Спосіб контактного стикового зварювання оплавленням
Номер патенту: 316
Опубліковано: 30.04.1993
Автори: Бєляєв Данило Іванович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Самотрясов Сергій Михайлович, Бондарук Андрій Всеволодович
Формула / Реферат
Формула изобретения
1. Способ контактной стыковой сварки оплавлением, при котором одной из свариваемых деталей сообщают колебания, состоящие из движений на сближение и разведение оплавляемых торцов, осуществляемых в зависимости от величины текущего параметра оплавления, характеризующего сопротивление искрового промежутка, отличающийся тем, что, с целью повышения производительности сварки путем интенсификации нагрева свариваемых деталей, скорость сближения устанавливают постоянной в пределах 1-10 мм/с, а скорость разведения изменяют пропорционально величине текущего параметра оплавления до достижения скоростью разведения максимального значения, не превышающего 3 мм/с, после чего ее поддерживают постоянной.
2. Способ по п. 1, отличающийся тем, что по мере нагрева свариваемых деталей максимальное значение скорости разведения снижают.
Текст
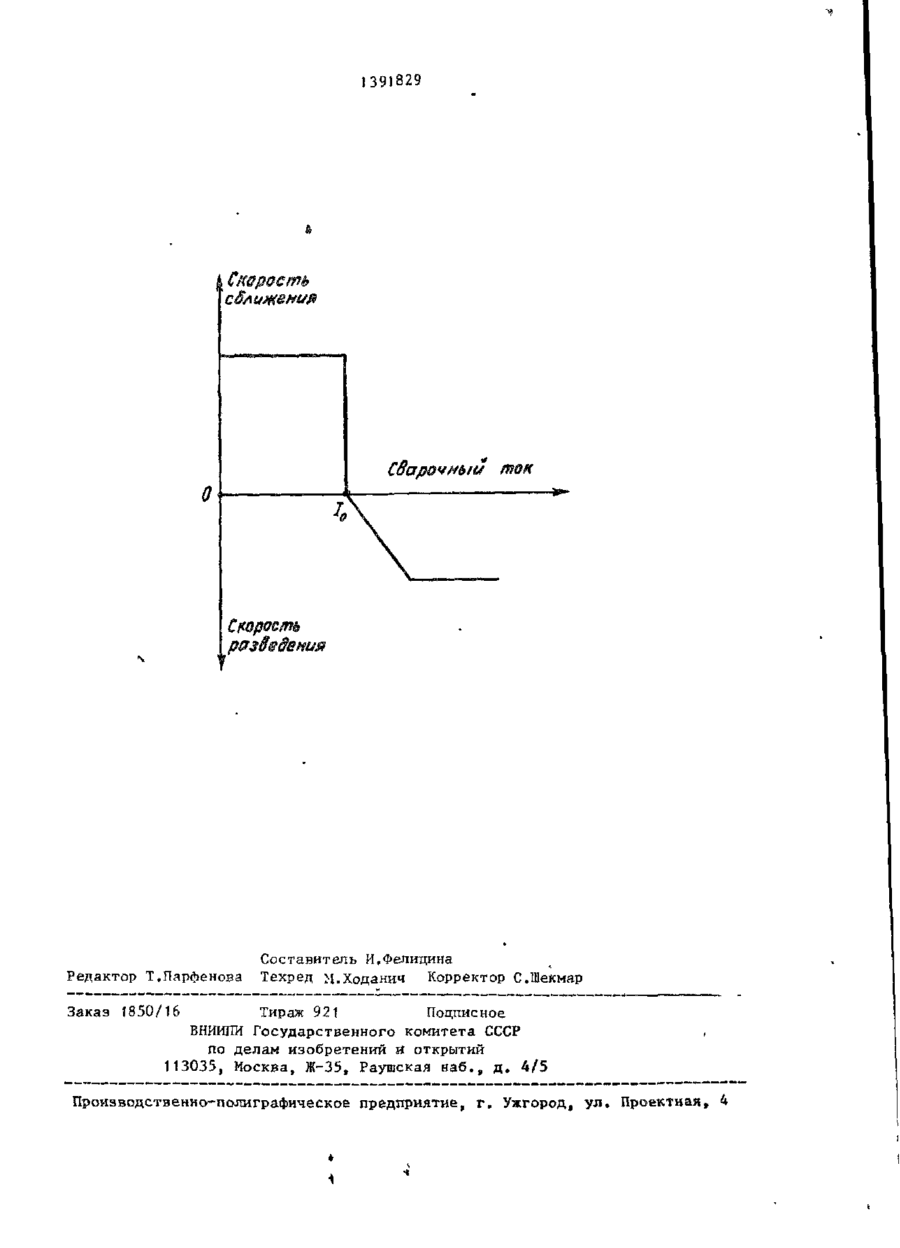
Изобретение относится к контактной стыковой сварке импульсным оплавлением и может быть использовано преимущественно для сварки деталей с большими поперечными свариваемыми сечениями. Цель - повышение производительности сварки путем интенсификации процесса нагрева. Для этого сваривае мым деталям сообщают колебания, состоящие из движений на сближение и разведение оплавляемых торцов, которые осуществляют в зависимости от величины текущего параметра оплавления, характеризующего сопротивление искрового промежутка. Таким параметром может быть сварочный ток, напряжение и мощность. Скорость сближения уста** навливают постоянной в пределах 110 мм/с. Скорость разведения устанавливают пропорционально величине изме* ряемого текущего параметра оплавления таким образом, чтобы ее максимальное значение не превышало 3 мм/с. После достижения максимального значения скорость разведения поддерживают постоянной. По мере нагрева свариваем мых деталей максимальное значение скорости разведения мпжно снижать. Интенсификацию процесса нагрева обеспечивает максимально возможная скорость нарастания тока и минимально возможная скорость его снижения. 1 з.п.флы, 1 ил. СО со 00 to со 1 1391829. Изобретение относится к контактной стыковой сварке импульсным оплавлением и может быть использовано преимущественно в тяжелом стыкосвароч* ном оборудовании для сварки деталей с большими поперечными свариваемыми сечениями. Цель изобретения - повышение производительности сварки путем интенсифи-tO кации нагрева свариваемых деталей. На чертеже представлена статическая характеристика регулятора скорости по предлагаемому способу. При уменьшении силы тока ниже on- t5 ределенной, наперед заданной величины (10) скорость сближения сразу становится постоянной, равной установленной заранее величине, которую в зависимости от типоразмера сваривае- 20 мых деталей целесообразно варьировать в пределах 1-10 мм/с. Указанный предел, из которого следует выбирать оптимальную скорость* сближенияч определен экспериментальным путем, исхо- 25 дя из положения, что скорость сближения (устанавливаемая) должна быть выше максимально возможной технологической скорости оплавления для деталей определенного типоразмера и из- 30 готовленные из определенного материала. Так, например, для деталей любых типоразмеров, изготовленных из легких сплавов на основе алюминия и титана ТребуЮТСЯ более ВЫСОКИе СКОРОСТИ jc сближения ниже 1 мм/с при сварке любых деталей ведет к появлению перерывов в протекании сварочного тока, С другой стороны, увеличение скорости сближения выше 10 мм/с при сварке любых деталей приводит к возникновению коротких замыканий свариваемых торцов. А. так как наибольшая эффективность нагрева при контактной стыковой' сварке оплавлением имеет место при отсутствии коротких замыканий свариваемых торцов и перерывов в протекании тока, поэтому при скоростях сближения, больших 10 мм/с и меньших 1 мм/с, повышения производительности сварки не наблюдается. сближения (8-10 мм/с), чем для стальных деталей (1-8 мм/с). Сила сварочного тока не является единственным паоаметпом сварки, ха- . рактеризующим сопротивление искрового промежутка, по которому можно осуществлять управление скоростями сближения и разведения. В качестве параметров оплавления могут быть использованы сварочное напряжение и мощность, которые также характеризуют • : сопротивление искрового промежутка. Для повышения производительности сварки скорость разведения деталей должна быть пропорциональна величине текущего параметра сварки. В случае управления процессом по сварочному току скорость разведения должна быть прямо пропорциональна силе тока, т.е. с увеличением тока выше 1 0 скорость разведения должна увеличиваться. | С увеличением площади поперечного сечения свариваемых деталей величина 40 оптимального значения скорости сближения уменьшается в указанных пределах. Это связано, с тем, что чем больше сечение свариваемых деталей, тем больше контактных перемычек обра-45 зуется при сближении деталей (увеличивается скорость нарастания площади контактных перемычек), Поэтому для предотвращения перерывов в протекании тока при оплавлении деталей ^ сравнительно больших сечений (4000 мм 2 и выше) требуются сравнительно небольшие скорости их сближения. В случае сварки сравнительно мелких деталей для предотвращения п е ~ 5 5 рерывов в протекании тока (т.е. быстрого образования контактных перемычек) требуются более высокие скорости сближения. Снижение скорости Пропорциональная зависимость между величиной текущего параметра сварки и скоростью разведения требуется для достижения плавного расплавления контактных перемычек. Величина параметра сварки характеризует площадь образовавшихся контактных перемычек, чем Польше эта площадь, тем больше требуется скорость-разведения. Не- * выполнение этого требования (когда скорость разведения слишком мала) приводит к короткому замыканию деталей, а когда скорость слишком велика - к механическому разрушению перемычек и перерывам в протекании сварочного тока. Максимальное значение скорости разведения следует ограничивать для предотвращения перерывов в протекании тока, т.е. для каждого типоразме, ра свариваемых деталей прямо пропорциональная зависимость между силой 1391829 сварочного тока и скоростью разведения должна быть нарушена путем ограничения скорости разведения. Для каждого типоразмера деталей с максимальное (граничное) значение скорости разведения следует выбирать отдельно. Для деталей с большими сечениями максимальное значение скорости разведения должно быть сравнитель10 но большим, для деталей с меньшими сечениями - меньшим, но для деталей любых сечений максимальное значение скорости разведения не должно превышать 3 ми/с. Для деталей малого се- 15 чения возможем предельный случай^ когда оплавление деталей протекает в виде пульсаций, в этом случае скорость разведения равна 0 мм/с, т.е. разведение отсутствует. 20 валась после вложения в оплавляемые детали 3 кВт ч электрической энергии, Среднее время сварки партии рельсов предлагаемым способом составило около 120 с, что на 40 с меньше времени сварки известным способом. Способ обеспечивает максимально возможную скорость нарастания тока и минимально возможную скорость его снижения, что позволяет повысить интенсивность нагрева и как следуствие производительность сварки» Ф о р м у л а и з о б р е т е н и я 1» Способ контактной стыковой сварки оплавлением, при котором одной из свариваемых деталей,сообщают колебания, состоящие из движений на сближение и разведение оплавляемых По мере разогрева торцов свариваеторцов, осуществляемых в зависимости мых деталей максимальное (граничное) от величины текущего параметра опзначение скорости разведения целесолавления, характеризующего сопротивобразно снижать. Снижение максимального значения скорости разведения мояс-25 ление искрового промежутка, о т л и ч а ю щ и й с я тем, ч т о , с ц е но осуществлять как ступенчато, так лью повышения производительности и плавно, причем характер и степень сварки путем интенсификации нагрева снижения скорости для каждого типосвариваемых деталей, скорость сблиразмера свариваемых деталей и их жения устанавливают постоянной в материала выбираются опытным путем 30 пределах 1-10 мм/с, а скорость р а з Сваривались две партии рельсов ведения изменяют пропорционально в е типа Р65 предлагаемым способом и личине текущего параметра оплавления способом-прототипом. Сварочное надо достижения скоростью разведения пряжение 6,9 В, величина осадки 12 мм. При сварке предлагаемым способом _ максимального значения, не превышающего 3 мм/с, после чего ее поддержискорость сближения 6 мм/с, а скорость вают ПОСТОЯННОЙ. разведения изменялась в пределах 0,23 мм/с. По мере разогрева оплавляе2 . Способ по п. 1, о т л и ч а ю мых деталей максимальное значение скорости разведения снижалось до щ и й с я тем, что по мере нагрева 40 1 мм/с. Для достижения сравнимости свариваемых деталей максимальное з н а результатов команда на осадку подачение скорости разведения снижают. 1391829 О Редактор Т.Парфенова Составитель И.Фелицина Техред М.Ходанич Корректор С.Шекмар Заказ 1850/16 Тираж 921 Подписное В И П Государственного комитета СССР НИИ по делам изобретений я открытий 113035, Москва, Ж-35, Раушская наб., д . 4/5 , Производственно-полиграфическое предприятие, г . Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Bohorskyi Mykhailo Volodymyrovych, Samotriasov Serhii Mykhailovych, Bondaruk Andrii Vsevolodovych, Bieliaiev Danylo Ivanovych
Автори російськоюКучук-Яценко Сергей Иванович, Богорский Михаил Владимирович, Самотрясов Сергей Михайлович, Бондарук Андрей Всеволодович, Беляев Даниил Иванович
МПК / Мітки
МПК: B23K 11/04
Мітки: зварювання, спосіб, оплавленням, контактного, стикового
Код посилання
<a href="https://ua.patents.su/4-316-sposib-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного стикового зварювання оплавленням</a>
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 317
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Самотрясов Сергій Михайлович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: стикового, оплавленням, контактного, спосіб, зварювання
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки оплавлением, при котором во время сварки скорость оплавления задают равной скорости перемещения подвижной колонны сварочной машины и воздействуют на нее обратной отрицательной связью по параметру, характеризующему процесс оплавления, например сварочному току, при этом в процессе сварки изменяют воздействие обратной отрицательной связи, отличающийся тем, что, с целью повышения...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 365
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Бондарук Андрій Всеволодович, Грабчев Борис Леонідович, Ротару Іон Теодорович, Бєляєв Данило Іванович, Богорський Михайло Володимирович, Мальцев Віктор Миколайович, Череднічок Віталій Тимофійович, Тільга Степан Сергійович
МПК: B23K 11/04
Мітки: зварювання, стикового, спосіб, оплавленням, контактного
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, при котором при оплавлении задают скорость подачи подвижной плиты в зависимости и от величины сигнала, пропорционального сварочному току, осуществляют останов подвижной плиты при сварочном токе, соответствующем экстремуму электрической мощности, выделяющейся в стыке, а затем скорость подачи восстанавливают отличающийся тем, что с целью повышения производительности путем интенсификации нагрева...
Спосіб управління процесом контактного стикового зварювання оплавленням

Номер патенту: 397
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: спосіб, контактного, стикового, оплавленням, процесом, зварювання, управління
Формула / Реферат:
Формула изобретенияСпособ управления процессом контактной стыковой сварки оплавлением, при котором сигналом на выдачу команды управления служит скорость оплавления, отличающийся тем, что, с целью повышения стабильности нагрева свариваемых деталей, качества сварных соединений и производительности процесса сварки, при достижении скорости оплавления определенного, наперед заданного значения изменяют сварочное напряжение.
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 491
Опубліковано: 30.04.1993
Автори: Галян Борис Опанасович, Кучук-Яценко Сергій Іванович, Лебедєв Володимир Костянтинович, Загадарчук Василь Феодосійович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович, Казимов Борис Іванович, Богорський Михайло Володимирович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: оплавленням, спосіб, стикового, контактного, зварювання
Формула / Реферат:
Способ контактной стыковой сварки оплавлением, преимущественно деталей с развитым сечением, при котором подводят напряжение к отдельным частям свариваемых деталей, образуя несколько вторичных сварочных цепей, и в момент начала оплавления по всему свариваемому сечению включают программу сварки, отличающийся тем, что, с целью повышения производительности и качества сварного соединения, момент начала оплавления по всему свариваемому сечению...
Спосіб контактного стикового зварювання безперервним оплавленням
Номер патенту: 401
Опубліковано: 30.04.1993
Автори: Череднічок Віталій Тимофійович, Богорський Михайло Володимирович, Кривенко Валерій Георгійович, Толдін Анатолій Андрійович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Лебедєв Володимир Костянтинович
МПК: B23K 11/04
Мітки: зварювання, спосіб, безперервним, стикового, контактного, оплавленням
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки непрерывным оплавлением, при котором одной из деталей в процессе оплавления сообщают колебания вдоль направления движения деталей с регулируемой амплитудой и частотой и производят осадку, отличающийся тем, что, с целью повышения производительности, снижения потребляемой мощности путем увеличения скорости нагрева свариваемых деталей, колебания одной из свариваемых деталей сообщают...
Попередній патент: Гідросистема механізму затиску деталей контактної стикової зварювальної машини кліщового типу
Наступний патент: Трубчаста піч
Випадковий патент: Дренажно-розподільний пристрій