Спосіб високоточної вільнообкатної обробки сферичної поверхні
Номер патенту: 80824
Опубліковано: 12.11.2007
Автори: Дмітрієв Станислав Іванович, Добровольський Олександр Васильович
Формула / Реферат
1. Спосіб високоточної вільнообкатної обробки сферичної поверхні, що включає в себе попереднє встановлення осі обертання різального інструмента під кутом до осі обертання заготівки в одній з нею площині, примусове обертання заготівки й одночасне обертання інструмента, рух подачі інструмента на глибину різання, який відрізняється тим, що обробку сферичної поверхні заготівки виконують одночасно вільнообкатним різанням поверхні, що обробляють, і вільнообкатним вигладжуванням вже обробленої різанням поверхні одним й тим самим інструментом, за рахунок просклизання його кругової різальної крайки відносно поверхні сфери в точках їхнього контакту, причому інструмент попередньо встановлюють в опорах, які забезпечують можливість його вільного обертання, а обкатане обертання інструмента при обробці виконують у напрямку обертання заготівки за рахунок сил вільнообкатного різання і сил тертя вільнообкатного вигладжування в точках контакту різальної крайки інструмента з обертовою поверхнею сфери, при цьому подачу інструмента виконують у бік оброблюваної поверхні до співпадання центра осьової симетрії різальної крайки з розрахунковим його положенням відносно заданого положення центра сфери, що буде оброблена.
2. Спосіб за п. 1, який відрізняється тим, що при обробці внутрішньої сферичної поверхні поступальний рух подачі інструмента у бік сфери, яка обробляється, виконують уздовж її осі обертання до положення, у якому апліката центра осьової симетрії різальної крайки стане дорівнювати
Zoi = ±0,5 сos v (d2s- d2i)0,5,
де: Z - вісь аплікат декартової системи координат з початком у центрі заданої сфери, спрямована у бік від заготівки по осі її обертання;
v - кут між осями обертання інструмента і заготівки;
ds - діаметр сфери, що задається;
dі - діаметр різальної крайки інструмента,
а при обробці зовнішньої сферичної поверхні поступальний рух подачі інструмента у бік сфери, яка обробляється, виконують у напрямку, перпендикулярному осі її обертання до положення, у якому ордината центра осьової симетрії його різальної крайки стане дорівнювати
Yоi = - 0,5 sin v (d2s- d2i)0,5,
де: Y - вісь ординат декартової системи координат з початком у центрі заданої сфери, спрямована перпендикулярно осі обертання заготівки; і яка перетинає характерну діаметральну лінію різальної крайки інструмента.
3. Спосіб за п. 1, який відрізняється тим, що для обробки внутрішньої сферичної поверхні інструмент встановлюють у початковому положенні таким чином, щоб центр осьової симетрії його різальної крайки мав аплікату, яка дорівнює
Yоi = ±0,5 sin v (d2s- d2i)0,5,
а для обробки зовнішньої сферичної поверхні інструмент встановлюють у початковому положенні таким чином, щоб центр осьової симетрії його різальної крайки мав аплікату, яка дорівнює
Zoi = ±0,5 сos v (d2s- d2i)0,5.
4. Спосіб за п. 1, який відрізняється тим, що для обробки внутрішньої сферичної поверхні, конструкцію інструмента вибирають такою, щоб поверхня, яка обробляється, охоплювала різальну крайку інструмента, а для обробки зовнішньої сферичної поверхні конструкцію інструмента вибирають такою, щоб його різальна крайка охоплювала поверхню, яка обробляється, при цьому для обробки і внутрішньої, і зовнішньої сферичних поверхонь діаметр різальної крайки інструмента вибирають рівним або меншим від заданого діаметра сфери.
5. Спосіб за п. 1, який відрізняється тим, що конструкцію заготівки виконують і величину кута між осями обертання інструмента і заготівки, не кратного прямому куту, установлюють такими, щоб у процесі обробки діаметрально протилежні точки різальної крайки інструмента, що обертається, були розташовані на її характерній діаметральній лінії, яка проходить через центр осьової симетрії різальної крайки, і вісь обертання заготівки не торкалася поверхні сфери.
6. Спосіб за п. 1, який відрізняється тим, що вільнообкатне різання і вільнообкатне вигладжування виконують за рахунок швидкості прослизання різальної крайки інструмента відносно поверхні сфери в точках їхнього контакту, причому вектор швидкості прослизання дорівнює геометричній різниці векторів колових швидкостей поверхні сфери і різальної крайки у цих же точках контакту.
7. Спосіб за п. 6, який відрізняється тим, що вільнообкатне різання з відходом стружки виконують тією частиною різальної крайки, у точках контакту якої з поверхнею сфери, що обробляється, вектор швидкості прослизання спрямований на передню поверхню інструмента, а вільнообкатне вигладжування без відходу стружки виконують тією частиною різальної крайки, у точках контакту якої з вже обробленою різанням поверхнею сфери вектор швидкості прослизання спрямований від передньої поверхні інструмента.
8. Спосіб за п. 7, який відрізняється тим, що вільнообкатне різання виконують частиною різальної крайки, сукупність точок контакту якої в даний момент часу розташована з одного боку характерної діаметральної лінії, а вільнообкатне вигладжування виконують частиною різальної крайки, сукупність точок контакту якої, у цей же момент часу, розташована з іншого боку характерної діаметральної лінії.
9. Спосіб за п. 8, який відрізняється тим, що після повного припинення відходу стружки з зони різання виконують відвід інструмента від заготівки.
Текст
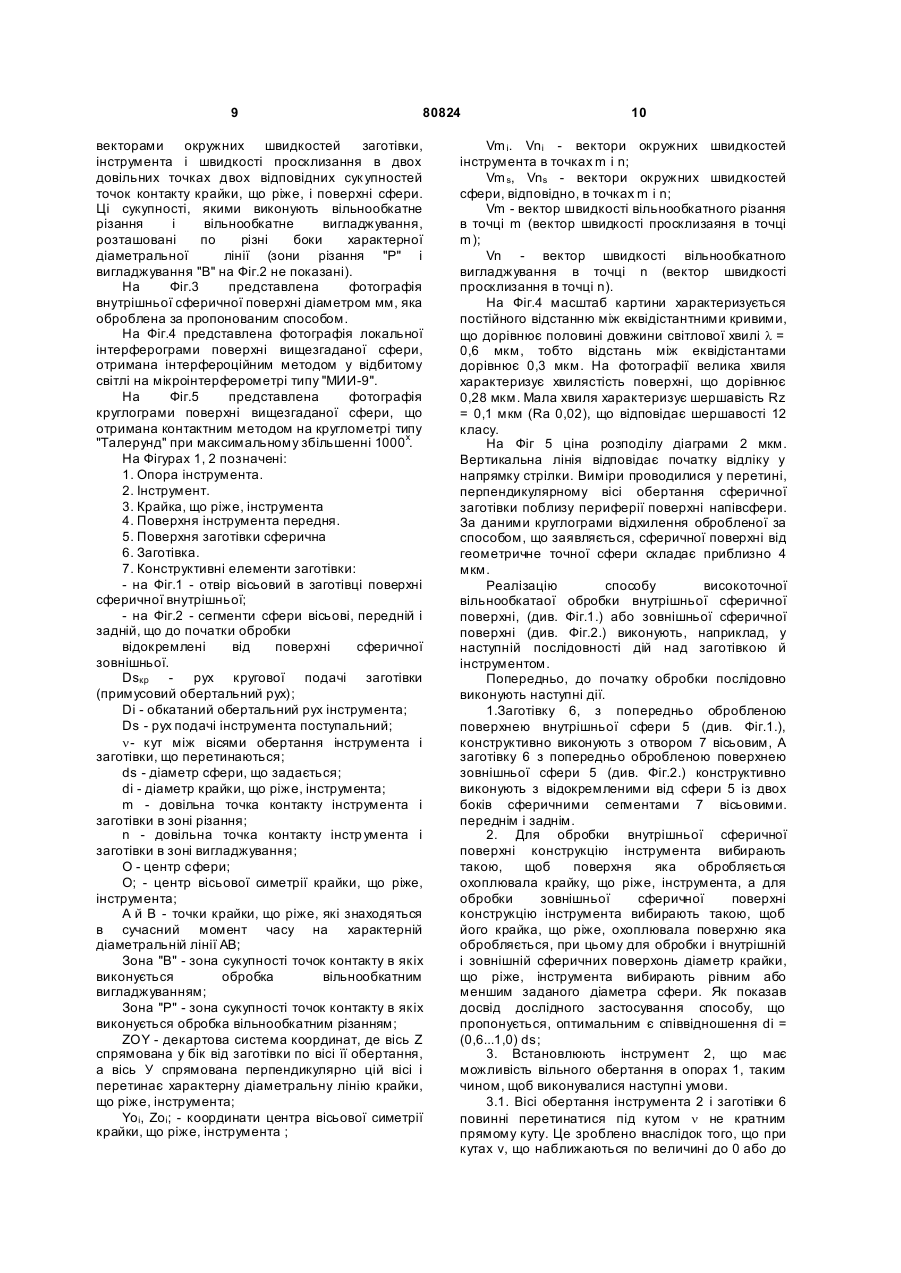
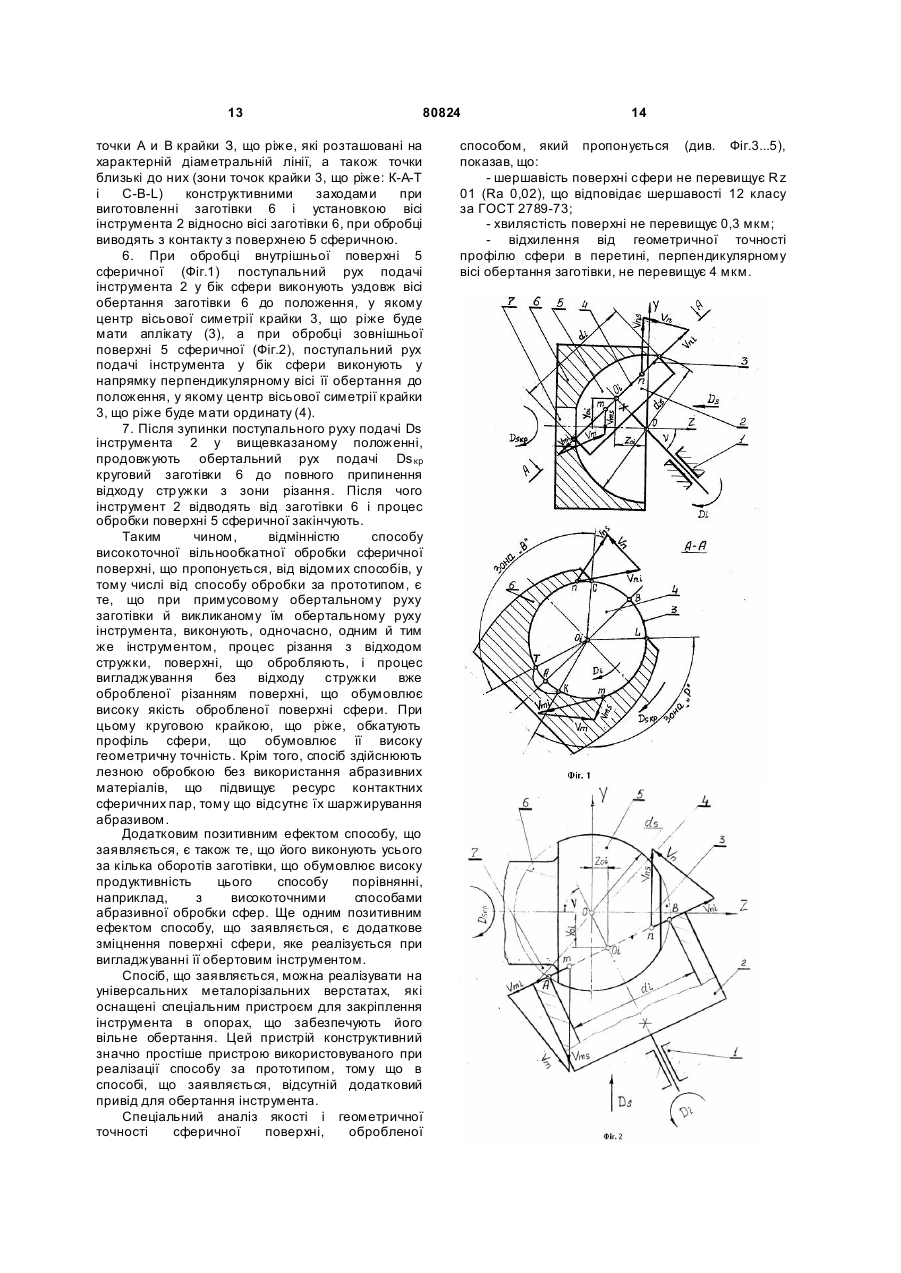
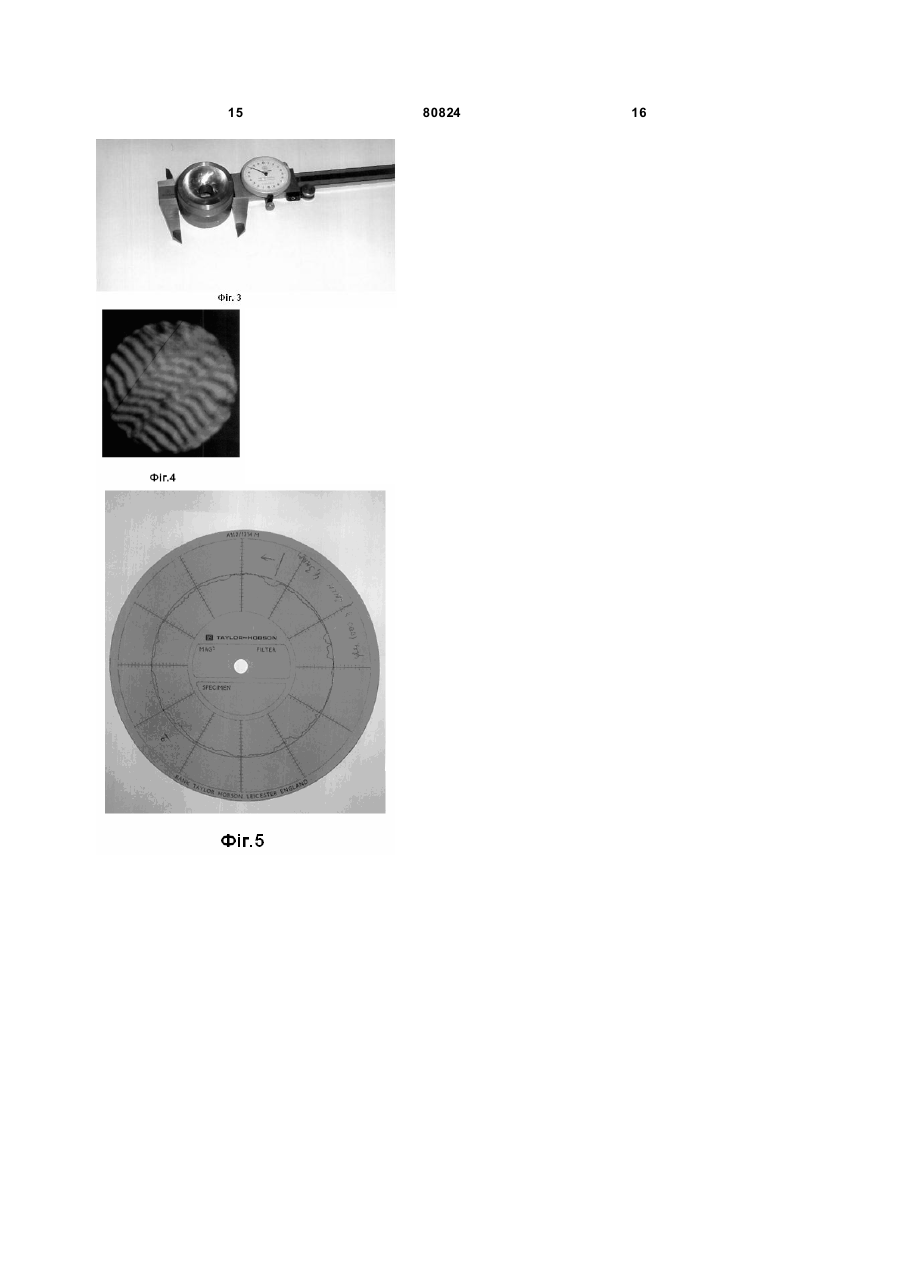
1. Спосіб високоточної вільнообкатної обробки сферичної поверхні, що включає в себе попереднє встановлення осі обертання різального інструмента під кутом до осі обертання заготівки в одній з нею площині, примусове обертання заготівки й одночасне обертання інструмента, рух подачі інструмента на глибину різання, який відрізняє ться тим, що обробку сферичної поверхні заготівки виконують одночасно вільнообкатним різанням поверхні, що обробляють, і вільнообкатним вигладжуванням вже обробленої різанням поверхні одним й тим самим інструментом, за рахунок просклизання його кругової різальної крайки відносно поверхні сфери в точках їхнього контакту, причому інструмент попередньо встановлюють в опорах, які забезпечують можливість його вільного обертання, а обкатане обертання інструмента при обробці виконують у напрямку обертання заготівки за рахунок сил вільнообкатного різання і сил тертя вільнообкатного вигладжування в точках контакту різальної крайки інструмента з обертовою поверхнею сфери, при цьому подачу інстр умента виконують у бік оброблюваної поверхні до співпадання центра осьової симетрії різальної крайки з розрахунковим його положенням відносно заданого положення центра сфери, що буде оброблена. 2. Спосіб за п. 1, який відрізняється тим, що при обробці внутрішньої сферичної поверхні поступальний рух подачі інструмента у бік сфери, 2 (19) 1 3 80824 4 інструмента вибирають рівним або меншим від заданого діаметра сфери. 5. Спосіб за п. 1, який відрізняється тим, що конструкцію заготівки виконують і величину кута між осями обертання інструмента і заготівки, не кратного прямому куту, установлюють такими, щоб у процесі обробки діаметрально протилежні точки різальної крайки інструмента, що обертається, були розташовані на її характерній діаметральній лінії, яка проходить через центр осьової симетрії різальної крайки, і вісь обертання заготівки не торкалася поверхні сфери. 6. Спосіб за п. 1, який відрізняється тим, що вільнообкатне різання і вільнообкатне вигладжування виконують за рахунок швидкості прослизання різальної крайки інструмента відносно поверхні сфери в точках їхнього контакту, причому вектор швидкості прослизання дорівнює геометричній різниці векторів колових швидкостей поверхні сфери і різальної крайки у цих же точках контакту. 7. Спосіб за п. 6, який відрізняється тим, що вільнообкатне різання з відходом стружки виконують тією частиною різальної крайки, у точках контакту якої з поверхнею сфери, що обробляється, вектор швидкості прослизання спрямований на передню поверхню інструмента, а вільнообкатне вигладжування без відходу стружки виконують тією частиною різальної крайки, у точках контакту якої з вже обробленою різанням поверхнею сфери вектор швидкості прослизання спрямований від передньої поверхні інструмента. 8. Спосіб за п. 7, який відрізняється тим, що вільнообкатне різання виконують частиною різальної крайки, сукупність точок контакту якої в даний момент часу розташована з одного боку характерної діаметральної лінії, а вільнообкатне вигладжування виконують частиною різальної крайки, сукупність точок контакту якої, у цей же момент часу, розташована з іншого боку характерної діаметральної лінії. 9. Спосіб за п. 8, який відрізняється тим, що після повного припинення відходу стружки з зони різання виконують відвід інструмента від заготівки. Передбачуваний винахід відноситься до загального машинобудування, зокрема до способів високоточної обробки різанням складнопрофільних поверхонь, а саме, зовнішньої і внутрішньої поверхонь сфер. Відомі безліч різних способів високоточної обробки різанням зовнішньої і внутрішньої поверхонь сфер. Наприклад, способи різання реалізовані по [а.с. СРСР №№' 952442; 1340907], а також описані в [книзі: "Пристосування й інструменти для токарних робіт", автори Семинський В.К. і ін., "Техніка" 1977р.], на cтop. 67, 68, 73, 75. і т.і.] Застосування цих способів дозволяє обробляти внутрішні або зовнішні поверхні сфер різанням, але геометрична точність реалізації профілю сфери і якість її поверхні, що досягаються при цьому, далеко не завжди дозволяють одержати показники, що задаються сучасним машинобудуванням. Унаслідок чого виникає необхідність після обробки поверхні сфери лезним інструментом виконувати додаткові мікрофінішні операції по доведенню обробленої, наприклад, різцем сфери до необхідних значень параметрів геометричної точності профілю і якості поверхні. Широко використовується в машинобудуванні, наприклад, притирання сферичних поверхонь абразивними пастами. Додаткові технологічні операції збільшують як час обробки заготівки, так і вартість її виготовлення. При використанні абразивних паст частина абразиву шаржирує (російською "внедряется") у сферичну поверхню, що знижує ресурс роботи виготовлених таким способом контактних пар, наприклад, кульових шарнірів, кульових пар плунжерних насосів, кульових кранів і ін. З відомих способів найбільш близьким по технічною сутністю до передбачуваного винаходу е спосіб, реалізований у пристосуванні для чистового обточування сфер різцем, що описаний у ви щезгаданій книзі на crop. 70. У пристрої, що реалізує спосіб за прототипом, обробку зовнішньої поверхні сферичної заготівки, що примусово обертається, виконують різцем, що також примусово обертається. Причому, перед початком обробки вісі обертання заготівки і різця встановлюють так що вони перетинаються під прямим кутом. Частоти обертання різця і заготівки встановлюють у залежності, у тому числі, від заданого діаметра сфери, після чого виконують поступальний рух подачі різця, що обертається, на глибину різання і здійснюють обертання заготівки на величину не набагато більше одного оберту. Недоліком способу чистової обробки сферичної поверхні за прототипом є відносно невисокі точність і якість обробленої різцем поверхні, що об'єктивно властиво практично усім відомим способам обробки сфери лезним інструментом. Іншим недоліком способу обробки за прототипом є конструктивна складність пристрою для його реалізації Метою передбачуваного винаходу "Спосіб високоточної вільнообкатної обробки сферичної поверхні" е забезпечення високої геометричної точності форми і якості обробки зовнішніх і внутрішніх сферичних поверхонь. Поставлена мета досягається при виконанні нижчепереліченої послідовності дій, що перелічені нижче, із заготівкою, що примусово обертається, та з інструментом, що має можливість вільного обертання в опорах. Перед початком обробки внутрішньої сферичної поверхні конструкцію інструмента вибирають такою, щоб поверхня, яка обробляється, охоплювала крайку, що ріже, інструмента. 5 80824 А перед початком обробки зовнішньої сферичної поверхні конструкцію інструмента вибирають такою, щоб його крайка, що ріже, охоплювала поверхню, яка обробляється При цьому для обробки і внутрішньої і зовнішньої сферичних поверхонь діаметр крайки, що ріже, інструмента вибирають рівним або меншим заданого діаметра сфери. Потім установлюють вісь інструмента, що має можливість вільного обертання в опорах в одній площині з віссю обертання заготівки під кутом до неї, не кратним прямому. Конструкцію заготівки виконують і величину кута між вісями обертання інструмента і заготівки, не кратного прямому, установлюють такими, щоб у процесі обробки діаметрально протилежні точки крайки, що ріже, розташовані на характерній діаметральній лінії, що проходить через центр її вісьової симетрії і вісь обертання заготівки, не знаходилися в контакті з поверхнею сфери. Після чого, для обробки внутрішньої сферичної поверхні інструмент встановлюють у початковому положенні таким чином, щоб центр вісьової симетрії його крайки, що ріже, мав ординату, яка дорівнює (1) уоі=±0,5Sinn(d2s – d2i)0,5 де: У - вісь ординат декартовой системи координат з початком у центрі заданої сфери, спрямована перпендикулярно вісі обертання заготівки, та перетинає характерну діаметральну лінію крайки, що ріже, інструмента; n - кут між осями обертання інструмента і заготівки: ds - діаметр сфери, що задається; di - діаметр крайки, що ріже, інструмента, при цьому, знак "+" відповідає негативному кінцевому значенню аплікати центра вісьової симетрії крайки, що ріже, а знак "- " відповідає позитивному кінцевому значенню цієї аплікати. У випадку, якщо необхідно виконати обробку зовнішньої сферичної поверхні, інструмент попередньо встановлюють у початковому положенні таким чином, щоб центр вісьової симетрії його крайки, що ріже, мав аплікату, що дорівнює (2) zоі=0,5Cosn(d2s – d2i)0,5 де: Z - вісь аплікат декартовой системи координат з початком у центрі заданої сфери, спрямована у бік від заготівки по вісі її обертання. Потім примусово обертають заготівку, а інструменту, що має можливість вільного обертання в опорах, надають рух подачі у бік заготівки. Після появи контакту крайки, що ріже, інструмента з поверхнею сфери, остання починає "вести" за собою інструмент - він починає обертальний обкатаний рух у тому ж напрямку, що і заготівка Надалі обробку сферичної поверхні виконують одним і тим же інструментом одночасно вільнообкатним різанням поверхні, що обробляється, з відходом стружки і вільнообкатним вигладжуванням вже обробленої різанням поверхні без відходу стр ужки за рахунок швидкості просклизання його кругової крайки, що ріже, відносно поверхні сфери в точках їхнього 6 контакту. При цьому, вектор швидкості просклизання дорівнює геометричній різниці векторів окружних швидкостей у точках контакту сфери і крайки, що ріже, інструмента. Обертання інструмента при вільнообкатної обробці виконують у напрямку обертання заготівки за рахунок сил вільнообкатного різання і сил тертя, що виникають при вільнообкатному вигладжуванні, в точках контакту крайки, що ріже, з поверхнею сфери. Причому, вільнообкатне різання виконують тією частиною крайки, що ріже, у точках контакту якої з поверхнею сфери, що обробляється, вектор швидкості просклизання спрямований на передню поверхню інструмента. Поточне положення сукупності цих точок контакту на крайці, що ріже, інструмента, що обертається, знаходиться в зоні різання, розташованої по один бік від характерної діаметральної лінії Одночасно, вільнообкатне вигладжування без відходу стр ужки виконують за рахунок просклизання крайки, що ріже, у тих точках її контакту з поверхнею, обробленою різанням сфери, у яких вектор швидкості просклизання спрямований від передньої поверхні інструмента. Поточне положення сукупності цих точок на крайці, що ріже, знаходиться в зоні вигладжування, розташованої з іншого боку від характерної діаметральної лінії. При обробці внутрішньої сферичної поверхні поступальний рух подачі інструмента у бік сфери, що обробляється, виконують уздовж її вісі обертання до положення, у якому апліката центра вісьової симетрії крайки, що ріже, стане дорівнювати (3) zоі=±0,5Cosn(d2s – d2i)0,5 при цьому, знак "4-" відповідає негативному кінцевому значенню ординати центра вісьової симетрії крайки, що ріже, а знак "-" відповідає її позитивному кінцевому значенню. При обробці зовнішньої сферичної поверхні поступальний рух подачі інструмента у бік сфери, що обробляється, виконують у напрямку перпендикулярному вісі її обертання до положення, у якому ордината центра вісьової симетрії його крайки, що ріже, стане дорівнювати (4) yоі=-0,5Sinn(d2s – d2i)0,5 Обробку поверхні заготівки зупиняють після повного припинення відходу стружки з зони різання, після чого виконують відвід інстр умента від заготівки. Передбачуваний винахід як "спосіб" характеризується наступного сукупністю істотних ознак, що дозволяє досягти мети винаходу при його реалізації (див. таблицю) № пп Суттєві ознаки Наявність ознаки у прототипі 1 "...попередню установку вісі обертання інструмента, що ріже, під кутом до вісі обертання заготівки в одній з нею площини..." Є 2 "... примусове обертання заготівки..." Є 3 "...одночасне обертання інструмента..." Є 7 4 5 80824 ".рух подачі інструмента на глибину різання..." "... обробку виконують одночасно вільнообкатним різанням поверхні, що обробляється, і вільнообкатним вигладжуванням вже обробленої різанням поверхні одним й тим самим інструментом, за рахунок просклизання його кругової крайки, що ріже, відносно поверхні сфери в точках їхнього контакту..." 6 "...причому інструмент попередньо встановлюють в опорах, що забезпечують, можливість його вільного обертання, а обертання інструмента при обробці виконують у напрямку обертання заготівки за рахунок сил вільнообкатного різання і сил тертя вільнообкатного вигладжування в точках контакту крайки інструмента, що ріже, і поверхні сфери, що обертається..." 7 "...подачу інструмента виконують у бік поверхні, що обертається, до співпадання центра вісьової симетрії крайки, що ріже, з розрахунковим його положенням відносно заданого положення центра сфери." 8 "...при обробці внутрішньої сферичної поверхні поступальний рух подачі інструмента у бік оброблюваної сфери виконують уздовж її вісі обертання до положення, у якому апліката центра вісьової симетрії крайки, що ріже, стане дорівнювати zоі=±0,5Cosn(d2s – d2i)0,5..." 9 "...при обробці зовнішньої сферичної поверхні, поступальний рух подачі інструмента у бік сфери, що обробляється, виконують у напрямку, перпендикулярному вісі її обертання до положення, у якому ордината центра вісьової симетрії його крайки, що ріже, стане дорівнювати yоі=-0,5Sinn(d2s – d2i)0,5 ." 10 "... для обробки внутрішньої сферичної поверхні інструмент встановлюють у початковому положенні таким чином, щоб центр вісьової симетрії його крайки, що ріже, мав ординату, що дорівнює yоі=±0,5Sinn(d2s – d2i)0,5, а для обробки зовнішньої сферичної поверхні інструмент встановлюють у початковому положенні таким чином, щоб центр вісьової симетрії його крайки, що ріже, мав аплікату, що дорівнює zоі=0,5Cosn(d2s – d2i)0,5 ." 11 "... для обробки внутрішньої сферичної поверхні конструкцію інструмента вибирають такою, щоб поверхня, яка обробляється, охоплювала крайку, що ріже, інструмента, а для обробки зовнішньої сферичної поверхні конструкцію інструмента вибирають такою, щоб його крайка, що ріже, охоплювала поверхню, яка обробляється, при цьому для обробки і внутрішньої і зовнішньої сферичних поверхонь діаметр крайки, що ріже, інструмента вибирають рівним або меншим заданого діаметра сфери." 12 "...конструкцію заготівки виконують і величину кута між осями обертання інструмента і заготівки, не кратного прямому куту, установлюють такими, щоб j у процесі обробки діаметрально протилежні точки крайки, що ріже, інструмента, що 8 обертається, розташовані на характерній об'єктом діаметральній лінії, щодію над матеріальним її Є Характеризує проходить через центр вісьової симетрії ізвісь обертання заготівки, не об'єктом умовою її виконання. торкалися поверхні сфери." над Немає Характеризують дії 13 "..вільнообкатне різання об'єктами з умовою матеріальними і вільнообкатне вигладжування виконують за числі в часі. їх виконання, у тому рахунок швидкості просклизання крайки, що ріже, відносно поверхні сфери в точках їхнього контакту, причому вектор швидкості просклизання в цих точках контакту дорівнює геометричної різниці векторів окружних швидкостей поверхні сфери і крайки, що ріже, у Немає Характеризують дії цих же точках контакту." надматеріальними об'єктом з 14 "...вільнообкатнеїх виконання. умовою різання з відходом стружки виконують тією частиною крайки, що ріже, у точках контакту якої з поверхнею сфери, що обробляється, де вектор швидкості просклизання спрямований на передню поверхню інструмента..." 15 ",.. вільнообкатне вигладжування без відходу стружки виконують тією частиною крайки, що Немає Характеризує дії над матеріальними ріже, у точках контакту якої зїх виконання. об'єктами з умовою вже обробленою різанням поверхнею сфери, де вектор швидкості просклизання спрямований від передньої поверхні інструмента." 16 "..вільнообкатне різання виконують частиною Немає Характеризує послідовність дій над крайки, що ріже, сукупність точок контакту якої в матеріальними об'єктами з умовою сучасний момент часу розташована з одного їхнього виконання, з використанням боку характерної діаметральної лінії, а вільнообкатне вигладжування виконують устаткування. частиною крайкл, що ріже, сукупність точок контакту якої в цей же момент часу розташована з іншого Характеризує дії над матеріальним боку характерної діаметральної лінії." Немає 17 "...після повного припинення відходу стружки з об'єктом з умовою їх виконання. зони різання виконують відвід інструмента від заготівки." З перерахованих у таблиці суттєвих ознак, ознаки, наведені в п.п.: 5 - 17 є відмітними і їхня наявність при реалізації способу, що заявляється, Немає Характеризують дії над є достатньою у всіх об'єктами з умовою матеріальними випадках, на яких поширюється обсяг правової охорони. їхнього виконання. Аналіз науково-технічної і патентної літератури не виявив технічних рішень, що мають сукупність подібних ознак і ефекту, що досягається. Це дозволяє вважати, що винахід, якій заявляється, задовольняє критеріям "новизна" і "винахідницький рівень". На Фіг.1 показана схема взаємного розташування інструмента наді матеріальним з заготівки Немає Характеризує дії внутрішньою сферичною поверхнею під час її об'єктом з умовами їх виконання. обробки. На схемі показані, як приклад, трикутники швидкостей утворені векторами окружних швидкостей заготівки, інструмента і швидкості просклизання в двох довільних точках двох відповідних сукупностей точок контакту крайки, що ріже, і поверхні сфери. Ці сукупності, якими виконують вільнообкатне різання і вільнообкатне вигладжування, розташовані по різні боки характерної діаметральної лінії, відповідно, у зонах вільнообкатного різання "Р" і Немає Характеризують дії над вільнообкатного вигладжування "В". На Фіг.2 матеріальними об'єктами з умовою показана схема взаємного розташування інструмента їхнього виконання і заготівки з зовнішньою сферичного поверхнею під час її обробки. На схеми показані як приклад, трикутники швидкостей утворені Немає Немає Немає Немає Немає 9 80824 векторами окружних швидкостей заготівки, інструмента і швидкості просклизання в двох довільних точках двох відповідних сук упностей точок контакту крайки, що ріже, і поверхні сфери. Ці сукупності, якими виконують вільнообкатне різання і вільнообкатне вигладжування, розташовані по різні боки характерної діаметральної лінії (зони різання "Р" і вигладжування "В" на Фіг.2 не показані). На Фіг.3 представлена фотографія внутрішньої сферичної поверхні діаметром мм, яка оброблена за пропонованим способом. На Фіг.4 представлена фотографія локальної інтерферограми поверхні вищезгаданої сфери, отримана інтерфероційним методом у відбитому світлі на мікроінтерферометрі типу "МИИ-9". На Фіг.5 представлена фотографія круглограми поверхні вищезгаданої сфери, що отримана контактним методом на круглометрі типу "Талерунд" при максимальному збільшенні 1000х. На Фігурах 1, 2 позначені: 1. Опора інструмента. 2. Інструмент. 3. Крайка, що ріже, інструмента 4. Поверхня інструмента передня. 5. Поверхня заготівки сферична 6. Заготівка. 7. Конструктивні елементи заготівки: - на Фіг.1 - отвір вісьовий в заготівці поверхні сферичної внутрішньої; - на Фіг.2 - сегменти сфери вісьові, передній і задній, що до початки обробки відокремлені від поверхні сферичної зовнішньої. Dsкр рух кругової подачі заготівки (примусовий обертальний рух); Di - обкатаний обертальний рух інструмента; Ds - рух подачі інструмента поступальний; n- кут між вісями обертання інструмента і заготівки, що перетинаються; ds - діаметр сфери, що задається; di - діаметр крайки, що ріже, інструмента; m - довільна точка контакту інструмента і заготівки в зоні різання; n - довільна точка контакту інстр умента і заготівки в зоні вигладжування; О - центр сфери; О; - центр вісьової симетрії крайки, що ріже, інструмента; А й В - точки крайки, що ріже, які знаходяться в сучасний момент часу на характерній діаметральній лінії АВ; Зона "В" - зона сукупності точок контакту в якіх виконується обробка вільнообкатним вигладжуванням; Зона "Р" - зона сукупності точок контакту в якіх виконується обробка вільнообкатним різанням; ZOY - декартова система координат, де вісь Z спрямована у бік від заготівки по вісі її обертання, а вісь У спрямована перпендикулярно цій вісі і перетинає характерну діаметральну лінію крайки, що ріже, інструмента; Yоі, Zоі; - координати центра вісьової симетрії крайки, що ріже, інструмента ; 10 Vm i. Vni - вектори окружних швидкостей інструмента в точках m і n; Vm s, Vns - вектори окружних швидкостей сфери, відповідно, в точках m і n; Vm - вектор швидкості вільнообкатного різання в точці m (вектор швидкості просклизаяня в точці m); Vn - вектор швидкості вільнообкатного вигладжування в точці n (вектор швидкості просклизання в точці n). На Фіг.4 масштаб картини характеризується постійного відстанню між еквідістантними кривими, що дорівнює половині довжини світлової хвилі l = 0,6 мкм, тобто відстань між еквідістантами дорівнює 0,3 мкм. На фотографії велика хвиля характеризує хвилястість поверхні, що дорівнює 0,28 мкм. Мала хвиля характеризує шершавість Rz = 0,1 мкм (Ra 0,02), що відповідає шершавості 12 класу. На Фіг 5 ціна розподілу діаграми 2 мкм. Вертикальна лінія відповідає початку відліку у напрямку стрілки. Виміри проводилися у перетині, перпендикулярному вісі обертання сферичної заготівки поблизу периферії поверхні напівсфери. За даними круглограми відхилення обробленої за способом, що заявляється, сферичної поверхні від геометричне точної сфери складає приблизно 4 мкм. Реалізацію способу високоточної вільнообкатаої обробки внутрішньої сферичної поверхні, (див. Фіг.1.) або зовнішньої сферичної поверхні (див. Фіг.2.) виконують, наприклад, у наступній послідовності дій над заготівкою й інструментом. Попередньо, до початку обробки послідовно виконують наступні дії. 1.Заготівку 6, з попередньо обробленою поверхнею внутрішньої сфери 5 (див. Фіг.1.), конструктивно виконують з отвором 7 вісьовим, А заготівку 6 з попередньо обробленою поверхнею зовнішньої сфери 5 (див. Фіг.2.) конструктивно виконують з відокремленими від сфери 5 із двох боків сферичними сегментами 7 вісьовими. переднім і заднім. 2. Для обробки внутрішньої сферичної поверхні конструкцію інструмента вибирають такою, щоб поверхня яка обробляється охоплювала крайку, що ріже, інструмента, а для обробки зовнішньої сферичної поверхні конструкцію інструмента вибирають такою, щоб його крайка, що ріже, охоплювала поверхню яка обробляється, при цьому для обробки і внутрішній і зовнішній сферичних поверхонь діаметр крайки, що ріже, інструмента вибирають рівним або меншим заданого діаметра сфери. Як показав досвід дослідного застосування способу, що пропонується, оптимальним є співвідношення di = (0,6...1,0) ds; 3. Встановлюють інструмент 2, що має можливість вільного обертання в опорах 1, таким чином, щоб виконувалися наступні умови. 3.1. Вісі обертання інструмента 2 і заготівки 6 повинні перетинатися під кутом n не кратним прямому куту. Це зроблено внаслідок того, що при кутах v, що наближаються по величині до 0 або до 11 80824 180, висота оброблюваного шару зменшується до нуля, а при кутах v, що наближаються по величині до 90° або до 270°, у процесі обробки, як показала практика, обертання інструмента починає носити нестаціонарний характер і в кінцевому положенні обертання припиняється, 3.2.Поверхня 4 передня інструменти 2 повинна бути звернена до поверхні сфери 5 заготівки 6. 3.3 Діаметрально протилежні точки А и В крайки 3, що ріже, інструмента 2, які розташовані на характерній діаметральній лінії АВ, яка проходить повз центр Оі вісьової симетрії крайки 3, що ріже, і вісь обертання заготівки, під час обробки не повинні торкатися сферичної поверхні заготівки. При чому, для заготівки 6 із внутрішньою сферою 5 (Фіг.1) точку А цієї лінії розташовують, наприклад, в отворі 7 вісьовому, заготівки 6, а точку В розташовують поза заготівкою 6 з зовнішнього її боку. Для заготівки 6 із зовнішньою сферою 5 (Фіг 2) точки А і В розташовують поза поверхнею 5 сферичної заготівки 6, наприклад, на місцях сегментів 7 сферичних, вісьових сфери 5, попередньо відокремлених від неї з дво х боків. 3.4. Перед обробкою поверхні 5 внутрішньої сферичної (Фіг.1) інструмент 2 встановлюють у початковому положенні таким чином, щоб центр вісьової симетрії Оі його крайки, що ріже, 3 мав ординату яка дорівнює (1), а перед обробкою поверхні 5 зовнішньої сферичної (Фіг.2) інструмент 2 встановлюють у початковому положенні таким чином, щоб центр вісьової симетрії його крайки, що ріже, 3 мав аплікату, що дорівнює (2). 4. Після виставки інструмента 2 у початкове положення відносно заготівки 6 їй надають рух подачі Dsкр круговий (примусовий обертальний рух) 5. Потім виконують поступальний рух подачі Ds інструмента 2 у напрямку до заготівки 6 Після виникнення контакту крайки 3, що ріже, інструмента 2 з поверхнею 5 сферичного заготівки 6, остання, за рахунок сил різання в точках контакту, розташованих у зоні вільнообкатного різання "Р", і сил тертя в точках контакту, розташованих у зоні вільнообкатного вигладжування "В", починає "вести" за собою інструмент 2, який у результаті виконує обкатаний обертальний рух Di в опорах 1 у напрямку обертання заготівки 6. На Фіг.1 і Фіг.2., як приклад, показані довільні точки контакту m і n, розташовані по різні боки характерної діаметральної лінії, відповідно, у зонах різання "Р" і вигладжування "В" При наявності контакту ці точки належать одночасно крайці 3, що ріже, і поверхні 5 сфери. У точках m і n, що належать сфері 5, вектори окружних швидкостей Vm s і Vns спрямовані по дотичній до поверхні сфери 5. У цих же точках m і n, але приналежній крайці 3, що ріже, інструмента 2, вектори окружних швидкостей інструмента Vm i і Vni спрямовані по дотичній до крайки 3, що ріже. Оскільки в точці контакту m вектори Vm s і Vm i. також, як у точці контакту n, вектори Vns і Vni не рівні між собою по величині і відрізняються по напрямку, то у цих точках контакту відбувається просклизання поверхні 5 сферичної відносно 12 крайки 3, що ріже. Вектор швидкості просклизання в точках m і п визначається як геометрична різниця векторів окружних швидкостей поверхні 5 сферичної і крайки, що ріже 3, у цих точках Vm =Vm s-Vm i ; Vn = Vns-Vni. На крайці 3 що ріже (Фіг.1) вектор окружної швидкості у всі х точках контакту змінюється тільки по напрямку, а його модуль не змінюється у силу постійності відстані цих точок (радіуса) від центра вісьової симетрії Оі крайки 3, що ріже. На поверхні 5 сферичній модуль вектора окружної швидкості в точках контакту змінюється як по напрямку, так і по величині, у залежності від величини радіусавектора сфери в цих же точках. Точки А и В, що належать крайці 3 що ріже, знаходяться в даний момент часу на їх єднальній характерній діаметральній лінії. Від інших точок крайки 3, що ріже, вони відрізняються тим, що в них при наявності контакту, вектори окружних швидкостей сфери 5 і крайки 3, що ріже, змінюють свій напрямок на протилежний в системі координат YOZ. З цієї причини змінюється на протилежний напрямок векторів швидкості просклизання і, одночасно, змінюється вид обробки, що виконують точками контакту крайки 3, що ріже, до перетинання ними характерної діаметральної лінії і після її перетинання. При напрямку вектора швидкості просклизання на поверхню 4 передню інструменти 2 (у зоні різання "Р") - виконують обробку вільнообкатним різанням з відходом стружки. При напрямку вектора швидкості просклизання від поверхні 4 передньої інструменти 2 (у зоні вигладжування "В") виконують обробку вільнообкатним вигладжуванням без відходу стружки. Наприклад, для кожної точки крайки 3, що ріже (Фіг.1), яка перетнула характерну діаметральну лінію АВ у місці розташування точки А, після появи контакту з поверхнею сфери 5 у точці Т, обробку вільнообкатним різанням з відходом стружки замінюють обробкою вільнообкатним вигладжуванням без відходу стр ужки, що виконують у всі х точках контакту в зоні вигладжування "В" до точки С. У точках контакту в зоні вигладжування (у тому числі в точці п) вектор швидкості просклизання спрямований у бік від поверхні 4 передньої інструменти 2. Одночасно, у кожній точці контакту крайки 3, що ріже, яка перетнула характерну діаметральну лінію АВ у місці розташування точки В після появи контакту в точці L і далі (у тому числі й у точці m) до точки ЇС вектор швидкості просклизання спрямований на поверхню 4 передню інструмента 2. У цих точках контакту виконують обробку вільнообкатним різанням з відходом стружки. Досвід дослідного застосування способу, що заявляється, показує, що (при наявності контакту) поблизу точок А и В крайки 3, що ріже (на Фіг.1 і Фіг.2 не показано), при зміні напрямку вектора швидкості просклизання на протилежний, різання і вигладжування виконують при модулі швидкості просклизання який прямує до нуля, що обумовлює несприятливі умови різання, У результаті, якість обробленої noBq?xHi в ци х місцях реалізується низькою. Саме тому діаметрально протилежні 13 80824 точки А и В крайки З, що ріже, які розташовані на характерній діаметральній лінії, а також точки близькі до них (зони точок крайки 3, що ріже: К-А-Т і C-B-L) конструктивними заходами при виготовленні заготівки 6 і установкою вісі інструмента 2 відносно вісі заготівки 6, при обробці виводять з контакту з поверхнею 5 сферичною. 6. При обробці внутрішньої поверхні 5 сферичної (Фіг.1) поступальний рух подачі інструмента 2 у бік сфери виконують уздовж вісі обертання заготівки 6 до положення, у якому центр вісьової симетрії крайки 3, що ріже буде мати аплікату (3), а при обробці зовнішньої поверхні 5 сферичної (Фіг.2), поступальний рух подачі інструмента у бік сфери виконують у напрямку перпендикулярному вісі її обертання до положення, у якому центр вісьової симетрії крайки 3, що ріже буде мати ординату (4). 7. Після зупинки поступального руху подачі Ds інструмента 2 у вищевказаному положенні, продовжують обертальний рух подачі Ds кр круговий заготівки 6 до повного припинення відходу стр ужки з зони різання. Після чого інструмент 2 відводять від заготівки 6 і процес обробки поверхні 5 сферичної закінчують. Таким чином, відмінністю способу високоточної вільнообкатної обробки сферичної поверхні, що пропонується, від відомих способів, у тому числі від способу обробки за прототипом, є те, що при примусовому обертальному руху заготівки й викликаному їм обертальному руху інструмента, виконують, одночасно, одним й тим же інструментом, процес різання з відходом стружки, поверхні, що обробляють, і процес вигладжування без відходу стружки вже обробленої різанням поверхні, що обумовлює високу якість обробленої поверхні сфери. При цьому круговою крайкою, що ріже, обкатують профіль сфери, що обумовлює її високу геометричну точність. Крім того, спосіб здійснюють лезною обробкою без використання абразивних матеріалів, що підвищує ресурс контактних сферичних пар, тому що відсутнє їх шаржирування абразивом. Додатковим позитивним ефектом способу, що заявляється, є також те, що його виконують усього за кілька оборотів заготівки, що обумовлює високу продуктивність цього способу порівнянні, наприклад, з високоточними способами абразивної обробки сфер. Ще одним позитивним ефектом способу, що заявляється, є додаткове зміцнення поверхні сфери, яке реалізується при вигладжуванні її обертовим інструментом. Спосіб, що заявляється, можна реалізувати на універсальних металорізальних верстатах, які оснащені спеціальним пристроєм для закріплення інструмента в опорах, що забезпечують його вільне обертання. Цей пристрій конструктивний значно простіше пристрою використовуваного при реалізації способу за прототипом, тому що в способі, що заявляється, відсутній додатковий привід для обертання інструмента. Спеціальний аналіз якості і геометричної точності сферичної поверхні, обробленої 14 способом, який пропонується (див. Фіг.3...5), показав, що: - шершавість поверхні сфери не перевищує R z 01 (Ra 0,02), що відповідає шершавості 12 класу за ГОСТ 2789-73; - хвилястість поверхні не перевищує 0,3 мкм; - відхилення від геометричної точності профілю сфери в перетині, перпендикулярному вісі обертання заготівки, не перевищує 4 мкм. 15 80824 16
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of high-precision free-reeling working of spherical surface
Автори англійськоюDobrovolskyi Oleksandr Vasyliovych, Dmitriiev Stanislav Ivanovych
Назва патенту російськоюСпособ высокоточной свободнообкатной обработки сферической поверхности
Автори російськоюДобровольский Александр Васильевич, Дмитриев Станислав Иванович
МПК / Мітки
МПК: B24B 11/00, B23B 1/00
Мітки: спосіб, вільнообкатної, поверхні, сферичної, високоточної, обробки
Код посилання
<a href="https://ua.patents.su/8-80824-sposib-visokotochno-vilnoobkatno-obrobki-sferichno-poverkhni.html" target="_blank" rel="follow" title="База патентів України">Спосіб високоточної вільнообкатної обробки сферичної поверхні</a>
Спосіб обробки сферичних поверхонь
Номер патенту: 11151
Опубліковано: 15.12.2005
Автори: Пузирьов Олександр Леонідович, Возний Вячеслав Вікторович, Розенберг Олег Олександрович, Сохань Сергій Васильович
МПК: B24B 11/00
Мітки: обробки, поверхонь, спосіб, сферичних
Формула / Реферат:
Спосіб обробки сферичних поверхонь, який передбачає розташування виробу на оправці під кутом до обертового інструмента з перетином їх осей у центрі оброблюваної сферичної поверхні, надання оправці примусового обертання, введення торцевої частини інструмента, встановленого вільно на його осі, у контакт із сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що при розташуванні виробу на оправці йому надають...
Спосіб обробки сферичних поверхонь
Номер патенту: 11738
Опубліковано: 16.01.2006
Автори: Пузирьов Олександр Леонідович, Сохань Сергій Васильович, Розенберг Олег Олександрович
МПК: B24B 11/00
Мітки: обробки, поверхонь, спосіб, сферичних
Формула / Реферат:
Спосіб обробки сферичних поверхонь, при якому розташовують виріб на оправці під кутом до обертового інструмента з перетином їх осей у центрі оброблюваної сферичної поверхні, надають оправці примусового обертання, вводять торцеву частину інструмента, встановленого вільно на його осі, у контакт зі сферичною поверхнею і подають його на врізання, який відрізняється тим, що при розташуванні виробу на оправці його встановлюють з можливістю...
Спосіб обробки матеріалів різанням
Номер патенту: 19905
Опубліковано: 15.01.2007
Автор: Марунич В'ячеслав Олексійович
МПК: B29C 37/00
Мітки: спосіб, різанням, обробки, матеріалів
Формула / Реферат:
Спосіб обробки матеріалів різанням, при якому на матеріал впливають двома інструментами в двох взаємно перпендикулярних площинах, одна з яких рівнобіжна оброблюваній поверхні, а інша - перпендикулярна до неї, який відрізняється тим, що кут між головною різальною крайкою і напрямком швидкості головного руху різання ножа для різання в площині, рівнобіжній оброблюваній поверхні, вибирають у межах 1-20°, а кут між головною різальною крайкою і...
Пристрій для обробки сферичних поверхонь
Номер патенту: 13142
Опубліковано: 15.03.2006
Автори: Пузирьов Олександр Леонідович, Розенберг Олег Олександрович, Сохань Сергій Васильович, Возний Вячеслав Вікторович
МПК: B24B 11/00
Мітки: сферичних, обробки, пристрій, поверхонь
Формула / Реферат:
1. Пристрій для обробки сферичних поверхонь, який містить оправку для розміщення виробу таким чином, що центр його сферичної поверхні знаходиться на осі її обертання, і державку для обертового інструмента, яку розташовано так, що осі обертання інструмента і виробу перетинаються у центрі оброблюваної сферичної поверхні, причому державку з інструментом встановлено на кульовій опорі, яка пружно підтиснута до них у площині, що утворена осями...
Пристрій для обробки сферичних поверхонь
Номер патенту: 13191
Опубліковано: 15.03.2006
Автори: Сохань Сергій Васильович, Пузирьов Олександр Леонідович, Розенберг Олег Олександрович
МПК: B24B 11/00
Мітки: сферичних, пристрій, поверхонь, обробки
Формула / Реферат:
1. Пристрій для обробки сферичних поверхонь, що містить примусово обертану оправку для розміщення виробу і державку для обертового інструмента, яку розташовано так, що осі обертання інструмента і виробу перетинаються у центрі оброблюваної сферичної поверхні, причому державка з інструментом встановлена на шаровій опорі, яка пружно підтиснута до них у площині, що утворена осями інструмента і виробу, який відрізняється тим, що виріб має...
Попередній патент: Шпиндельна розточувальна головка з мікронною подачею
Наступний патент: Лазня маслова
Випадковий патент: Пристрій для визначення стійкості до здирання елементів шрифту брайля