Спосіб виробництва офлюсованого огрудкованого матеріалу
Номер патенту: 84769
Опубліковано: 25.10.2013
Автори: Ступник Микола Іванович, Кассім Дар'я Олександрівна, Ляхова Ірина Анатоліївна, Учитель Олександр Давидович, Лялюк Віталій Павлович, Журавльов Фелікс Михайлович, Чупринов Євген Валерійович
Формула / Реферат
1. Спосіб виробництва офлюсованого огрудкованого залізорудного матеріалу, що включає роздільне дозування компонентів у дві шихти у складі: залізорудний концентрат, флюси, легкоплавкі або тугоплавкі сполуки, тверде та рідке паливо, зв'язуюча добавка, їх змішування та отримання з кожної шихти сирих котунів з низькою і високою температурою плавлення, змішування цих сирих котунів, завантаження в обпалювальний агрегат з подальшою їх термообробкою, що включає сушіння, нагрівання, високотемпературний випал і охолодження, який відрізняється тим, що в шихтах для отримання сирих офлюсованих котунів з низькою і високою температурою плавлення підтримують однакове відношення CaO/SiO2 в діапазоні 1,25-1,50 д. од., при цьому у шихту для отримання сирих котунів з низькою температурою плавлення вводять: залізорудний концентрат із вмістом SiO2 5-10 %, легкоплавкі сполуки в кількості 0-0,8 %, а також вуглець в твердому або рідкому паливі в кількості 2,6-4,2 %, причому крупність сирих котунів обмежують розміром 8-14 мм при їх кількості в суміші 5-29 %; а у шихту для отримання сирих котунів з високою температурою плавлення вводять: залізорудний концентрат з вмістом SiO2 1-5 %, тугоплавкі оксиди в кількості 0-3,1 %, крупність сирих котунів підтримують в діапазоні 14-20 мм, а їх кількість в суміші 95-71 %; при цьому максимальну температуру випалу суміші сирих котунів з низькою і високою температурою плавлення підтримують на рівні 1320±30 °C.
2. Спосіб за п. 1, який відрізняється тим, що у шихту для отримання сирих котунів з низькою температурою плавлення вводять легкоплавкі з'єднання в мінералах: егірин, рибекіт, родусит, глауконіт, а у шихту для отримання сирих котунів з високою температурою плавлення вводять тугоплавкі оксиди MgO, Сr2О3, ТіО2 в мінералах: доломітизований вапняк, доломіт, хроміт, титаномагнетит.
Текст
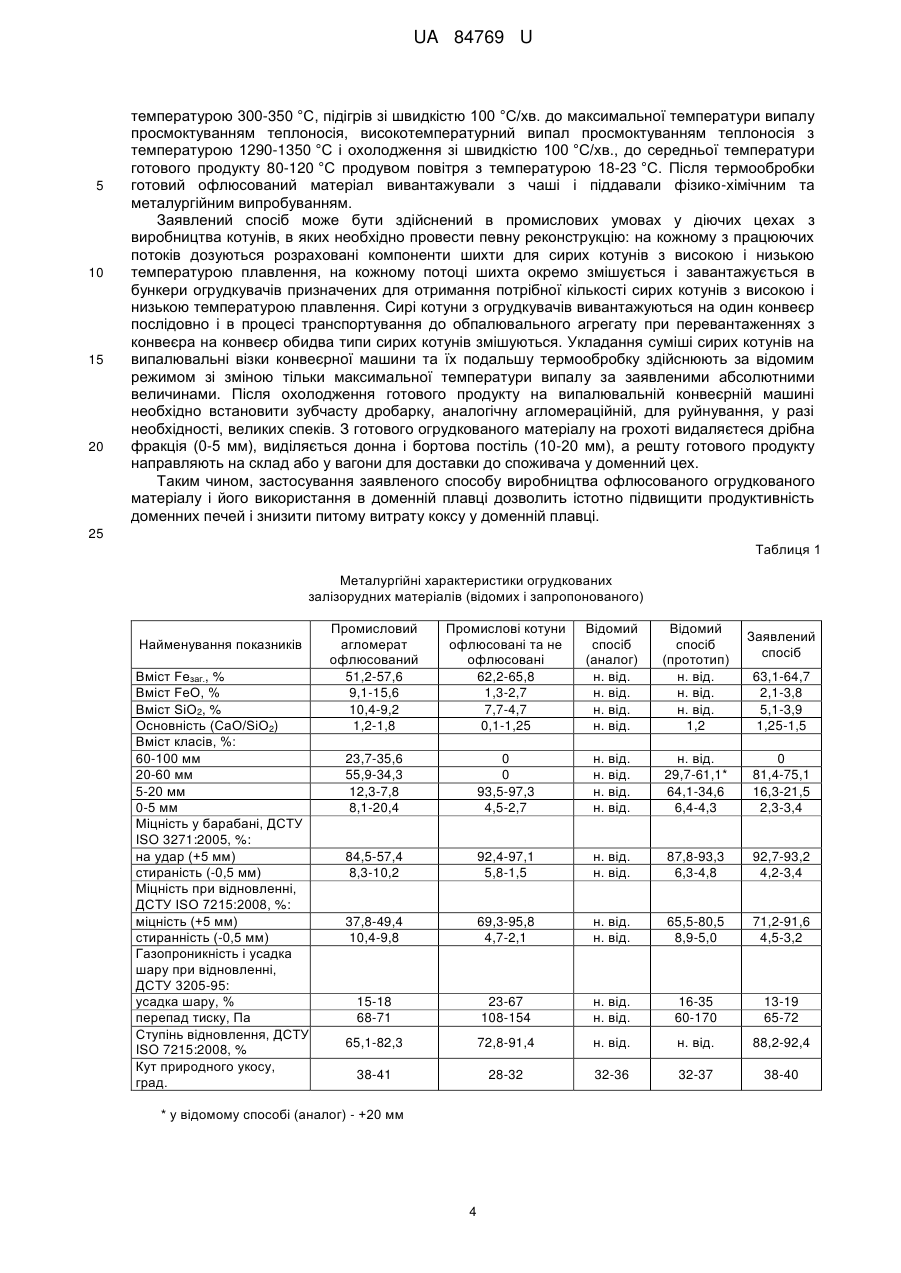
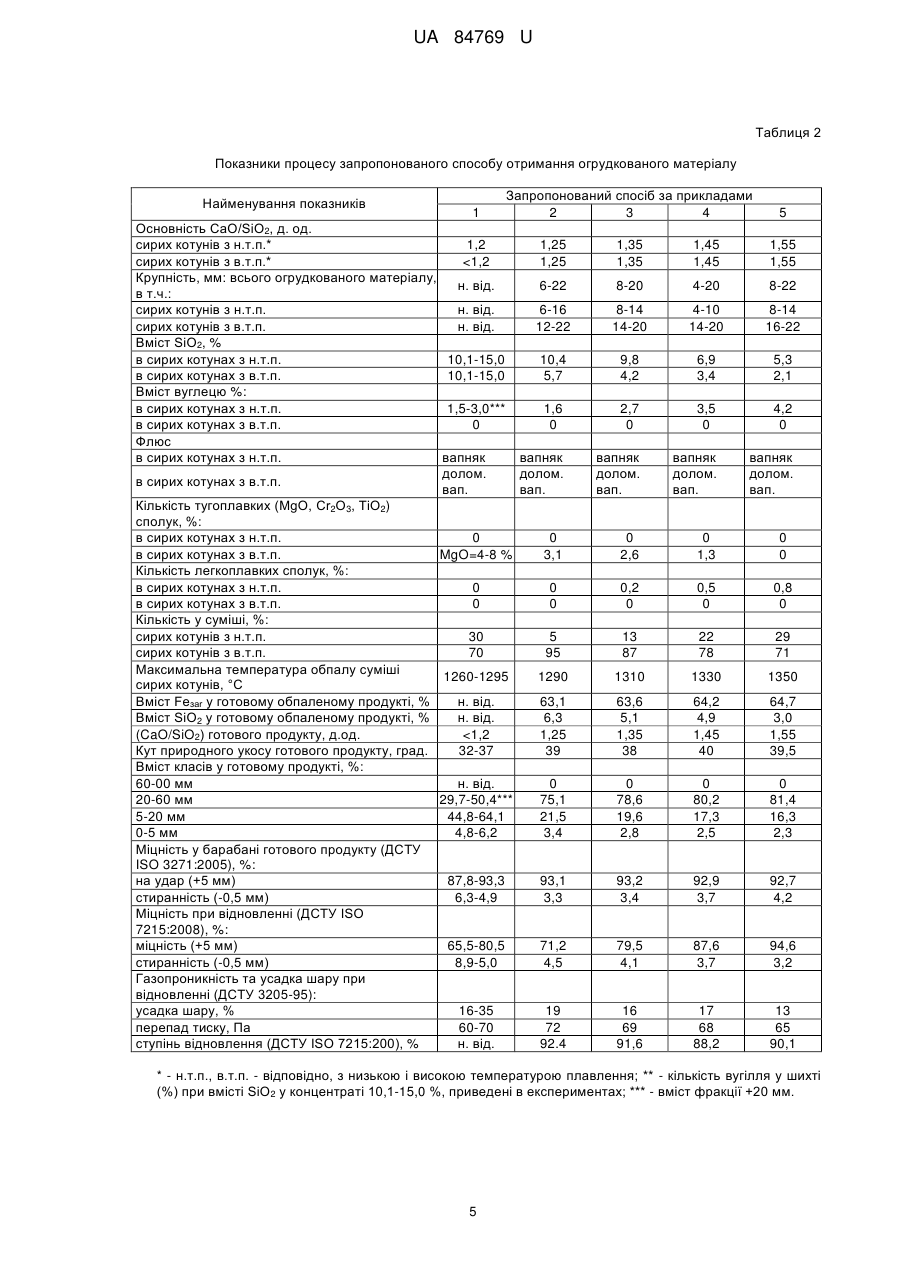
Реферат: Спосіб виробництва офлюсованого огрудкованого залізорудного матеріалу включає роздільне дозування компонентів у дві шихти у складі: залізорудний концентрат, флюси, легкоплавкі або тугоплавкі сполуки, тверде та рідке паливо, зв'язуюча добавка, їх змішування та отримання з кожної шихти сирих котунів з низькою і високою температурами плавлення, змішування цих сирих котунів, завантаження в обпалювальний агрегат з подальшою їх термообробкою, що включає сушіння, нагрівання, високотемпературний випал і охолодження. В шихтах для отримання сирих офлюсованих котунів з низькою і високою температурою плавлення підтримують однакове відношення CaO/SiO2. У шихту для отримання сирих котунів з низькою температурою плавлення вводять: залізорудний концентрат, легкоплавкі сполуки, вуглець в твердому або рідкому паливі. У шихту для отримання сирих котунів з високою температурою плавлення вводять: залізорудний концентрат, тугоплавкі оксиди. UA 84769 U (12) UA 84769 U UA 84769 U 5 10 15 20 Корисна модель належить до області підготовки залізорудної сировини до металургійного переділу, зокрема до огрудкування тонкоподрібнених залізорудних концентратів, і може бути використана в гірничорудній і металургійній промисловості. Відомий спосіб виробництва огрудкованого матеріалу, що включає тонке подрібнення бентоніту, вапняку та твердого палива, їх дозування, змішування і огрудкування в певному співвідношенні з концентратом, виготовлення сирих котунів різної основності, їх зміцнювальний випал на конвеєрній колосниковій машині, причому сирі котуни з основністю 0,3-0,7 д. од. і вмістом твердого палива 0-1,2 % та основністю 0,8-1,8 д. од., що містять 1,3-1,5 % твердого палива, змішують у співвідношенні від 1/9 до 9 і обпалюють при температурі, відповідній температурі випалу котунів з основністю 0,3-0,7 д. од [Авторське свідоцтво СРСР №706459, опубліковано 30.12.1979 p., Бюлетень № 48]. Основним недоліком цього способу є неоднорідність огрудкованого продукту по хімічному і мінералогічному складу, а також істотна нерівномірність крупності огрудкованого продукту, яка обумовлена вказаним співвідношенням сирих котунів різної основності, що підтверджується незначним (максимум 4 градуси) збільшенням кута природного укосу. Все це погіршує металургійні характеристики огрудкованого матеріалу. Крім цього у аналога є суттєва невизначеність абсолютного значення температури випалу котунів. Найбільш близьким за суттю і технічним результатом є спосіб виробництва офлюсованого огрудкованого матеріалу з суміші легкоплавких і тугоплавких сирих залізорудних котунів, що включає роздільне дозування та змішування компонентів шихти, офлюсування шихти вапняком для отримання легкоплавких котунів та додавання в неї твердого палива в кількості, що визначається відношенням на кожен 1 % вмісту кремнезему в концентраті при його кількості від 10,1 до 15 % до відсоткового вмісту вапняку в шихті за формулою: Y 0,4 25 30 SiO к 2 , Иш де SiO к - вміст кремнезему в концентраті, %; 2 Иш - вміст вапняку в шихті легкоплавких котунів, а у шихту для отримання тугоплавких сирих котунів вводять флюс, що містить магній, у кількості, яка відповідає основності легкоплавких котунів і вмісту в шихті MgO=4-8 мас. %, при цьому суміш легкоплавких і тугоплавких сирих котунів обпалюють при температурі, яка встановлюється за формулою: л Тсм Тразм 2MgOи MgOок , °C, обж л де Тразм - температура розм'якшення легкоплавких котунів, °C; MgO и - вміст оксиду магнію 35 40 45 50 55 у флюсі, %; MgO ок - вміст оксиду магнію в котунах, % [Авторське свідоцтво СРСР № 1296615, опубліковано 15.03.1987 p., Бюлетень № 10]. Основними недоліками відомого способу є: недостатній вміст грудкуватої (+20 мм) фракції в готовому продукті, що спричинило відносно низький (порівняно з агломератом і коксом) кут природного укосу (32-37 град.); розрахунок кількості вугілля в шихті здійснюється без урахування вмісту в ньому вуглецю і золи, що спотворює облік тепла, яке виділяється в котунах при горінні вуглецю палива; введення в тугоплавку основну (70 %) частину суміші котунів до 8 % MgO збільшить вміст цього оксиду в доменному шлаку до більш 10 %, що істотно підвищить його в'язкість, погіршить здатність знижувати вміст сірки в чавуні та вихід шлаку з доменної печі. Крім того, щоб отримати зазначений вміст MgO в огрудкованому матеріалі необхідно використовувати флюс (доломіт або магнезит), що містить більше 40 % MgO, якого в природі обмежена кількість, у зв'язку з чим його використання для цих цілей економічно недоцільно. Основність тугоплавких котунів у найближчому аналогу не розраховується за прийнятим у металургії відношенням CaO/SiO2, а за (СаО + MgO)/SiO2, тому відношення CaO/SiO2 у високотемпературних котунах буде нижчим, ніж у низькотемпературних, що спричинить недостатню основність готового огрудкованого матеріалу, необхідність вводити в доменну піч сирий флюс, і відповідно, отримаємо перевитрату коксу в доменній плавці. В основу корисної моделі ставиться задача підвищення металургійних характеристик огрудкованого офлюсованого залізорудного матеріалу для сучасної доменної плавки за рахунок розширення можливостей використання залізорудних концентратів різної глибини збагачення і можливостей конвеєрних випалювальних машин забезпечити підтримку технологічних параметрів для безперервної роботи, без заплавлення шару котунів та порушення його газопроникності. Для вирішення поставленої задачі необхідно здійснити вибір компонентів шихти, їх оптимальних співвідношень для отримання сирих котунів з низькою і високою 1 UA 84769 U 5 10 15 20 25 30 35 40 45 50 55 60 температурою плавлення, визначити кількості кожного типу котунів в суміші для отримання металургійного продукту, а також встановити розмір максимальної температури при термообробці офлюсованого огрудкованого матеріалу для доменної плавки з позитивними металургійними характеристиками агломерату та котунів при відсутності більшості негативних характеристик цих огрудкованих матеріалів. Поставлена задача вирішується таким чином. На відміну від відомого способу виробництва офлюсованого огрудкованого залізорудного матеріалу, що включає роздільне дозування компонентів у дві шихти у складі: залізорудний концентрат, флюси, легкоплавкі або тугоплавкі сполуки, тверде та рідке паливо, зв'язуючу добавку, роздільне змішування двох шихт, отримання з кожної шихти сирих котунів з низькою і високою температурою плавлення, змішування цих двох типів сирих котунів, завантаження їх у обпалювальний агрегат з подальшою їх термообробкою, яка включає сушіння, нагрівання, високотемпературний випал і охолодження готового продукту, у запропонованому способі є істотні відмінності, які полягають в тому, що у шихтах для отримання сирих офлюсованих котунів з низькою і високою температурою плавлення підтримують однакове відношення CaO/SiO2 в діапазоні 1,25-1,50 д.од., при цьому в шихту для отримання сирих котунів з низькою температурою плавлення вводять: залізорудний концентрат із вмістом SiO 2 в діапазоні 5-10 % і легкоплавкі сполуки в кількості 0-0,8 % в мінералах егірин, рибекит, родусит, глауконіт, а також вуглець в твердому або рідкому паливі в кількості 2,6-4,2 %, причому крупність сирих котунів з низькою температурою плавлення обмежують розміром 8-14 мм при їх кількості в суміші 5-29 %; а у шихту для отримання сирих котунів з високою температурою плавлення вводять: залізорудний концентрат із вмістом SiO2 в діапазоні 1-5 %, тугоплавкі оксиди (MgO, Cr2O3, ТіО2) у відповідних мінералах (доломітизований вапняк, доломіт, хроміт, титаномагнетит) в кількості 0-3,1 %, а сирі котуни виготовляють крупністю 14-20 мм, при їх кількості в суміші 95-71 %; а максимальну температуру випалу суміші сирих котунів з низькою і високою температурою плавлення підтримують на рівні 1320±30 °C. Спосіб здійснюється наступним чином. Відомо, що для ефективної виплавки чавуну в доменних печах потрібний однорідний повністю офлюсований (з відношенням CaO/SiO 2 рівним 1,25-1,5 д. од. для різних умов доменної плавки), огрудкований (крупністю 10-60 мм) залізовмісний матеріал з максимально високим вмістом заліза і мінімальним вмістом кремнезему [Єфименко Г.Г., Гіммельфарб А.А., Левченко В.Є. Металургія чавуну. - Київ: "Вища школа", 1981. - 495 с]. При цьому такий огрудкований матеріал повинен бути досить міцним, мінімально руйнуватися в процесі завантажувально-розвантажувальних робіт, транспортування від виробника до колошника доменної печі, а також в процесі низькотемпературного (400-800 °C) нагріву і відновлення в доменній печі, мати високу відновлюваність, а також низьку усадку шару матеріалу і високу його газопроникність в процесі високотемпературного (вище 1000 °C) відновлення. Крім цього, для ефективного розподілу на колошнику доменної печі огрудкований залізорудний матеріал повинен мати кут природного укосу (37-41 град.), аналогічний двом іншим огрудкованим матеріалам (коксу та агломерату), що використовуються в доменній плавці. В даний час як традиційні огрудковані залізовмісні матеріали в доменній плавці використовуються агломерат і котуни. Агломерат і котуни мають як позитивні, з точки зору доменної плавки, так і негативні металургійні характеристики. Позитивними металургійними характеристиками агломерату є: технологічна можливість виготовляти його з будь-яких залізовмісних матеріалів та відходів металургійного переділу певної крупності, технологічна можливість офлюсовувати до будь-якої необхідної (від 0,1 до 4,5) основності (за співвідношенням CaO/SiO2), кут природного укосу аналогічний доменному коксу, низькі величини усадки шару і перепаду тиску газу в шарі в процесі високотемпературного (вище 1100 °C) відновлення (таблиця 1). Негативними металургійними характеристиками агломерату є: низький вміст заліза, високий вміст дрібної фракції (0-5 мм) у готовій продукції, широкий діапазон крупності готової продукції, низька міцність на удар і висока старанність при транспортуванні, низька міцність і висока стиранність в процесі низькотемпературного відновлення, низька відновлюваність (див. таблиця 1). Позитивними металургійними характеристиками котунів є: високий вміст заліза, вузький діапазон крупності, технологічна можливість виробляти котуни з будь-яким необхідним для доменної плавки співвідношенням CaO/SiO2 тільки у разі використання залізорудного концентрату з вмістом SiO2 менше 5 %, низький вміст дріб'язку в готовій продукції, висока міцність та низька стиранність при транспортуванні, висока міцність і низька стиранність в процесі низькотемпературного відновлення, висока відновлюваність (див. таблиця 1). 2 UA 84769 U 5 10 15 20 25 30 35 40 45 50 55 60 Негативними металургійними характеристиками котунів є: технологічна неможливість виготовляти котуни з необхідним для доменної плавки співвідношенням CaO/SiO 2 вище 0,8 д.од. при використанні залізорудних концентратів, що містять більше 5,0 % кремнезему, низький кут природного укосу, високі величини усадки шару і перепаду тиску газу в шарі в процесі високотемпературного (до 1100 °C) відновлення (див. таблицю 1). У запропонованому способі для більш різкої розбіжності температур плавлення котунів з низькою і високою температурою плавлення, а, отже, і більш успішного їх термозміцнення, пропонується використовувати два залізорудних концентрати: шихта для котунів з високою температурою плавлення виготовляється з концентрату, який містить 1-5 % SiO2, а шихта з низькою температурою плавлення виготовляється з концентрату який містить 5-10 % SiO2. Використання концентрату з вмістом SiO2, рівним 1-5 % в котунах з високою температурою плавлення потребує меншої кількості флюсу для отримання необхідної основності (СаО/SіО 2), тому буде утворюватися менше легкоплавких евтектик, що дозволить не плавитися котунам при вказаній максимальній температурі випалу з мінімальною кількістю тугоплавких оксидів. Використання ж концентрату з вмістом SiO2, рівним 5-10 % в котунах з низькою температурою плавлення викличе необхідність введення у шихту більшої кількості флюсу для досягнення тієї ж основності (CaO/SiO2) і, відповідно, отримання більшої кількості легкоплавких евтектик і більшої кількості первинного розплаву, що дозволить розплавити котуни при мінімальній кількості легкоплавких сполук та вуглецю палива у шихті. Зниження крупності сирих котунів з низькою температурою плавлення до 8-14 мм прискорить їхнє прогрівання і розплавлення, а збільшення крупності сирих котунів з високою температурою плавлення до 14-20 мм сповільнить їх прогрівання і не викличе їх розплавлення при мінімальній кількості тугоплавких сполук до того, як розплавляться котуни з низькою температурою плавлення. Після високотемпературного випалу та охолодження котуни з високою температурою плавлення є каркасом, а розплавлені котуни з низькою температурою плавлення є зв'язуючим цього каркасу огрудкованого матеріалу. Розмір грудок та їх однорідність залежать від співвідношення в суміші низькотемпературних і високотемпературних котунів, а також рівномірності розподілу низькотемпературних котунів між високотемпературними котунами. Приклади реалізації способу. Приклад 1 Експериментально, на напівпромисловій установці типу "обпалювальна чаша", що імітує режим термообробки котунів на промисловому агрегаті, встановлено (таблиця 2), що при виготовленні офлюсованого огрудкованого матеріалу по способу, що заявляється, з однаковою основностью (по співвідношенню CaO/SiO2) котунів з низькою і високою температурою плавлення; крупністю сирих котунів з низькою температурою плавлення 8-14 мм, а з високою температурою плавлення - 14-20 мм; вмістом в них SiO2, відповідно, 5-10 % та 1-5 %; вмістом вуглецю в сирих котунах з низькою температурою плавлення 1,6-4,2 %, а легкоплавких сполук 0-0,8 %; вмістом тугоплавких оксидів в котунах з високою температурою плавлення 0-3,8 %; кількістю в суміші сирих котунів з низькою і високою температурою плавлення, відповідно, 529 % і 95-71 %; суміш сирих котунів з низькою і високою температурою плавлення обпалювали при максимальній температурі 1290-1350 °C вище, ніж у відомого способу, в результаті чого отримали офлюсований огрудкований матеріал з оптимальними металургійними характеристиками. Цей матеріал має наступні металургійні характеристики (див. таблиці 1, 2), які забезпечують поліпшення техніко-економічних показників доменної плавки: вміст заліза (63,1-64,7 %) аналогічний офлюсованим котунам і вище, ніж у агломерату; основність CaO/SiO 2 (1,25-1,55) аналогічна агломерату і вище, ніж у відомому способі та котунах; кут природного укосу (38-40 град.) аналогічний агломерату і вище, ніж у відомому способі та котунів; вміст вузького класу (10-60 мм) в огрудкованому матеріалі (96,6-97,7 %) вище, а вміст дріб'язку (0-5 мм) нижче, ніж у відомому способі і агломерату; міцність на удар і стиранність в початковому стані, а також в процесі нагрівання і відновлення (92,7-93,2 % і 4,2-3,4 %, а також 71,2-91,6 % і 4,5-3,2 %) краще ніж у відомому способі і агломерату та аналогічні котунам; усадка шару і перепад тиску газу при відновленні (13-19 % і 65-72 Па) краще, ніж у відомому способі та котунів і аналогічні агломерату; ступінь відновлення (88,2-92,4 %) вище ніж у агломерату і аналогічний котунам. Приклад 2 Запропонований спосіб отримання офлюсованого огрудкованого матеріалу був випробуваний у напівпромислових умовах з використанням випалювальної чаші з внутрішніми розмірами: діаметр 300 мм і висота 500 мм. Суміш сирих котунів завантажували у чашу шаром висотою 500 мм і піддавали термообробці, аналогічної режиму термообробки котунів на промисловій конвеєрній машині: сушінню продувом і просмоктуванням теплоносія з 3 UA 84769 U 5 10 15 20 температурою 300-350 °C, підігрів зі швидкістю 100 °C/хв. до максимальної температури випалу просмоктуванням теплоносія, високотемпературний випал просмоктуванням теплоносія з температурою 1290-1350 °C і охолодження зі швидкістю 100 °C/хв., до середньої температури готового продукту 80-120 °C продувом повітря з температурою 18-23 °C. Після термообробки готовий офлюсований матеріал вивантажували з чаші і піддавали фізико-хімічним та металургійним випробуванням. Заявлений спосіб може бути здійснений в промислових умовах у діючих цехах з виробництва котунів, в яких необхідно провести певну реконструкцію: на кожному з працюючих потоків дозуються розраховані компоненти шихти для сирих котунів з високою і низькою температурою плавлення, на кожному потоці шихта окремо змішується і завантажується в бункери огрудкувачів призначених для отримання потрібної кількості сирих котунів з високою і низькою температурою плавлення. Сирі котуни з огрудкувачів вивантажуються на один конвеєр послідовно і в процесі транспортування до обпалювального агрегату при перевантаженнях з конвеєра на конвеєр обидва типи сирих котунів змішуються. Укладання суміші сирих котунів на випалювальні візки конвеєрної машини та їх подальшу термообробку здійснюють за відомим режимом зі зміною тільки максимальної температури випалу за заявленими абсолютними величинами. Після охолодження готового продукту на випалювальній конвеєрній машині необхідно встановити зубчасту дробарку, аналогічну агломераційній, для руйнування, у разі необхідності, великих спеків. З готового огрудкованого матеріалу на грохоті видаляєтеся дрібна фракція (0-5 мм), виділяється донна і бортова постіль (10-20 мм), а решту готового продукту направляють на склад або у вагони для доставки до споживача у доменний цех. Таким чином, застосування заявленого способу виробництва офлюсованого огрудкованого матеріалу і його використання в доменній плавці дозволить істотно підвищити продуктивність доменних печей і знизити питому витрату коксу у доменній плавці. 25 Таблиця 1 Металургійні характеристики огрудкованих залізорудних матеріалів (відомих і запропонованого) Найменування показників Вміст Feзаг., % Вміст FeO, % Вміст SiO2, % Основність (CaO/SiO2) Вміст класів, %: 60-100 мм 20-60 мм 5-20 мм 0-5 мм Міцність у барабані, ДСТУ ISO 3271:2005, %: на удар (+5 мм) стираність (-0,5 мм) Міцність при відновленні, ДСТУ ISO 7215:2008, %: міцність (+5 мм) стиранність (-0,5 мм) Газопроникність і усадка шару при відновленні, ДСТУ 3205-95: усадка шару, % перепад тиску, Па Ступінь відновлення, ДСТУ ISO 7215:2008, % Кут природного укосу, град. Промисловий агломерат офлюсований 51,2-57,6 9,1-15,6 10,4-9,2 1,2-1,8 Промислові котуни офлюсовані та не офлюсовані 62,2-65,8 1,3-2,7 7,7-4,7 0,1-1,25 Відомий спосіб (аналог) н. від. н. від. н. від. н. від. Відомий спосіб (прототип) н. від. н. від. н. від. 1,2 23,7-35,6 55,9-34,3 12,3-7,8 8,1-20,4 0 0 93,5-97,3 4,5-2,7 н. від. н. від. н. від. н. від. н. від. 29,7-61,1* 64,1-34,6 6,4-4,3 0 81,4-75,1 16,3-21,5 2,3-3,4 84,5-57,4 8,3-10,2 92,4-97,1 5,8-1,5 н. від. н. від. 87,8-93,3 6,3-4,8 92,7-93,2 4,2-3,4 37,8-49,4 10,4-9,8 69,3-95,8 4,7-2,1 н. від. н. від. 65,5-80,5 8,9-5,0 71,2-91,6 4,5-3,2 15-18 68-71 23-67 108-154 н. від. н. від. 16-35 60-170 13-19 65-72 65,1-82,3 72,8-91,4 н. від. н. від. 88,2-92,4 38-41 28-32 32-36 32-37 38-40 * у відомому способі (аналог) - +20 мм 4 Заявлений спосіб 63,1-64,7 2,1-3,8 5,1-3,9 1,25-1,5 UA 84769 U Таблиця 2 Показники процесу запропонованого способу отримання огрудкованого матеріалу Найменування показників Основність CaO/SiO2, д. од. сирих котунів з н.т.п.* сирих котунів з в.т.п.* Крупність, мм: всього огрудкованого матеріалу, в т.ч.: сирих котунів з н.т.п. сирих котунів з в.т.п. Вміст SiO2, % в сирих котунах з н.т.п. в сирих котунах з в.т.п. Вміст вуглецю %: в сирих котунах з н.т.п. в сирих котунах з в.т.п. Флюс в сирих котунах з н.т.п. в сирих котунах з в.т.п. 1 Запропонований спосіб за прикладами 2 3 4 5 1,2
ДивитисяДодаткова інформація
Автори англійськоюLialiuk Vitalii Pavlovych, Zhuravliov Feliks Mykhailovych, Stupnik Mykola Ivanovych, Uchytel Oleksandr Davydovych, Liakhova Iryna Anatoliivna, Kassim Daria Oleksandrivna, Chuprynov Yevhen Valeriiovych
Автори російськоюЛялюк Виталий Павлович, Журавлев Феликс Михайлович, Ступник Николай Иванович, Учитель Александр Давыдович, Ляхова Ирина Анатольевна, Кассим Дарья Александровна, Чупринов Евгений Валерьевич
МПК / Мітки
МПК: C22B 1/14
Мітки: спосіб, виробництва, огрудкованого, офлюсованого, матеріалу
Код посилання
<a href="https://ua.patents.su/8-84769-sposib-virobnictva-oflyusovanogo-ogrudkovanogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва офлюсованого огрудкованого матеріалу</a>
Спосіб виробництва офлюсованого огрудкованого матеріалу
Номер патенту: 13511
Опубліковано: 25.04.1997
Автори: Федоров Станіслав Олексійович, Бережний Микола Миколайович, Дрожилов Лев Олександрович, Білоус Володимир Миколайович
МПК: C22B 1/14
Мітки: матеріалу, офлюсованого, виробництва, огрудкованого, спосіб
Формула / Реферат:
Способ производства офлюсованного окускованного материала из смеси легко- и тугоплавких железорудных окатышей, включающий раздельное дозирование и смешивание компонентов шихт, офлюсование шихты для получения легкоплавких окатышей известняком и добавку в нее твердого топлива, окомкование шихт, загрузку сырых окатышей на обжиговую машину и обжиг их, отличающийся тем, что, с целью повышения металлургических свойств готового продукта, в шихту...
Шихта для виробництва огрудкованого розріджувача сталеплавильного шлаку та спосіб його отримання
Номер патенту: 55298
Опубліковано: 17.03.2003
Автори: Сидорський Олександр Володимирович, Майстренко Юрій Олександрович, Гогенко Олег Олександрович, Кріпак Станіслав Миколайович, Гришин Олег Миколайович, Пройдак Юрій Сергійович
МПК: C21B 3/00
Мітки: шихта, шлаку, отримання, огрудкованого, спосіб, сталеплавильного, виробництва, розріджувача
Формула / Реферат:
1. Шихта для виробництва огрудкованого розріджувача сталеплавильного шлаку, яка містить ставролітовий концентрат та глину, яка відрізняється тим, що вона додатково містить вуглецевмісний матеріал при такому співвідношенні компонентів, % мас.: вуглецевмісний матеріал 5 - 10 глина 5 - 10 ставролітовий концентрат решта. 2. Спосіб...
Спосіб виробництва офлюсованого доменного агломерату
Номер патенту: 62319
Опубліковано: 15.12.2003
Автори: Кубанов Олег Геннадійович, Іванченко Владислав Вікторович, Коваленко Іван Михайлович, Шеремет Володимир Олександрович, Орел Григорій Іванович, Кекух Анатолій Володимирович, Кріпак Станіслав Миколайович, Любимов Іван Михайлович, Котляр Михайло Ігорович, Дубина Олег Вікторович, Гогенко Олег Олександрович, Корякін Володимир Михайлович, Сокуренко Анатолій Валентинович
МПК: C22B 1/14
Мітки: спосіб, доменного, офлюсованого, виробництва, агломерату
Формула / Реферат:
Спосіб виробництва офлюсованого доменного агломерату, що включає складування й усереднення сирих матеріалів шляхом формування штабеля, підготовку палива до спікання, підготовку кальцієвмісного компонента органогенного походження шляхом його здрібнення і просіювання, дозування компонентів шихти (аглосуміші, палива, кальцієвмісного компонента і обрату агломерату), змішування, зволоження й огрудкування агломераційної шихти, завантаження її на...
Спосіб виробництва офлюсованого доменного агломерату

Номер патенту: 11107
Опубліковано: 15.12.2005
Автори: Оторвін Павло Іванович, Кріпак Станіслав Миколайович, Шеремет Володимир Олександрович, Майстренко Юрій Олександрович, Сапунов Андрій Вікторович, Гогенко Олег Олександрович, Кекух Анатолій Володимирович, Сокуренко Анатолій Валентинович, Корякін Володимир Михайлович, Орел Григорій Іванович
МПК: C22B 1/16
Мітки: виробництва, офлюсованого, доменного, спосіб, агломерату
Формула / Реферат:
Спосіб виробництва офлюсованого доменного агломерату, що включає складання й усереднення сировинних матеріалів, підготовку твердого палива до спікання шляхом здрібнювання його до фракції 3 мм, підготовку вапняку, дозування компонентів шихти, змішування, зволоження й огрудкування агломераційної шихти, завантаження шихти на палети агломераційної машини, спікання підготовленого матеріалу й охолодження повітрям агломерату на стрічці агломашини з...
Шихта для виробництва офлюсованого агломерату
Номер патенту: 1467
Опубліковано: 25.07.1994
Автори: Кузнєцов Володимир Іванович, Пархоменко Олексій Дмитрович, Тарасов Віктор Іванович, Алексеєв Віктор Іванович, Локтіонов Петро Якович
МПК: C22B 1/16
Мітки: шихта, офлюсованого, агломерату, виробництва
Формула / Реферат:
Шихта для производства офлюсованного агломерата основностью 1,51-1,79,-содержащая рудные материалы, флюс, топливо и мелкодисперсный обожженный магнезиальный порошок, отличающаяся тем, что компоненты шихты взяты в следующем соотношении, в мас.%:флюс 15-20магнезиальный порошок 1-10топливо 3-4,5рудные материалы остальное,при...
Попередній патент: Підшипник котіння
Наступний патент: Спосіб підвищення точності приладу на основі явища поверхневого плазмонного резонансу
Випадковий патент: Спосіб надання послуг через мережу інтернет