Спосіб виготовлення термозахисного покриття для структурного елемента ракетного двигуна,спосіб виготовлення структурного елемента ракетного двигуна та структурний елемент твердопаливного ракетного двигуна, виго
Формула / Реферат
1. Спосіб виготовлення термозахисного покриття структурного елемента ракетного двигуна, який відрізняється тим, що включає етапи:
- безперервного дозування і змішування (14) щонайменше одного поліуретану з сумішшю полімеризуючих агентів, в якій заздалегідь дисперговані певні наповнювачі,
- безперервного нанесення відливанням на обертову циліндричну основу (2) отриманої суміші у формі стрічки (18), яка утворює прилеглі один до одного витки, і
- форполімеризації отриманого покриття при нормальному тиску, так що поліуретан стає достатньо полімеризованим для прикладення до нього механічних навантажень.
2. Спосіб за п. 1, який відрізняється тим, що поліуретан містить ізоціанатні кінцеві групи, полімеризуючими агентами є аміни і/або багатоатомні спирти, а наповнювачі мають порошкоподібну або волокнисту структуру.
3. Спосіб за п. 2, який відрізняється тим, що поліуретан одержують реакцією поліефіру з дифенілметандіізоціанатом.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що безперервне відливання стрічки (18) з суміші здійснюють з одержанням покриття змінної товщини на всій поверхні основи.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що дозування поліуретану і суміші полімеризуючих агентів і наповнювачів варіюють для отримання першої і щонайменше однієї другої суміші, відмінної від першої.
6. Спосіб за п. 5, який відрізняється тим, що покриття поверхні основи одержують першим відливанням стрічки (18) з першої суміші і виконуваним поверх відлитої стрічки щонайменше однократним другим відливанням стрічки з вказаної другої суміші.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що етап, який полягає у форполімеризації отриманого покриття при нормальному тиску, здійснюють при кімнатній температурі.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що додатково включає етап механічної обробки форполімеризованого покриття для надання йому необхідної зовнішньої форми.
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що додатково включає етап полімеризації форполімеризованого покриття.
10. Спосіб виготовлення структурного елемента ракетного двигуна, що містить міцну оболонку, яка оснащена внутрішнім і/або зовнішнім термозахисним покриттям, який відрізняється тим, що термозахисне покриття формують способом за будь-яким з пп. 1-8.
11. Спосіб за п. 10, який відрізняється тим, що внутрішнє термозахисне покриття формують на зовнішній поверхні оправки (2), причому міцну оболонку ракетного двигуна наносять на зовнішню поверхню термозахисного покриття і зв'язують з вказаною зовнішньою поверхнею.
12. Спосіб за п. 10, який відрізняється тим, що після одержання міцної оболонки на її внутрішню поверхню наносять внутрішнє термозахисне покриття і зв'язують його з вказаною внутрішньою поверхнею.
13. Спосіб за будь-яким з пп. 10-12, який відрізняється тим, що на зовнішню поверхню міцної оболонки наносять зовнішнє термозахисне покриття і зв'язують його з вказаною зовнішньою поверхнею.
14. Спосіб за будь-яким з пп. 11-13, який відрізняється тим, що зв'язування міцної оболонки з термозахисним покриттям або термозахисними покриттями здійснюють за допомогою зв'язуючої речовини.
15. Спосіб за будь-яким з пп. 11-13, який відрізняється тим, що зв'язування міцної оболонки з термозахисним покриттям або термозахисними покриттями здійснюють за допомогою плівки з клейкого поліуретану, яка одержана безперервним відливанням стрічки, що утворює прилеглі один до одного витки.
16. Спосіб за будь-яким з пп. 10-15, який відрізняється тим, що міцна оболонка ракетного двигуна виготовлена з металу.
17. Спосіб за будь-яким з пп. 10-15, який відрізняється тим, що міцна оболонка ракетного двигуна виготовлена методом намотування нитки з просоченого волокнистого матеріалу.
18. Спосіб за п. 17, який відрізняється тим, що термозахисне покриття або термозахисні покриття і намотану нитку полімеризують одночасно.
19. Структурний елемент твердопаливного ракетного двигуна, який відрізняється тим, що виготовлений способом за будь-яким з пп. 10-18.
Текст
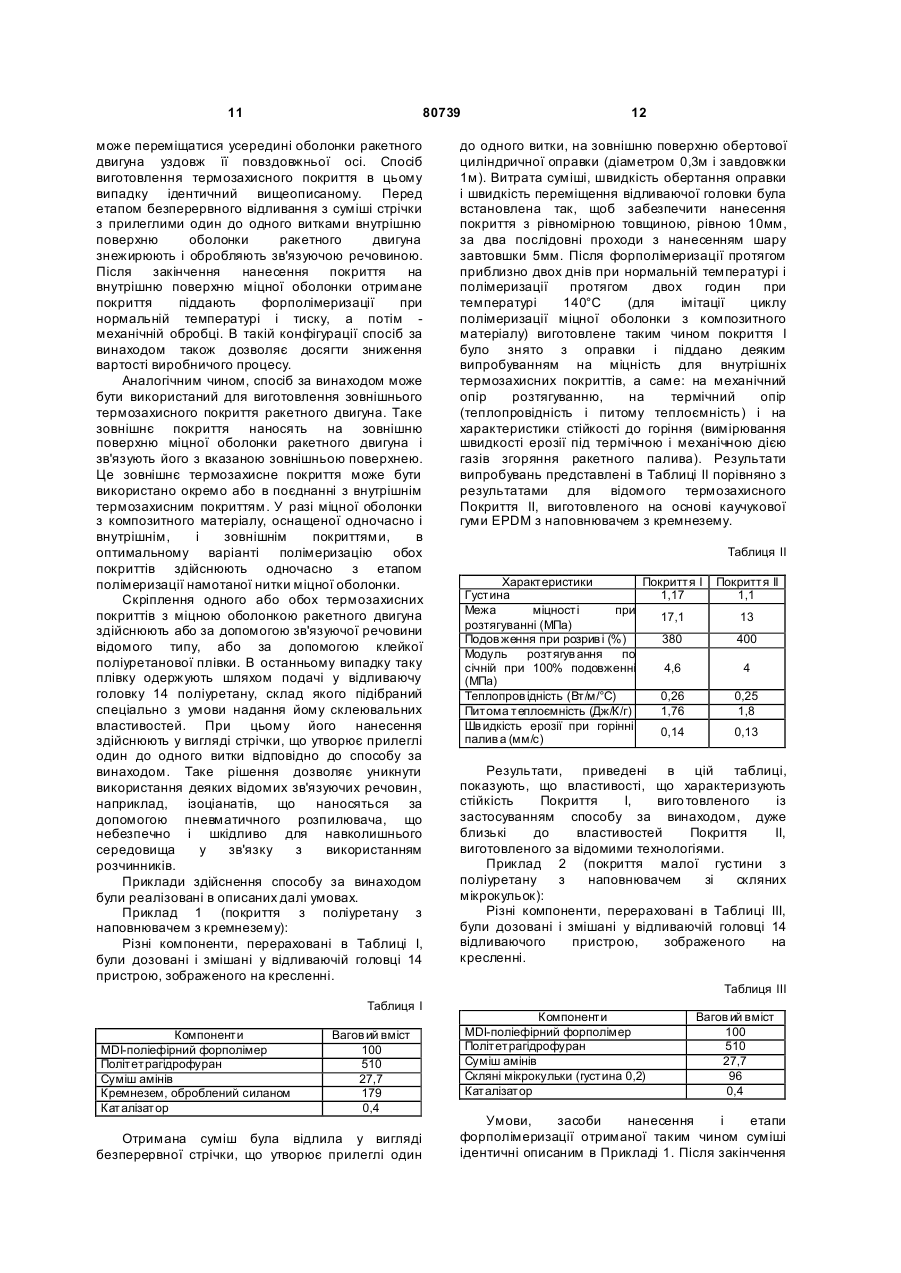
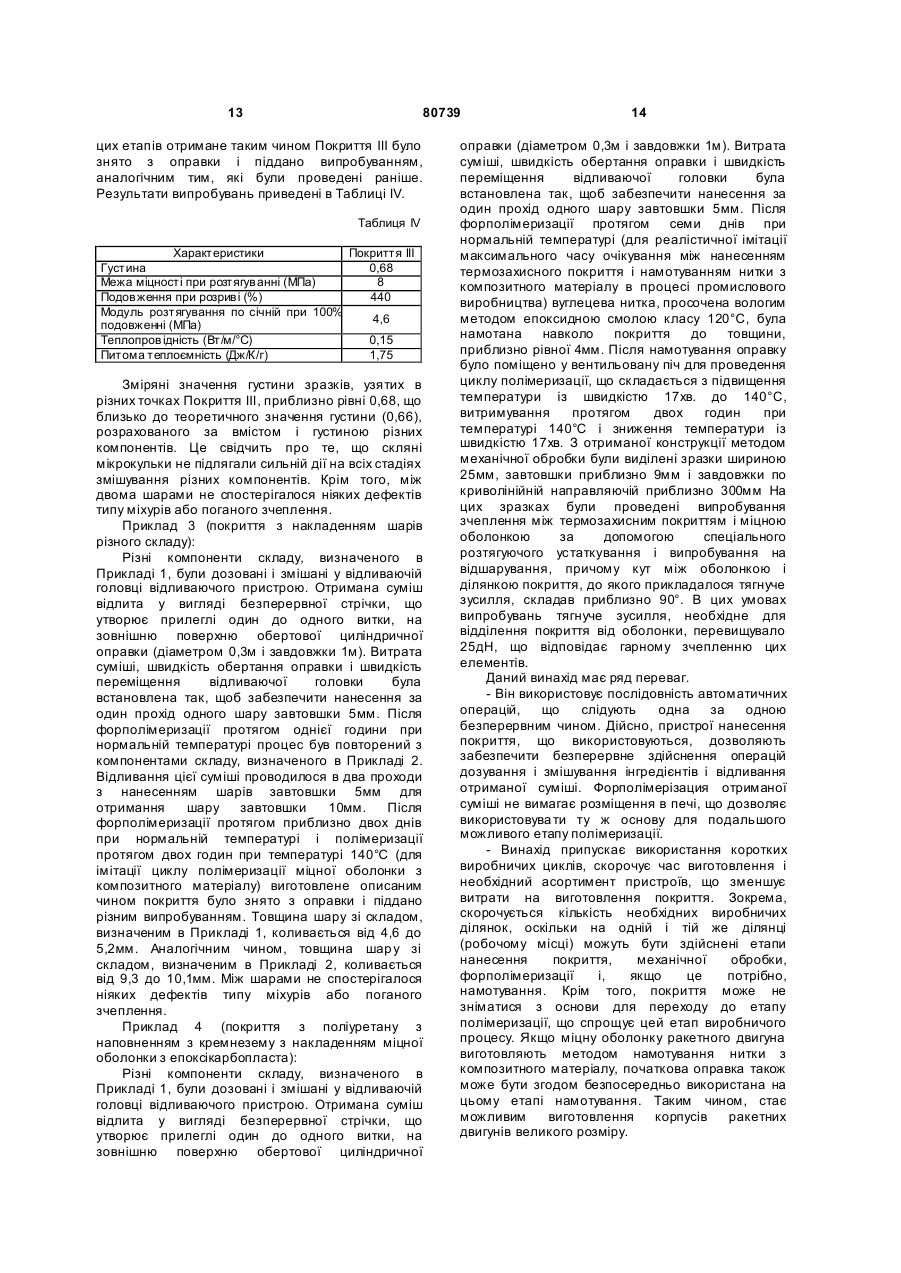
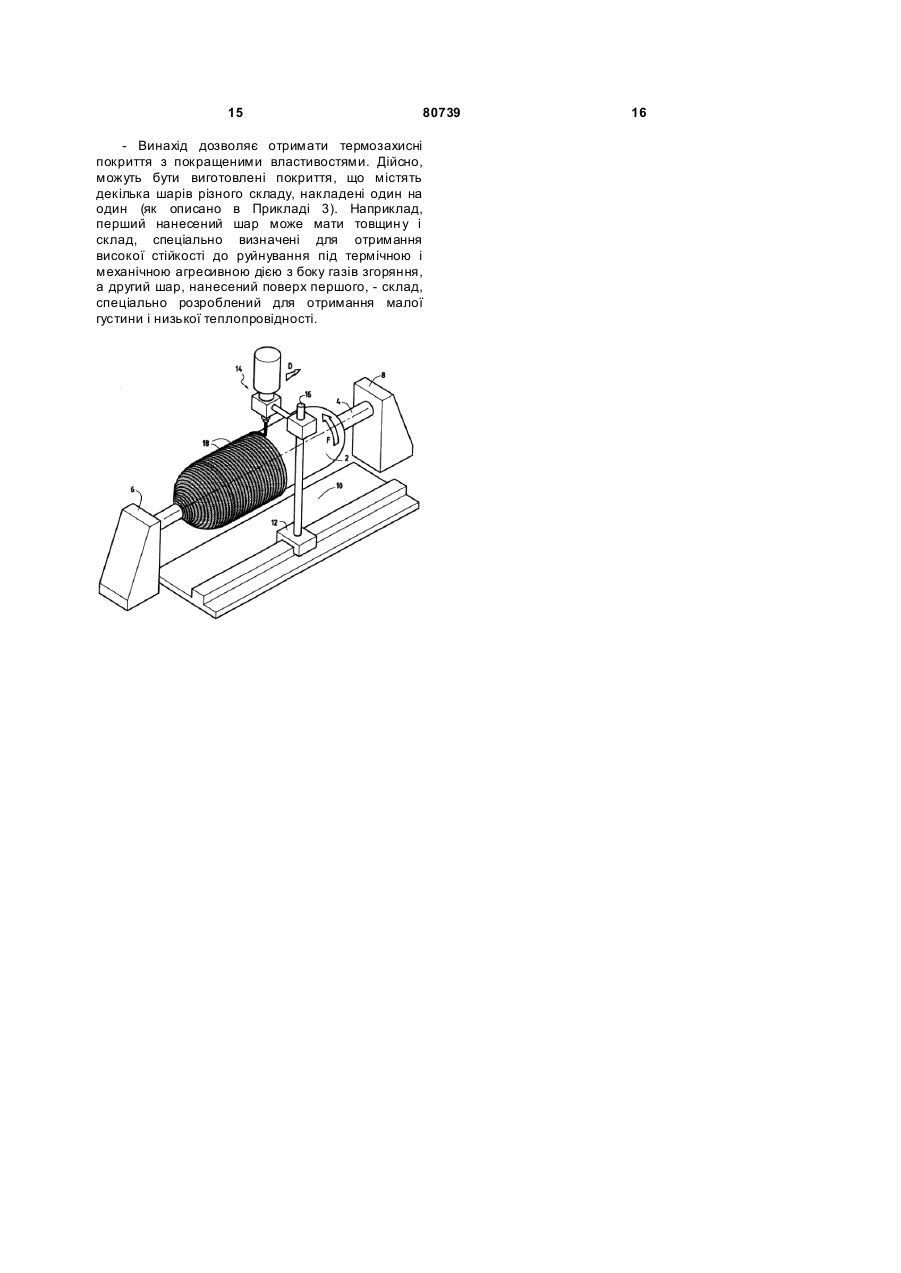
1. Спосіб виготовлення термозахисного покриття структурного елемента ракетного двигуна, який відрізняється тим, що включає етапи: - безперервного дозування і змішування (14) щонайменше одного поліуретану з сумішшю полімеризуючих агентів, в якій заздалегідь дисперговані певні наповнювачі, - безперервного нанесення відливанням на обертову циліндричну основу (2) отриманої суміші у формі стрічки (18), яка утворює прилеглі один до одного витки, і - форполімеризації отриманого покриття при нормальному тиску, так що поліуретан стає достатньо полімеризованим для прикладення до нього механічних навантажень. 2. Спосіб за п. 1, який відрізняється тим, що поліуретан містить ізоціанатні кінцеві групи, полімеризуючими агентами є аміни і/або багатоатомні спирти, а наповнювачі мають порошкоподібну або волокнисту стр уктур у. 3. Спосіб за п. 2, який відрізняється тим, що поліуретан одержують реакцією поліефіру з дифенілметандіізоціанатом. 4. Спосіб за будь-яким з пп. 1-3, який відрізняє ться тим, що безперервне відливання стрічки (18) з суміші здійснюють з одержанням покриття змінної товщини на всій поверхні основи. 5. Спосіб за будь-яким з пп. 1-4, який 2 (19) 1 3 80739 4 покриття і зв'язують його з вказаною зовнішньою поверхнею. 14. Спосіб за будь-яким з пп. 11-13, який відрізняє ться тим, що зв'язування міцної оболонки з термозахисним покриттям або термозахисними покриттями здійснюють за допомогою зв'язуючої речовини. 15. Спосіб за будь-яким з пп. 11-13, який відрізняє ться тим, що зв'язування міцної оболонки з термозахисним покриттям або термозахисними покриттями здійснюють за допомогою плівки з клейкого поліуретану, яка одержана безперервним відливанням стрічки, що утворює прилеглі один до одного витки. 16. Спосіб за будь-яким з пп. 10-15, який відрізняє ться тим, що міцна оболонка ракетного двигуна ви готовлена з металу. 17. Спосіб за будь-яким з пп. 10-15, який відрізняє ться тим, що міцна оболонка ракетного двигуна виготовлена методом намотування нитки з просоченого волокнистого матеріалу. 18. Спосіб за п. 17, який відрізняється тим, що термозахисне покриття або термозахисні покриття і намотану нитку полімеризують одночасно. 19. Структурний елемент твердопаливного ракетного двигуна, який відрізняється тим, що виготовлений способом за будь-яким з пп. 10-18. Даний винахід стосується способу виготовлення внутрішнього і/або зовнішнього термозахисного покриття для структурного елемента ракетного двигуна, зокрема, твердопаливного ракетного двигуна. Він також охоплює спосіб виготовлення структурного елемента ракетного двигуна і структурний елемент ракетного двигуна, виготовлений із застосуванням даного способу. Твердопаливний ракетний двигун складається, по суті, з міцної оболонки (корпуса), виготовленої, наприклад, з композитного матеріалу і звичайно наділеної внутрішнім термозахисним покриттям. Це покриття повинне виконувати три основні функції: термічного захисту міцної оболонки від агресивної дії гарячих газів, що утворюються в результаті згоряння ракетного палива, зниження механічних напружень, викликаних деформацією міцної оболонки під тиском на стадії згоряння ракетного палива, і забезпечення герметичності міцної оболонки щодо витоків газів. Відомі різні способи нанесення термозахисного покриття на внутрішню поверхню оболонки ракетного двигуна. Один з них полягає в перетворенні каучук у, отриманого із застосуванням стандартних засобів каучукової промисловості (валкових або інших змішувачів або аналогічного устаткування) і що знаходиться в стані невулканізованого напівфабрикату в'язкої консистенції, в еластомерні листи. Ці листи розкроюють і укладають на оправку, а потім піддають вулканізації в автоклаві. Різні термозахисні елементи, виготовлені таким чином, потім знімають з відповідних оправок і поміщають на іншу оправку (як правило, металеву і розбірну), яку використовують для намотування ниток композитного матеріалу оболонки на отриманий термозахисний елемент. Даний спосіб припускає довгі виробничі цикли, які визначають вкрай високу вартість здійснення описаної технології. Дійсно, він вимагає використання великої кількості засобів і, крім того, включає послідовність з декількох окремих операцій, деякі з яких виконуються вручн у. Використання декількох різних оправок на різних стадіях здійснення даного способу також призводить до додаткових витрат часу і збільшує тривалість виробничого циклу. Інший відомий спосіб дозволяє скоротити витрати на своє здійснення. Він полягає в покритті оправки шаром еластомірного матеріалу і в подальшому формуванні міцної оболонки ракетного двигуна шляхом намотування нитки з композитного матеріалу. Відповідно до такого способу шар еластомірного матеріалу виготовляють методом нанесення екструдированої стрічки на всю зовнішню поверхню обертової оправки. Отримане таким чином покриття потім вулканізують в автоклаві перед намотуванням нитки. Хоча даний спосіб і дозволяє спростити спосіб виготовлення термозахисного покриття, він, проте, вимагає використання складного устаткування, наприклад, екструдера, і, отже, припускає значну вартість здійснення. Зокрема, для надання покриттю необхідних механічних і термічних властивостей його необхідно вулканізувати. Ця операція вулканізації в автоклаві здійснюється під комбінованою дією тиску (як правило, порядку 13МПа) і температури (як правило, порядку 140180ооС). Внаслідок цього механічні розміри оправки повинні бути підібрані відповідно до розмірів автоклава. Це вимагає складнішої конструкції оправки, ніж це необхідно у разі її використання тільки на операції намотування нитки для виготовлення оболонки. Крім того, в гнучких термозахисних покриттях використовуються каучуки (особливі поєднання матеріалів), спеціально розроблені для виконання вищезгаданих трьох функцій, тобто забезпечення опору руйнуванню під агресивною механічною і термічною дією газів згоряння ракетного палива, термоізоляції конструкції і ослаблення механічних напружень. Крім цього, оскільки оптимізація властивостей твердопаливного ракетного двигуна здійснюється шляхом зменшення інертної маси його елементів (у тому числі і внутрішнього термозахисного покриття), ідеальний матеріал для виготовлення такого термозахисного покриття повинен володіти вкрай високою стійкістю до руйнування під агресивною механічною і термічною дією газів згоряння при невеликій густині і низькій теплопровідності. Проте методи складання матеріалів, що дозволяють досягти, з одного боку, високого опору руйнуванню і, з 5 80739 другого боку, низької густини (яка звичайно супроводжується низькою теплопровідністю), суперечать один одному. Як наслідок, при використанні для виготовлення термозахисного покриття тільки одного матеріалу виявляється необхідним знайти компроміс між його термічними і міцносними властивостями. Пошуки такого компромісу частіше за все приводять до рішення, що не дозволяє досягти високих характеристик ракетного двигуна. Для усунення цього недоліку можуть бути використані рішення, що передбачають градієнти функцій по товщині покриття. Такі рішення полягають у використанні матеріалу з високим опором руйнуванню, звичайно має високу густину, в ти х шарах термозахисного покриття, які безпосередньо схильні до дії газів згоряння ракетного палива. В той же час в більш віддалених шарах, не схильних до дії газів протягом всього робочого циклу ракетного двигуна, використовують матеріал з низькою густиною, як правило такий, що володіє низькою теплопровідністю. Проте такі рішення використовуються рідко, оскільки вони призводять до збільшення виробничих витрат як на етапі виготовлення каучуків у вигляді невулканізованих напівфабрикатів, так і в процесі безпосереднього виготовлення термозахисних елементів. Таким чином, задача, на рішення якої направлений даний винахід, полягає в усуненні вказаних недоліків і в створенні способу виготовлення термозахисного покриття структурного елемента ракетного двигуна, який значно скорочує кількість операцій, що використовуються в ньому, тим самим забезпечуючи спрощення виробничого циклу і обладнань, що використовуються. Спосіб за винаходом дозволяє отримати покриття, що оптимальним чином виконує функції термозахисного покриття структурного елемента ракетного двигуна. Винахід також направлений на розробку способу, що дозволяє сформувати як зовнішнє, так і внутрішнє термозахисне покриття структурного елемента ракетного двигуна. Винахід також охоплює спосіб виготовлення структурного елемента ракетного двигуна, оснащеного внутрішнім і/чи зовнішнім термозахисним покриттям, отриманим із застосуванням описаного способу, а також структурний елемент ракетного двигуна, виготовлений із застосуванням даного способу. Відповідно до винаходу рішення поставленої задачі досягається запропонуванням способу виготовлення термозахисного покриття ракетного двигуна, що характеризується тим, що він включає етапи безперервного дозування і змішування щонайменше одного поліуретану з сумішшю полімеризуючих агентів, в якій заздалегідь дисперговані певні наповнювачі, безперервного нанесення на обертову циліндричну основу отриманої суміші у формі стрічки, що створює прилеглі один до одного витки, і форполімеризації отриманого покриття при нормальному тиску, так що поліуретан стає достатньо полімеризованим 6 для прикладання до нього механічних навантажень. В результаті можна значно скоротити цикл отримання термозахисного покриття і, отже, його вартість в порівнянні з раніше описаними способами. Дійсно, різні етапи способу за винаходу можуть бути здійснені на одній і тій же багатофункціональній виробничій ділянці, слідувати один за іншим безперервно і без переривання операцій змішування і відливання і бути майже повністю автоматизовані. Суміш, призначена для покриття поверхні основи, складається, зокрема, з поліуретану типу форполімеру. Він переважно містить ізоціанатні кінцеві групи і в оптимальному варіанті отриманий при реакції поліефіру з дифенілметандіізоціанатом. Полімеризуючими агентами в оптимальному варіанті є амині і/або багатоатомні спирти. Крім того, переважно використовують порошкоподібні і/або волокнисті наповнювачі. Порошкоподібні наповнювачі можуть відноситися до типу кремнезему і/або триоксиду сурми, і/або хлористих з'єднань, і/або мікрокульок зі скла і/або кремнезему, і/або акрілонітрила. Волокнисті наповнювачі можуть бути у вигляді волокон кінцевої довжини і відноситися до арамідномго і/або целюлозного типу. Така суміш відрізняється тим, що, не дивлячись на високий вміст наповнювачів, необхідних для забезпечення термічного захисту, на виході з відливаючої головки суміш знаходиться в, по суті, рідкому стані, але достатньо швидко перетвориться в гель для того, щоб запобігти стіканню з поверхні основи в процесі нанесення на неї. Після форполімеризації при нормальному тиску суміш переходить в частково, але достатньо полімеризований стан, що забезпечує можливість прикладання до покриття механічних навантажень. Безперервна і автоматизована зміна різних параметрів процесу (наприклад, вміст різних полімеризуючих агентів, швидкості відливання, швидкості обертання основи, швидкості переміщення відливаючої головки) дозволяє наносити шари різної товщини як на циліндрові, так і на сферичні поверхні. Крім того, при виготовленні термозахисного покриття великої товщини можливо також здійснювати його нанесення в декілька послідовних проходів, зберігаючи безперервність і автоматичний характер процесу. Дозування поліуретану і полімеризуючих агентів можна змінювати так, щоб отримати першу і щонайменше одну другу суміші. В цьому випадку можна, зберігаючи безперервність і автоматичний характер процесу, виготовити покриття поверхні основи шляхом послідовного відливання стрічки з першої суміші, наприклад, яка володіє високою стійкістю до руйнування під впливом газів згоряння, і відливання стрічки з другої суміші, наприклад, яка володіє малою густиною і низькою теплопровідністю. Спосіб може додатково включати етап механічної обробки форполімеризованого покриття для надання йому необхідної зовнішньої 7 80739 форми. Також може бути передбачений завершальний етап полімеризації форполімеризованого покриття за допомогою термообробки. Спосіб виготовлення структурного елемента ракетного двигуна за винаходом полягає в оснащенні міцної оболонки внутрішнім і/чи зовнішнім термозахисним покриттям, виготовленим вищеописаним способом. Такий спосіб може бути застосований для виготовлення структурного елемента ракетного двигуна, в якому поверхня основи, що використана для виготовлення внутрішнього термозахисного покриття, є зовнішньою поверхнею оправки, що обертається. Потім на зовнішню поверхню виготовленого таким чином покриття накладають міцну оболонку ракетного двигуна і пов'язують її з вказаною зовнішньою поверхнею. Якщо міцну оболонку ракетного двигуна виготовляють шляхом намотування нитки з композитного матеріалу, цю намотану нитку переважно полімеризують одночасно з полімеризацією покриття за допомогою термообробки. Потім виготовлений таким чином структурний елемент ракетного двигуна знімають з оправки. Даний спосіб також може бути використаний для виготовлення структурного елемента ракетного двигуна, в якому поверхня основи, що використана для виготовлення внутрішнього термозахисного покриття, є внутрішньою поверхнею міцної оболонки ракетного двигуна. В цьому випадку міцну оболонку ракетного двигуна, яку переважно виготовляють шляхом намотування нитки з просоченого волокнистого матеріалу на зовнішню поверхню оправки, виготовляють перед нанесенням покриття. Після зняття отриманої таким чином оболонки з оправки на внутрішню поверхню оболонки наносять внутрішнє термозахисне покриття, яке переважно полімеризують за допомогою термообробки одночасно з полімеризацією намотаної нитки. Нарешті, даний спосіб також може бути використаний для виготовлення структурного елемента ракетного двигуна, що містить міцну оболонку, оснащену тільки зовнішнім термозахисним покриттям або комбінацією внутрішнього і зовнішнього термозахисного покриття. В цьому випадку зовнішнє термозахисне покриття наносять на зовнішню поверхню міцної оболонки і зв'язують з вказаною зовнішньою поверхнею із застосуванням того ж способу. Інші властивості і переваги даного винаходу стануть зрозумілі з нижченаведеного опису, що містить посилання на додане єдине креслення, що ілюструє приклад здійснення винаходу, що не вносить яких-небудь обмежень. Відомості, підтверджуючі можливість здійснення винаходу Відповідно до винаходу спосіб виготовлення термозахисного покриття структурного елемента ракетного двигуна, по суті, складається з: a) безперервного дозування і змішування щонайменше одного поліуретану з сумішшю полімеризуючих агентів, в якій заздалегідь дисперговані спеціальні наповнювачі; 8 b) нанесення на обертову циліндричну основу покриття методом безперервного відливання стрічки з отриманої суміші у формі прилеглих один до одного витків, і c) форполімеризації при нормальному тиску нанесеного покриття з полімеризацією поліуретану до ступеня, достатнього для витримки подальшого механічного навантаження. Ці етапи способу здійснюються за допомогою пристроїв нанесення циліндрових покриттів (тобто покриттів, що наносяться на циліндрові поверхні). Такі пристрої відрізняються від відомих пристроїв виготовлення внутрішніх термозахисних покриттів тим, що засоби нанесення покриття використовують прості відливаючі, а не екструдуючі засоби. Тому ці відливаючі засоби не описані детально в даній заявці. Як правило, такі засоби належать до двох категорій: засоби, які формують покриття на зовнішній поверхні обертової оправки (причому міцну оболонку ракетного двигуна згодом накладають на отримане таким чином покриття і зв'язують з ним); і засоби, які формують покриття безпосередньо на внутрішній або зовнішній поверхні міцної оболонки ракетного двигуна. Єдине креслення ілюструє приклад пристрою, що відноситься до першої категорії. Проте, даний винахід може бути здійснений з використанням пристроїв, що відносяться як до однієї, так і до іншої з названих категорій. Зображений на кресленні пристрій для виготовлення термозахисного покриття містить оправку (шаблон) 2, виготовлену, наприклад, з металу. Оправка 2 встановлена на обертовому валу 4, який підтримується привідною передньою бабкою 6 і задньою бабкою 8. Оправка 2 може безперервно обертатися в напрямку, позначеному стрілкою F. Повздовжня станина 10, розташована паралельно оправці 2, несе санчата 12, які можуть переміщатися уздовж станини. Відливаюча головка 14 встановлена на санчатах 12 за допомогою штанги 16, перпендикулярної осі оправки і станини. Таким чином, відливаюча головка 14 може переміщатися паралельно осі оправки і станини в напрямку, позначеному стрілкою D. Відливаюча головка 14 сполучена за допомогою труб і дозуючих насосів (не представлені) з різними резервуарами (не представлені), в яких містяться різні компоненти покриття. Етап а) способу за винаходом полягає в безперервному виготовленні суміші, що містить поліуретан, призначеної для виготовлення термозахисного покриття. Наприклад, даний поліуретан може бути форполімером з ізоціанатними кінцевими групами. В кращому варіанті цей поліуретан одержують при реакції полиефіру з дифенілметандіізоціанатом. Поліуретан дозують і змішують у відливаючій головці 14с полімеризуючими агентами із заздалегідь диспергованими спеціальними наповнювачами. З цією метою поліуретан, один або декілька полімеризуючих агентів (каталізаторів) і один або декількох різних наповнювачів бережуть в окремих резервуарах. За 9 80739 допомогою труб і дозуючи х насосів, приєднаних до цих резервуарів, забезпечується можливість подачі у відливаючу головку необхідних компонентів в потрібних кількостях. Таким чином, дозування компонентів може змінюватися в безперервному режимі без переривання відливання отриманої суміші. Один або декілька полімеризуючих агентів вибирають за їх характеристиками реологій і параметрах полімеризації таким чином, що поліуретан переходить з, по суті, рідкого стану, в якому він знаходиться на виході з відливаючої головки, в стан, достатньо в'язкий для прилипання до зовнішньої поверхні оправки 2 без стікання з неї. Отже, отримана суміш повинна володіти дуже коротким «часом схоплювання». Наприклад, в якості полімеризуючі агентів можуть бути використані амини і/або багатоатомні спирти. Крім того, переважно вибирають порошкоподібні або волокнисті наповнювачі. Порошкоподібні наповнювачі можуть бути типу кремнезему і/або триоксиду сурми, і/або хлористих з'єднань, і/або мікрокульок зі скла і/або кремнезему, і/або акрилонітрила. Волокнисті наповнювачі можуть бути волокнами кінцевої довжини арамідного і/або целюлозного типу. Крім того, можна регулювати дозування різних компонентів суміші в процесі її відливання, наприклад, для виготовлення покриття, що містить декілька накладених один на одного шарів, кожний з яких складається з суміші іншого складу. При цьому перехід від одного складу суміші до іншого може бути поступовим або різким. Етап b) полягає в нанесенні покриття на зовнішню поверхню оправки 2 методом безперервного відливання прилеглих один до одного витків стрічки 18 з суміші, отриманої описаним чином. Суміш витікає з вихідного отвору відливаючої головки 14 на зовнішню поверхню оправки і, таким чином, утворює безперервну стрічку 18. Оскільки «час схоплювання» поліуретану зроблено украй малим шляхом додавання полімеризуючих агентів, стрічка 18 з суміші утворює гель, стає в'язкою і не стікає в процесі безперервного обертання оправки. Завдяки регулюванню в процесі відливання вмісту різних інгредієнтів суміші (наприклад, вміст різних полімеризуючих агентів) і параметрів роботи пристрою для виготовлення покриття (наприклад, швидкості обертання оправки 2, швидкості переміщення санчат 12 або ж витрати суміші на виході відливаючої головки 14) досягається можливість відливання стрічки 18 у вигляді щільно прилеглих один до одного витків, що створюють покриття постійної заданої товщини на всій зовнішній поверхні облямовування. Проте, можливо також нанесення на поверхні як циліндричної, так і сферичної форми покриттів змінної товщини. Крім того, у разі виготовлення термозахисного покриття великої товщини можна також здійснити його нанесення в декілька послідовних проходів при повному збереженні безперервності і автоматичності процесу. На етапі с) способу отримане описаним чином покриття піддають форполімеризації. Цей етап 10 форполімеризації проводять при нормальному тиску і переважно при нормальній (кімнатній) температурі. Таким чином, для нього не потрібне використання автоклава, що може значно зменшити вартість використання способу. Етап форполімеризації дозволяє покриттю перейти з, по суті, в'язкого стану в, по суті, полімеризований стан, придатний для подальшого прикладання механічних навантажень, наприклад, на подальших етапах механічної обробки або додаткового намотування. Ця зміна стану покриття може полягати в змішуванні рідкого поліуретану з одним або декількома каталізаторами полімеризації. Крім того, після етапу форполімеризації може бути передбачена механічна обробка покриття з метою надання йому форми, що вимагається для накладення і закріплення міцної оболонки ракетного двигуна. Може бути передбачений також заключний етап полімеризації за допомогою термообробки покриття, форполімеризованного описаним чином. Таку термообробку покриття також проводять при нормальному тиску, але в сушильній печі. Вона дозволяє надати покриттю оптимальні механічні і термічні властивості. Термообробка може бути здійснена перед накладенням і скріпленням (закріпленням) міцної оболонки ракетного двигуна (зокрема, якщо ця оболонка виготовлена з металу) або ж після її накладення і закріплення. Зокрема, якщо міцну оболонку ракетного двигуна виготовляють методом намотування нитки з просоченого волокнистого матеріалу (наприклад, намотування вуглецевої, скляної або поліарамідної нитки, просоченою неполімеризованою термореактивною смолою) на зовнішню поверхню покриття, в оптимальному варіанті полімеризацію покриття можна здійснювати одночасно з етапом полімеризації цієї намотуваної нитки. В цьому випадку етап одночасної полімеризації може дозволити додатково отримати з'єднання між покриттям і композитною структурою, що утворюється із зв'язуючої речовини, заздалегідь нанесеної на зовнішню поверхню покриття. Спосіб за винаходом, описаний вище з посиланнями на додане креслення, може бути здійснений за допомогою пристрою, який формує внутрішнє покриття шляхом відливання стрічки на зовнішню поверхню обертової оправки, причому на виготовлене таким чином покриття потім накладають міцну оболонку ракетного двигуна і зв'язують її із зовнішньою поверхнею покриття. Спосіб за винаходом також застосовний до пристрою, який формує внутрішнє покриття шляхом відливання стрічки безпосередньо на внутрішню поверхню міцної оболонки ракетного двигуна. В цьому випадку порожнисту оболонку ракетного двигуна, виготовлену з металу або, в оптимальному випадку, з полімеризованого композитного матеріалу, виготовляють до виготовлення термозахисного покриття і приводять в обертання між приводною передньою бабкою і задньою бабкою. Пристрій для нанесення покриття також містить відливаючу головку, яка 11 80739 може переміщатися усередині оболонки ракетного двигуна уздовж її повздовжньої осі. Спосіб виготовлення термозахисного покриття в цьому випадку ідентичний вищеописаному. Перед етапом безперервного відливання з суміші стрічки з прилеглими один до одного витками внутрішню поверхню оболонки ракетного двигуна знежирюють і обробляють зв'язуючою речовиною. Після закінчення нанесення покриття на внутрішню поверхню міцної оболонки отримане покриття піддають форполімеризації при нормальній температурі і тиску, а потім механічній обробці. В такій конфігурації спосіб за винаходом також дозволяє досягти зниження вартості виробничого процесу. Аналогічним чином, спосіб за винаходом може бути використаний для виготовлення зовнішнього термозахисного покриття ракетного двигуна. Таке зовнішнє покриття наносять на зовнішню поверхню міцної оболонки ракетного двигуна і зв'язують його з вказаною зовнішньою поверхнею. Це зовнішнє термозахисне покриття може бути використано окремо або в поєднанні з внутрішнім термозахисним покриттям. У разі міцної оболонки з композитного матеріалу, оснащеної одночасно і внутрішнім, і зовнішнім покриттями, в оптимальному варіанті полімеризацію обох покриттів здійснюють одночасно з етапом полімеризації намотаної нитки міцної оболонки. Скріплення одного або обох термозахисних покриттів з міцною оболонкою ракетного двигуна здійснюють або за допомогою зв'язуючої речовини відомого типу, або за допомогою клейкої поліуретанової плівки. В останньому випадку таку плівку одержують шляхом подачі у відливаючу головку 14 поліуретану, склад якого підібраний спеціально з умови надання йому склеювальних властивостей. При цьому його нанесення здійснюють у вигляді стрічки, що утворює прилеглі один до одного витки відповідно до способу за винаходом. Таке рішення дозволяє уникнути використання деяких відомих зв'язуючих речовин, наприклад, ізоціанатів, що наносяться за допомогою пневматичного розпилювача, що небезпечно і шкідливо для навколишнього середовища у зв'язку з використанням розчинників. Приклади здійснення способу за винаходом були реалізовані в описаних далі умовах. Приклад 1 (покриття з поліуретану з наповнювачем з кремнезему): Різні компоненти, перераховані в Таблиці І, були дозовані і змішані у відливаючій головці 14 пристрою, зображеного на кресленні. Таблиця І Компоненти MDI-поліефірний форполімер Політетрагідрофуран Суміш амінів Кремнезем, оброблений силаном Каталізатор Вагов ий вміст 100 510 27,7 179 0,4 Отримана суміш була відлила у вигляді безперервної стрічки, що утворює прилеглі один 12 до одного витки, на зовнішню поверхню обертової циліндричної оправки (діаметром 0,3м і завдовжки 1м). Витрата суміші, швидкість обертання оправки і швидкість переміщення відливаючої головки була встановлена так, щоб забезпечити нанесення покриття з рівномірною товщиною, рівною 10мм, за два послідовні проходи з нанесенням шару завтовшки 5мм. Після форполімеризації протягом приблизно двох днів при нормальній температурі і полімеризації протягом двох годин при температурі 140°С (для імітації циклу полімеризації міцної оболонки з композитного матеріалу) виготовлене таким чином покриття І було знято з оправки і піддано деяким випробуванням на міцність для внутрішніх термозахисних покриттів, а саме: на механічний опір розтягуванню, на термічний опір (теплопровідність і питому теплоємність) і на характеристики стійкості до горіння (вимірювання швидкості ерозії під термічною і механічною дією газів згоряння ракетного палива). Результати випробувань представлені в Таблиці II порівняно з результатами для відомого термозахисного Покриття II, виготовленого на основі каучукової гуми EPDM з наповнювачем з кремнезему. Таблиця II Характеристики Покриття І Густина 1,17 Межа міцності при 17,1 розтягуванні (МПа) Подов ження при розрив і (%) 380 Модуль розтягув ання по січній при 100% подовженні 4,6 (МПа) Теплопров ідність (Вт/м/°С) 0,26 Питома теплоємність (Дж/К/г) 1,76 Шв идкість ерозії при горінні 0,14 палив а (мм/с) Покриття II 1,1 13 400 4 0,25 1,8 0,13 Результати, приведені в цій таблиці, показують, що властивості, що характеризують стійкість Покриття І, виго товленого із застосуванням способу за винаходом, дуже близькі до властивостей Покриття II, виготовленого за відомими технологіями. Приклад 2 (покриття малої густини з поліуретану з наповнювачем зі скляних мікрокульок): Різні компоненти, перераховані в Таблиці III, були дозовані і змішані у відливаючій головці 14 відливаючого пристрою, зображеного на кресленні. Таблиця III Компоненти MDI-поліефірний форполімер Політетрагідрофуран Суміш амінів Скляні мікрокульки (густина 0,2) Каталізатор Вагов ий вміст 100 510 27,7 96 0,4 Умови, засоби нанесення і етапи форполімеризації отриманої таким чином суміші ідентичні описаним в Прикладі 1. Після закінчення 13 80739 цих етапів отримане таким чином Покриття III було знято з оправки і піддано випробуванням, аналогічним тим, які були проведені раніше. Результати випробувань приведені в Таблиці IV. Таблиця IV Характеристики Покриття III Густина 0,68 Межа міцності при розтягув анні (МПа) 8 Подов ження при розрив і (%) 440 Модуль розтягування по січній при 100% 4,6 подовженні (МПа) Теплопров ідність (Вт/м/°С) 0,15 Питома теплоємність (Дж/К/г) 1,75 Зміряні значення густини зразків, узятих в різних точках Покриття III, приблизно рівні 0,68, що близько до теоретичного значення густини (0,66), розрахованого за вмістом і густиною різних компонентів. Це свідчить про те, що скляні мікрокульки не підлягали сильній дії на всіх стадіях змішування різних компонентів. Крім того, між двома шарами не спостерігалося ніяких дефектів типу міхурів або поганого зчеплення. Приклад 3 (покриття з накладенням шарів різного складу): Різні компоненти складу, визначеного в Прикладі 1, були дозовані і змішані у відливаючій головці відливаючого пристрою. Отримана суміш відлита у вигляді безперервної стрічки, що утворює прилеглі один до одного витки, на зовнішню поверхню обертової циліндричної оправки (діаметром 0,3м і завдовжки 1м). Витрата суміші, швидкість обертання оправки і швидкість переміщення відливаючої головки була встановлена так, щоб забезпечити нанесення за один прохід одного шару завтовшки 5мм. Після форполімеризації протягом однієї години при нормальній температурі процес був повторений з компонентами складу, визначеного в Прикладі 2. Відливання цієї суміші проводилося в два проходи з нанесенням шарів завтовшки 5мм для отримання шару завтовшки 10мм. Після форполімеризації протягом приблизно двох днів при нормальній температурі і полімеризації протягом двох годин при температурі 140°С (для імітації циклу полімеризації міцної оболонки з композитного матеріалу) виготовлене описаним чином покриття було знято з оправки і піддано різним випробуванням. Товщина шару зі складом, визначеним в Прикладі 1, коливається від 4,6 до 5,2мм. Аналогічним чином, товщина шар у зі складом, визначеним в Прикладі 2, коливається від 9,3 до 10,1мм. Між шарами не спостерігалося ніяких дефектів типу міхурів або поганого зчеплення. Приклад 4 (покриття з поліуретану з наповненням з кремнезему з накладенням міцної оболонки з епоксікарбопласта): Різні компоненти складу, визначеного в Прикладі 1, були дозовані і змішані у відливаючій головці відливаючого пристрою. Отримана суміш відлита у вигляді безперервної стрічки, що утворює прилеглі один до одного витки, на зовнішню поверхню обертової циліндричної 14 оправки (діаметром 0,3м і завдовжки 1м). Витрата суміші, швидкість обертання оправки і швидкість переміщення відливаючої головки була встановлена так, щоб забезпечити нанесення за один прохід одного шару завтовшки 5мм. Після форполімеризації протягом семи днів при нормальній температурі (для реалістичної імітації максимального часу очікування між нанесенням термозахисного покриття і намотуванням нитки з композитного матеріалу в процесі промислового виробництва) вуглецева нитка, просочена вологим методом епоксидною смолою класу 120°С, була намотана навколо покриття до товщини, приблизно рівної 4мм. Після намотування оправку було поміщено у вентильовану піч для проведення циклу полімеризації, що складається з підвищення температури із швидкістю 17хв. до 140°С, витримування протягом двох годин при температурі 140°С і зниження температури із швидкістю 17хв. З отриманої конструкції методом механічної обробки були виділені зразки шириною 25мм, завтовшки приблизно 9мм і завдовжки по криволінійній направляючій приблизно 300мм На цих зразках були проведені випробування зчеплення між термозахисним покриттям і міцною оболонкою за допомогою спеціального розтягуючого устаткування і випробування на відшарування, причому кут між оболонкою і ділянкою покриття, до якого прикладалося тягнуче зусилля, складав приблизно 90°. В цих умовах випробувань тягнуче зусилля, необхідне для відділення покриття від оболонки, перевищувало 25дН, що відповідає гарному зчепленню цих елементів. Даний винахід має ряд переваг. - Він використовує послідовність автоматичних операцій, що слідують одна за одною безперервним чином. Дійсно, пристрої нанесення покриття, що використовуються, дозволяють забезпечити безперервне здійснення операцій дозування і змішування інгредієнтів і відливання отриманої суміші. Форполімерізация отриманої суміші не вимагає розміщення в печі, що дозволяє використовува ти ту ж основу для подальшого можливого етапу полімеризації. - Винахід припускає використання коротких виробничих циклів, скорочує час виготовлення і необхідний асортимент пристроїв, що зменшує витрати на виготовлення покриття. Зокрема, скорочується кількість необхідних виробничих ділянок, оскільки на одній і тій же ділянці (робочому місці) можуть бути здійснені етапи нанесення покриття, механічної обробки, форполімеризації і, якщо це потрібно, намотування. Крім того, покриття може не зніматися з основи для переходу до етапу полімеризації, що спрощує цей етап виробничого процесу. Якщо міцну оболонку ракетного двигуна виготовляють методом намотування нитки з композитного матеріалу, початкова оправка також може бути згодом безпосередньо використана на цьому етапі намотування. Таким чином, стає можливим виготовлення корпусів ракетних двигунів великого розміру. 15 80739 - Винахід дозволяє отримати термозахисні покриття з покращеними властивостями. Дійсно, можуть бути виготовлені покриття, що містять декілька шарів різного складу, накладені один на один (як описано в Прикладі 3). Наприклад, перший нанесений шар може мати товщин у і склад, спеціально визначені для отримання високої стійкості до руйнування під термічною і механічною агресивною дією з боку газів згоряння, а другий шар, нанесений поверх першого, - склад, спеціально розроблений для отримання малої густини і низької теплопровідності. 16
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing heat shielding coating on structural element of rocket engine, method of producing structural element of rocket engine and structural element of solid-propellant rocket engine manufactured by this method
Автори англійськоюBourdoncle Jacques, Coupar Alain
Назва патенту російськоюСпособ изготовления термозащитного покрытия для структурного элемента ракетного двигателя, способ изготовления структурного элемента ракетного двигателя и структурный элемент твердотопливного ракетного двигателя, изготовленного этим способом
Автори російськоюБурдонкль Жак, Купар Ален
МПК / Мітки
МПК: B29C 53/00, F02K 9/34, F16L 59/02
Мітки: структурний, твердопаливного, ракетного, виготовлення, термозахисного, спосіб, структурного, двигуна,спосіб, двигуна, елемента, елемент, покриття, виго
Код посилання
<a href="https://ua.patents.su/8-80739-sposib-vigotovlennya-termozakhisnogo-pokrittya-dlya-strukturnogo-elementa-raketnogo-dvigunasposib-vigotovlennya-strukturnogo-elementa-raketnogo-dviguna-ta-strukturnijj-element-tver.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення термозахисного покриття для структурного елемента ракетного двигуна,спосіб виготовлення структурного елемента ракетного двигуна та структурний елемент твердопаливного ракетного двигуна, виго</a>
Спосіб утилізації заряду ракетного двигуна твердого палива
Номер патенту: 9340
Опубліковано: 15.09.2005
Автори: Телелим Василь Максимович, Гаврилюк Альберт Олексійович, Убайдуллаєв Юсуфжон Нуруллайович
МПК: F42D 5/04
Мітки: двигуна, заряду, спосіб, палива, ракетного, утилізації, твердого
Формула / Реферат:
1. Спосіб утилізації заряду твердопаливного ракетного двигуна, при якому від'єднують двигун від ракети, закріплюють двигун у камері, запалюють заряд, видаляють утворені продукти з камери, який відрізняється тим, що після запалювання заряду послідовно дроселюють утворені продукти за допомогою камери, при цьому камера складається із декількох секцій, та одночасно конденсують утворені продукти в секціях камери, розділяють по складу утворені...
Застосування рідинного ракетного двигуна як глушника для двигуна внутрішнього згорання
Номер патенту: 15601
Опубліковано: 17.07.2006
Автор: Кононенко Віктор Іванович
МПК: F02G 3/00
Мітки: двигуна, застосування, глушника, згорання, внутрішнього, ракетного, рідинного
Формула / Реферат:
Застосування рідинного ракетного двигуна, а саме його сопла та камери згорання, як глушника для двигуна внутрішнього згорання.
Елемент для сопел ракетного двигуна, що має охолоджувані стінки сопел
Номер патенту: 46177
Опубліковано: 15.05.2002
Автор: Хаггандер Ян
МПК: F02K 9/97
Мітки: охолоджувані, сопел, двигуна, елемент, ракетного, має, стінки
Формула / Реферат:
1. Елемент для сопел ракетного двигуна, що має охолоджувані стінки сопел, який містить: велику кількість близько розміщених охолоджувальних каналів (2; 22), що продовжуються від впускного кінця (3) сопла до його випускного кінця (4), який відрізняється тим, що стінка сопла складається з декількох видовжених панелей (11; 21), котрі простягаються від впускного кінця до випускного кінця сопла і з'єднуються вздовж їхніх подовжніх бічних ребер...
Порожнистий прямокутний структурний елемент з термопласту, що утворює будівельну конструкцію, та спосіб його виготовлення
Номер патенту: 27485
Опубліковано: 15.09.2000
Автор: Де Зен Вітторіо
МПК: B29C 47/06, E04C 3/02, B32B 37/00, E04C 3/30, B32B 27/30, E04C 2/10, B32B 27/20
Мітки: конструкцію, виготовлення, прямокутний, структурний, будівельну, спосіб, термопласту, порожнистий, елемент, утворює
Текст:
...необходимости сооружения особенно прочной постоянной конструкции. Кроме того, бетонная подушка может иметь анкерные стержни 11 , вхо дя щие в по лости 10 для закрепления панели стены на бе тонной подушке. Планка 12 предотвращает вытекание бетона из-под панели стены. Как показано на фиг 2 размеры стены дома и бетонной подушки обуславливают наличие небольшого зазора G между внутренней стороной стены и утолщенной частью бетонного основания. Этот...
Спосіб виготовлення прямокутного сталезалізобетонного елемента збірної комплексної структурної конструкції покриття
Номер патенту: 7630
Опубліковано: 15.07.2005
Автори: Стороженко Леонід Іванович, Нижнік Олександр Васильович, Тимошенко В'ячеслав Михайлович, Баршак Юлія Володимирівна
МПК: E04B 1/02
Мітки: збірної, прямокутного, комплексної, покриття, спосіб, конструкції, виготовлення, сталезалізобетонного, структурної, елемента
Формула / Реферат:
Спосіб виготовлення прямокутного сталезалізобетонного елемента збірної комплексної структурної конструкції покриття, що включає з’єднання залізобетонної плити та сталевих елементів, який відрізняється тим, що заздалегідь приготовлені сталеві елементи поміщають в свіжий, ще не затверділий бетон залізобетонної плити, для виготовлення якої застосовують опалубку.
Попередній патент: Установка для нейтралізації азотнокислих стічних вод
Наступний патент: Пристрій воронцова для фізіотерапевтичного лікування місцевим контактним впливом негативним потенціалом високих значень
Випадковий патент: Піддон кільцевого охолоджувача