Спосіб і пристрій для охолодження сталевої смуги
Формула / Реферат
1. Охолоджувальний пристрій, призначений для виконання операції загартування в процесі безупинного відпалу плоского виробу у формі металевої смуги (2), причому зазначений пристрій:
- містить водозлив переповнення (4), у якому є ряд труб (1) цілком занурених в охолоджувальне середовище і розташованих одна над іншою більш-менш вертикально і симетрично уздовж кожної сторони смуги (2), кожна з яких призначена для викиду на смугу охолодного текучого середовища у вигляді фактично горизонтальних турбулентних струменів через проріз або ряд отворів;
- містить у нижній частині засоби герметизації (3), що дозволяють пропускати сталеву смугу;
який відрізняється тим, що дві будь-які послідовні труби (1), розташовані з однієї сторони смуги (2), розділені однаковими для всіх труб (1) зазором (В), вибраним при заданому значенні питомої витрати потоку охолоджуючого текучого середовища таким чином, щоб мінімізувати втрату потоку у відвідних каналах, розташованих відповідно зазначеному зазору (В).
2. Пристрій за п. 1, який відрізняється тим, що водозлив переповнення (4) має стінку, яка розташована за трубами (1), має ширину щонайменше таку ж, як труби і (1), а горизонтальна відстань від цієї стінки до задньої частини труб (1) вибрано такою, щоб втрата витрат, викликана наявністю водозливу переповнення (4), складала менше 5 % втрати витрат, викликаної зазорами (В) між двома послідовними трубами (1).
3. Пристрій за пп. 1 або 2, який відрізняється тим, що питома витрата потоку охолоджуючого текучого середовища лежить у межах від 250 до 1,000 м3 на годину і на м2 поверхні смуги.
4. Пристрій за будь-яким із пп. 1, 2 або 3, який відрізняється тим, що зниження тиску, спричинене наявністю зазорів (В), є меншим ніж 150 мм водяного стовпа або показника рівня води.
5. Пристрій за будь-яким із пп. 1-4, який відрізняється тим, що відстань (А) між кінцем кожної труби (1) і смугою (2) однакова для всіх труб і складає від 20 мм до 200 мм.
6. Пристрій за будь-яким із пп. 1-5, який відрізняється тим, що труби (1) мають у перерізі прямокутну форму.
7. Пристрій за будь-яким із пп. 1-6, який відрізняється тим, що засоби герметизації (3) містять шлюз з парами роликів, що забезпечує як прохід смуги (2), так і обмежуючий втрати витрат до мінімального значення витоку з водозливу переповнення (4) вниз, і засоби упорскування між зазначеними парами роликів текучого середовища з регульованим тиском і/або температурою.
8. Пристрій за будь-яким із пп. 1-7, який відрізняється тим, що будь-яка верхня труба (1) оснащена огородженням (5), висота якого щонайменше дорівнює сумі товщини плівки води (Н) у водозливі переповнення і висоти водяного стовпа (DН), що відповідає втраті витрат між трубами при максимальній витраті потоку.
9. Пристрій за будь-яким із пп. 1-8, який відрізняється тим, що плоский виріб у формі металевої смуги (2), який піддають безупинному відпалу для виконання операції загартування, є переважно сталевою смугою.
10. Спосіб загартування в процесі безупинного відпалу плоского виробу у формі металевої смуги, переважно сталевої смуги, який реалізують за допомогою пристрою, розкритого за будь-яким із попередніх пунктів, досягаючи питомої охолоджувальної здатності від 1,000 кВт/м2 до 10,000 кВт/м2 поверхні металевого виробу.
11. Спосіб за п. 10, який відрізняється тим, що температура смуги на вході в пристрій складає від 350 °С до 750 °С, а температура на виході - від 50 °С до 450 °С, переважно від 50 °С до 100 °С або від 350 °С до 450 °С.
Текст
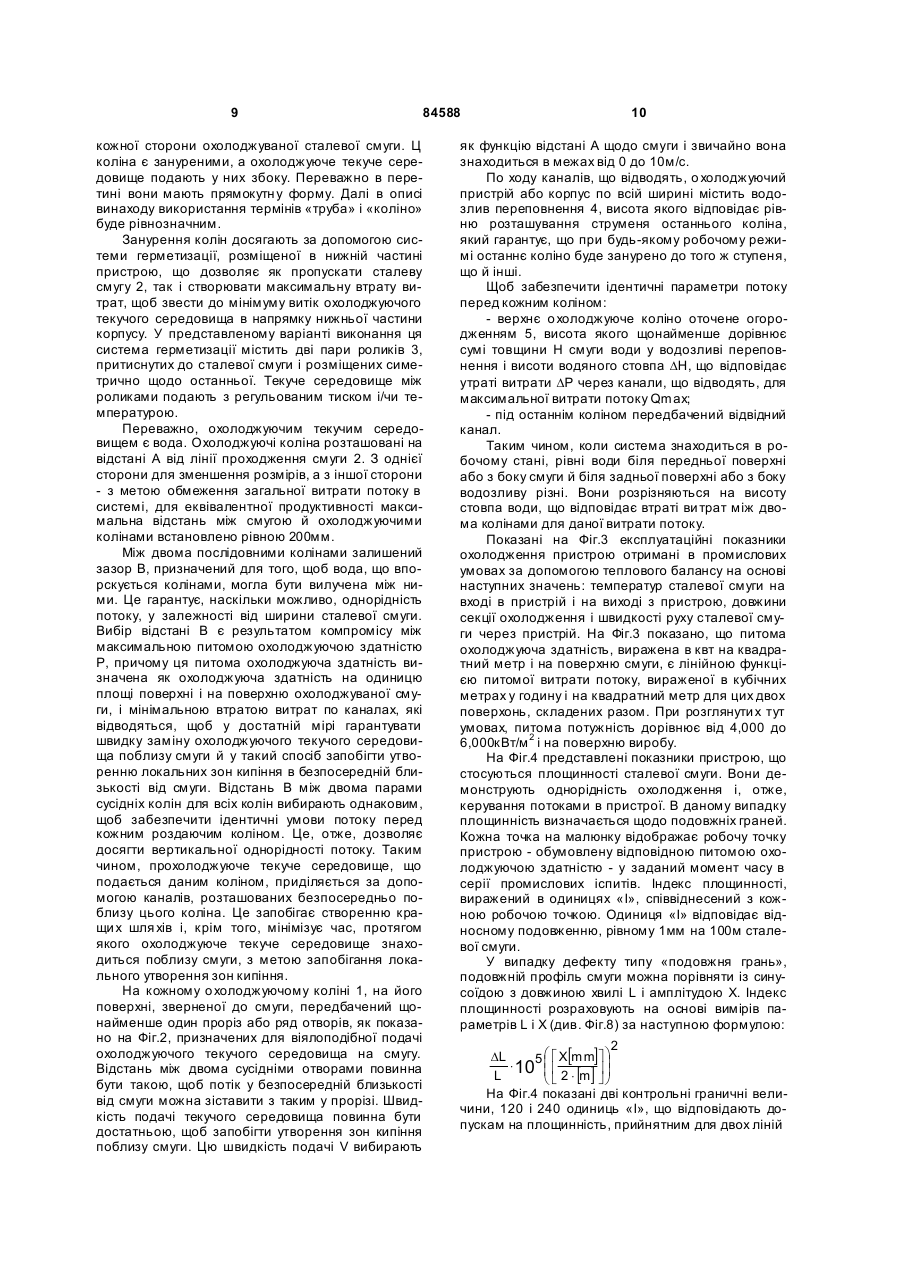
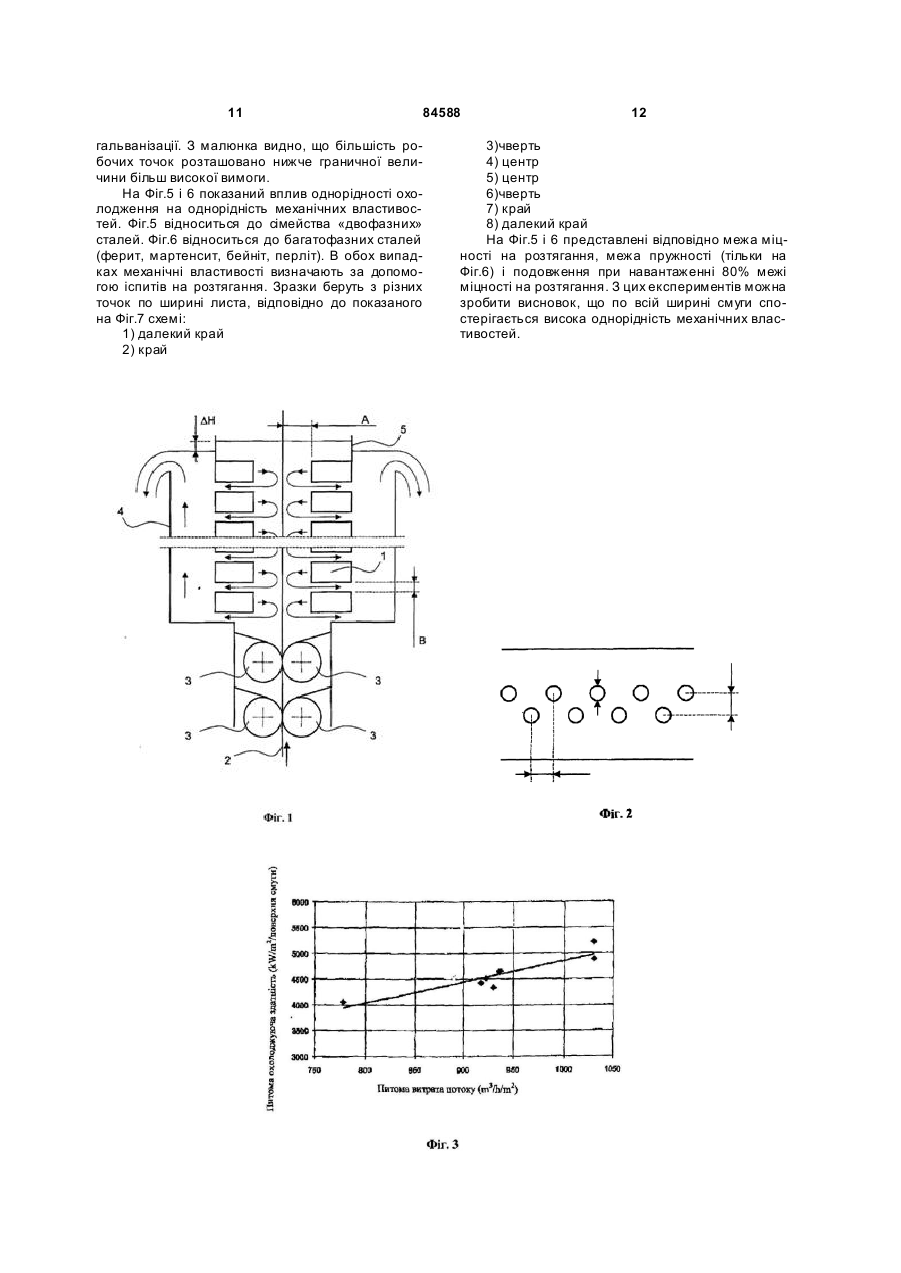
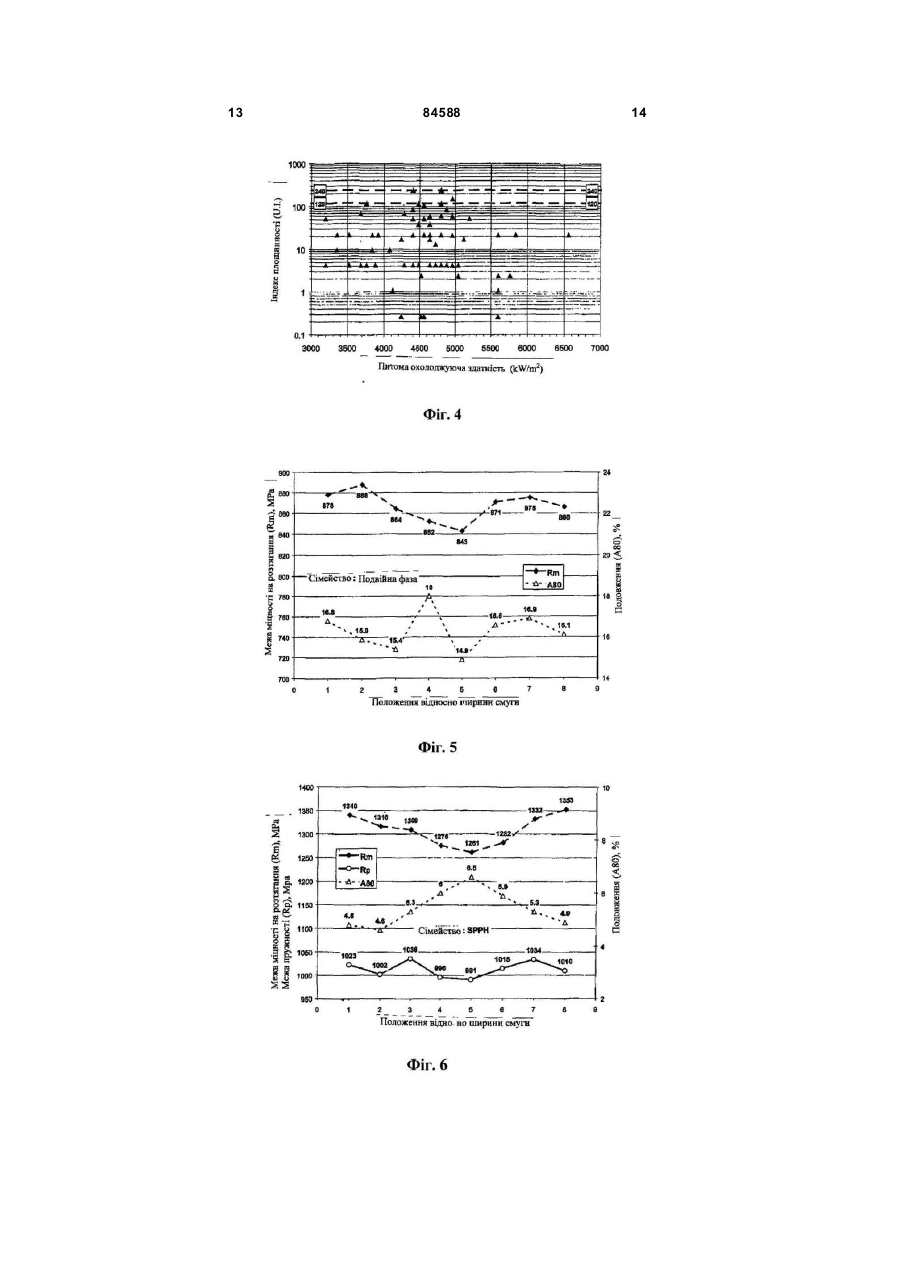
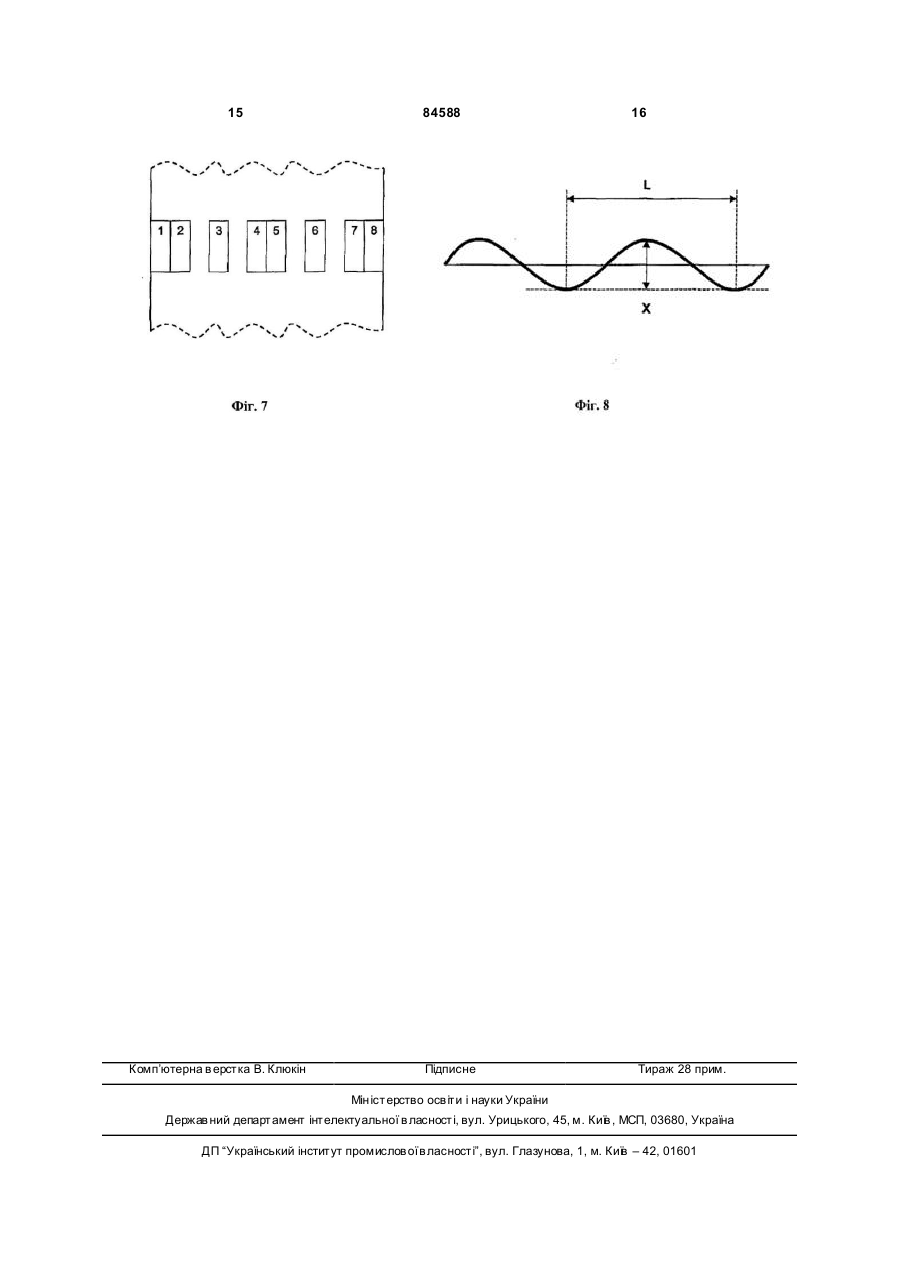
1. Охолоджувальний пристрій, призначений для виконання операції загартування в процесі безупинного відпалу плоского виробу у формі металевої смуги (2), причому зазначений пристрій: - містить водозлив переповнення (4), у якому є ряд труб (1) цілком занурених в охолоджувальне середовище і розташованих одна над іншою більш-менш вертикально і симетрично уздовж кожної сторони смуги (2), кожна з яких призначена для викиду на смугу о холодного текучого середовища у вигляді фактично горизонтальних турбулентних струменів через проріз або ряд - містить отворів; у нижній частині засоби герметизації (3), що дозволяють пропускати сталеву смугу; який відрізняється тим, що дві будь-які послідовні труби (1), розташовані з однієї сторони смуги (2), 2 (19) 1 3 84588 4 9. Пристрій за будь-яким із пп. 1-8, який відрізняється тим, що плоский виріб у формі металевої смуги (2), який піддають безупинному відпалу для виконання операції загартування, є переважно сталевою смугою. 10. Спосіб загартування в процесі безупинного відпалу плоского виробу у формі металевої смуги, переважно сталевої смуги, який реалізують за допомогою пристрою, розкритого за будь-яким із по передніх пунктів, досягаючи питомої охолоджувальної здатності від 1,000кВт/м 2 до 10,000кВт/м 2 поверхні металевого виробу. 11. Спосіб за п. 10, який відрізняється тим, що температура смуги на вході в пристрій складає від 350°С до 750°С, а температура на виході - від 50°С до 450°С, переважно від 50°С до 100°С або від 350°С до 450°С. Даний винахід відноситься до пристрою, призначеного для охолодження сталевої смуги в процесі безупинного віджигу. Зокрема таке охолодження досягається за допомогою затоплених струменів води. Дана операція охолодження може виконуватися після проведення першої операції охолодження у ванні з киплячою водою. Безупинний віджиг - це термохімічна обробка, якій піддають сталеві смуги після холодної прокатки. «Смуга» металу - металевий виріб, з якого, розрізаючи, одержують аркуші, які використовують зокрема для виготовлення автомобільного кузова, корпусів домашніх електричних приладів і т.д. Безупинний віджиг полягає в протюканні сталевої смуги через піч, де її піддають контрольованому нагріванню й охолодженню. У печі безупинного віджигу сталева смуга рухається вертикально, проходячи через ряд послідовних ділянок підйому і спуску, проходячи, таким чином, послідовно різні стадії обробки. Обробка смуги в печі, як правило, включає наступні послідовні стадії теплової обробки: - попереднє нагрівання і нагрівання: за 2-3 хвилини смуга досягає температури в інтервалі від 700 до 850°C; - витримку при максимальній температурі протягом приблизно 1 хвилини; -повільне охолодження, наприклад, з використанням киплячої води; - швидке охолодження (назване «загартуванням»), наприклад розпиленням по смузі води в рідкому стані, температура якої може досягати точки її кипіння; - перестаріння; - заключне охолодження. Дані різні стадії необхідні, щоб виконати необхідну обробку сталі, а саме перекристалізацію, виділення карбідів, одержання кінцевих структур або навіть одержання нестаріючої сталі і т.д. Зокрема, в останні роки підвищився попит, особливо в автомобільній галузі, на сталеві аркуші, що одночасно мали би високу міцність і пластичність. У цьому контексті стадія охолодження грає особливо важливу роль, оскільки в деяких випадках дозволяє знизити концентрацію вхідних до складу сплаву дорогих елементів, необхідних для одержання конкретних мікроструктур, таких, наприклад, як «двофазні», багатофазні, «HEL» (з високою межею пружності - High Elasticity Limit) й ін. типи. Таким чином спосіб охолодження становить підвищений інтерес з погляду як металургії, так й економіки. Основні використовувані в промисловості технології охолодження: - охолодження струменями газу; - занурення у водяну ванну, можливо «з перемішуванням»; - охолодження за допомогою проходження над охолоджуваними роликами; - охолодження водяними струменями; - охолодження водяним туманом, створеним за допомогою розпилення з надзвуковим газом, ця технологія називається «дисперсний струмінь». Розроблений раніше Заявником спосіб охолодження являє собою занурення сталевої смуги у водяну ванну при температурі, близькій до її температури кипіння. Хоча цей спосіб характеризується винятковою однорідністю охолодження і постійним коефіцієнтом теплопередачі, незалежно від умов на лінії, він також має деякі обмеження. 3 одного боку, можлива швидкість охолодження відносно низька, а саме приблизно 50°С/с для сталевої смуги товщиною 1 мм. Це обмеження виникає через те, що, якщо сталеву смугу занурити при високій температурі у ванну з киплячою водою, на її поверхні утвориться стійка плівка пари в стані, відомому як «плівкове кипіння», що значно обмежує теплообмін. Під «плівковим кипінням» розуміють наявність утвореної в результаті кипіння при високій температурі парової плівки між гарячою стінкою і текучим середовищем, що є або рідиною, або двофазною сумішшю рідини і пари, причому її наявність приводить до поганого теплообміну між стінкою і текучим середовищем. 3 іншого боку, температура сталевої смуги на виході з ванни з киплячою водою повинна залишатися вище приблизно 300°С. Якщо температура смуги падає нижче цієї температури, парова плівка стає нестабільною і приводить до стану кипіння, відомого як «пухірцеве» кипіння. В останньому стані, області, що межують зі смугою, піддаються різним тепловим потокам, що створює великі температурні перепади. Такі температурні перепади викликають у сталі механічні напруги, що приводять до пластичних деформацій, які у такий спосіб стануть постійними і викликають порушення площинності. Для виправлення цих дефектів був запропонований ряд рішень. Наприклад, сталеву смугу можна занурити в нерухому ванну з холодною водою. Однак таке рішення також веде до порушення площинності. 5 84588 Запропоновані й інші рішення, що полягають в охолодженні сталевої смуги затопленими струменями, з метою запобігання локальних утворень зон кипіння в безпосередній близькості від смуги. Перед цими системами охолодження можуть знаходитися, а можуть і не знаходитися, засоби більш повільного охолодження типу «охолодження струменями газу» чи зануренням у нерухому водяну ванну. Так, у [патентній заявці JP-A-58 039210] смугу спочатку прохолоджують у водяній ванні при температурі вище 60°C доти, поки вона не досягне температури від 200 до 500°С, тобто діапазону температур, при якому відбувається перехід від плівкового кипіння до пухірцевого кипіння. Потім, безпосередньо до або відразу ж після переходу, рекомендується смугу прохолоджувати затопленими водяними струменями, поки смуга не досягне температури ванни. В аналогічному рішенні JP-A-60 009834 використовують ряд охолоджуючих тр уб, розташованих з кожної сторони сталевої смуги і занурених у резервуар з водою при температурі, що складає 60-75% від температури кипіння. Для даної конфігурації о холоджуючих тр уб створюють ламінарний потік, що дозволяє запобігти утворення парової плівки в безпосередній близькості від сталевої смуги. Ще одне рішення складається в циркуляції води між двома плоскими пластинами, паралельно й у протитоку напрямку руху смуги [EP- А- 210847, JP-A-63 145722, JP-A-62 238334]. В іншому документі, щоб запобігти деформації смуги в процесі загартування [див. JP- А- 11 193418], пропонується використовувати динамічний напір. Заявник рекомендує робити на кожну зі сі орін сталевої смуги тиск не менше 500Н/см2. Нарешті, керувати охолодженням також можливо, додаючи в гартівну ванну домішки, щоб запобігти кипінню й у такий спосіб обмежити рівень внутрішніх напружень у сталі при загартуванні [JPА-57 085923]. Хоча існують численні рішення, але і зараз досягнення одночасне високої теплової продуктивності і гарного рівня площинності після швидкого охолодження рідиною представляє велику складність. У [документі ЕР-А-1 300 478] розкритий спосіб безупинного охолодження сталевої смуги в процесі безупинного віджигу, в якому смугу піддають, принаймні, наступним операціям: - смугу піддають першому «повільному» охолодженню способом «киплячої води» і другому «швидкому» охолодженню водою або загартуванню; - між двома цими операціями охолодження смуга проходить через шлюз або засоби герметизації, призначені для забезпечення керованої зміни тиску і температури, від першого повільного охолодження до другого швидкого охолодження, при цьому усувають або скорочують перетікання води в напрямку від першої операції охолодження до другої і навпаки; причому ці три операції виконують послідовно так, щоб час між будь-якими двома операціями був якнайменшим, переважно 6 дорівнював нулю. Метою даного винаходу є виконання операції «загартування» зі швидкістю, що перевищує 1,000°С/с, у відношенні плоских металевих виробів, переважно виконаних зі сталі у формі холоднокатаних смуг. Ця операція загартування повинна бути здійснена за допомогою сильних струменів холодної води, температура яких переважно складає від 0°C до 50°С, причому згадані струмені є затопленими. Даний винахід ставить своєю метою забезпечити швидке охолодження, як можна більш однорідне по всій ширині сталевої смуги, керуючи потоками усередині пристрою. Відповідно, температура смуги на вході в пристрій повинна складати від 750°С до 350°C, а температура на виході - переважно повинна бути від 0°С до 150°C. Перший винахід відноситься до основного охолоджуючого пристрою, призначеного для виконання операції загартування в процесі безупинного віджигу плоского виробу у формі металевої смуги, переважно сталевої смуги причому згаданий пристрій, установлений на практично вертикальній ділянці підйому або спуску, містить водозлив переповнення, у якому мається ряд ідучих нагору або вниз цілком занурених в охолоджуюче середовище труб, розташованих один над одним більш-менш вертикально і симетрично уздовж кожної сторони смуги, кожна з яких викидає турбулентним струменем, що б'є більш-менш горизонтально, що прохолоджує текуче середовище на смугу через проріз або ряд отворів. Крім цього, у нижній частині пристрою передбачені засоби герметизації. Відповідно до винаходу, дві будь-які послідовні труби, розташовані з однієї сторони смуги, розділені однаковим для всіх труб зазором, призначеним для відводу охолоджуючої рідини. У такий спосіб величину зазначеного зазору вибирають для заданого значення витрати потоку охолоджуючої текучого середовища, вираженого в кубічних метрах у годину і на квадратний метр поверхні смуги, так, щоб мінімізувати втрати потоку в каналах, що відводять, відповідному зазначеному зазору (втрата потоку для кожного зазору і повна втрата потоку ідентичні). Відповідно до кращого втілення винаходу стінка водозливу переповнення, розташована за трубами, має ширину принаймні таку ж як труби, а горизонтальна відстань від цієї стінки до задньої частини труб обрана такою, щоб утрата витрати, викликана наявністю водозливу переповнення, складала менше 5% втрати витрати, викликаної зазорами м;ж двома послідовними трубами, що вважають незначним. Тому потік є двомірним. Перевагою даного винаходу є те, що він дозволяє запобігти явищу локального кипіння, шляхом вибору питомої витрати охолоджуючого текучого середовища на поверхні смуги від 250 до 1,000м 3 у годину і на м 2. У прикладі пристрою, протестованого Заявником, максимальна питома витрата потоку на поверхню склала приблизно 580м 3 у годину і на м 2. 7 84588 Втрата витрати, що є наслідком наявності зазорів, складає переважно менше 150мм водяного стовпа. Ще однією перевагою є те, що відстань між кінцем кожної труби і смугою однакова для всіх труб і складає від 50мм до 200мм. Крім того, згідно даного винаходу, швидкість подання середовища (VJEt) задовольняє наступному критерію, відповідно: - для отворів A v JET ³ 0,1 d - для прорізів 1 æ A ö2 VJET ³ 0,25ç d ÷ è ø де А - це відстань між трубою і смугою, ad - діаметр отвору або ширина прорізу. А та d виражені в однакових одиницях довжини, наприклад у метрах. їхня частка безрозмірна. Швидкість VJET виражена в м/с. Ці два показники, взяті з теорії турбулентних струменів, показують ослаблення максимальної швидкості турбулентного струменя при взаємодії з навколишнім середовищем при нульовій швидкості. В основу розрахунку показників покладена мінімальна швидкість, рівна 2.5м/с. Максимальна швидкість струменя при А =50мм (положення смуги щодо отвору струменя) дорівнює 0.65м/с. Швидкість 0.65м/с таким чином вважають мінімальною швидкістю струменя, коли вона досягає полоси, достатньої для руйнування шару плівкового кипіння. Переважно, що охолоджуючим текучим середовищем є рідка вода, температуру якої підтримують нижче 50°C. Переважно, пристрій розташований на практично вертикальній ділянці підйому (кутове відхилення від вертикалі менше 30°С, причому безпосередньо перед ним розташовують резервуар з водою, доведеної більш-менш до точки кипіння. Також, даний винахід може бути успішно використаний у пристрої, у якому оброблюваний металевий виріб рухається зі швидкістю від 0.25м/с до 20 м/с і має товщину від 0.1мм до 10мм. Важливою характеристикою винаходу є те, що розмір охолоджуваних тр уб забезпечує рівномірність швидкості подачі охолоджуючого текучого середовища по всій ширині смуги. Переважно, труби мають такий розмір, при якому розподіл швидкостей такий, що відносна різниця між максимальною швидкістю (Vmax) і мінімальною швидкістю (Vmin) подачі, у залежності від ширини нижньої труби, складає менше 5% або Vmax - Vmin V max Відношення площі пропускного отвору труби до площі зони віялоподібної роздачі цієї труби, тобто області прорізу або загальної області отворів, більше 1. Відповідно до кращого втілення дьного винаходу, згадані труби мають у перетині прямокутну форму. Відношення однієї сторони до суміжної 8 сторони прямокутного перетину переважно знаходиться в діапазоні від 0.1 до 10, а товщина труб дорівнює від 0.25 до 10 діаметрів отворів або ширини прорізу, щоб керувати злагодженістю дій струменів, відношення товщини труб до діаметра отворів переважно також дорівнює 2/3. Відповідно до іншої кращої ознаки винаходу, вищезгадані засоби герметизації містять шлюз з подвійною парою роликів, що забезпечує як прохід смуги, так і обмежуючий втрати витрат до мінімального значення витоку з водозливу переповнення вниз. Крім того, згідно даного винаходу, ці засоби герметизації також містять засоби вприскування між роликами текучого середовища з регульованим тиском і/чи температурою. Як перевага, верхня труба постачена огородженням, висота якого щонайменше дорівнює сумі товщини плівки води у водозливі переповнення і висоти водяного стовпа, що відповідає втраті витрат між трубами при максимальній швидкості потоку. Другий об'єкт даного винаходу має відношення до способу загартування в процесі безупинного віджигу плоского виробу у формі металевої смуги, переважно сталевої смуги, що реалізується за допомогою пристрою, розкритого в одному з вищезгаданих втілень і призначеного для досягнення питомої охолоджуючої здатності від 1,000квт/м2 до 10,000 квт/м2 на поверхні металевого виробу. Відповідно до способу, розкритому в даному винаході, температура смуги на вході в пристрій складає від 350°C до 750°C, а температура на виході - від 500°C до 450°C, переважно від 50°C до 100°С або від 350 до 450°C. Короткий опис малюнків На Фіг.1 у розрізі умовно зображений охолоджувальний пристрій згідно даного винаходу. На Фіг.2 умовно представлена схема розташування отворів, призначених для віялоподібної подачі води на сталеву смугу, у пристрої, згідно даного винаходу. На Фіг.3 представлений графік теплової продуктивності охолоджувального пристрою згідно даного винаходу. На Фіг.4 представлені експлуатаційні показники зазначеного пристрою, що стосуються площинності сталевої смуги. На Фіг.5 і 6 показаний вплив однорідності охолодження на однорідність механічних властивостей сталевої смуги. Фіг.5 має відношення до сімейства «двофазних» сталей, тоді як Фіг.6 має відношення до сімейства багатофазних сталей. На Фіг.7 представлена схема розташування різних зразків, обраних як функція ширини смуги, для проведення іспитів, що відносяться до Фіг.5 і 6. На Фіг.8 показані параметри, що дозволяють обчислити індекс площинності, причому ці параметри визначають синусоїду, з якою збігається подовжній профіль смуги. Краще втілення даного винаходу Як показано на Фіг.1, охолоджуючий пристрій містить ряд труб 1, які називають «коліна» чи «охолоджуючі коліна», розташовані симетрично з 9 84588 кожної сторони охолоджуваної сталевої смуги. Ц коліна є зануреними, а охолоджуюче текуче середовище подають у них збоку. Переважно в перетині вони мають прямокутн у форму. Далі в описі винаходу використання термінів «труба» і «коліно» буде рівнозначним. Занурення колін досягають за допомогою системи герметизації, розміщеної в нижній частині пристрою, що дозволяє як пропускати сталеву смугу 2, так і створювати максимальну втрату витрат, щоб звести до мінімуму витік охолоджуючого текучого середовища в напрямку нижньої частини корпусу. У представленому варіанті виконання ця система герметизації містить дві пари роликів 3, притиснутих до сталевої смуги і розміщених симетрично щодо останньої. Текуче середовище між роликами подають з регульованим тиском і/чи температурою. Переважно, охолоджуючим текучим середовищем є вода. Охолоджуючі коліна розташовані на відстані А від лінії проходження смуги 2. З однієї сторони для зменшення розмірів, а з іншої сторони - з метою обмеження загальної витрати потоку в системі, для еквівалентної продуктивності максимальна відстань між смугою й охолоджуючими колінами встановлено рівною 200мм. Між двома послідовними колінами залишений зазор В, призначений для того, щоб вода, що впорскується колінами, могла бути вилучена між ними. Це гарантує, наскільки можливо, однорідність потоку, у залежності від ширини сталевої смуги. Вибір відстані В є результатом компромісу між максимальною питомою охолоджуючою здатністю P, причому ця питома охолоджуюча здатність визначена як охолоджуюча здатність на одиницю площі поверхні і на поверхню охолоджуваної смуги, і мінімальною втратою витрат по каналах, які відводяться, щоб у достатній мірі гарантувати швидку заміну охолоджуючого текучого середовища поблизу смуги й у такий спосіб запобігти утворенню локальних зон кипіння в безпосередній близькості від смуги. Відстань В між двома парами сусідніх колін для всіх колін вибирають однаковим, щоб забезпечити ідентичні умови потоку перед кожним роздаючим коліном. Це, отже, дозволяє досягти вертикальної однорідності потоку. Таким чином, прохолоджуюче текуче середовище, що подається даним коліном, приділяється за допомогою каналів, розташованих безпосередньо поблизу цього коліна. Це запобігає створенню кращи х шля хів і, крім того, мінімізує час, протягом якого охолоджуюче текуче середовище знаходиться поблизу смуги, з метою запобігання локального утворення зон кипіння. На кожному о холоджуючому коліні 1, на його поверхні, зверненої до смуги, передбачений щонайменше один проріз або ряд отворів, як показано на Фіг.2, призначених для віялоподібної подачі охолоджуючого текучого середовища на смугу. Відстань між двома сусідніми отворами повинна бути такою, щоб потік у безпосередній близькості від смуги можна зіставити з таким у прорізі. Швидкість подачі текучого середовища повинна бути достатньою, щоб запобігти утворення зон кипіння поблизу смуги. Цю швидкість подачі V вибирають 10 як функцію відстані А щодо смуги і звичайно вона знаходиться в межах від 0 до 10м/с. По ходу каналів, що відводять, о холоджуючий пристрій або корпус по всій ширині містить водозлив переповнення 4, висота якого відповідає рівню розташування струменя останнього коліна, який гарантує, що при будь-якому робочому режимі останнє коліно буде занурено до того ж ступеня, що й інші. Щоб забезпечити ідентичні параметри потоку перед кожним коліном: - верхнє о холоджуюче коліно оточене огородженням 5, висота якого щонайменше дорівнює сумі товщини H смуги води у водозливі переповнення і висоти водяного стовпа DH, що відповідає утраті витрати DP через канали, що відводять, для максимальної витрати потоку Qmax; - під останнім коліном передбачений відвідний канал. Таким чином, коли система знаходиться в робочому стані, рівні води біля передньої поверхні або з боку смуги й біля задньої поверхні або з боку водозливу різні. Вони розрізняються на висоту стовпа води, що відповідає втраті ви трат між двома колінами для даної витрати потоку. Показані на Фіг.3 експлуатаційні показники охолодження пристрою отримані в промислових умовах за допомогою теплового балансу на основі наступних значень: температур сталевої смуги на вході в пристрій і на виході з пристрою, довжини секції охолодження і швидкості руху сталевої смуги через пристрій. На Фіг.3 показано, що питома охолоджуюча здатність, виражена в квт на квадратний метр і на поверхню смуги, є лінійною функцією питомої витрати потоку, вираженої в кубічних метрах у годину і на квадратний метр для цих двох поверхонь, складених разом. При розглянути х тут умовах, питома потужність дорівнює від 4,000 до 6,000кВт/м 2 і на поверхню виробу. На Фіг.4 представлені показники пристрою, що стосуються площинності сталевої смуги. Вони демонструють однорідність охолодження і, отже, керування потоками в пристрої. В даному випадку площинність визначається щодо подовжніх граней. Кожна точка на малюнку відображає робочу точку пристрою - обумовлену відповідною питомою охолоджуючою здатністю - у заданий момент часу в серії промислових іспитів. Індекс площинності, виражений в одиницях «І», співвіднесений з кожною робочою точкою. Одиниця «І» відповідає відносному подовженню, рівному 1мм на 100м сталевої смуги. У випадку дефекту типу «подовжня грань», подовжній профіль смуги можна порівняти із синусоїдою з довжиною хвилі L і амплітудою X. Індекс площинності розраховують на основі вимірів параметрів L і X (див. Фіг.8) за наступною формулою: 2 DL 5 æ é X[mm]ù ö çê ÷ × L 10 ç ë 2 × [m] ú ÷ ûø è На Фіг.4 показані дві контрольні граничні величини, 120 і 240 одиниць «І», що відповідають допускам на площинність, прийнятним для двох ліній 11 гальванізації. З малюнка видно, що більшість робочих точок розташовано нижче граничної величини більш високої вимоги. На Фіг.5 і 6 показаний вплив однорідності охолодження на однорідність механічних властивостей. Фіг.5 відноситься до сімейства «двофазних» сталей. Фіг.6 відноситься до багатофазних сталей (ферит, мартенсит, бейніт, перліт). В обох випадках механічні властивості визначають за допомогою іспитів на розтягання. Зразки беруть з різних точок по ширині листа, відповідно до показаного на Фіг.7 схемі: 1) далекий край 2) край 84588 12 3)чверть 4) центр 5) центр 6)чверть 7) край 8) далекий край На Фіг.5 і 6 представлені відповідно межа міцності на розтягання, межа пружності (тільки на Фіг.6) і подовження при навантаженні 80% межі міцності на розтягання. З цих експериментів можна зробити висновок, що по всій ширині смуги спостерігається висока однорідність механічних властивостей. 13 84588 14 15 Комп’ютерна в ерстка В. Клюкін 84588 Підписне 16 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for cooling of steel strip
Автори англійськоюLecomte Stephane, Fouarge Andre, Bouquegneau Denis
Назва патенту російськоюСпособ и устройство для охлаждения стальной полосы
Автори російськоюЛекомт Стефан, Фуарж Андре, Букенё Дени
МПК / Мітки
МПК: C21D 9/573, C21D 9/56, C21D 9/00
Мітки: спосіб, пристрій, смуги, сталевої, охолодження
Код посилання
<a href="https://ua.patents.su/8-84588-sposib-i-pristrijj-dlya-okholodzhennya-stalevo-smugi.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для охолодження сталевої смуги</a>
Спосіб і пристрій для виробництва високоміцної сталевої смуги
Номер патенту: 63983
Опубліковано: 16.02.2004
Автори: Бодін Андре, Хогендорн Томас Мартінус
МПК: C21D 1/18, B21B 1/46, C21D 8/02, B21B 1/26
Мітки: високоміцної, виробництва, пристрій, сталевої, спосіб, смуги
Формула / Реферат:
1. Спосіб виробництва високоміцної сталевої смуги, в якому рідку сталь виливають щонайменше на одній ливарній машині безперервної дії (1) з однією або декількома нитками для отримання сляба, який при використанні тепла лиття транспортують через пічний пристрій (7), піддають попередній прокатці в пристрої попередньої прокатки (10) і потім піддають прокатці в пристрої остаточної прокатки (14) для отримання сталевої смуги з бажаною кінцевою...
Спосіб і пристрій для виробництва сталевої смуги, прокатаної в феритній області
Номер патенту: 63982
Опубліковано: 16.02.2004
Автор: Бодін Андре
Мітки: виробництва, смуги, феритній, прокатаної, пристрій, сталевої, спосіб, області
Формула / Реферат:
1. Спосіб виробництва сталевої смуги, прокатаної в феритній області, за яким рідку сталь відливають на ливарній машині безперервної дії (1) з утворенням сляба, який при використанні тепла лиття транспортують через пічний пристрій (7), піддають попередній прокатці в пристрої попередньої прокатки (10) і потім піддають прокатці в пристрої остаточної прокатки (14) для отримання феритної сталевої смуги з бажаною кінцевою товщиною, який...
Спосіб виготовлення оцинкованої зміцненої сталевої смуги
Номер патенту: 11436
Опубліковано: 15.12.2005
Автори: Пасько Тетяна Григорівна, Мурашкін Олександр Вікторович, Шебаніц Едуард Миколайович, Норка Сергій Петрович, Ванюкова Жаннета Гаврилівна, Уланова Олександра Лук'янівна, Будніков Володимир Іванович
МПК: B21B 3/00
Мітки: смуги, оцинкованої, спосіб, зміцненої, виготовлення, сталевої
Формула / Реферат:
Спосіб виготовлення оцинкованої зміцненої сталевої смуги, що включає сукупність операцій: травлення гарячекатаного підкату, холодну прокатку на 4-клітьовому стані, цинкування холоднокатаних сталевих смуг, який відрізняється тим, що після процесу цинкування холоднокатаних сталевих смуг здійснюють другу холодну прокатку оцинкованих сталевих смуг на 4-клітьовому стані із сумарним обтисненням 30-45%.
Спосіб та пристрій для виробництва сталевої смуги
Номер патенту: 57818
Опубліковано: 15.07.2003
Автори: Нейвелд Ерік Марко, Зюрбір Симон Петрус Антоніус
МПК: B21B 1/26, B21B 1/46, B21B 15/00
Мітки: смуги, сталевої, виробництва, пристрій, спосіб
Формула / Реферат:
1. Пристрій для виробництва тонкої сталевої смуги, що включає щонайменше одну або більше ливарних машин безперервної дії 1 для лиття сталевих слябів товщиною менше за 120 мм, пічний пристрій 7, придатний для нагріву і/або гомогенізації сляба, і щонайменше один пристрій прокатки 10 для обтиснення по товщині сляба, що транспортується з пічного пристрою 7, який відрізняється тим, що між ливарною машиною безперервної дії 1 або ливарними машинами...
Спосіб і пристрій для виробництва сталевої смуги
Номер патенту: 55414
Опубліковано: 15.04.2003
Автори: ДЕН ХАРТОГ Хьюберт Віллем, Конеліссен Маркус Корнеліс Марія, Гроот Алдрікус Марія
МПК: B21B 1/22, C21D 8/04, B21B 1/46
Мітки: виробництва, смуги, пристрій, спосіб, сталевої
Формула / Реферат:
1. Спосіб виробництва сталевої смуги, за яким розплавлену сталь відливають в установці для безперервного розливання в плоску заготовку і, використовуючи теплоту розливу, переміщують її через піч, попередньо прокатують у пристрої для попередньої прокатки і прокатують начисто в пристрої для чистової прокатки в сталеву смугу до бажаної товщини готового виробу, який відрізняється тим, що прокатку сталевої смуги на останній стадії прокатки...
Попередній патент: Комбінований роторний двигун
Наступний патент: Спосіб надлишкових вимірювань вологості оптично прозорих листових матеріалів
Випадковий патент: Амідні проліки гемцитабіну, їх композиції та застосування