість роботи лінії стосовно виробів у вигляді прокату або труб полягає в тому, що в ряді випадків для цих виробів досить механічного очищення поверхні перед нанесенням покриття. Хіміко-термічну обробку та флюсування застосовують при необхідності для збільшення швидкості нанесення покриття. Іншою особливістю роботи лінії нанесення покриття на прокат або трубу є необхідність розрізування виробу після нанесення покриття на відрізки необхідної довжини для укладання їх у штабель. Для прокату в силу його складної форми або труб можливе використання пристрою для видалення надлишків розплаву, встановлюваного не у вихідному каналі 24 камери 12, а безпосередньо за ним. Запропонована технологія та пристрої нанесення покриттів на прокат і труби дозволить використати заготовки труб ι прокату будь-якої заданої довжини без застосування великогабаритних ванн нанесення покриттів. 15 Комп’ютерна в ерстка Т. Чепелев а 79639 Підписне 16 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for treatment of surface of the long-length article, line and device for realization the same
Назва патенту російськоюСпособ обработки поверхности протяжного изделия, линия и устройство для его осуществления
Автори російськоюВОЛКОВ Юрий Сергеевич, МАРУТЬЯН Сергей Васильевич
МПК / Мітки
МПК: C23C 2/36
Мітки: пристрій, спосіб, поверхні, обробки, виробу, протяжного, здійснення, лінія
Код посилання
<a href="https://ua.patents.su/8-79639-sposib-obrobki-poverkhni-protyazhnogo-virobu-liniya-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки поверхні протяжного виробу, лінія та пристрій для його здійснення</a>
Спосіб вимірювання довжини протяжного металевого виробу та пристрій для його здійснення
Номер патенту: 24986
Опубліковано: 25.12.1998
Автори: Драпкін Ілля Аронович, Совлуков Алєксандр Сєргєєвіч, Бушель Альберт Рафаілович
МПК: G01B 15/00
Мітки: металевого, виробу, вимірювання, спосіб, пристрій, довжини, протяжного, здійснення
Формула / Реферат:
1. Способ измерения длины протяженного металлического изделия, в частности трубы, при котором изделие располагают изолированно вблизи металлического экрана параллельно ему, возбуждают электромагнитные сигналы в совокупности данных проводников как в длинной линии и измеряют характеристики распространения этих сигналов, по которым судят о длине изделия, отличающийся тем, что в качестве возбуждаемых электромагнитных сигналов используют...
Спосіб нанесення покриття на поверхні металевих виробів і пристрій для його здійснення
Номер патенту: 74205
Опубліковано: 15.11.2005
Автори: Льняной Віталій Миколаєвич, Калашніков Микола Олександрович, Гусаров Василь Георгійович, Красніков Олексій Іванович
МПК: B05B 13/00, B05D 7/14, B05B 13/02
Мітки: покриття, спосіб, пристрій, нанесення, металевих, виробів, поверхні, здійснення
Формула / Реферат:
1. Спосіб нанесення покриття на поверхні металевих виробів, який включає операцію підготовки поверхні виробу, приготування суміші, нанесення суміші на нагріту до температури плавлення суміші обертову поверхню виробу та термообробку, який відрізняється тим, що під час приготування і нанесення суміш піддають вібрації з частотою 50-100 Гц і амплітудою 0,25-1,0 мм у горизонтальній і вертикальній площинах, нанесення здійснюють струменем...
Спосіб зчищення з поверхні льоду, ущільненого снігу та/або обробки грунту та пристрій для його здійснення
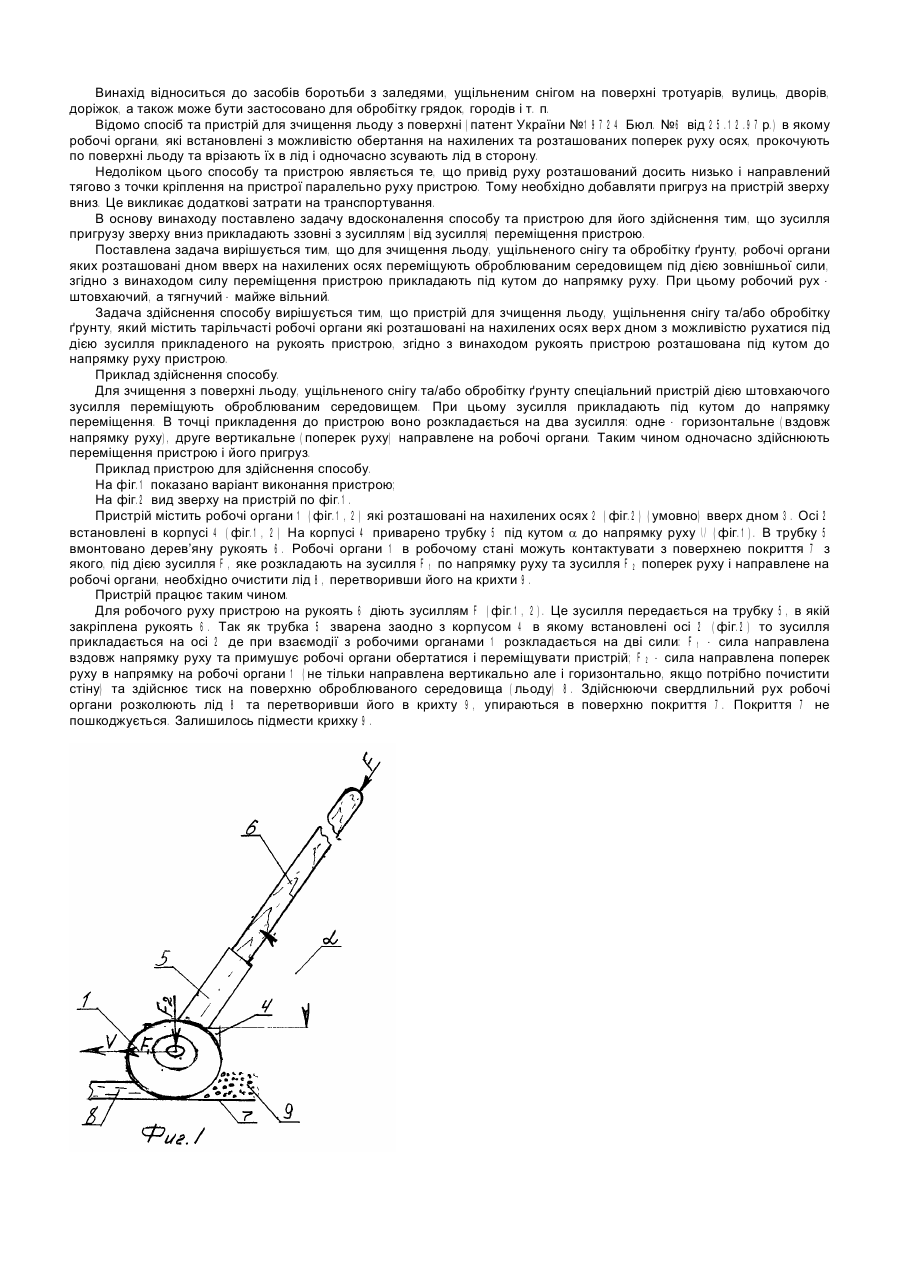
Номер патенту: 56391
Опубліковано: 15.05.2003
Автор: Погорельський Станіслав Володимирович
МПК: E01H 5/12
Мітки: поверхні, зчищення, грунту, снігу, здійснення, спосіб, обробки, ущільненого, пристрій, льоду
Формула / Реферат:
1. Спосіб зчищення льоду, ущільненого снігу та/або обробки ґрунту, згідно з яким робочі органи, які розташовані догори дном на нахилених осях, переміщують оброблюваним середовищем під дією сили, який відрізняється тим, що силу прикладають під кутом до напрямку руху пристрою.2. Спосіб зчищення льоду, ущільненого снігу та/або обробки ґрунту по п. 1, який відрізняється тим, що робочий рух пристрою здійснюють при штовхальному напрямку дії...
Спосіб електролітичного одержання магнію з глибокозневодненої хлормагнієвої сировини та потокова лінія для його здійснення
Номер патенту: 69473
Опубліковано: 15.09.2004
Автори: Забєлін Ігор Всеволодович, Татакін Алєксандр Ніколаєвіч, Щеголєв Владімір Івановіч
МПК: C25C 3/04
Мітки: лінія, магнію, хлормагнієвої, потокова, глибокозневодненої, здійснення, спосіб, електролітичного, сировини, одержання
Формула / Реферат:
1. Спосіб електролітичного одержання магнію в потоковій лінії, який включає завантаження хлормагнієвої сировини в головний апарат, змішування її з оборотним електролітом і електрохімічне рафінування одержаного розплаву від домішок, електролітичне одержання магнію в електролізерах потокової лінії, транспортування електроліту та магнію по електролізерах, відділення магнію від електроліту в сепараторі, перекачування частини електроліту як...
Спосіб покриття внутрішньої поверхні трубопроводу та пристрій для його здійснення
Номер патенту: 34173
Опубліковано: 15.02.2001
Автори: Зайцев Леонід Павлович, Гарник Володимир Кирилович
МПК: F16L 55/18
Мітки: поверхні, покриття, трубопроводу, внутрішньої, здійснення, спосіб, пристрій
Текст:
...для пропускання крізь нього рукава з пригальмовуванням, а з другої патрубок. Це дозволяє отримати якісне покриття безпосередньо з кінця трубопроводу. Камера і заглушка мають зіркоподібні співвісно розташовані наскрізні прорізи, армовані ущільнювачами, які забезпечують пропускання рукава, складеного зіркоподібно в поперечному перерізі. Таким чином, таке положення рукава забезпечує можливість покриття клеєм всієї його зовнішньої поверхні з...
Попередній патент: Спосіб одержання нанокристалів напівпровідників
Наступний патент: Спосіб одержання адипінової кислоти
Випадковий патент: Спосіб одержання заміщених 1,4-біс-(5-арилоксазоліл-2)-бензолів