Шпиндельна розточувальна головка з мікронною подачею
Номер патенту: 80823
Опубліковано: 12.11.2007
Автори: Федосов Олександр Матвійович, Чернов Сергій Костянтинович
Формула / Реферат
1. Шпиндельна розточувальна головка, що містить корпус та різцетримач із затискачем, яка відрізняється тим, що має два різеві з’єднання: гвинт-гвинт-гайка та гвинт-різцетримач з різними кроками різей, причому різниця кроків дорівнює 0,05 мм, механізм грубої подачі, в якому гвинт лімба з’єднано з винтом-гайкою.
2. Шпиндельна розточувальна головка за п.1, яка відрізняється тим, що гвинтові пари підпружинено в один бік з ліквідацією люфту.
Текст
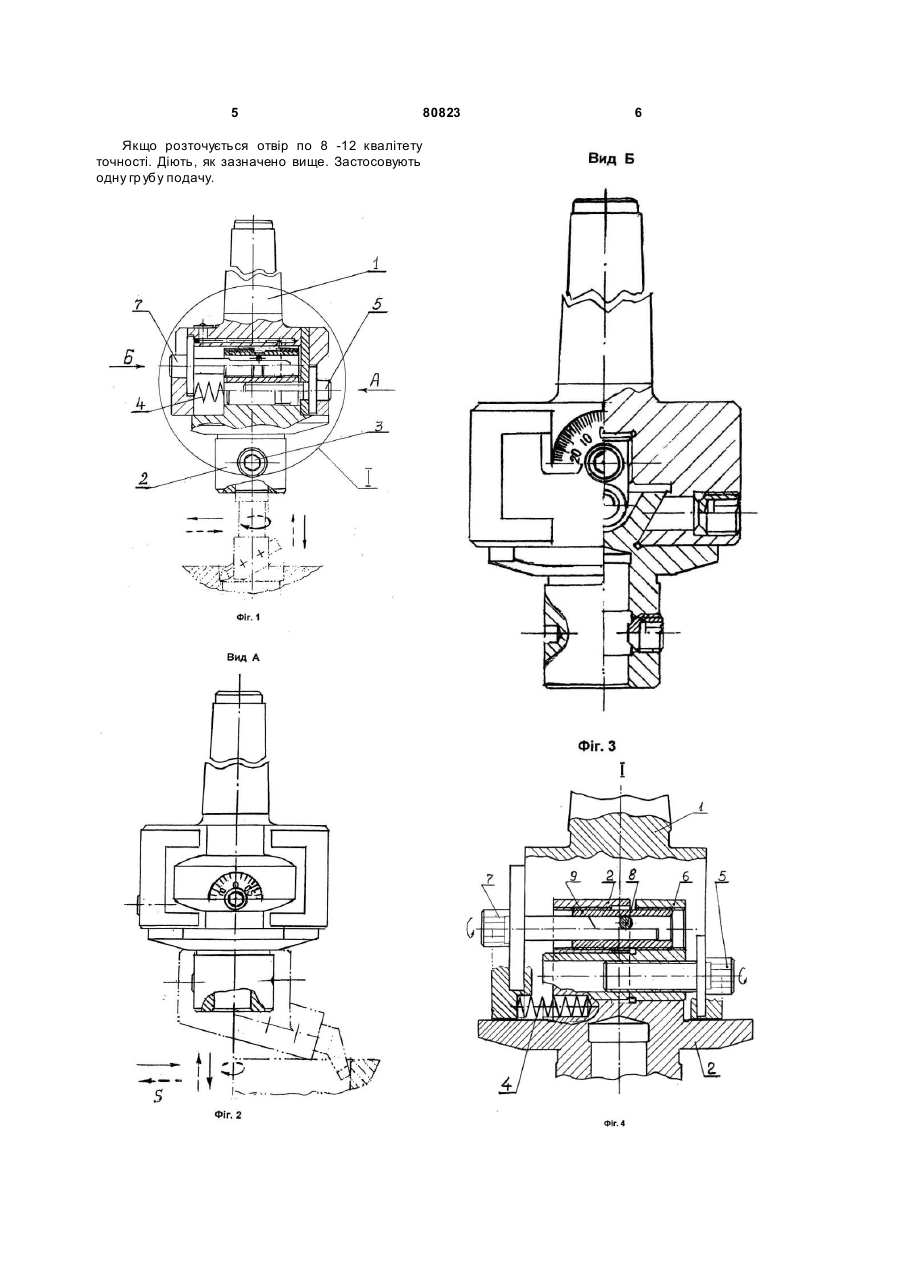
1. Шпиндельна розточувальна головка, що містить корпус та різцетримач із затискачем, яка відрізняє ться тим, що має два різеві з’єднання: гвинт-гвинт-гайка та гвинт-різцетримач з різними кроками різей, причому різниця кроків дорівнює 0,05 мм, механізм грубої подачі, в якому гвинт лімба з’єднано з винтом-гайкою. 2. Шпиндельна розточувальна головка за п.1, яка відрізняє ться тим, що гвинтові пари підпружинено в один бік з ліквідацією люфту. (19) (21) 20041109522 (22) 22.11.2004 (24) 12.11.2007 (72) ЧЕРНОВ СЕРГІЙ КОСТЯНТИНОВИЧ, UA, ФЕДОСОВ ОЛЕКС АНДР МАТВІЙОВИЧ, U A (73) ДЕРЖАВНЕ ПІДПРИЄМСТВО "Н АУКОВОВИРОБНИЧИЙ КОМПЛЕКС ГАЗОТУРБОБУДУВАННЯ "ЗОРЯ" "МАШПРОЕКТ", UA (56) SU 1289614 A1, 15.02.1987 RU 2190504 C2, 10.10.2002 3 80823 Гвинт-цапфа має різьбу. Різцетримач у верхній частині має різьбу відповідно до гвинт, у середній частині -отвір для переміщення гвинта-гайки. Шкали лімбів грубою і мікронної подач виконані розкритими на 180°, а гвинтові пари обох подач виконані підпружиненими. Новизна пропонованої розточувальної головки полягає в наявності наступної сукупності відмітних ознак. Ме ханізм мікронної подачі має два різьбових з'єднання з різними кроками різьб: - гвинт - гвинт-гайка; - гвинт - різцетримач. Різниця кроків різьб дорівнює 0,05мм. Шкала лімба розділена на 100 поділок (штрихів), таким чином ціна поділки 0,0005мм (0,5мкр.) на радіус (R). При розточуванні отворів, з урахуванням обертання деталі, подача на радіус (R) стає діаметральним виразом, що і ураховано на шкалі лімба, ціна поділки стає 0,00 мм (мікрон) на діаметр (D) оброблювальної деталі. Крім того, на шкалі лімба збільшена ширина між суміжними штрихами. Таким чином, механізм точної подачі прототипу перетворений у механізм мікронної подачі. В результаті впровадження механізму: - реально без ризику, можна виконувати умову придатності, оперуючи лімбом з ціною поділки 0,001 мм (мікрон) на діаметр, як задано у кресленнях; - можна чітко зчитувати показання і навіть дробити їх на частини; - підвищується точність розточування отворів, як мінімум на порядок і обробка по 4-му квалітету стає можливою , а шорсткість обробки досягає Ra(1,6-0,8). Ме ханізм грубої подачі, крім зняття основного припуску в оброблюваній деталі (чорнова обробка), поєднує в особі дії - швидке переміщення інструмента, торкання різцем оброблюваної поверхні при настроюванні і технологічні переходи. Шкала лімба розділена на 30 поділок (штрихів) і ціна поділки складає 0,05мм на радіус, або 0,1мм на діаметр. Застосування цього механізму дозволяє: - швидко підвести різець до поверхні оброблюваної деталі і відвести його в вихідне положення; - легко виконати чорнову обробку і оставити мінімальний припуск для чистової обробки; - виконати перехід до чистової обробки без переключення у тій же осі розточування; - досягти шорсткість обробки Ra(6,3-3,2) і 812 квалітета точності. - значно скоротити допоміжний час для настроювання; - економити машинний час роботи верстата. В механізмах гр убої і мікронної подач: - шкали лімбів виконані розкритими на 180°; - повороти лімбів у діаметральному значенні відповідають переміщенню різця також на діаметр; 4 використано ефект загального підпружинення, в результаті якого усунено конструктивний і експлуатаційний люфт і зазор в трьох різьбових з'єднаннях зведений до нуля (S=0). На фіг.1 зображений загальний вид розточувальної головки в розрізі. На фіг.2 і 3 види А і Бна фіг.1 - розташування лімбів грубої і мікронної подач відповідно. На фіг.4 - вузол 1 на фіг.1, механізми грубою та мікронної подач. Стрілки на фіг.1 і 2 схематично зображують напрямки головного руху різання і допоміжних рухів подач На фіг.1. Шпиндельна розточувальна головка складається з корпуса 1, різцетримача 2 із притиском 3, пружин 4. На фіг.4. Гвинт лімба 5 грубої подачі через різьбу знаходиться у зачепленні з гвинтом-гайкою 6, а остання знаходиться у зачепленні з гвинтом 9 по другій різьбі. Шток лімба 7 мікронної подачі за допомогою лиски та штифта 8 також зв'язаний з гвинтом 9. Гвинт 9 знаходиться у зачепленні, з одної сторони з гвинтом-гайкою 6, з другої сторони - з різцетримачем 2 у .верхній його частині, по відповідних різьбах. На фіг.4. При роботі механізму грубої подачі відбувається чорнове розточування. При обертанні лімба 5, гвинт-гайка 6 переміщається по гвинту лімба, одночасно, за допомогою гвинта 9^ переміщається і різцетримач 2 за рахунок контакту в різьбах на цїх деталях. За один оборот лімба 5, ризцзіримач 2 переміщається на величину кроку різьби гвинта лімба 5-1,5мм. На фіг.4 При роботі механізму мікронної подачі відбувається чистове розточування. При обертанні лімба 7, шток лімба за допомогою лиски та шти фта 8 обертає гвинт 9, що переміщається по різьбі гвинта-гайки 6. Завдяки тому, що гвинт-гайка 6 нерухома, то гвинт 9 переміщає і різцетримач 2 за рахунок контакту у різьбах. За один оборот лімба 7, різцетримач 2 переміщається на 0,05мм, унаслідок різних кроків у різях на ньому і у нерухомГ гвинт-гайці 6. Обидві (груба та мікронна) подачі працюють без люфту в підпружиненому стані, за рахунок пружин 4. Розточувальна головка встановлюється в шпиндель координатно-розточувального верстата з базою по конусі і закріплюється механізмом верстата. Якщо розточується отвір по 4 -7 квалітету точності: Вийшовши на потрібну координату, закріплений різець за допомогою механізму грубої подачі підводиться до точки торкання оброблюваного отвору. Після зняття основного припуску за мінімальне число проходів грубої подачі, залишається мінімальний припуск 0,02 0,05мм. Після точного виміру переходять до керування лімбом мікронної подачі. Відклавши на лімбі мінімальне значення припуску, що залишилося, за один-два проходи він легко обробляється з точністю 0,002 - 0,005мм. 5 Якщо розточується отвір по 8 -12 квалітету точності. Діють, як зазначено вище. Застосовують одну гр убу подачу. 80823 6
ДивитисяДодаткова інформація
Назва патенту англійськоюSpindle boring head with micron feed
Автори англійськоюChernov Serhii Kostiantynovych, Fedosov Oleksandr Matviiovych
Назва патенту російськоюШпиндельная расточная головка с микронной подачей
Автори російськоюЧернов Сергей Константинович, Федосов Александр Матвеевич
МПК / Мітки
МПК: B23B 29/00, B23B 3/00
Мітки: шпиндельна, розточувальна, подачею, головка, мікронною
Код посилання
<a href="https://ua.patents.su/3-80823-shpindelna-roztochuvalna-golovka-z-mikronnoyu-podacheyu.html" target="_blank" rel="follow" title="База патентів України">Шпиндельна розточувальна головка з мікронною подачею</a>
Шпиндельна зіркоподібна револьверна головка
Номер патенту: 7476
Опубліковано: 15.06.2005
Автор: Безуглий Леонід Іванович
МПК: B23B 47/00, B23B 3/00, B23B 19/00, B23B 39/00
Мітки: головка, зіркоподібна, револьверна, шпиндельна
Формула / Реферат:
1. Шпиндельна зіркоподібна револьверна головка, яка містить корпус, шпинделі, які оснащені різними інструментами, мальтійський хрест, двигуни, конічні передачі, що з'єднують двигуни з шпинделями, і встановлена на верстаті з можливістю обертання навколо своєї осі за допомогою мальтійського хреста, яка відрізняється тим, що для зменшення габаритів, підвищення компактності конструкції і забезпечення можливості плавного регулювання швидкості...
Силова головка з автоматичною подачею
Номер патенту: 23432
Опубліковано: 02.06.1998
Автори: Гнитько Володимир Іванович, Ковальчук Павло Васильович, Ісаєв Віктор Петрович, Бухов Лев Давидович
МПК: B23B 47/00
Мітки: силова, головка, автоматичною, подачею
Формула / Реферат:
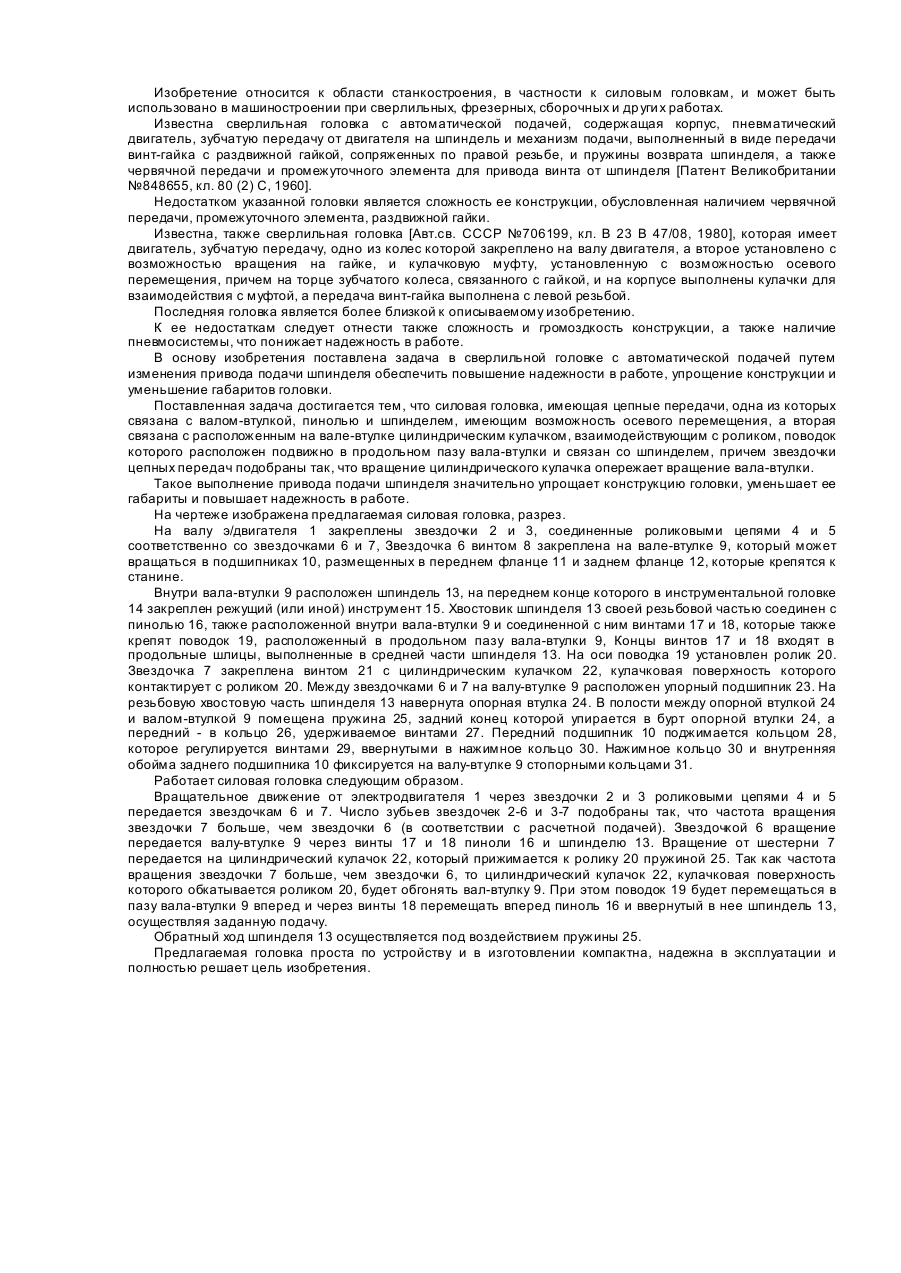
Силовая головка с автоматической подачей, содержащая двигатель с передачами, одна из которых связана с валом-втулкой, пинолью и шпинделем, отличающаяся тем, что вторая цепная передача связана с расположенным на вале-втулке цилиндрическим кулачком, установленным с возможностью взаимодействия с роликом, поводок которого расположен подвижно в продольном пазу вала-втулки и связан со шпинделем, имеющим возможность осевого перемещения.
Шпиндельна бабка фрезерно – свердлильного верстата
Номер патенту: 36625
Опубліковано: 16.04.2001
Автори: Кроль Олег Соломонович, Сіндєєв Володимир Іванович
МПК: B23Q 1/26, B23B 23/00
Мітки: шпиндельна, фрезерно, свердлильного, бабка, верстата
Формула / Реферат:
Шпиндельна бабка фрезерно-свердлильного верстата, яка містить затискні елементи, розміщені в розточці корпуса шпиндельної бабки верстата і виконані у вигляді двох втулок тангенціального затискача, яка відрізняється тим, що в розточці корпуса шпиндельної бабки верстата додатково розміщено рейковий зубчатий механізм для вертикального переміщення пінолю шпиндельного вузла, кінематичне узгоджений з двома втулками тангенціального затискача.
Силова головка

Номер патенту: 2573
Опубліковано: 15.06.2004
Автори: Гречка Андрій Іванович, Крижанівський Володимир Андрійович, Пестунов Володимир Михайлович
МПК: B23Q 37/00
Формула / Реферат:
1. Силоваголовка, що містить привід головного руху і автономний механізм подачі, яка відрізняється тим, що у приводі головного руху установлена циліндрична косозуба зубчаста передача, ширина вінця якої перевищує довжину ходу пінолі і розташована протилежно кінцевій передачі механізму подачі.2. Силова головка за п. 1, яка відрізняється тим, що вона має датчик пружної деформації пінолі, що через порівняльний, програмний і управляючий...
Фрезерно-свердлильна кутова головка
Номер патенту: 22372
Опубліковано: 25.04.2007
Автори: Носков Віталій Васильович, Русаков Андрій Анатолійович, Русаков Анатолій Володимирович
МПК: B23C 5/00
Мітки: головка, фрезерно-свердлильна, кутова
Формула / Реферат:
Фрезерно-свердлильна кутова головка, що містить встановлений у корпусі шпиндель з конічним отвором під інструмент і радіальний паз, а також натяжний гвинт, що проходить через цей паз, яка відрізняється тим, що в шпинделі виконаний наскрізний осьовий отвір, а фрезерно-свердлильна кутова головка оснащена гвинтом-гайкою для з'єднання інструмента з натяжним гвинтом, що розміщений у зазначеному отворі.
Попередній патент: Масляний розчин для ін’єкцій, що містить естер прогестогену та естер андрогену
Наступний патент: Спосіб високоточної вільнообкатної обробки сферичної поверхні
Випадковий патент: Спосіб випробування матеріалу на твердість