Екструдер для переробки пластмас
Номер патенту: 5315
Опубліковано: 28.12.1994
Автори: Петренко Сергій Дмитрович, Жданов Юрій Олександрович, Зверлін Валерій Григорович, Гладченко Олександр Миколайович
Формула / Реферат
1. Экструдер для переработки пластмасо, содержащий корпус с входным и выходным отверстиями, смонтированный в нем соосно с образованием рабочей зоны червяк с полостью, зонами загрузки, сжатия, пластикации, выполненным в его стенке питающим отверстием, сообщающим его полость с рабочей зоной и устройство для подачи смазующих добавок в полость червяка, отличающийся тем, что, с целью повышения производительности экструдера и улучшения качества получаемых изделий, питающее отверстие выполнено в зоне загрузки, и в месте его выхода на поверхности червяка выполнено углубление, причем ось отверстия расположена наклонно к выходному отверстию корпуса.
2. Экструдер по п. 1, отличающийся тем, что он снабжен накладкой,смонтированной в углублении червяка с образованием щелевого канала в направлении выходного отверстия корпуса.
Текст
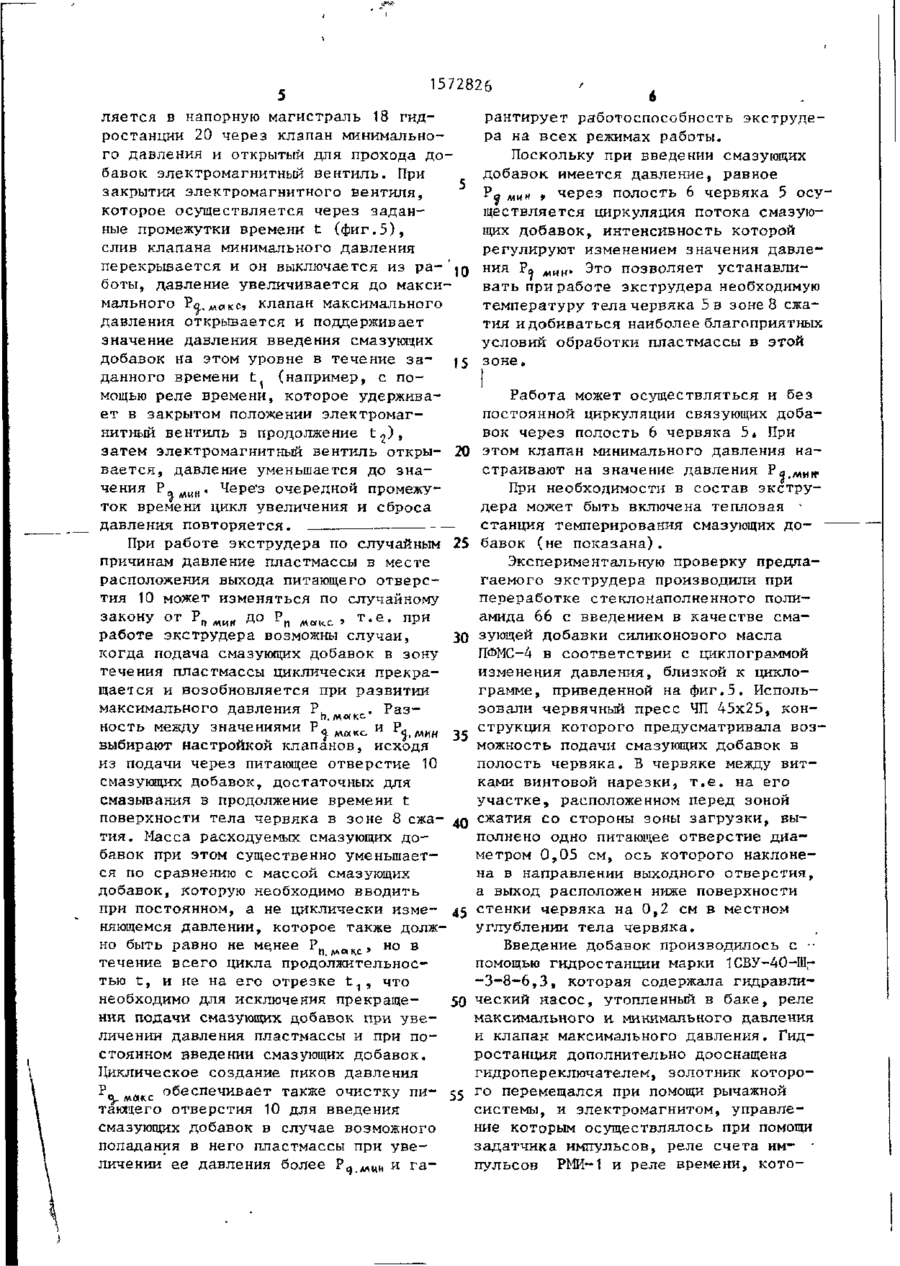
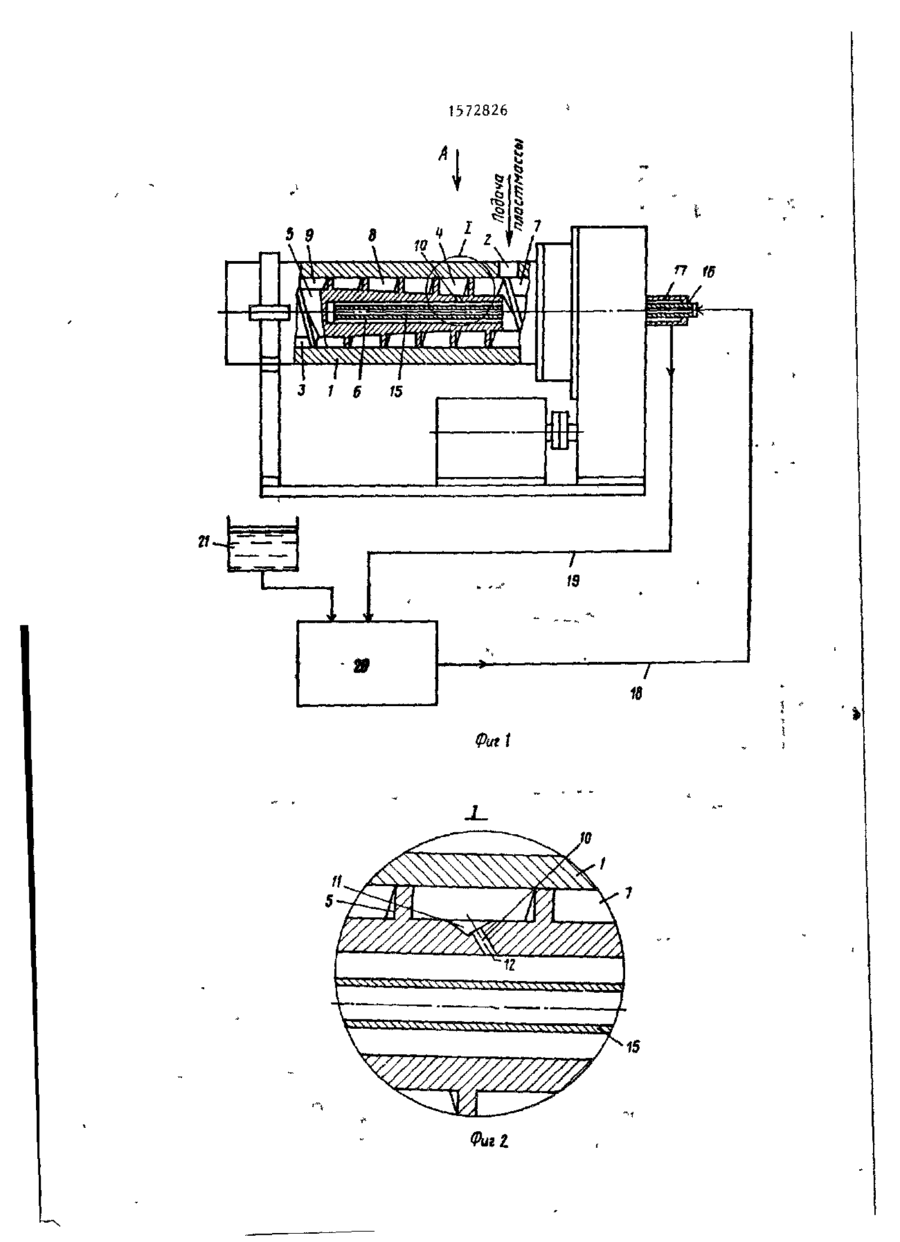
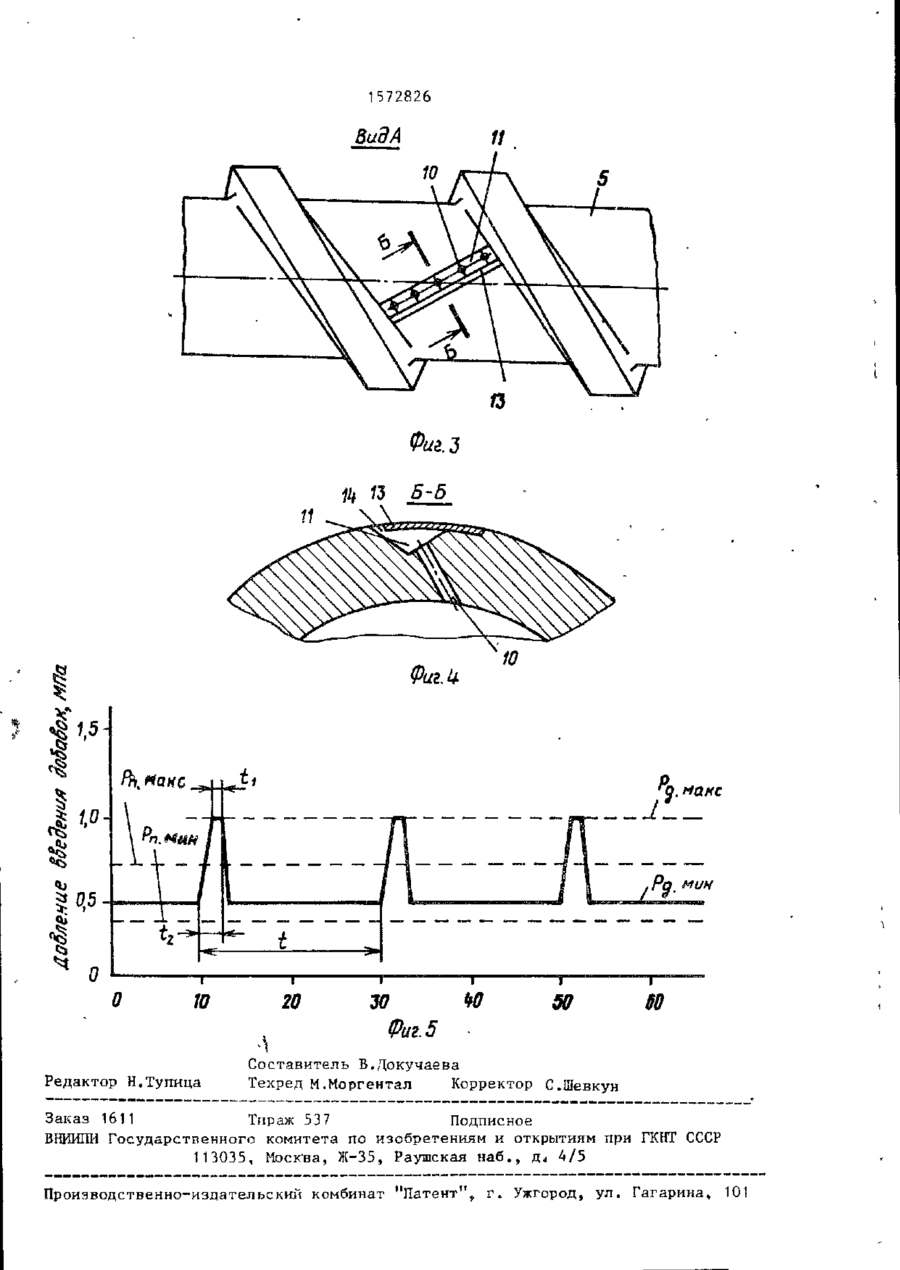
1.ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ПЛАСТМАСС, содержащий корпус с входным и выходным отверстиями, смонтированный в нем соосно с образованием рабочей зоны червяк с полостью, зона ми загрузки, сжатия, пластикации, выполненным в его стенке питающим отверстием, сообщающим его полость с рабочей зоной, и устройство для подачи смазующих добавок в полость червяка, о т л и ч а ю щ и й с я тем, что, с целью повышения производительности экструдера и улучшения качества получаемых изделий, питающее отверстие выполнено в зоне загрузки, и в месте его выхода на поверхности червяка выполнено углубление, причем ось отверстия расположена наклонно к выходному отверстию корпуса. 2. Экструдер по п. 1, о т л и ч а ю щ и й с я тем, что он снабжен накладкой, смонтированной в углублении червяка с образованием щелевого канала в направлении выходного отверстия корпуса. Изобретение относится к химическому машиностроению, в частности к экструдерам для переработки пластмасс. Цель изобретения - повышение производительности экструдера и улучшение качества получаемых изделий. На фиг. 1 изображен экструдер для переработки пластмасс, вид сбоку; на фиг. 2 - узел I на фиг. 1; на фиг.З вид А на фиг.1; на фиг.4 - разрез . Б-Б на фиг.З; на фиг.5 - циклограмма изменения давления введения смазующих добавок. Экструдер содержит корпус 1 с входным 2 и выходным 3 отверстиями. В корпусе 1, соосно ему, смонтирован*с образованием рабочей зоны 4 червяк 5 с полостью 6, зонами загрузки 7, ежа тия 8, пластикации 9. В стенке червяка 5 выполнено питающее отверстие 10, сообщающее полость 6 червяка 5 с рабочей зоной 4. Экструдер содержит также устройство для подачи смазующих добавок в полость 6 червяка 5= Питающее отверстие 10 выполнено в зоне 7 загрузки. В месте выхода питающего отверстия 10 на поверхность червяка 5 выполнено углубление 11. Ось 12 питающего отверстия 10 расположена наклонно к выходному отверстию 3 корпуса 1. Экструдер снабжен накладкой 13, смонтированной в углублении 11 червяка 5 с образованием щелевого ка- ' нала 14 в направлении выходного отверстия 3 корпуса 1. В полости 6 размещена трубка \5 для подачи смазую 1572826 щее отверстие 10 (а таких отверстий тих добавок, на входной части 16 коможет быть несколько, расположены они торой закреплена смонтированная на могут быть по-разному, в том числе червяке 5 трубка 17 для отвода смазуюи поперек качала червяка), ось 12 кощих добавок. Трубка 15 сообщена с ( напорной магистралью 18, а трубка 17 -' торого расположена наклонно к выходному отверстию 3 корпуса 1, т.е. наклонсо сливной магистралью 19 гидростанно от зоны 7 загрузки к зоне 8 сжатия, ции 20 для подачи смазующих добавок и выход которого расположен в углубв полость 6 червяка 5. Гидростанция лении 11, выполненном на поверхности 20 снабжена бачком 21, j червяка 5, облегчает введение смазуюЭкструдер работает следующим общих добавок и уменьшает напор пластразом. массы на выход отверстия 10. Перерабатываемую пластмассу подают через входное отверстие в зону 7 Этот эффект усиливается за счет загрузки червяка 5, откуда пластмасса^ установки накладки 13, смонтировантранспортируется в зону 8 сжатия, где ной в углублении 11 червяка 5, защипроисходит ее сжатие. Затем в зоне 9 щающей выход питающего отверстия 10 пластикации производят ее пластикацию. со стороны поступления пластмассы. НаОдновременно с помощью гидростанции кладка 13 смонтирована с образованием 20 через напорную магистраль 18 и 20 щелевого канала 14 в направлении вытрубку 15 подают смазующие добавки в ходного отверстия 3 корпуса 1, т.е. полость 6 червяка 5, через питающее в сторону течения пластмассы, а это отверстие 10 в стенке тела червяка 5 обеспечивает более эффективное рассмазующие добавки вводят непосредстпределение смазующих добавок по ширивенно на поверхность пристенного, 25 не винтового канала червяка до зоны 8 прилегающего к поверхности стенки тесжатия, что также способствует повышела червяка 5 слоя пластмассы. Іобавки нию производительности экструдера. увлекаются перерабатываемой пластмасГидростанция 20 может комплектосой и при ее поступательном и циркуваться из известных устройств, обесляционном течении в винтовом канале эд печивающих создание минимального значервяка 5 распределяются по поверхносчения РЙ мин давления введения добавок о ти червяка. и циклическое увеличение этого давлеПоскольку смазующие добавки ввония до максимального значения Р„ ма«с дятся в зоне 7 загрузки, т.е. непос последующим уменьшением давления до средственио предшествующей зоне 8 ежа35 значения Р д W L ) H . Гидростанция 20 может, тия, их смешения с пластмассой в зоне например, содержать (не изображено) 8 сжатия не происходит, а сцепление гидравлический насос, клапан минимальтела червяка 5 с пластмассой в этой ного давления, настроенный на давлезоне уменьшается при минимальных коние P QW [ 1 H , управляемый электромагличествах вводимых смазующих добавок, 40 нитный вентиль, обеспечивающий переуменьшается и давление в зоне 8 сжакрытие магистрали, соединяющей слив тия, производительность этой зоны и клапана минимального давления с баком экструдера в целом повышается, логидростанции, и клапан максимального кальные тепловыделения в зоне 8 сжадавления, настроенный на давление тия уменьшаются, что способствует АС. ?& W«KC И установленный параллельно улучшению качества получаемых издеклапану минимального давления. Могут лий. Уменьшается износ червяка 5. быть применены и другие конструкции В зоне 9 пластикации червяка 5 гидростанций, обеспечивающих реализапластмасса перемешивается, пластицицию циклограмм изменения давления вверуется и в виде гомогенного материадения смазующих добавок (фиг.5). ла поступает к выходному отверстию 3 50 При работе гидростанции 20, выполкорпуса 1. Смазующие добавки распрененной, например, в соответствии с деляются в массе пластмассы, их масприведенным выше описанием, на входе совая доля оказывается минимальной, питающего отверстия 10 развивается что также способствует улучшению качедавление смазующих добавок, изменяюства получаемых изделий. Уменьшается 55 щееся в соответствии с циклограммой, стоимость изделий по причине уменьшеприведенной на фиг.5. При развитии насосом минимального давления Р^ мин ния расхода дорогостоящих смазующих введение смазующих добавок осуществдобавок. Введение добавок через питаю 572826 ляется в напорную магистраль 18 гидростанции 20 через клапан минимального давления и открытый для прохода добавок электромагнитный вентиль. При закрытии электромагнитного вентиля, которое осуществляется через заданные промежутки времени t (фиг.5), слив клапана минимального давления перекрывается и он выключается из pa-'jQ боты, давление увеличивается до максимального Ро,Макс, клапан максимального давления открывается и поддерживает значение давления введения смазующих добавок на этом уровне в течение за- j$ данного времени t (например, с по рантирует работоспособность экструдера на всех режимах работы. Поскольку при введении смазующих добавок имеется давление, равное Ре ми* » через полость 6 червяка 5 осуществляется циркуляция потока смазующих добавок, интенсивность которой регулируют изменением значения давления Ро МІІИ. Это позволяет устанавливать при работе экструдера необходимую температуру тела червяка 5 в зоне 8 сжатия и добиваться наиболее благоприятных условий обработки пластмассы в этой зоне. Работа может осуществляться и без мощью реле времени, которое удерживапостоянной циркуляции связующих добает в закрытом положении электромагвок через полость 6 червяка 5 * При нитный вентиль в продолжение t ^ ) , 20 этом клапан минимального давления назатем электромагнитный вентиль открыстраивают на значение давления Ра > М И ц. вается, давление уменьшается до знаПри необходимости в состав экстручения P U W W H . Через очередной промежудера может быть включена тепловая ' ток времени цикл увеличения и сброса станция темперирования смазующих до- давления повторяется. .— --25 бавок (не показана). При работе экструдера по случайным Экспериментальную проверку предлапричинам давление пластмассы в месте гаемого экструдера производили при расположения выхода питающего отверспереработке стеклонаполненного полития 10 может изменяться по случайному амида 66 с введением в качестве смадо Р закону от т.е. при 30 зующей добавки силиконового масла работе экструдера возможны случаи, Ш>МС-4 в соответствии с циклограммой когда подача смазующих добавок в зону изменения давления, близкой к циклотечения пластмассы циклически прекраграмме, приведенной на фиг.5. Испольщается и возобновляется при развитии зовали червячный пресс ЧП 45x25, конмаксимального давления Р . Разt струкция которого предусматривала возность между значениями Р й „„„^ и Р„ . „ , ,, 35 можность подачи смазующих добавок в выбирают настройкой клапанов, исходя полость червяка. В червяке между витиз подачи через питающее отверстие 10 ками винтовой нарезки, т.е. на его смазующих добавок, достаточных для участке, расположенном перед зоной смазывания в продолжение времени t сжатия со стороны зоны загрузки, выповерхности тела червяка в зоне 8 сжаполнено одно питающее отверстие диатия. Масса расходуемых смазующих дометром 0,05 см, ось которого наклонебавок при этом существенно уменьшаетна в направлении выходного отверстия, ся по сравнению с массой смазующих а выход расположен ниже поверхности добавок, которую необходимо вводить стенки червяка на 0,2 см в местном при постоянном, а не циклически измеуглублении тела червяка. няющемся давлении, которое также должно быть равно не менее Р„ „„„, но в Введение добавок производилось с • П. ІЇЛч К С ' помощью гидростанции марки 1СВУ-40-Штечение всего цикла продолжительнос-3-8-6,3, которая содержала гидравлитью t, и не на его отрезке t , что 50 ческий насос, утопленный в баке, реле необходимо для исключения прекращемаксимального и минимального давления ния подачи смазующих добавок при увеи клапан максимального давления. Гидличении давления пластмассы и при поростанция дополнительно дооснащена стоянном введении смазующих добавок. гидропереключателем, золотник котороЦиклическое создание пиков давления 55 го перемещался при помощи рычажной Р м а к с обеспечивает также очистку писистемы, и электромагнитом, управлетающего отверстия 10 для введения ние которым осуществлялось при помощи смазующих добавок в случае возможного задатчика импульсов, реле счета им- • попадания в него пластмассы при увепульсов РМИ-1 и реле времени, котоличении ее давления более Р^мин и га 1572826 рое устанавливало продолжительность увеличения давления подачи смазующих добавок. При проведении экспериментов по тепловым зонам червячного пресса, соответствующим зонам загрузки, ежатия и пластикации, установлены температуры 250, 270 и 290°С, частота вращения червяка установлена равной 80 об/мин. Эксперименты производились 1 0 в сравнении с базовым вариантом, в соответствии с которым на переработку в червячный пресс подавали стеклонаполненный полиамид с предварительно распределенным в нем силиконовым мае- «с лом в количестве 3% от общей массы композиции (указанное содержание смазующей добавки обусловлено тем, что при ее меньшем содержании в базовом варианте эффект повышения производи20 тельности, уменьшения удельных затрат энергии и износа червяка не достигался, а при большем содержании заметно ухудшалось качество продукта). Результаты экспериментов приведены 25 в таблице. Іараметрьі 8 Определение интенсивности изнашивания производилось в модельных экспериментах при испытаниях образцов из стали 40ХН2МА, соответствующей материалу червяка, в паре со етеклонаполненным полиамидом и в условиях, соответствующих по температуре, давлению и скоростям скольжения условиям работы зоны сжатия. Данные по базовому варианту получены при условии добавления в подвергнутый испытаниям полиамид силиконового масла. Как следует из данных таблицы,'использование предлагаемого экструдера способствует повышению производительности, уменьшению удельных затрат энергии на переработку, уменьшению износа червяка, уменьшению расхода смазующих добавок и их экономии, а уменьшение удельных затрат энергии снижает тепловые нагрузки на перерабатываемую пластмассу > что совместно . с уменьшением содержания смазующих * добавок в конечном изделии улучшает его качество. Показатели для экструдера БазовыйY. вариант | Производительность, -кг/ч Нагрузка привода, А Удельная потребляем а я мощность привокВт да 14,1 42 19,2 48,5 о 1 1 J 21,3 48 21,3 46 0,27 0,24 0,23 0,42 0,001 0,021 0,043 3 0,05 0,1 0,2 0,23 0,21 0,18 0,15 ' к?7ч Расход добавки, кг/ч Концентрация добавки, 7, Интенсивность изнашивания, мг/ч/кг І | ' 32 1572826 18 Фиг\ Фигі Фиг. 3 1k f3 5-5 11 ^ \\ 0 л Редактор H,Тупица Риг. 5 Составитель Б.Докучаева Техред М.Моргентал Корректор С.Шевкун Заказ 1611 Тираж 537 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., Да 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюExtruder for processing of plastics
Автори англійськоюHladchenko Oleksandr Mykolaiovych, Zhdanov Yurii Oleksandrovych, Zverlin Valerii Hryhorovych, Petrenko Serhii Dmytrovych
Назва патенту російськоюЭкструдер для переработки пластмасс
Автори російськоюГладченко Александр Николаевич, Жданов Юрий Александрович, Зверлин Валерий Григорьевич, Петренко Сергей Дмитриевич
МПК / Мітки
МПК: B29C 47/38
Мітки: переробки, пластмас, екструдер
Код посилання
<a href="https://ua.patents.su/6-5315-ekstruder-dlya-pererobki-plastmas.html" target="_blank" rel="follow" title="База патентів України">Екструдер для переробки пластмас</a>
Двочерв’ячний екструдер для переробки пластмас
Номер патенту: 5069
Опубліковано: 28.12.1994
Автори: Жданов Юрій Олександрович, Дьомін Павло Петрович, Іванченко Анатолій Іванович
МПК: B29C 47/38
Мітки: переробки, пластмас, екструдер, двочерв'ячний
Формула / Реферат:
Двухчервячный экструдер для переработки пластмасо, содержащий размещенные в нем червяки с винтовой нарезкой и чередующимися с ней входными и выходными месильными блоками, образованными попарно сопряженными смесительными элементами с выступами и впадинами по наружной поверхности и расположенными вдоль червяков с угловым смещением относительно соседних смесительных элементов для обеспечения подпора, а по крайней мере первая в направлении...
Черв’ячний екструдер
Номер патенту: 5073
Опубліковано: 28.12.1994
Автори: Некрасов Ігор Володимирович, Оситинський Борис Леонідович
МПК: B29C 47/38, B29C 47/58
Мітки: екструдер, черв'ячний
Формула / Реферат:
Червячный экструдер, содержащий материальный цилиндр, установленные в нем гильзу и червяк, причем в загрузочной зоне по внутренней поверхности гильзы выполнены пазы с уменьшающейся к концу загрузочной зоны глубиной, отличающийся тем, что, с целью снижения энергоемкости процесса переработки и предотвращения износа внутренней рабочей поверхности червячного екструдера, гильза в загрузочной зоне выполнена в виде по меньшей мере двух сменных...
Роторний екструдер
Номер патенту: 5072
Опубліковано: 28.12.1994
Автори: Оситинський Борис Леонідович, Лопатін Григорій Іванович
МПК: B29C 47/36
Формула / Реферат:
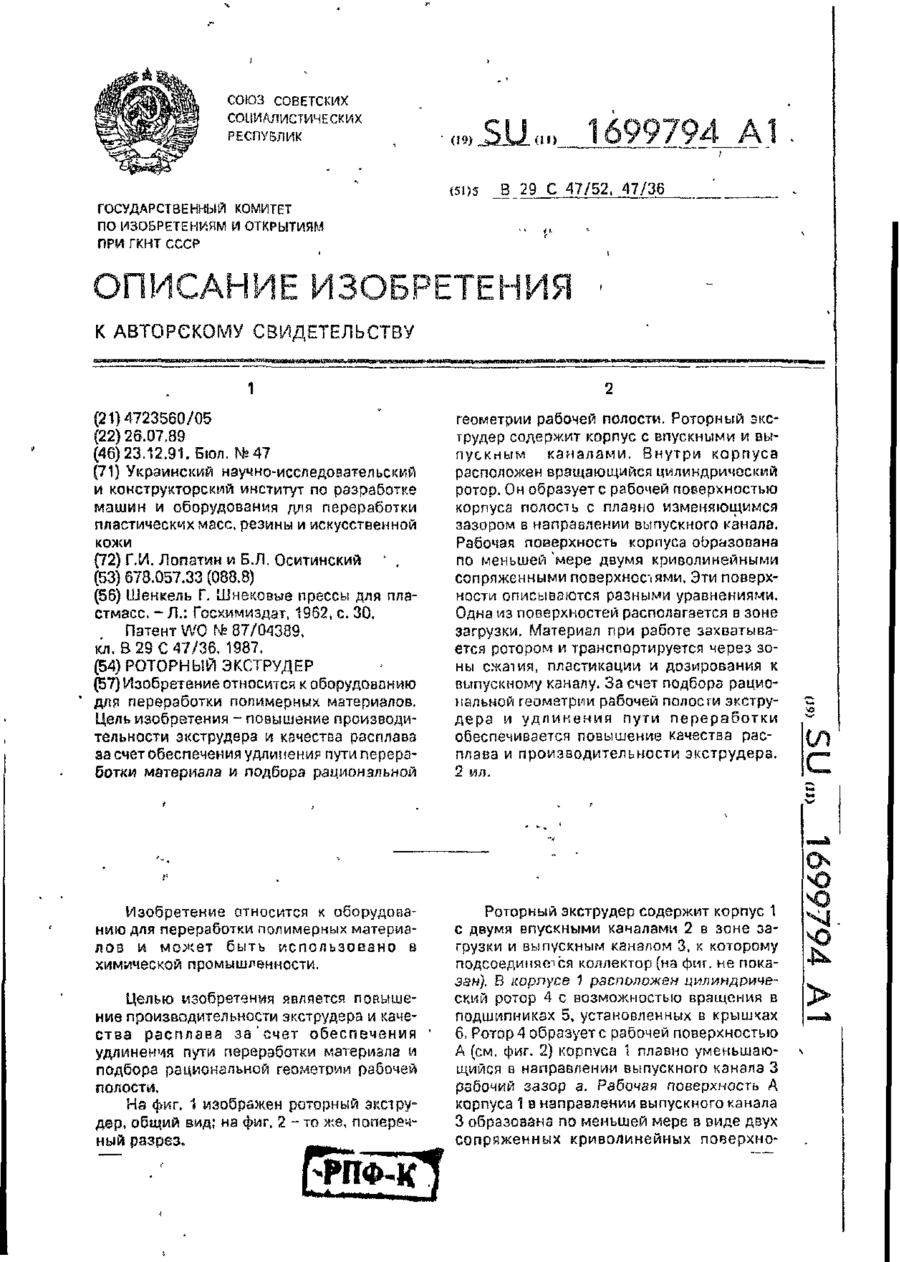
Роторный экструдер, содержащий корпус с впускным каналом в зоне загрузки и выпускным каналом, цилиндрический ротор, расположенный в корпусе с возможностью вращения и образования с рабочей поверхностью корпуса, плавно уменьшающегося в направлении выпускного канала рабочего зазора, отличающийся тем, что, с целью повышения производительности экструдера и качества расплава за счет обеспечения удлинения пути переработки материала и подбора...
Екструдер для приготування кормів
Номер патенту: 5071
Опубліковано: 28.12.1994
Автори: Лопатін Григорій Іванович, Одинець Вадим Сергійович, Бабенко Вячеслав Омельянович
МПК: A23N 17/00
Мітки: екструдер, приготування, кормів
Формула / Реферат:
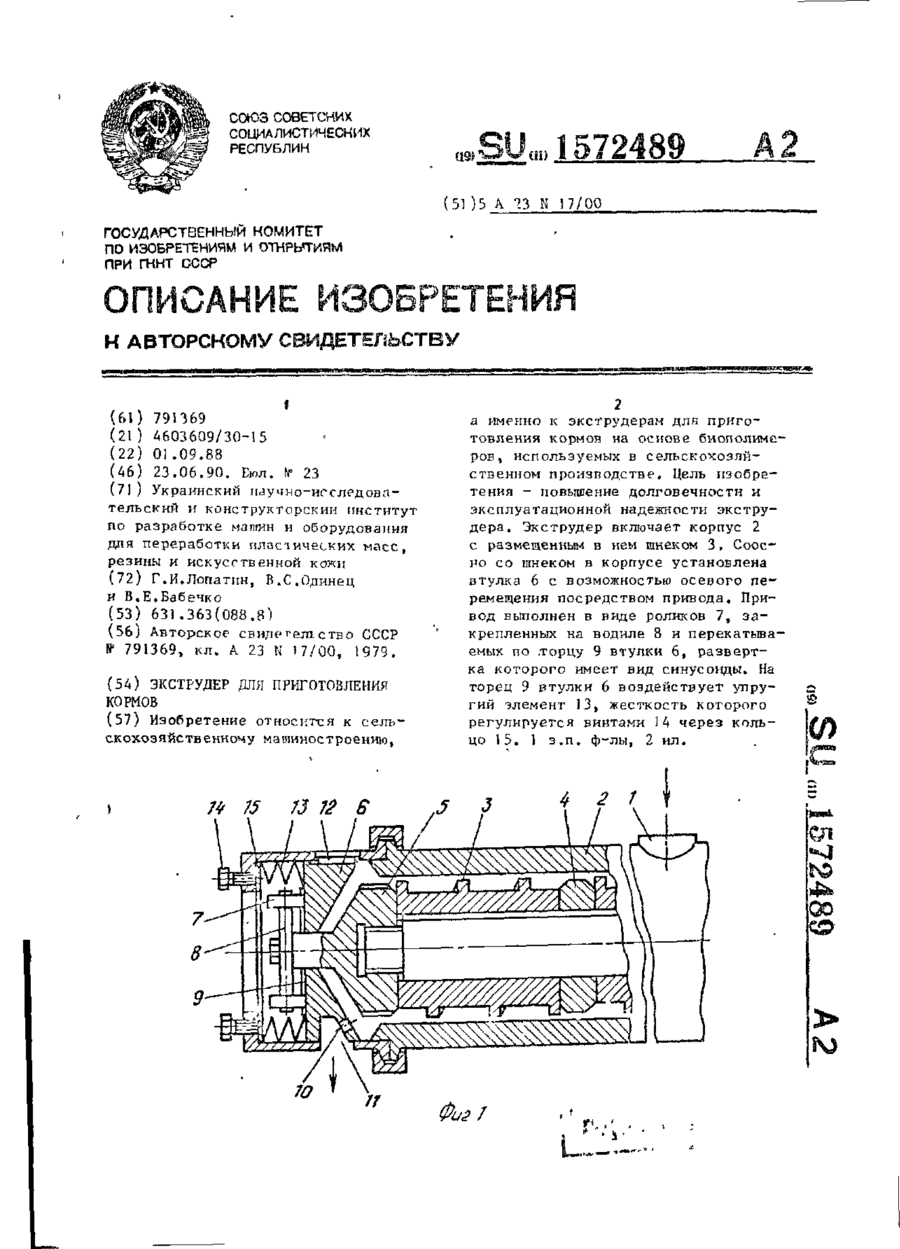
1. Экструдер для приготовления кормов по авт. св. № 791369, отличающийся тем, что, с целью повышения долговечности и эксплуатационной надежности, втулка со стороны внешнего торца поджата регулируемым упругим элементом.2. Экструдер по п. 1, отличающийся тем, что отношение наружного диаметра втулки к диаметру шнека составляет 1,2-1,4.
Пристрій для неперервного виготовлення труб з армованих пластмас
Номер патенту: 180
Опубліковано: 30.04.1993
Автори: Соловйов Валерій Борисович, Божко Борис Миколайович, Данільцев Володимир Григорович, Голованевський Аркадій Ізрайлевич, Шопен Олександр Борисович
МПК: B29K 105/08, B29L 23/20, B29C 53/00
Мітки: армованих, пристрій, труб, пластмас, виготовлення, неперервного
Формула / Реферат:
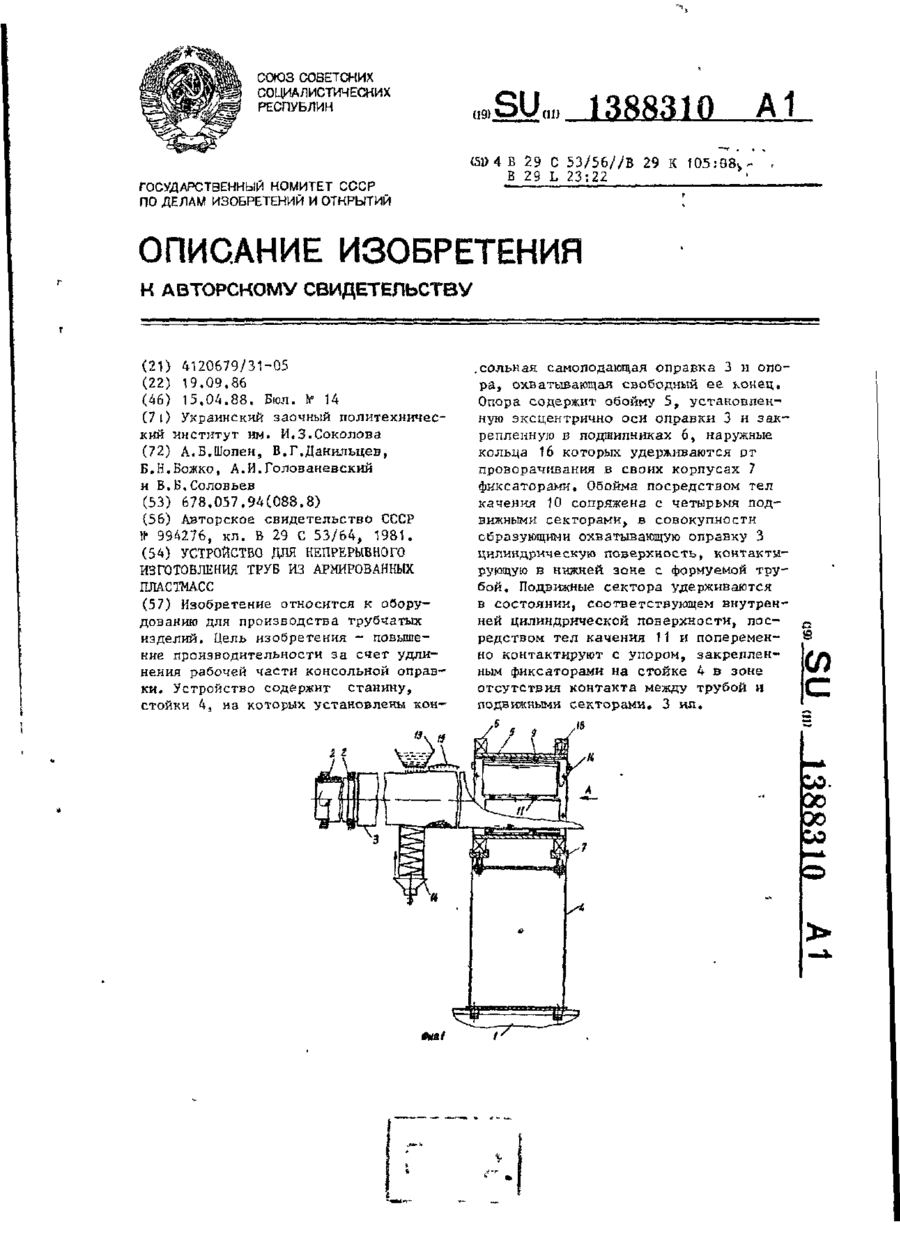
Формула изобретенияУстройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправку со средствами транспортирования изделия, укладчик армирующего материала, узел подачи связующего и полимеризационные камеры, отличающееся тем, что, с целью повышения производительности за счет удлинения рабочей части консольной оправки, оно снабжено установленной на конце оправки...
Попередній патент: Головка для розпилення металевого розплаву
Наступний патент: Пристрій для різки довгомірного матеріалу
Випадковий патент: Стенд для випробувань секцій радіатора