Спосіб електроімпульсного виготовлення бетонних виробів, операційна система й електроімпульсний вібраційний стіл для здійснення способу
Номер патенту: 85747
Опубліковано: 25.02.2009
Автори: Кісленко Юрій Олексійович, Мартіросян Арсен Мушегович

Формула / Реферат
1. Спосіб електроімпульсного виготовлення бетонних виробів, що полягає в обробці бетонної суміші вібраціями з імпульсами потоків енергії від вібраційного стола, який відрізняється тим, що процес ущільнення суміші ведуть пружно-буферними коливаннями, сформованими електромагнітом-вібратором при плаваючих мікроколиваннях платформи вібраційного стола.
2. Операційна система для здійснення способу електроімпульсного виготовлення бетонних виробів за допомогою вібраційного стола й комунікаційного електронного інвертора, яка відрізняється тим, що система містить оператори мікроколивань із буферною затримкою актів ущільнення бетону й синхронізацією по сигналах навантаження, затримки й розвантаження імпульсів вібрацій трапецієподібної форми.
3. Електроімпульсний вібраційний стіл для здійснення способу електроімпульсного виготовлення бетонних виробів, що містить вібратор і платформу формування, який відрізняється тим, що стіл виконаний з пружноплаваючою платформою (палубою), накладеною на віброгасильні подушки й пружини стиску, установлені симетрично до вертикальної осі електромагнітного вібратора з котушками, електрично пов'язаними з операторами комунікаційного електронного інвертора, що має програму керування й ключ включення й відключення, винесені на дистанційний пульт керування роботою стола.
Текст
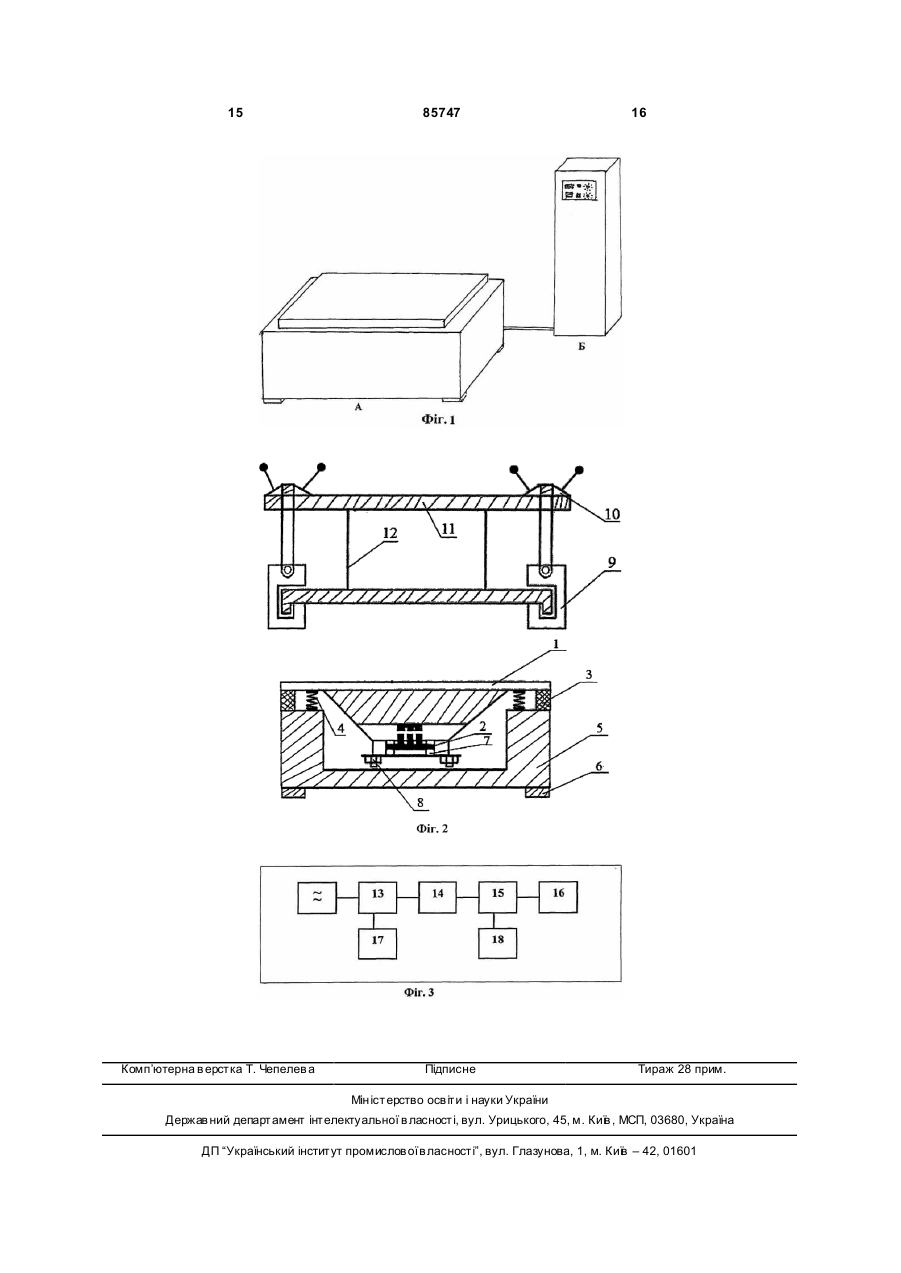
1. Спосіб електроімпульсного виготовлення бетонних виробів, що полягає в обробці бетонної суміші вібраціями з імпульсами потоків енергії від вібраційного стола, який відрізняється тим, що процес ущільнення суміші ведуть пружнобуферними коливаннями, сформованими електромагнітом-вібратором при плаваючих мікроколиваннях платформи вібраційного стола. C2 2 (19) 1 3 85747 Традиційний спосіб виготовлення бетонних виробів складається з готування бетонної суміші, укладання її у форму, вібраційного впливу під час попередньої витримки, що здійснюють коливаннями, що поширюються в об'ємі виробу, сформованими системою електроімпульсних операторів, при цьому віброімпульсні коливання (ВІК) модулюють по частоті з відносною девіацією 0,1-0,3 і частотою модуляції 50-250Гц і більше, а також здійснюють наступну те хнологічну ви тримку виробу. Виготовлення виробів з бетону може вироблятися також при впливі ВІК в імпульсному й переривчастому режимі при здійсненні підстроювання робочої частоти ВІК, що впливає на об'єм виробу, і при впливі ВІК на виріб через звукопроникне погоджувальне середовище. Використання способу дозволяє за рахунок скорочення часу схоплювання й прискореного наростання міцності бетону виключити з технологічного процесу операції силового ущільнення бетонної суміші, а також термічної вологої обробки (пропарювання) сформованих виробів, тим самим скоротивши загальний час виготовлення виробів при зменшенні енергоємності процесу, а також забезпечує підвищення міцності й поліпшення якості поверхні бетонних виробів. Об'єкт включає електроімпульсний вібраційний стіл і електронний комунікаційний інвертер і укомплектований операторами віброімпульсного модулювання фазово-частотних імпульсів діапазону, що вар'їрується, й деструкції капілярно-пористого тіста бетонної суміші в режимі термогравітаційного ущільнення в текстура х суміші із замкнутими об'ємами формування. Відомо, що супутні ультразвукові коливання (УЗК) використовують для інтенсифікації деяких технологічних процесів, у тому числі й у те хнології виготовлення бетонних виробів. При цьому було встановлено, що вплив УЗК підвищує механічну міцність невеликих зразків з бетону, збільшує їхню твердість і щільність їхньої поверхні, скорочує строки схоплювання й наростання міцності бетонів [Ультразвук в технологии бетона. Госстройиздат., УССР, 1964г.] Разом з тим установлено, що інтенсивність ультразвукової хвилі в рідкій бетонній суміші швидко падає з відстанню. На підставі отриманих даних і з урахуванням можливостей техніки для технологічного процесу виготовлення бетону, автори зазначеної книги рекомендували здійснювати ультразвуковий вплив на бетонну суміш після її безпосереднього готування й перед заливанням у форми. Тим часом опромінена бетонна суміш схоплюється значно швидше, що показало недоцільність використання цього способу в умовах бетонного виробництва з високою продуктивністю й тривалим часом між готуванням суміші і її розливанням по формах. Тому такий спосіб не був реалізований промисловим способом. Також відомий спосіб впливу ультразвуком на бетонну суміш, що заливається в простір між обсадною трубою й стінками шпари [Применение ультразвука в нефтяной промышленности. М: Недра, 1983г.]. Цей спосіб заснований на обробці свіжого бетонного тіста потужним акустичним полем частотою 20-100кГц і інтенсивністю більше 5кВт/м 2. При 4 цьому в зоні дії акустичного випромінювання в процесі об'ємної кристалізації розчину досягається скорочення терміну схоплювання й підвищується міцність бетону. Однак у зазначеному способі акустичний вплив обмежувався часом, коли бетонна суміш перебувала в стадії рідкої фази, що привело до одержання ефекту лише поблизу випромінювача. Для всебічного тривалого опромінення цим способом бетонної суміші по всій довжині шпари були потрібні гірлянди ультразвукових випромінювачів довжиною від 4 до 6м, що тоді технічно було нездійсненно. У такий спосіб задача була поставлена, але не була вирішена. Найбільш близьким до пропонованого є спосіб виготовлення бетонних і залізобетонних виробів [А.с. №1815259, Кл. С04В40/02, 1993р.]. Цей спосіб включає готування бетонної суміші, укладання її у форму, ущільнення, вплив пульсуючих ультразвукових коливань на опалубку форми в процесі попередньої витримки відформованого виробу, термообробку й розпалубку. При такому впливі ультразвуком на поверхню форми, що стикається з виробом, що твердіє після формування, на поверхні опалубки форми відбувається утворення шару кавітаційних пухирців, які, захлопуючись, порушують зв'язки, що утворюються при твердінні, між опалубкою й виробом. У такий спосіб досягається висока якість поверхні виробу з бетону, що позитивно позначається на його міцності й вологопроникності. При цьому використання в цьому способі одиночного випромінювача УЗК не дозволяє одночасно й рівномірно діяти на великогабаритні вироби з бетону. Це пов'язане з тим, що, з одного боку, інтенсивність впливу УЗК падає в міру збільшення відстані від випромінювача й потрібна більша потужність впливу. А з іншого боку, при впливі УЗК на одній постійній частоті в обмеженому об'ємі відформованого виробу виникають стоячі хвилі, що не забезпечує рівномірного впливу на об'єм виробу й перешкоджає проникненню УЗК углиб виробу. При цьому, навіть у випадку механічного переміщення випромінювача уздовж поверхні виробу, не забезпечується рівномірної інтенсивності впливу УЗК, тому що різні ділянки поверхні в цьому випадку піддаються ультразвуковому впливу на різних стадіях становлення бетону. При більших розмірах виробів УЗК недостатньо проникають у їхній об'єм внаслідок зазначених причин і не впливають на строки схоплювання бетону й підвищення його міцності в об'ємі виробів. Для скорочення цих строків у відомому способі змушені після попередньої витримки використовувати енергоємну операцію термообробки виробів (пропарювання). Далі виріб піддають наступній витримці у відповідності зі стандартним режимом. В основу даного винаходу поставлена задача скорочення часу технологічного процесу за рахунок скорочення часу схоплювання й часу наростання міцності бетону по об'єму виробів, у тому числі великогабаритних, при зменшенні енергоємності їхнього виготовлення й підвищенні якості. Задача досягається тим, що в запропонованому способі виготовлення бетонних і залізобетонних виробів, що полягає в обробці бетонної 5 85747 суміші вібраціями з імпульсами потоків енергії від вібраційного столу, відповідно до винаходу, процес ущільнення суміші ведуть пружно-буферними коливаннями, формованими електромагнітом вібратором при плаваючих мікроколиваннях платформи вібраційного столу. Задача досягається за рахунок операційної системи для здійснення способу за п.1 за допомогою вібраційного стола й комунікаційного електронного інвертера, що, відповідно до винаходу, включає оператори мікроколивань із буферною затримкою актів ущільнення бетону й синхронізацією по сигналах навантаження, затримки й розвантаження імпульсів вібрацій трапецієподібної форми. Задача досягається також шляхом використання електроімпульсного вібраційного столу для здійснення способу за п.1, що включає вібратор і платформу формування, що, відповідно до винаходу, виконаний з пружноплаваючою платформою (палубою), накладеною на віброгасячі подушки й пружини стиску, установлені симетрично вертикальній осі електромагнітного вібратора з котушками, електрично пов'язаними з операторами комунікаційного електронного інвертера, що має програму керування й ключ включення й відключення, винесених на дистанційний пульт керування роботою стола. Також врахований резерв девіації й мікродіалізу пульсуючи х потоків енергії з наукового відкриття №124 МААНОІ «Явище вакуумакустичної активації в рідинних системах», автор академік, док. ф.т.н. Пащенко В.Л., коли капілярно-пористі рідкофазні макросистеми піддаються девіаторній деструкції й мікрореології. Суттєві відмітні ознаки об'єктів, що заявляються. Способу електроімпульсного виготовлення бетонних виробів: - процес ущільнення суміші ведуть у режимі пружно-буферної мікродеструкції бетонного тіста при плаваючих мікроколиваннях платформи; - відмінність полягає в тім, що в період ущільнення бетонної суміші й формування бетонного тіста процес ведуть за допомогою вертикальних і горизонтальних актів вібрацій і девіації по зсуву й деформації, при цьому мініколивання виконують із буферною затримкою імпульсів у нижніх мертвих точках і формують акти із трапецієподібною формою навантаження, затримки й розвантаження по всьому об'єму бетонної маси; - відмінність полягає в тім, що в період імпульсного формування бетонного виробу в тесті створюють мініколивання й внутрішні гравітаційні хвилі (ВГХ), сполучені в актах мікродіалізу затримки й розвантаження об'єму бетону й синхронізовані з кінетикою девіації ущільнення в актах навантаження, ущільнення й зсуву, як по вертикалі так і горизонталі й тангенціально в мікроосцилюючому і пружно плаваючому режимах мікроколивань. Операційної системи електроімпульсного виготовлення бетонних виробів: - система включає оператори мікроколивань із буферною затримкою актів ущільнення бетону й синхронізацією по сигналах навантаження, затри 6 мки й розвантаження імпульсів вібрацій трапецієподібної форми, як у періоди навантаження, мікрозсуву й дестр укції бетонного тіста так і по вертикалі, горизонталі й тангенціально в бічний левітації зсуву суміші. Електроімпульсний вібраційний стіл для виготовлення бетонних виробів: - стіл виконаний з пружноплаваючою платформою (палубою), накладеною на віброгасячі подушки й пружини стиску, установлені симетрично вертикальної осі електромагнітного вібратора з котушками, електрично пов'язаними з операторами комунікаційного електронного інвертера, що має програму керування й ключ включення й відключення, винесених на дистанційний пульт регулювання мікроколиваннями платформи; - стіл постачений елементами настроювання мікроколивань по пружності й діапазонам вібрації, що включають віброгасячі подушки й пружини стиску, установлені симетрично вертикальній осі електромагнітного вібратора, що включають гвинти стяжки, зачепи з пазами корпуса плаваючої платформи, гайки настроювання й плиту навантаження, що втримує форму(ми) виробу на палубі платформи. Використання цих систем електроімпульсних ВІК, дозволяє забезпечити вплив ВІК великої потужності, з інтенсивністю від 5 до 20-50кВт/м 2, рівномірно розподіленої по поверхні виробу, що особливо важливо для виробів середніх розмірів. При цьому відбувається рівномірне проникнення ВІК і УЗК не тільки у вузький приповерхній шар, але й у глибокі шари виробу, де також починають відбуватися зміни, пов'язані із процесами мікрореології, девітації, диспергації й гідратації, що приводять до скорочення часу схоплювання бетону й часу наростання його міцності в об'ємі виробу. Формування комбінованих ВІК і УЗК за допомогою системи вібраційних, електроімпульсних операторів і ультразвукових випромінювачів забезпечує також рівномірність сумарного впливу на виріб у часі для кожної стадії прискореного процесу становлення бетону. У такий спосіб досягається мікрореологічна й просторово-тимчасова рівномірність імпульсного впливу ВІК і УЗК по об'єму виробу в режимі комбінованих пульсуючи х потоків енергії резонаторних і фазово-частотних діапазонів. У свою чергу, частотна й резонансна модуляція формованих коливань дозволяє усун ути в об'ємі скупчення, вузли й пучності полів, що виникають у прототипу при впливі УЗК із однією робочою частотою. Ефект досягається при комбінуванні мікрокапілярної й частотної модуляції зі зміною довжини хвилі на 30-35%, що в діапазоні ВІК і УЗК відповідає частоті модуляції 50-250Гц і більше з відносної девіацією 0,1¸0,3. Верхня границя частотної девіації 0,3 визначається фазоздвиговим і частотним діапазонами ефективної роботи системи операторів і мікродевіаторів зсуву, напруги й розрядження. При цьому нижня границя девіації 0,1 відповідає мінімально необхідній зміні частот ВІК і УЗК для забезпечення рівномірного капілярно-пористого, поверхневого й об'ємного впливу. У такий спосіб комбіноване використання частотної й электроимпульсной модуляції вібрації дозволяє 7 85747 ще більше підвищити рівномірність активації виробів, у періоди капілярно-пористої девіації й мікрореології, коли тензори девіації синхронізовані із щільністю й вагою. Рівномірність розподілу інтенсивності в порах і по поверхні або в об'ємі кількісно і якісно може бути оцінена як співвідношення мінімальної інтенсивності імпульсів до максимальної, відповідно в капілярах, на поверхні або в об'ємі бетонного виробу. У пропонованому способі ці співвідношення досягають 0,9 на поверхні й 0,6 в об'ємі при фіксованій відстані від поверхні, що опромінюється, а в способі-прототипі тільки 0,4 на поверхні й 0,2 в об'ємі, тому що в ньому відсутній термогравітаційний фактор із внутрішніми гравітаційними хвилями (ВГХ). Вплив на виріб частотно-модульованих ВІК і УЗК великої потужності, при забезпеченні просторово-тимчасової рівномірності цього впливу, із ВГК приводить до того, що процес схоплювання бетону й наростання його міцності до нормативної величини встигає відбутися за дуже короткий час спільного впливу ВИК, ВГК і УЗК у період попередньої витримки відформованих виробів і нетривалий час при наступній витримці й при звичайній температурі. Це дозволяє відмовитися від енергоємної операції їх термовологої обробки (пропарювання), що особливо актуально для габаритних виробів. Тут розкриті аспекти мікродіалізної термогравітації й мікровакуумхвильової деструкції й мікрореології наукового відкриття №124 МААНВІ. При цьому, при впливі частотномодульованими ВІК, ВГК і УЗК на бетонну суміш, що через наявність численних включень із різними акустичними опорами є нелінійним середовищем, у ній виділяється низькочастотний (НЧ) сигнал. Нелінійний ефект, пов'язаний зі зміною параметрів швидкості звуку в багатокомпонентному газорідинному середовищі при великих потужностях імпульсного й ультразвукового впливу, у значній мірі підсилюється як ефект із приповерхньою псевдокавітацією, так і кавітацією усередині пористостей об'єму виробу. Ефект нелінійності поширення ВІК і УЗК полягає у вільній передачі в середовищі напівхвиль стиску й практично повному поглинанні середовищем напівхвиль розрідження коли підсилюється термогравітація. Таке поширення частотно-модульованих ВІК, ВГХ, НЧ і УЗК приводить до ефекту мікродіалізу й детектирування, при якому обвідна високочастотних коливань може бути виділена в об'ємі виробу у вигляді низькочастотного вібраційного коливання із частотою модуляції 50¸250Гц. Це прямий наслідок наукового відкриття №124 МААНВІ «Явище вакуумакустичної активації в рідинних системах», чим є бетонна суміш. Вплив такого НЧ - сигналу протягом усього часу попередньої витримки відформованого виробу адекватно відомому процесу ущільнення бетонної суміші, що дозволяє в запропонованому способі виключити операцію додаткового ущільнення в порівнянні зі способом-прототипом. Можливе виготовлення способом, що заявляється, виробів із залізобетону, бо у ньому будуть відбуватися всі фізичні процеси, зазначені для 8 бетону, тому що металеві арматури, що входить до складу залізобетону і є ідеальним провідником для вібрацій і звуку, що підсилює ефект від впливу ВІК і УЗК. У зв'язку із цим все викладене в способі стосовно виготовлення виробів з бетону так само відноситься до виготовлення виробів із залізобетону, пінобетону й аналогічних сумішей, які зараз поширені. Таким чином, сукупність зазначених ознак дозволяє за рахунок скорочення часу схоплювання й активації наростання міцності бетону виключити операції окремого механічного ущільнення бетонної суміші й вибірної термообробки відформованих виробів, а також скоротити час регламенту технологічного процесу й зменшити енергоємність виготовлення бетонних і залізобетонних виробів, у тому числі виробів великих або ємнісних розмірів. Ці ознаки обумовлені ВІК - активацією капілярнопористих середовищ бетонного класу в сполученні з їх вакуумакустичною активацією зворотногравітуючої власти вості. У пропонованому способі виготовлення бетонних виробів вплив ВІК і УЗК на поверхню відформованого виробу можна здійснювати також у переривчастому й імпульсному режимі при тривалості імпульсу випромінювання 1¸50мс і шпаруватості 2-5. Цю функцію забезпечують електронний комунікаційний інвертер і оператори вібраційного столу. Потужність імпульсного впливу, як правило, обмежена середньою потужністю оператора, що визначає тепловий режим мікродіалізу. Однак потужність електроімпульсного ВІК достатня для великих діапазонів реалізації. Тому використання зазначеного режиму роботи рівнозначне використанню амплітудно-частотної й мікрореологічної модуляції, при яких граничні значення тривалості імпульсів в 1¸50мс визначаються граничними значеннями частоти обвідної несучого сигналу 50¸250Гц і більше із частотою модуляції при значенні шпаруватості 2-5. Збільшення шпаруватості до 5 використовується для поліпшення теплового режиму елктроімпульсних систем при відповідному скороченні тривалості імпульсів модуляції вакуумакустичної властивості при мікрореологічній деструкції за допомогою комбінованих ВІК і УЗК діапазонів. При цьому комбінований імпульсний режим і фазово-частотний дозволяє підвищити максимальну потужність в імпульсі й середній потужності імпульсного впливу, що підсилює проникнення ВІК і ВГХ углиб оброблюваного виробу й сприяє прискоренню часу схоплювання й наростання міцності бетону. Причому ВІК, ВГХ, УЗК і НЧ - імпульси впливають на капілярно-пористе тісто бетонної суміші в режимі посилення термогравітації за рахунок змушеного поглинання хвиль девіації. Крім того, у цьому випадку також за рахунок детектирування середовищем комбінованих мікроімпульсних сигналів, синхронізованих і змодульованих не тільки по частоті, але й по фазі й амплітуді, і виділення відповідних НЧ, ВГХ - сигналів, відбувається посилення ефекту ущільнення бетонної суміші. Ефект описується наступними тензорами девіації: 9 85747 Синергетика тензорних деформацій і напруг у механіці суцільного середовища визначається факторами самоорганізації або самодезорганізації девіаторів деформації (eij) і напруги (sij), які виражаються відповідно: а) Э 11=e11-e, Э 22=e22-e, Э 33=e33-e, Э 12=e12, Э 23=e23, Э 31=e31 , де e=(e11+e22+e33/3 - середня деформація При цьому Э 11+Э 22+Э 33=0 б) S11=s11-s, S 22=s22-s, S 33=s33-s, S12=s12, S23=s23, S31=s31, де s=(s11+s22 +s33)/3гідростатична (середня) напруга. При цьому S11+S22+S33=0 (У синергетиці відкритих систем, а саме в процесах утворення, стійкості й руйнування впорядкованих тимчасових і просторових структур у складних нерівновагих системах різної природи, найважливішим є виявлення загальних закономірностей, властивостей, явищ і їхніх параметрів стану, як при самоорганізації так і при самодезорганізації після деструкції, й знання часу релаксації метастабільності в режимі дипольної орієнтації або переорієнтації молекул і атомів під впливом різних фізичних полів, у тому числі гравітаційного, термогравітаційного, вакуумного, вакуумакустичного, звукового, вібраційного, електромагнітного, магнітоелектричного, теплового, хімічного, квантово-механічного, механічного, а також спільних, тобто синергетичних (synergetikos), які узгоджено діють при керуванні їх комбінаційно-квантовими й дипольними станами на тензорних рівнях, як по деформації так і по напрузі участі в хімічних реакціях мікро- і макро-водних суспензій і емульсій неорганічної або органічної властивості). У пропонованому способі виготовлення бетонних виробів у процесі впливу ВІК, ВГХ, УЗК і НЧ імпульсів можна здійснювати підстроювання частоти цих коливань із умови забезпечення максимальної інтенсивності імпульсного й резонансного впливу, для чого виділяють і вимірюють контрольний електричний сигнал, рівень якого пропорційний амплітуді ВІК, ВГХ і УЗК на поверхні виробу, коли й здійснюють підстроювання частоти цих коливань на резонаторний ефект внутрішньої конверсії й масообміну. Вплив імпульсними коливаннями на бетонну суміш, залиту в задану форму, починається коли бетон перебуває в рідкій фазі, а закінчується на стадії практично твердої фази. Це значить, що в період мікрохвильової активації постійно міняється хвильовий опір середовища при поширенні імпульсів і відбувається неузгодженість робочої частоти, внаслідок чого падає інтенсивність впливу УЗК, а підсилюється роль ВІК, ВГХ і НЧ - коливань, як тензорів конверсійної девіації мікрореології. Зазначене підстроювання робочої частоти ВІК і служить для забезпечення необхідної інтенсивності імпульсного впливу на виріб у часі, тобто для підвищення тимчасової рівномірності, незалежно від стадії становлення бетону, як описано вище з тензорною моделлю девіації й мікродіалізу при активації мікрореології. У пропонованому способі виготовлення бетонних виробів вплив ВІК на виріб можна здійснювати також через звукопроникне погоджувальне сере 10 довище, уводячи відповідні оператори й хвилеводи - при необхідності. Використання звукопроникного погоджувального середовища поліпшує просторове узгодження ВІК по всій поверхні виробу, що контактує із цим середовищем і має постійний хвильовий опір. При цьому підвищується просторова рівномірність ВІКвпливу на поверхню виробу з бетону незалежно від його форми. Крім того, використання звукопроникного погоджувального середовища дозволяє забезпечити й мікрохвильовий вплив одночасно на кілька відформованих виробів, розміщених у ємності із погоджувальним середовищем. Причому вакуумакустичні й термогравітаційні оператори організуються як установкою пригрузу так і параметрично. На Фіг.1 представлений загальний вид системи, на Фіг.2 - вібраційний стіл, на Фіг.3 - состав операторів системи. На кресленні представлений приклад виконання пристрою формування ВІК, рівномірно розподілених по поверхні виробу із заданою інтенсивністю й за формою активації. При цьому поряд з ВІК може бути встановлений і пристрій формування УЗК, що включає загальновідомий оператор як у прототипу, а саме - транзисторний ключовий підсилювач 1 потужності (КПП), керований фазоімпульсним модулятором 2, погоджувальний пристрій 3, систему 4 з ряду N електроакустичних випромінювачів, з'єднаних між собою (Фіг.1). При цьому КПП 1 і погоджувальний пристрій 3 можуть бути реалізовані, наприклад, відповідно до А.с. СРСР №1660170, фазоімпульсний модулятор 2 наприклад, відповідно до А.с. СРСР №1614110, що не суперечить єдиному задуму електроімпульсної активації ВІК. Відома система 4 електроакустичних випромінювачів може бути реалізована на основі п'єзоелектричних стрижневих або циліндричних перетворювачів (Довідник. Подводные электроакустические преобразователи. Под ред. Богородского. Л. Судостроение, 1983), як вирішено в прототипі, коли в зазначеному пристрої КПП 1, керованому фазоімпульсним модулятором 2, формують потужний частотно-модульований (ЧМ) сигнал з робочою частотою в межах 18-25кГц із частотою модуляції 10-500Гц і відносної девіацією 0,02-0,2. Сформований сигнал надходить на вхід системи 4 електроакустичних випромінювачів, що формує УЗК великої потужності із заданим фронтом поширення, що забезпечують рівномірне озвучування поверхні оброблюваного виробу з бетону із заданою інтенсивністю, що заміряється системою контрольних гідрофонів, розташованих на поверхні або в об'ємі виробу. При цьому для зменшення кількості випромінювачів можна застосовува ти їхнє механічне сканування уздовж поверхні виробу, а для більш раціональної витрати електричної потужності на опромінення поряд з механічним скануванням можна застосовувати електричне сканування. У такий спосіб об'єднання ВІК, УЗК і НЧ - імпульсів у вибірній композиції з вібраційним столом електроімпульсної властивості дозволяє одержати комплексний результат. Результати наведені в таблиці на прикладах. 11 85747 Приклад. Свіжоприготовлену бетонну суміш марки 400 з водоцементним відношенням 0,5 заливають у форму з розмірами, зазначеними в таблиці в порівняння аналогами. На поверхню відформованого виробу впливають ВІК і УЗК, сформованими системою операторів електроакустичних випромінювачів з певною інтенсивністю й параметрами впливу, наведеними в таблиці для кожного конкретного прикладу. При цьому протягом попередньої витримки виробу контролюють 12 час, необхідний для схоплювання бетону, також наведений в таблиці, аналогічно прототипу, але з посиленням керування процесом через електронний комунікаційний інвертер. Далі, на стадії наступної витримки, виріб витримують на відкритому повітрі до досягнення бетоном нормативних міцнісних характеристик, тобто його повного становлення, і роблять його розформування. Після цього проводилися випробування на міцність. Результати наведені в таблиці. Таблиця Розміри виробу, його форма, характер бетону Спосіб-прототип Спосіб, що пропонується Результати випробувань Бетон марки 400 Бетон марки 400 В/Ц віднош.=0,5 Кубы 15´15´15см. Блок 40´40´60 Две плиты. Куб 100´45´18см. Час ущільнення 5-40сек. Операція ущільнення Частота 50-250Гц Кількість випромінювачів, загальна поту- 6шт. 6шт. 24шт. 1шт. жність 500Вт 450Вт 3Вт 3кВт Частота модуляції, 10Гц 500Гц 100Гц 200Гц Відносна девіація 0,2 0,02 0,1 од Рівномірність впливу УЗК по поверхні 0,8 0,8 0,7 По всьому об'єму Напрямок впливу УЗК на виріб З боку вільної поверхні На палубу форми Час впливу УЗК при попередній витримці 0,5г 0,5г 0,75г 35хв. виробу до повного схоплювання бетону Операція термовологої обробки (пропаНе потребує рювання) Час наступної витримки до нормативної 24г 24г 24г У вологій середі 72г міцності Міцність на стиск 41МПа 43МПа 40МПа Більше 50МПа Вологонепроникність 16 18 12 40 Аналіз результатів показує, що використання ВІК у створеного способу в порівнянні зі способомпрототипом тільки з УЗК дозволяє скоротити час схоплювання бетону для виробів однакового розміру з 3год. до 15хв. і менше, при виключенні операцій штучного ущільнення додаткової паротермообробки при скороченні часу те хнологічного циклу їхнього виготовлення, коли показники міцності виробів, виготовлених заявленим способом з ВІК, виявилися вищими, ніж у аналогічних виробів, виготовлених у відповідності зі способомпрототипом с УЗК. Крім того, було відзначено істотне поліпшення якості поверхні виробів з бетону в порівнянні із прототипом і отримані більш високі показники вологопроникності, відображені в таблиці. З наведених результатів видно, що це технологічний підйом на новий рівень техніки й технології, як виробів нового покоління і якості. Реалізація способу із проведенням додаткового підстроювання робочої частоти при впливі ВІК, ВГХ, УЗК і НЧ на виріб забезпечується як в аналога, тобто тим, що для виділення контрольного сигналу в оператори формування імпульсів, поряд з ВІК, ВГХ і НЧ - імпульсів вводиться електроакустичний датчик, що підключається до фазоімпульсного модулятора. Як такий датчик може бути використаний, наприклад, один з випромінювачів системи, включений у режимі прийому (4N+1 на кресленні). Реалізація способу при спільному впливі ВІК , ВГХ, УЗК і НЧ - імпульсів на виріб через що погоджувальне акустопроникне середовище здійснюється аналогічно описаному ви ще, при цьому як таке середовище можуть бути використані поліуритан або поліпропілен і інші, у тому числі водяний розчин. Відмінні риси технології, операційної системи й електроімпульсного вібраційного стола полягають у наступному (загальний вид Фіг.1., на якій зображений стіл (А) і комунікаційна електронна система (Б)). Робота електроімпульсного вібраційного стола (Фіг.2.) заснована на формуванні імпульсів вібрації робочої плити 1 стола у вертикальній площині щодо осі, тобто знизу нагору й назад. Вібрації з вертикальною осциляцією і в заданих межах регулювання по висоті забезпечуються за допомогою електромагнітного пристрою електромагніт - вібратор 2, що ізольований за допомогою віброгасячих подушок 3 і пружин 4 від корпуса станини 5. Корпус станини 5 також ізольований від підлоги за допомогою подушок 6 і від вібратора прокладками 7. Регулювання попередньої напруги у віброподушках ведеться за допомогою пристрою регулятора 8. Схема кріплення форм (однієї або двох одночасно) на плиті 1 стола виконується з урахуванням форми бетонного виробу. Бетонна суміш заповню 13 85747 ється у форми при включеній вібраційній системі стола за допомогою дозатора, що змонтований під столом з формами (Фіг.2.). Схема кріплення форми для бетонування й виготовлення виробу з бетону (Фіг.2.) включає гаки 9, гвинти 10, пластинки 11 і саму форму 12. Операційна система електроімпульсного керування процесом функціонування вібраційного стола схематично наведена на Фіг.3. і Фіг.1., де позначені єдність комунікаційних зв'язків (Фіг.1.) і состав операторів (Фіг.3.). Операційна система включає: Регулятор електричної напруги 13, випрямляч 14, силовий блок 15, електромагніт - вібратор 16 жорстко закріплений до нижньої частини вібруючої плити (Фіг.1., поз.2.), регулятор амплітуди вібрацій (по електричній напрузі в мережі) 17 і генератор частоти вібрації 18. Блок керування операційної системи синхронізований з роботою вібраційних операторів стола й забезпечує часто ту коливань 100¸200Гц і вище, дозволяє забезпечити процес ущільнення капілярно - пористої бетонної суміші в щільне бетонне тісто з урахуванням фізики мікрореології й вакуумакустичної активації при амплітуді термогравітаційного мікродіалізу 0,5¸0,6мм. Відмінними рисами створених об'єктів технології (способу), операційної системи й електроімпульсного вібраційного стола для виготовлення виробів з бетону й аналогічних сумішей є: - Технології (способу): - наявність процесу вакуумакустичної активації мікродіалізу в капілярно-пористих макросистемах з бетону й аналогічних сумішей з моменту початку заповнення форми під виріб і до закінчення заповнення до упору в обмежувальну плиту форми; - жорстка - пружна фіксація форм із наповнювачем у площині вібрацій з безпосередніми девіаторами зсуву, напруг і капілярно - пористого мікродіалізу в диспергуємій фазі конвекційних і внутрішніх термогравітаційних хвиль деструкції й ущільнення; - наявність м'якого регульованого діапазону вібрацій від 100¸200Гц і більше, при яких забезпечується вакуумакустична активація м'якої мікрореології ущільнення бетонного тіста по всьому об'єму в режимі фазотропної естафети ущільнення по шарах мікрореологічних текстур девіації; - забезпечуються пласко-паралельні резонаторні макродіалізні процеси хвильового паращитування ущільнення від початку й до завершення мікрореологічого й автосинхронного доущільнення в об'ємі бетонної суміші, коли хвилі реології формують об'єднані солітонові текстури пружності сплетені в єдину композицію макроструктури міцності. - Операційної системи й вібростолу: - електронна система і її оператори як комунікаційного інвертера так і вібростола об'єднані у 14 фазово-частотний супровід по сигналу, по фазі, по модуляції, частоті й по трапецієподібному імпульсу й забезпечують «м'які» характеристики девіації від 0,1¸0,3, частотної модуляції від 50¸250Гц і більше, при скважності деструкції 1¸5мc; - електростіл і його оператори девіації й мікродіалізу змонтовані по центру симетрії вібрацій; - електростіл постачений комплексними гасителями вібрацій як по контуру робочої плити (палуби) так і по регульованому електро-вібраційному електромагніту, що забезпечує виключення різких амплітуд шум у й звук у. Чутно тільки тиху лун у підшумів; - електростіл і комунікаційний електронний інвертер виконані з максимальною простотою й енергооснащеністю, компактні й наділені експлуатаційним дизайном, - як по виконанню так і по виду; - електростіл і операційна система досить прості й мають малу собівартість при великий наукоємності. При розмірах (100´45´18)см виробів з бетону марки 400 час ущільнення лежить у діапазоні 5¸40с, частота коливань плити (палуби) 50¸250Гц із модуляцією 200Гц і відносною девіацією - 0,1. Рівномірність вібрацій на виріб - рівномірна при попередній витримці виробу до повного схоплювання бетону - 35хв. У результаті міцність на стиск перебуває в межах 50Мпа й більше, а вологопроникність становить - 40. Причому девіація зсуву й напруг формуються як у вертикальній, так і в горизонтальної площинах через особливості кріплення плити (палуби) вібраційного стола зі станиною, а саме, - через віброгасячі подушки й пружини стиску що забезпечують термогравітаційні внутрішні хвилі й вакуумакустичний мікродіаліз у текстурах бетонної суміші (тіста) у періоди формування вібрацій електромагнітом -вібратором, примусово вниз і пружно - нагору. Система містить дозатор суміші при заповненні форми й обмежувальну планку формування. Таким чином, створений спосіб виготовлення бетонних виробів, що включає готування бетонної суміші, укладання її у форму, попередню витримку відформованих виробів, пульсуючий вплив на поверхню виробу під час попередньої витримки й наступну витримку форми, що полягає в тім, що пульсуючий вплив здійснюють комбінованими коливаннями, сформованими в електроімпульсних операторах безпосереднього впливу й гравітуючої властивості, що поширюються в об'ємі виробу, при цьому імпульси коливань модулюють по частоті з відносною девіацією 0,1-0,3 і частотою модуляції 50¸250Гц і більше й регулюють за допомогою комунікаційного електронного інвертера сполученого з електроімпульсним вібраційним столом. 15 Комп’ютерна в ерстка Т. Чепелев а 85747 Підписне 16 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for electric impulsive production of concrete products, operating system and electric impulsive vibrating table for the realization of the process
Автори англійськоюKislenko Yurii Oleksiiovych, Martirosian Arsen Mushehovych
Назва патенту російськоюСпособ электроимпульсного изготовления бетонных изделий, операционная система и электроимпульсный вибрационный стол для осуществления способа
Автори російськоюКисленко Юрий Алексеевич, Мартиросян Арсен Мушегович
МПК / Мітки
МПК: B28B 1/08, C04B 40/00
Мітки: електроімпульсного, способу, система, стіл, операційна, виготовлення, виробів, здійснення, спосіб, електроімпульсний, бетонних, вібраційний
Код посилання
<a href="https://ua.patents.su/8-85747-sposib-elektroimpulsnogo-vigotovlennya-betonnikh-virobiv-operacijjna-sistema-jj-elektroimpulsnijj-vibracijjnijj-stil-dlya-zdijjsnennya-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроімпульсного виготовлення бетонних виробів, операційна система й електроімпульсний вібраційний стіл для здійснення способу</a>
Електроімпульсний вібраційний стіл
Номер патенту: 26516
Опубліковано: 25.09.2007
Автори: Мартіросян Арсен Мушегович, Кісленко Юрій Олексійович
МПК: B28B 1/08
Мітки: електроімпульсний, вібраційний, стіл
Формула / Реферат:
1. Електроімпульсний вібраційний стіл, переважно для виготовлення бетонних виробів, що включає вібратор і рухливу платформу формування, який відрізняється тим, що стіл виконаний з пружноплаваючою платформою, накладеною на віброгасильні подушки й пружини стиску, установлені симетрично до вертикальної осі електромагнітного вібратора з котушками, електрично зв'язаними з операторами комунікаційного електронного інвертора, що має програму...
Спосіб виготовлення бетонних виробів у формі для лиття і пристрій для його здійснення
Номер патенту: 48699
Опубліковано: 15.08.2002
Автор: Чутчев Сергій Вікторович
МПК: B28B 7/00
Мітки: виробів, здійснення, форми, виготовлення, лиття, спосіб, пристрій, бетонних
Формула / Реферат:
1. Спосіб виготовлення бетонних виробів у формі для лиття, що полягає в завантаженні попередньо підготовленої бетонної суміші у форму для лиття з латексу, розташовану в матриці, ущільненні на вібростенді, витримці у формі до отвердіння і розформуванні, який відрізняється тим, що для розформування виріб витягають з матриці разом з формою для лиття, яку потім знімають з виробу.2. Спосіб по п. 1, який відрізняється тим, що внутрішню...
Спосіб виготовлення бетонних виробів
Номер патенту: 8421
Опубліковано: 15.08.2005
Автори: Дудар Ігор Никифорович, Швець Віталій Вікторович
МПК: B28B 1/08
Мітки: спосіб, виготовлення, бетонних, виробів
Формула / Реферат:
Спосіб виготовлення бетонних виробів, який включає укладання бетонної суміші в форму, її ущільнення та наступний повторний періодичний вібровплив з одночасним вимірюванням електричного потенціалу суміші, що твердіє, причому кожен період вібровпливу починають при максимальному його значенні та закінчують при мінімальному, а періодичний вплив зупиняють при досягненні постійного значення електричного потенціалу, який відрізняється тим, що...
Спосіб виготовлення бетонних та залізобетонних виробів
Номер патенту: 68063
Опубліковано: 15.07.2004
Автори: Рогулін Вадим Валентинович, Руденко Наталія Миколаївна, Лашков Віктор Єгорович, Бондарчук Володимир Віталійович, Ніколаєва Олена Климівна, Давіденко Олександр Іванович, Азутов Володимир Павлович
МПК: C04B 40/02
Мітки: залізобетонних, виробів, спосіб, виготовлення, бетонних
Формула / Реферат:
Спосіб виготовлення бетонних і залізобетонних виробів, що включає укладання бетонної суміші, ущільнення, розміщення на поверхні бетону нагрівального елемента, нагрів з використанням ефекту магнітної індукції, який відрізняється тим, що одночасно встановлюють 4-6 нагрівальних елементів, причому їх розміщають по одному чи блочно в залежності від конфігурації виробу, при цьому індукційне нагрівання виконують з рівномірним підвищенням температури...
Спосіб виготовлення пустотілих бетонних і залізобетонних виробів
Номер патенту: 31506
Опубліковано: 15.12.2000
Автор: Мельник Ігор Володимирович
Мітки: пустотілих, залізобетонних, виготовлення, виробів, бетонних, спосіб
Текст:
...вони можуть бути пустотілими. Збільшення пустотності та зменшення тонкостінності виробів сприяє швидшому їх твердінню і зменшує енерговитрати при тепловій обробці. Для масивних виробів зменшуються внутрішні напруження від усадки бетону. Пустоутворювачі - вставки, які залишають в тілі бетону, виготовляють з відносно легких і дешевих матеріалів, в т.ч. з відходів виробництва. При цьому в певній мірі вирішують інше актуальне питання...
Попередній патент: Контроль розподілу терміналів для послуги “точка-багато точок” у системі бездротового зв’язку
Наступний патент: Композиція інгредієнтів безалкогольного напою “живчик груша”
Випадковий патент: Спосіб профілактики гнійно-септичних ускладнень при гострій непрохідності кишечнику в експерименті