Екструдер для модифікації пластмас
Номер патенту: 8164
Опубліковано: 26.12.1995
Автори: Жданов Юрій Олександрович, Іванченко Анатолій Іванович
Формула / Реферат
1. Экструдер для модификации пластмасс, содержащий корпус с загрузочным штуцером для маточной пластмассы и патрубком для модифицирующих добавок и расположенный в корпусе червяк с кольцевым выступом, образующим участок обратного подпора, сопряженный с каналами для прохода маточной пластмассы, отличающийся тем, что, с целью повышения качества товарного продукта и увеличения производительности за счет обеспечения равномерности распределения добавок в маточной пластмассе, каналы для прохода маточной пластмассы выполнены в кольцевом выступе червяка, а по его наружной поверхности противоположно патрубку для модифицирующих добавок выполнены кольцевая проточка, образующая с внутренней рабочей поверхностью корпуса коллекторный канал, и кольцевой паз, сообщающий каналы для прохода маточной пластмассы через коллекторный канал с зоной подачи модифицирующих добавок.
2. Экструдер по п.1, отличающийся тем, что на кольцевом выступе червяка по его наружной поверхности выполнены радиальные глухие отверстия, пересекающие кольцевой паз и расположенные между каналами для прохода маточной пластмассы.
Текст
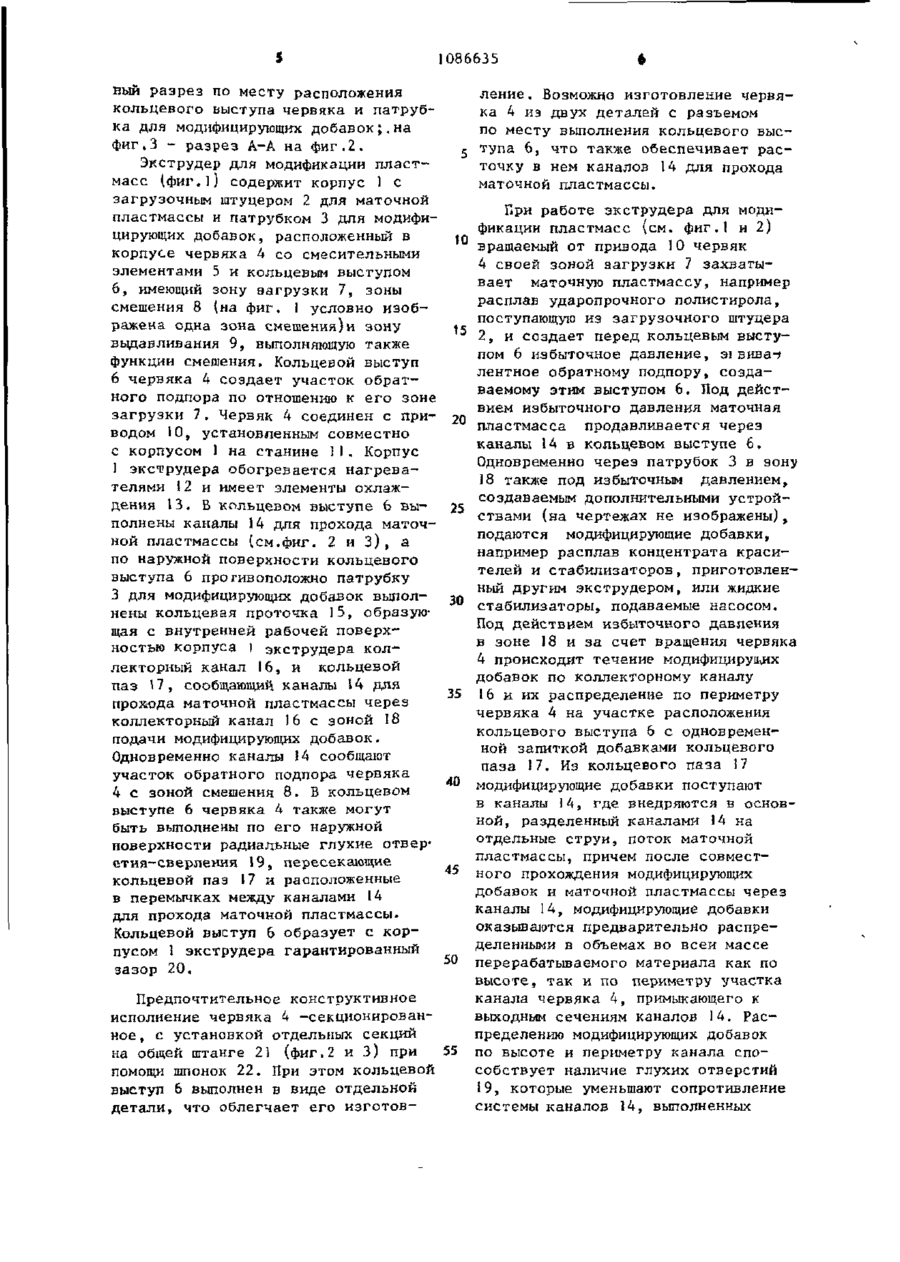
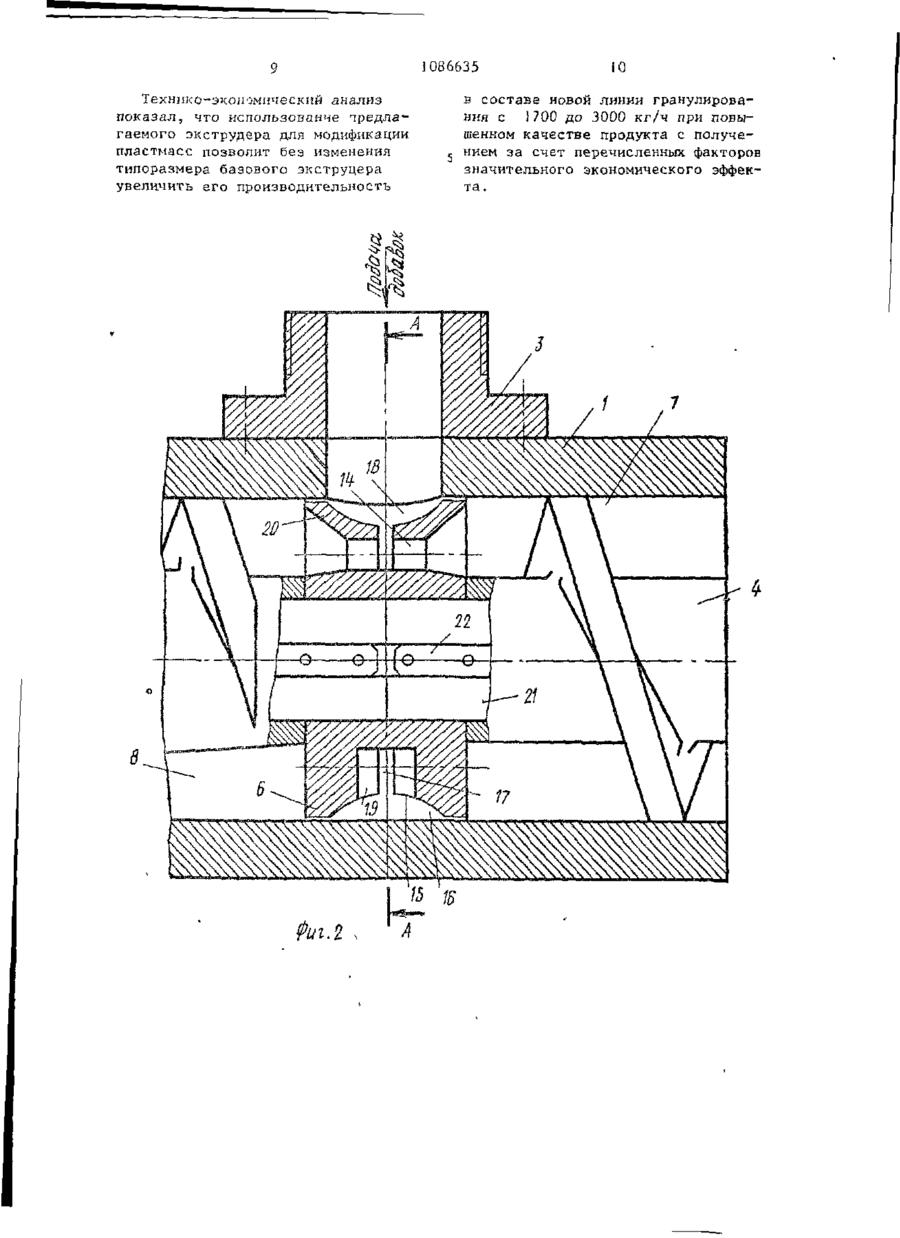
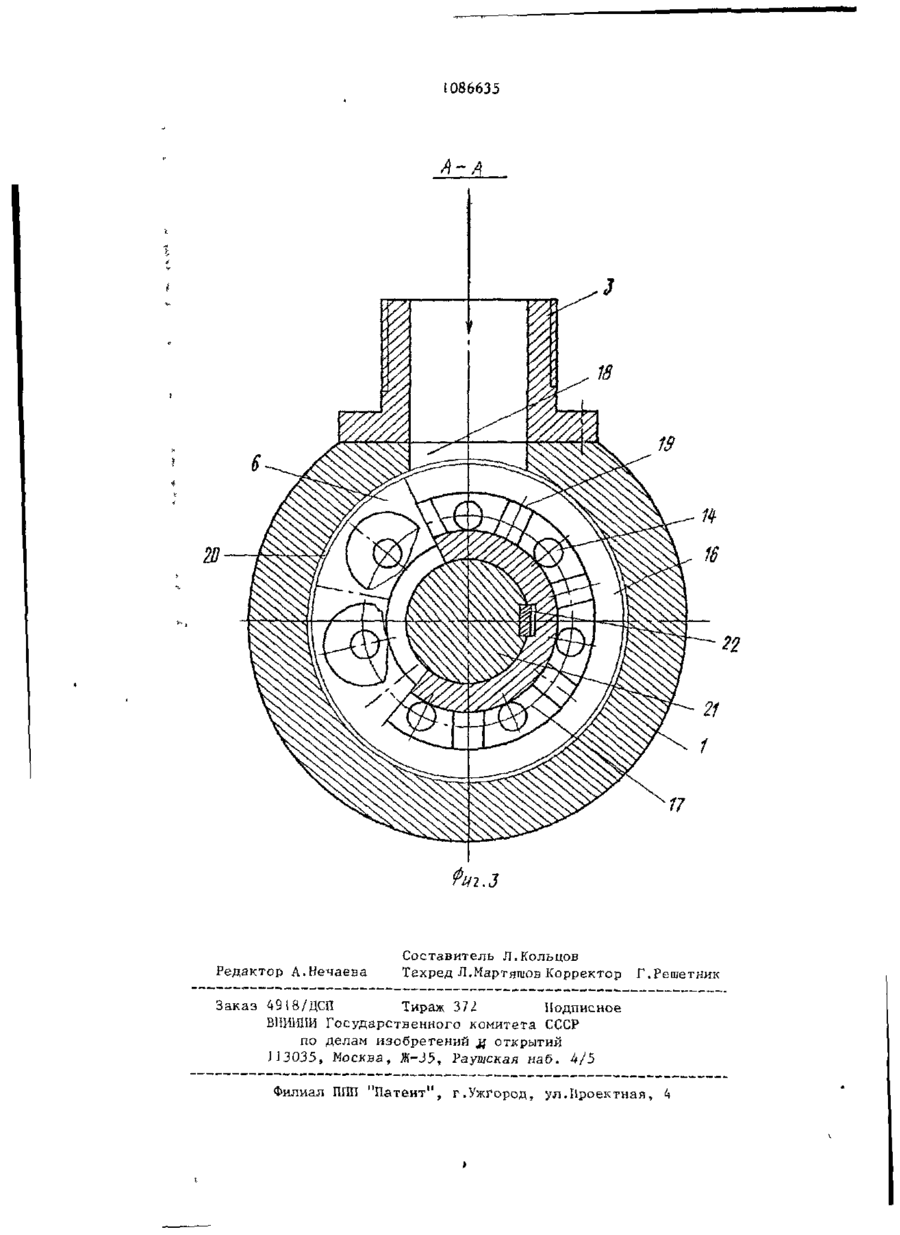
ДЛЯ СЛУЖРБНОГО ПОЛЬЗОВАНИЯ ЭКЗ ! J — ** W* союз СОВЕТСКИХ СОЦИАЛИСТИЧЕСНИХ РЕСПУБЛИК 3(5D В 29 F 3 / 0 1 ; Б 29 F 3/02 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ {І і) 3536233/23-05 (22) 10.01.83 {12) А.И.Иванченко и Ю.А.Жданов (53) 678.057.3 (088.8) 156) 1. Патент США № 4155655, кл. Б 29 В 1/06 опублик. 1979. 2, Патент СССР № 578847, кл. В 29 F 3/02, 1974 (прототип). (54)(57) 1.ЭКСТРУДЕР ДЛЯ МОДИФИКА-ЦИИ ПЛАСТМАСС, содержащий корпус с загрузочным штуцером для маточной пластмассы и патрубком для модифицирующих добавок и расположенный в корпусе червяк с кольцевым выступом, образующим участок обратного подпора, сопряженный с каналами для прохода маточной пластмассы, о - Р л и ч а ю щ и й с я тем, что с целью повышения качества товарного продукта и увеличения производительности за счет обеспечения равномерности распределения добавок в маточной пластмассе, каналы для прохода маточной пластмассы выполнены в кольцевом выступе червяка, а по его наружной поверхности противоположно патрубку для модифицирующих добавок выполнены кольцевая проточка, образующая с внутренней рабочей поверхностью корпуса коллекторный канал, и кольцевой паз, сообщающий каналы для прохода маточной пластмассы через коллекторный канал с зоной подачи модифицирующих добавок. 2. Экструдер по п.1,о т л и ч а ю щ и й с я тем, что на кольцевом выступе червяка по его наружной поверхности выполнены радиальные глухие отверстия, пересекающее кольцевой паз и расположенные между каналами для прохода маточной пластмассы. S 1086635 Изобретение относится к области" пластмассы. До этого момента внедпереработки пластмасс, а именно рение потока модифицирующих добавок к экструдерам для стабилизации, в поток маточной пластмассы отсутокрашивания, наполнения, смешения ствует, что понижает при прочих и гомогенизации полимерных материа5 равных условиях {технологические лов. режимы экструзии, геометрия червяка на участке течения совмещенного Известен экструдер для модификапотока маточной пластмассы и модиции пластмасс, сожержащий корпус фицирующих добавок) равномерность с загрузочным отверстием для маточной пластмассы и расположенный 10 распределения добавок в объеме перерабатываемой пластмассы, понижает в корпусе червяк с каналом, имеющим качество товарного продукта и по участок уменьшенного давления [і]. этой причине ограничивает возможБ этом экструдере введение модиность увеличения скоростей экструзии. фицирующих добавок (стабилизаторов, пигментов красителей, антистатиков, 15 2. Потоки модифицирующих добавок наполнителей и других присаживаемых и маточной пластмассы поступают добавок) осуществляют на участке на участок червяка, соответствующий канала червяка с уменьшенным давленачалу их смешения, отдельными слоянием. Пониженная смесительная и дисми, причем слой модифицирующих пергирующая способность червяка 20 добавок примыкает к телу червяка, этого зкструдера и отсутствие какиха слой маточной пластмассы (после либо специальных устройств, интен- выхода ее из каналов для прохода сифицирующих распределение добавок маточной пластмассы) к корпусу _ . в объеме маточной пластмассы, не экструдера, то есть в начальный обеспечивают достаточной равномер25 момент зти слои полностью обособности их распределения и ухудшают лены друг от друга, что также ухудкачество товарного продукта. шает равномерность распределения Наиболее близким по технической добавок в конечном продукте и ограсущности и достигаемому результату ничивает скорости экструзии в смыск изобретению является экструдер зо ле получения продукта высокого для модификации пластмасс, содержакачества. щий корпус с загрузочным штуцером 3. Выполнение каналов для продля маточной пластмассы и патрубком хода маточной пластмассы во втулке, для модифицирующих добавок и распозакрепленной в корпусе экструдера ложенный в корпусе червяк с кольцеи охватывающей червяк, связано с вым выступом, образующим участок существенными эксплуатационными обратного подпора, сопряженный недостатками. При засорении части с каналами для прохода маточной каналов или их закоксовании при пластмассы £2 J, ' деструкции перерабатываемого мате40 риала чистка каналов требует трудоВ данном экструдере указанные емких работ по демонтажу червяка, каналы выполнены в закрепленной в демонтажу рабочей части корпуса корпусе экструдера втулке, охватыэкструдера с рассоединением коммунивающей червяк на участке его обраткаций энерго - и теплоснабжения ного подпора, и соединены своими входными сечениями с каналом червя- 45 корпусаэкструдера, демонтажу втулки, чистки ее каналов и выполка на участке обратного подпора, нение перечисленных работ в обрата выходными сечениями - с зоной ной последовательности при сборке выхода из полости втулки модифициэкструдера. Кроме того, при попарующих добавок, которые без давления 50 дании в канал червяка экструдера, вводят через радиальное отверстие, что является реальной на практике выполненное во втулке. Перечисленные ситуацией,посторонних, например особенности конструктивного исполнеметаллических, предметов и прохожния известного экструдера обуславдении их по каналу червяка до входливают ряд его недостатков: ных участков каналов для прохода 1. Распределение модифицирующих маточной пластмассы с остановкой добавок в объеме маточной пластмассы перед каналами или в момент их имеет место только после прохождения попадания в каналы неподвижной ею каналов для прохода маточной 4 З 1 086635 втулки возможны поломка витков диспергирование уже предварительно червяки» самого червяка, поломка перемешанных в макрообъемах диспернеподвижной втулки по сечению, ослаб гирующих добавок с маточной пластленному каналами или заклинивание массой, а не смещение их отдельных червяка в корпусе экструдера. и взаимно не внедренных друг в і 5 Перечисленное приводит к уменьшедруга по высоте канала червяка нию надежности и ухудшению эксплуаслоев, как в известном экструдере, тационных характеристик экструдера. что повышает равномерность диспергирования вводимых диспергирующих Целью изобретения является повышение качества товарного про10 добавок на выходе червяка, гомогендукта и увеличение производительность смеси и качестізо конечного ности за счет равномерного распретоварного продукта и обеспечивает деления добавок в маточной пластмасреализацию возможности увеличения се. скоростей экструзии при сохранении Указанная цель достигается тем, 15 высокого качества товарного продукта. что в экструдере для модификации Наличие глухих радиальных отверстий пластмасс, содержащем корпус с загруулучшает условия равномерной запитки зочным штуцером для маточной пластканалов для прохода маточной пластмассы и патрубком для модифицирумассы вводимыми модифицирующими ющих добавок и расположенный в 2о добавками, уменьшая сопротивление корпусе червяк с кольцевым выступом, системы каналов, образованных коллекобразующим участок обратного подторными каналом и кольцевым пазом, пора, сопряженный с каналами для и улучшая условия перетекания добапрохода маточной пластмассы, каналы вок по периметру каналов кольцевого для прохода маточной пластмассы вы- 25 выступа червяка, что также способполнены в кольцевом выступе червяка, ствует достижению поставленной цели. а по его наружной поверхности протиОдновременно повышается надежвоположно патрубку модифицирующих ность экструдера и его эксплуатадобавок выполнены кольцевая проточционные характеристики. В случае зака, образующая с внутренней рабочей 30 сорения каналов для прохода маточной поверхностью корпуса коллекторный пластмассы посторонними предметами канал, и кольцевой паз, сообщающий или продуктами разложения перерабаканалы для прохода маточной пласттываемых материалов для их очистки массы через коллекторный канал с достоточно извлечения червяка без зоной подачи модифицирующих добавок. демонтажа корпуса, втулки и расДостижению поставленной цели спо- 35 соединения коммуникаций энергои теплоснабжения корпуса, что собстует также то, что на кольцевом существенно уменьшает трудоемкость выступе червяка по его наружной работ по обслуживанию экструдера поверхности выполнены радиальные глухие отверстия, пересекающие коль- 4 0 и улучшает условия труда. При попацевой паз и расположенные между дании посторонних предметов в каналами для прохода маточной пластканал червяка и остановке их перед массы. каналами для прохода маточной пластмассы или в момент прохождения Перечисленные элементы обеспечид- они вращаются вместе с червяком и вают предварительное распределение кольцевым выступом, а не останавмодифицирующих по периметру червяка ливаются при вращающемся червяке при их течении по коллекторному канеподвижными стенками каналов втулналу и кольцевому пазу и подачу ки, как в известном экструдере, что добавок непосредственно в зону течеустраняет поломку витков червяка, 50 ния маточной пластмассы в каналах самого червяка, его заклинивание для подачи маточной пластмассы, то или разрушение кольцевого выступа есть обеспечивают предварительное червяка, то есть обеспечивает повыдо поступления в канал основного шение надежности экструдера. червяка распределение добавок в 55 На фиг,I представлен схематичесобъеме маточной пластмассы как по кий разрез по продольной оси червяка периметру канала, так и по высоте * канала червяка. То есть функциональ- * предлагаемого экструдера для модификации пластмасс; на фиг.2 ~ продольно основной червяк должен обеспечить 1086635 вый разрез по месту расположения ление. Возможно изготовление червякольцевого выступа червяка и патрубка 4 из двух деталей с разъемом ка для модифицирующих добавок;.на по месту выполнения кольцевого высфигчЗ - разрез А-А на фиг.2. тупа 6, что также обеспечивает рас5 Экструдер для модификации пластточку в нем каналов 14 для прохода масс (фиг.і) содержит корпус 1 с маточной пластмассы. загрузочным штуцером 2 для маточной При работе экструдера для модипластмассы н патрубком 3 для модифификации пластмасс (см. фиг.1 и 2) цирующих добавок, расположенный в Ї0 вращаемый от привода 10 червяк корпусе червяка 4 со смесительными 4 своей зоной загрузки 7 захватыэлементами 5 и кольцевым выступом вает маточную пластмассу, например 6, имеющий зону аагрузки 7, зоны расплав ударопрочного полистирола, смешения 8 (на фиг. 1 условно изобпоступающую из загрузочного штуцера ражена одна зона смешения)и зону 2, и создает перед кольцевым выстувыдавливания 9, выполняющую также пом 6 избыточное давление, зі вива-? функции смешения. Кольцевой выступ лентное обратному подпору, созда6 червяка 4 создает участок обратваемому этим выступом 6. Под дейстного подпора по отношению к его зоне вием избыточного давления маточная загрузки 7. Червяк 4 соединен с при20 пластмасса продавливается через водом 10, установленным совместно каналы 14 в кольцевом выступе 6, с корпусом 1 на станине 11. Корпус Одновременно через патрубок 3 в зону 1 экструдера обогревается нагрева18 также под избыточным давлением, телями 12 и имеет элементы охлажсоздаваемым дополнительными устройдения 13. В кольцевом выступе 6 вы25 ствами (на чертежах не изображены), полнены каналы И4 для прохода маточподаются модифицирующие добавки, ной пластмассы (см.фиг. 2 и 3 ) , а например расплав концентрата красипо наружной поверхности кольцевого телей и стабилизаторов, приготовленвыступа 6 противоположно патрубку ный другим экструдером, или жидкие 3 для модифицирующих добавок выпол- 30 стабилизаторы, подаваемые насосом. нены кольцевая проточка 15, образуюПод действием избыточного давления щая с внутренней рабочей поверхв зоне 18 и за счет вращения червяка ностью корпуса I экструдера кол4 происходит течение модифицируїьдх лекторный канал 16, и кольцевой добавок по коллекторному каналу паз 17, сообщающий каналы І 4 для 35 16 и их распределение по периметру прохода маточной пластмассы через червяка 4 на участке расположения коллекторный канал 16 с зоной 18 кольцевого выступа 6 с одновременподачи модифицирующих добавок. ной запиткой добавками кольцевого Одновременно каналы І 4 сообщают паза 17. Из кольцевого паза І7 участок обратного подпора червяка 40 модифицирующие добавки поступают 4 с зоной смешения 8. В кольцевом в каналы 14, где внедряются в основвыступе 6 червяка 4 также могут ной, разделенный каналами 14 на быть выполнены по его наружной отдельные струи, поток маточной поверхности радиальные глухие отверпластмассы, причем после совместстия-сверления 19, пересекающие 45 ного прохождения модифицирующих кольцевой паз 17 и расположенные добавок и маточной пластмассы через в перемычках между каналами 14 каналы 14, модифицирующие добавки для прохода маточной пластмассыоказываются предварительно распреКольцевой выступ 6 образует с корделенными в объемах во всей массе пусом 1 экструдера гарантированный 50 перерабатьшаемого материала как по зазор 20. высоте, так и по периметру участка канала червяка 4, примыкающего к Предпочтительное конструктивное выходным сечениям каналов 14. Расисполнение червяка 4 -секционированпределению модифицирующих добавок ное, с установкой отдельных секций по высоте и периметру канала спо55 на общей штанге 21 (фиг.2 и 3) при собствует наличие глухих отверстий помощи шпонок 22. При этом кольцевой 19, которые уменьшают сопротивление выступ 6 выполнен в виде отдельной системы каналов 14, выполненных детали, что облегчает его изготов 1086635 в кольцевом выступе 16 для прохождения модифицирующих добавок, создавая условия для их внедрения в слои потока, близлежащие к телу червяка 4, при одновременной запитке потоком модифицирующих добавок периферийных участков канала червяка 4. Высоту гарантированного зазора 20 выбирают, исходя из условий отсутствия механо - и термодеструкции как маточной пластмассы, так и модифицирующих добавок в этом зазоре и одновременно минимально возможного расхода перерабытьшаемых компонентов через этот зазор, что обеспечивает достижение максимального эффекта предварительного распределения добавок в маточной пластмассе в каналах 14 кольцевого выступа 6. Окончательное смешение перерабатываемого материала с равномерным диспергированием модифицирующих добавок и гомогенизации смеси осуществляется зонами смешения 8 и зоной выдавливания 9, на выходе которых установлены смесительные элементы 5. Одновременно зона выдавливания 9 обеспечивает создание избыточного давления, необходимого для преодоления сопротивления экструзионной головки (на чертежах не показана). Б случае попадания посторонних предметов в поток маточной пластмассы или поток модифицирующих добавок и останове этих предметов перед каналами 14 для прохода маточной пластмассы, или в коллекторном канале I6 перед кольцевым пазом 17, они вращаются вместе с червяком 4 и не приводят к выходу его из строя или заклинивание в корпусе 1 экструдера, возможность которых присуща прототипу, что повышает надежность экструдера. Для извлечения этих предметов или очистки засоренных каналов 14 и кольцевого паза 17 достаточно извлечения и чистки червяка 4, а не трудоемкой разборки, как в противопоставленном объекте. Указанная чистка требует минимальных работ, выполняемых во время очередного технического обслуживания экструдера, что повышает его эксплуатационные характеристики. с )0 15 20 25 30 35 40 45 50 8 Предварительное распределение добавок в массе перерабатываемой маточной пластмассы до поступления их в зоны смешения червяка 4 обеспечивает повышение равномерности рас-і пределения добавок на выходе червяка 4 и в конечном продукте и повышает качество самого продукта. Одновременно реализуется возможность за счет использования эффекта предварительного смешения при прочих равных условиях повысить скорость экструзии и производительность процесса. Перечисленное в целом связано с получением технико-экономического эффекта. В известной конструкции экструдера эффект предварительного смешения отсутствует, а слияние потоков маточной пластмассы и модифицирующих добавок имеет место непосредственно в смесительных зонах канала червяка 4, что является основным недостатком известного экструдера и причиной его1недостаточной эффективности. Предлагаемый экструдер для модификации пласмасс предназначен для замены находящихся в настоящее время в промышленной эксплуатации смесительных червячных прессов,являющихся базовыми объектами и предназначенных для стабилизации, окрашивания и гранулирования расплава ударопрочного полистирола и комплектующих линии гранулирования массовой производительности по гранулированному ударопрочному полистиролу 1700 кг/ч. В указанных базовых червячных экструдерах ввод модифицирующих добавок - расплава конц нтрата красителя и стабилизаторов ударопрочного полистирола - осуществляется под действием давления, развиваемого боковым дополнительным экструдером, используемым для приготовления расплава концентрата. Ввод добавок осуществляют через патрубок и отверстие в корпусе экструдера в периферийные слон потока маточной пластмассы, то есть в зону минимальных скоростей течения, и без предварительного распределения по высоте и периметру канала червяка. Это 55 ограничивает возможности известных * линий по повышению качества грану* лированного полистирола и увеличению производительности. 1086635 Технико-экономический анализ показал, что использованче аредлагаемого экструдера для модификации пластмасс позволит без изменения типоразмера базового экструдера увеличить его производительность Фиг Л 0 в составе новой линии гранулирования с 1700 до 3000 кг/ч при повышенном качестве продукта с получес нием за счет перечисленных факторов значительного экономического эффекта. 1086635 A-A Редактор А.Нечаева Составитель Л.Кольцов Техред Л.Мартяшов Корректор Г.Решетник Заказ 4918/ДСП Тираж 372 Подписное ВНИМІІИ Государственного комитета СССР по делам изобретений # открытий П3035, Москва, Ж-35, Раушская наб. 4/5 Филиал ППП "Патент", г.Ужгород, ул.Проектная,
ДивитисяДодаткова інформація
Назва патенту англійськоюExtruder for plastics modification
Автори англійськоюIvanchenko Anatolii Ivanovych, Zhdanov Yurii Oleksandrovych
Назва патенту російськоюЭкструдер для модификации пластмасс
Автори російськоюИванченко Анатолий Иванович, Жданов Юрий Александрович
МПК / Мітки
МПК: B29C 47/00
Мітки: модифікації, екструдер, пластмас
Код посилання
<a href="https://ua.patents.su/8-8164-ekstruder-dlya-modifikaci-plastmas.html" target="_blank" rel="follow" title="База патентів України">Екструдер для модифікації пластмас</a>
Екструдер для переробки пластмас
Номер патенту: 5315
Опубліковано: 28.12.1994
Автори: Жданов Юрій Олександрович, Гладченко Олександр Миколайович, Петренко Сергій Дмитрович, Зверлін Валерій Григорович
МПК: B29C 47/38
Мітки: пластмас, переробки, екструдер
Формула / Реферат:
1. Экструдер для переработки пластмасо, содержащий корпус с входным и выходным отверстиями, смонтированный в нем соосно с образованием рабочей зоны червяк с полостью, зонами загрузки, сжатия, пластикации, выполненным в его стенке питающим отверстием, сообщающим его полость с рабочей зоной и устройство для подачи смазующих добавок в полость червяка, отличающийся тем, что, с целью повышения производительности экструдера и улучшения качества...
Двочерв’ячний екструдер для переробки пластмас
Номер патенту: 5069
Опубліковано: 28.12.1994
Автори: Дьомін Павло Петрович, Жданов Юрій Олександрович, Іванченко Анатолій Іванович
МПК: B29C 47/38
Мітки: двочерв'ячний, екструдер, пластмас, переробки
Формула / Реферат:
Двухчервячный экструдер для переработки пластмасо, содержащий размещенные в нем червяки с винтовой нарезкой и чередующимися с ней входными и выходными месильными блоками, образованными попарно сопряженными смесительными элементами с выступами и впадинами по наружной поверхности и расположенными вдоль червяков с угловым смещением относительно соседних смесительных элементов для обеспечения подпора, а по крайней мере первая в направлении...
Роторний екструдер
Номер патенту: 5072
Опубліковано: 28.12.1994
Автори: Лопатін Григорій Іванович, Оситинський Борис Леонідович
МПК: B29C 47/36
Формула / Реферат:
Роторный экструдер, содержащий корпус с впускным каналом в зоне загрузки и выпускным каналом, цилиндрический ротор, расположенный в корпусе с возможностью вращения и образования с рабочей поверхностью корпуса, плавно уменьшающегося в направлении выпускного канала рабочего зазора, отличающийся тем, что, с целью повышения производительности экструдера и качества расплава за счет обеспечения удлинения пути переработки материала и подбора...
Черв’ячний екструдер
Номер патенту: 5073
Опубліковано: 28.12.1994
Автори: Некрасов Ігор Володимирович, Оситинський Борис Леонідович
МПК: B29C 47/58, B29C 47/38
Мітки: черв'ячний, екструдер
Формула / Реферат:
Червячный экструдер, содержащий материальный цилиндр, установленные в нем гильзу и червяк, причем в загрузочной зоне по внутренней поверхности гильзы выполнены пазы с уменьшающейся к концу загрузочной зоны глубиной, отличающийся тем, что, с целью снижения энергоемкости процесса переработки и предотвращения износа внутренней рабочей поверхности червячного екструдера, гильза в загрузочной зоне выполнена в виде по меньшей мере двух сменных...
Екструдер
Номер патенту: 7469
Опубліковано: 29.09.1995
Автори: Бармашин Євгеній Петрович, Войтушенко Петро Олександрович, Гончаренко Василь Максимович, Коношевич Тамара Іванівна, Кузнєцов Микола Андрійович
МПК: B29C 47/60, B29C 47/38
Мітки: екструдер
Формула / Реферат:
Экструдер, содержащий корпус, неподвижно установленный в нем сердечник, систему термостатирования и связанный с приводом вращения ленточный шнек, выполненный в виде наружной и внутренней концентрично расположенных винтовых пружин с противоположным направлением витков, отличающийся тем, что, с целью повышения производительности экструдера за счет обеспечения постоянного контакта витков ленточного шнека с рабочими поверхностями корпуса и...