Мастило технологічне для обробки металів тиском (варіанти)
Номер патенту: 87204
Опубліковано: 25.06.2009
Автори: Жук Володимир Миколайович, Терещенко Андрій Анатолійович, Лютик Віталій Ярославович, Куценко Михайло Олексійович, Овчаренко Володимир Григорович

Формула / Реферат
1. Мастило технологічне для обробки металів тиском на основі хлорованого парафіну, яке відрізняється тим, що додатково містить сульфідований пропіленгліколевий ефір рицинової олії з вмістом сірки 2-5 % мас. та неіоногенну поверхнево-активну речовину з класу оксіетилованих алкілфенолів при такому співвідношенні, мас. %:
сульфідований пропіленгліколевий ефір рицинової олії з вмістом сірки 2-5 % мас.
20-25
неіоногенна поверхнево-активна речовина з класу оксіетилованих алкілфенолів
2-5
хлорований парафін
решта.
2. Мастило за п. 1, яке відрізняється тим, що містить сульфідований пропіленгліколевий ефір рицинової олії, одержаний етерифікацією рицинової олії пропіленгліколем, причому пропіленгліколь взято у кількості 9-12 % від маси олії.
3. Мастило за п. 2, яке відрізняється тим, що етерифікація рицинової олії пропіленгліколем здійснена у присутності лужного каталізатора.
4. Мастило за п. 3, яке відрізняється тим, що лужним каталізатором є гідроксид калію, взятий у кількості 0,4-0,6 % від маси олії.
5. Мастило за будь-яким з пп. 2-4, яке відрізняється тим, що етерифікація рицинової олії пропіленгліколем здійснена при температурі 85-90 °С.
6. Мастило за п. 2, яке відрізняється тим, що при сульфідуванні пропіленгліколевого ефіру рицинової олії взято сірку мелену у кількості 2-5 % від маси олії.
7. Мастило за п. 2 або 6, яке відрізняється тим, що сульфідування пропіленгліколевого ефіру рицинової олії здійснене при температурі 140-150 °С.
8. Мастило за п. 1, яке відрізняється тим, що як хлорований парафін містить хлорпарафін ХП-470.
9. Мастило за п. 1, яке відрізняється тим, що як неіоногенну поверхнево-активну речовину з класу оксіетилованих алкілфенолів містить один з неонолів: АФ 9-9, АФ 9-10, АФ 9-12, АФБ 9-10 або їх суміші.
10. Мастило технологічне для обробки металів тиском на основі хлорованого парафіну, яке відрізняється тим, що додатково містить сульфідований пропіленгліколевий ефір рицинової олії з вмістом сірки 2-5 % мас., неіоногенну поверхнево-активну речовину з класу оксіетилованих алкілфенолів та наповнювач при такому співвідношенні, мас. %:
сульфідований пропіленгліколевий ефір рицинової олії з вмістом сірки 2-5 % мас.
12-15
неіоногенна поверхнево-активна речовина з класу оксіетилованих алкілфенолів
2-5
наповнювач
37-42
хлорований парафін
решта.
11. Мастило за п. 10, яке відрізняється тим, що містить сульфідований пропіленгліколевий ефір рицинової олії, одержаний етерифікацією рицинової олії пропіленгліколем, причому пропіленгліколь взято у кількості 9-12 % від маси олії.
12. Мастило за п. 11, яке відрізняється тим, що етерифікація рицинової олії пропіленгліколем здійснена у присутності лужного каталізатора.
13. Мастило за п. 12, яке відрізняється тим, що лужним каталізатором є гідроксид калію, взятий у кількості 0,4-0,6 % від маси олії.
14. Мастило за будь-яким з пп. 11-13, яке відрізняється тим, що етерифікація рицинової олії пропіленгліколем здійснена при температурі 85-90 °С.
15. Мастило за п. 11, яке відрізняється тим, що при сульфідуванні пропіленгліколевого ефіру рицинової олії взято сірку мелену у кількості 2-5 % від маси олії.
16. Мастило за п. 11 або 15, яке відрізняється тим, що сульфідування пропіленгліколевого ефіру рицинової олії здійснене при температурі 140-150 °С.
17. Мастило за п. 10, яке відрізняється тим, що як хлорований парафін містить хлорпарафін ХП-470.
18. Мастило за п. 10, яке відрізняється тим, що як неіоногенну поверхнево-активну речовину з класу оксіетилованих алкілфенолів містить один з неонолів: АФ 9-9, АФ 9-10, АФ 9-12, АФБ 9-10 або їх суміші.
19. Мастило за п. 10, яке відрізняється тим, що як наповнювач містить тальк або гашене вапно.
Текст
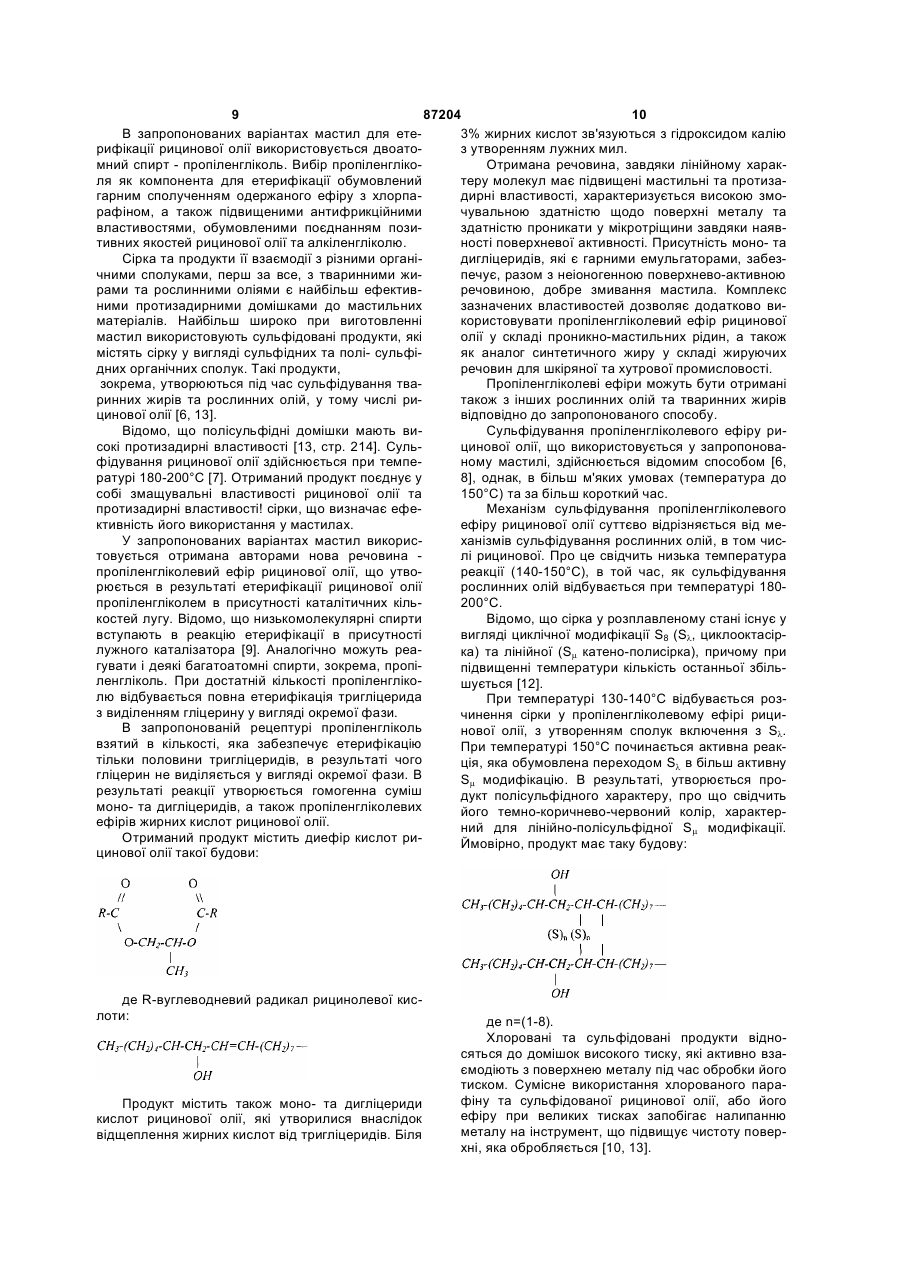
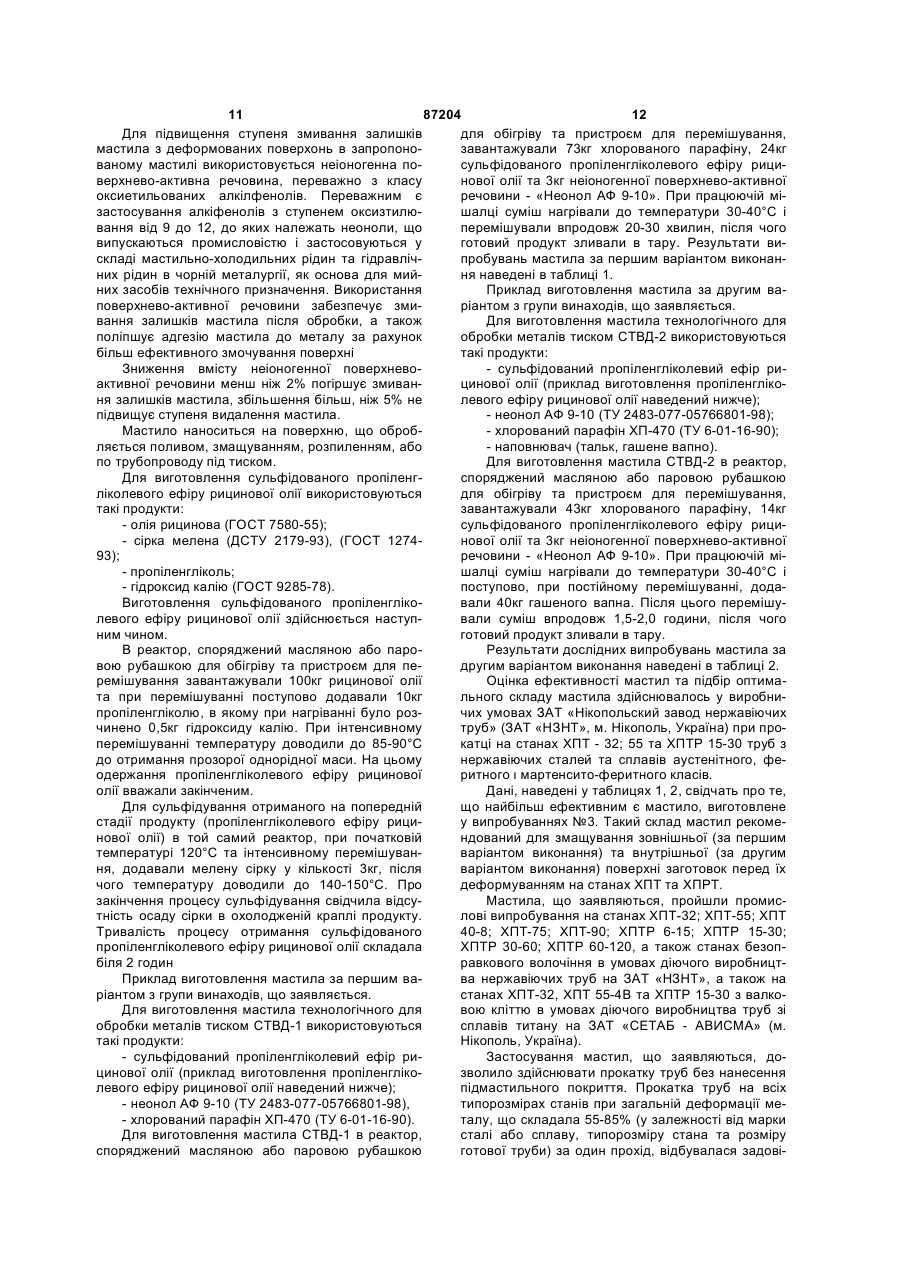
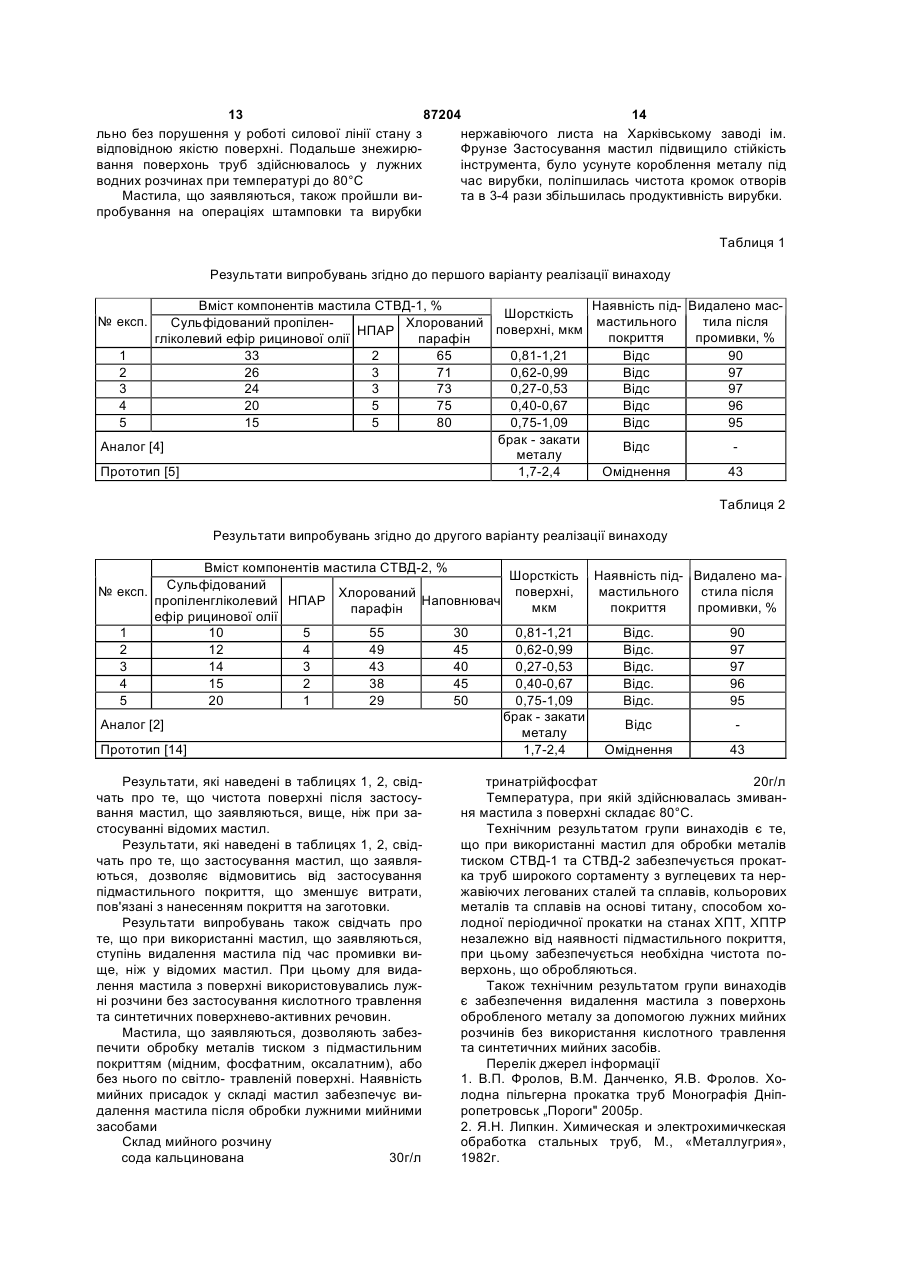
1. Мастило технологічне для обробки металів тиском на основі хлорованого парафіну, яке відрізняється тим, що додатково містить сульфідований пропіленгліколевий ефір рицинової олії з вмістом сірки 2-5 % мас. та неіоногенну поверхневоактивну речовину з класу оксіетилованих алкілфенолів при такому співвідношенні, мас. %: сульфідований пропіленгліколевий ефір рицинової олії з вмістом сірки 2-5 % мас. 20-25 неіоногенна поверхнево-активна речовина з класу оксіетилованих алкілфенолів 2-5 хлорований парафін решта. 2. Мастило за п. 1, яке відрізняється тим, що містить сульфідований пропіленгліколевий ефір рицинової олії, одержаний етерифікацією рицинової олії пропіленгліколем, причому пропіленгліколь взято у кількості 9-12 % від маси олії. 3. Мастило за п. 2, яке відрізняється тим, що етерифікація рицинової олії пропіленгліколем здійснена у присутності лужного каталізатора. 2 (19) 1 3 87204 4 12. Мастило за п. 11, яке відрізняється тим, що 16. Мастило за п. 11 або 15, яке відрізняється етерифікація рицинової олії пропіленгліколем тим, що сульфідування пропіленгліколевого ефіру здійснена у присутності лужного каталізатора. рицинової олії здійснене при температурі 140-150 13. Мастило за п. 12, яке відрізняється тим, що °С. лужним каталізатором є гідроксид калію, взятий у 17. Мастило за п. 10, яке відрізняється тим, що як кількості 0,4-0,6 % від маси олії. хлорований парафін містить хлорпарафін ХП-470. 14. Мастило за будь-яким з пп. 11-13, яке відріз18. Мастило за п. 10, яке відрізняється тим, що як няється тим, що етерифікація рицинової олії пронеіоногенну поверхнево-активну речовину з класу піленгліколем здійснена при температурі 85-90 °С. оксіетилованих алкілфенолів містить один з не15. Мастило за п. 11, яке відрізняється тим, що онолів: АФ 9-9, АФ 9-10, АФ 9-12, АФБ 9-10 або їх при сульфідуванні пропіленгліколевого ефіру рисуміші. цинової олії взято сірку мелену у кількості 2-5 % 19. Мастило за п. 10, яке відрізняється тим, що як від маси олії. наповнювач містить тальк або гашене вапно. Група винаходів, яка містить мастила технологічні СТВД-1 та СТВД-2, належить до обробки металів тиском і може бути застосована, зокрема, при виготовленні труб широкого сортаменту з вуглецевих та нержавіючих легованих сталей та сплавів, кольорових металів, сплавів на основі титану способом холодної періодичної прокатки на станах ХПТ, ХПТР. Крім того, група винаходів може використовуватись у листопрокатному, ковальському, волочильному виробництві, під час виготовлення листів, для штамповки, розкатки кілець підшипників, волочіння труб, прутків, дроту та ін. Винайдені мастила призначені для змащування зовнішніх або внутрішніх поверхонь металів та деталей, що обробляються, забезпечують обробку металів тиском як з підмастильним покриттям (мідним, фосфатним, оксалатним), так і без підмастильного покриття по світлотравленій поверхні, а наявність у їх складі миючих присадок забезпечує ефективне видалення мастил з поверхонь після обробки їх лужними миючими засобами. Технологічні процеси обробки металів тиском вимагають розробки ефективних технологічних мастил, пристосованих до роботи в напружених умовах деформації металів, які повинні забезпечити необхідну чистоту поверхонь, що обробляються, підвищувати зносостійкість інструмента, знижувати енерговитрати, а також легко видалятися з поверхонь металів та сплавів, які оброблені деформацією тиском [1, 2]. В технологічних мастилах для холодної прокатки найбільш часто використовується хлорований парафін, який містить 30...50% хлору і виробляється хлоруванням гасових фракцій нафтопродуктів При нормальній температурі хлорований парафін є інертною речовиною і не взаємодіє з металами, киснем, неорганічними матеріалами. Активність хлорованого парафіну, як протизадирного засобу, обумовлена його термічною деструкцією з утворенням хлористого водню, що вступає в реакцію з чистим металом та окислами металів з утворенням хлоридного роздільного шару. Відоме мастило для обробки металів тиском [3], яке включає хлорований парафін і містить, мас.%: відходи виробництва поліетилену 5-40 хлорований парафін 5-15 продукт обробки монохлористою сір5-30 кою полібутену мол. мас. 600-900 мінеральне масло решта Мастило має підвищені антифрикційні властивості і ефективне при обробці деталей з вуглецевої сталі. Однак, при холодній прокатці нержавіючих та високолегованих сталей ефективність мастила значно знижується, що пов'язано з низькою концентрацією активних елементів (сірки та хлору), а також з невисокою змащувальною здатністю основи мастила - мінерального масла I-2A [6]. Це призводить до того, що використання відомого мастила не забезпечує вимог щодо якості поверхні при прокатці труб на станах ХПТ, ХПТР, що пов'язано з великим вмістом мінерального масла, малоефективного під час високого, порядку 55-85%, ступеня деформації металу. Дане мастило не видаляється з поверхні металу після прокатки без використання спеціальних мийних засобів або кислотного травлення. Недоліками відомого мастила є те, що: - відоме мстило не забезпечує необхідну якість поверхні під час прокатки труб на станах ХПТ, ХПТР, що пов'язано з великим вмістом мінерального масла, малоефективного при високому тиску, - необхідно використання підмастильного покриття, - видалення мастила з поверхні прокатаного металу здійснюється з використанням мийних засобів або кислотного травлення, що призводить до забруднення навколишнього середовища, погіршення умов праці, а також викликає додаткові витрати, пов'язані зі зберіганням та використанням зазначених мийних засобів, - ефективність мастила знижується при використанні швидкісних та автоматизованих станів ХПТ, ХПТР, що пов'язано зі значним підвищенням температури під час деформації металу. Відоме мастило для обробки металів тиском [4], яке включає хлорований парафін і містить, мас.%: поліметакрилат 5-8 антикорозійна домішка 0,5-6,0 хлорований парафін 35-45 сульфідовані тетрамери пропілену 5-7 мінеральне масло решта Використання відомого мастила не забезпечує необхідну якість поверхні при прокатці труб на 5 87204 6 станах ХПТ, ХПТР, що пов'язано з великим вмісМастило використовується на роликових статом мінерального масла, малоефективного під час нах при прокатці по обмідненій поверхні. Відоме високого, порядку 55-85%, ступеня деформації мастило не забезпечує вимог до чистоти поверхні металу. Відоме мастило не видаляється з поверхні труб при прокатці на станах ХПТ та ХПТР. металу після прокатки без використання спеціальНедоліками відомого мастила є те, що: них мийних засобів або кислотного травлення. - відоме мастило не забезпечує необхідну Недоліками відомого мастила є те, що: якість поверхні під час прокатки труб на станах - відоме мастило не забезпечує необхідну ХПТ, ХПТР, якість поверхні під час прокатки труб на станах - необхідно використання підмастильного поХПТ, ХПТР, що пов'язано з великим вмістом мінекриття. рального масла, малоефективного при великому Відоме мастило для обробки металів тиском тиску, [14], яке включає, мас.%: - необхідно використовувати підмастильне попродукт нейтралізації триетаноламіном сульфованого тваринного жиру, або рикриття, що призводить до підвищення вартості 20-45 б'ячого жиру, або рослинних олій виробництва, погіршення умов праці та забрудпродукт нейтралізації триетаноламіном нення навколишнього середовища, - видалення мастила з поверхні прокатаного сульфованого кубового залишку виробметалу здійснюється з використанням мийних заництва синтетичних жирних кислот 10-25 екстракт селективної очистки нафтових собів або кислотного травлення, що призводить до забруднення навколишнього середовища, погірмастил решта шення умов праці, а також до додаткових витрат, Недоліками відомого мастила є те, що: пов'язаних зі зберіганням та використанням згада- відоме мастило не забезпечує необхідну них мийних засобів, якість поверхні під час прокатки труб на станах - ефективність мастила знижується при викоХПТ, ХПТР, ристанні швидкісних та автоматизованих станів - необхідно використовувати підмастильне поХПТ, ХПТР, що пов'язано зі значним підвищенням криття, що призводить до підвищення вартості температури під час деформації металу. виробництва, погіршення умов праці та забрудНайбільш близьким технічним рішенням до нення навколишнього середовища, мастила СТВД-1 є мастило технологічне для об- ефективність мастила знижується при викоробки металів тиском [5], що включає хлорований ристанні швидкісних та автоматизованих станів парафін і містить, мас.%: ХПТ, ХПТР, що пов'язано зі значним підвищенням відходи виробництва поліетилену 10...30 температури під час деформації металу. хлорований парафін 5-20 Найбільш близьким технічним рішенням до сульфідована олія з вмістом сірки 1мастила СТВД-2 є мастило технологічне для об20% 5-20 робки металів тиском [2, стор. 115] на основі хлохлориста мідь водна 0,5-1,0 рованого парафіну, яке містить, мас.%: тризтаноламін 3,0-3,5 хлорований парафін 70-92 олеїнова кислота 2,0-3,0 омилені синтетичні жирні кислоти 4-12 мінеральне масло І-12 решта триeтаноламін 4-12 Це мастило не забезпечує необхідної чистоти окис цинку 0,1-5 поверхні під час холодної прокатки труб з нержагідроокис барію 0,1-1,5 віючих та високолегованих сталей без підмастиНедоліками відомого мастила є те, що: льного покриття. - відоме мастило не забезпечує необхідну Недоліками відомого мастила є те, що: якість поверхні під час прокатки труб на станах - відоме мастило не забезпечує необхідну ХПТ, ХПТР, якість поверхні під час прокатки труб на станах - необхідно використовувати підмастильне поХПТ, ХПТР, що пов'язано з великим вмістом мінекриття, що призводить до підвищення вартості рального масла, малоефективного під час високовиробництва, погіршення умов праці та забрудго ступеня деформації металу, збільшення вартонення навколишнього середовища, сті виробництва, пов'язаного з нанесенням - ефективність мастила знижується при викопідмастильного покриття на метал, що деформуристанні швидкісних та автоматизованих станів ється, ХПТ, ХПТР, що пов'язано зі значним підвищенням - видалення мастила з поверхні прокатаного температури під час деформації металу, металу здійснюється з використанням мийних за- наявність гідроокису барію підвищує токсичсобів або кислотного травлення, що призводить до ність мастила забруднення навколишнього середовища, погірЗадачею групи винаходів, що заявляються, є шення умов праці, а також до додаткових витрат, розробка мастил технологічних для обробки метапов'язаних зі зберігання та використанням згадалів тиском, які дозволять виконувати прокатку труб них мийних засобів. широкого сортаменту з вуглецевих та нержавіюВідоме мастило для обробки металів тиском чих, легованих сталей та сплавів, кольорових ме[2, стор. 115], яке включає хлорований парафін і талів, сплавів на основі титану способом холодної містить, мас.%. періодичної прокатки на станах ХПТ, ХПТР, незалежно від наявності підмастильного покриття, які хлорований парафін 35-45 забезпечують необхідну чистоту поверхонь, що окис цинку 15-20 обробляються. ОП-10 30-40 триетаноламін 2-4 7 87204 8 Також задачею групи винаходів, що заявлятиском СТВД-2 на основі хлорованого парафіну ються, є розробка мастил технологічних для обромістить, мас.%: бки металів тиском, використання яких забезпесульфідований пропіленгліколевий чить видалення залишків мастила з поверхонь, що ефір рицинової олії з вмістом сірки 25%, 12-15 обробляються, шляхом деформації металів та сплавів за допомогою лужних розчинів без викоринеіоногенна поверхнево-активна речовина з класу оксиетильованих алстання кислотного травлення та синтетичних мий2-5 кілфенолів них засобів. Також задачею групи винаходів, що заявлянаповнювач 37-42 хлорований парафін решта ються, є розробка мастил, використання яких доВ окремому варіанті виконання мастила викозволяє проводити високопродуктивну штамповку, ристовують сульфідований пропіленгліколевий вирубку товстих листів металу з вуглецевих та ефір рицинової олії, отриманий в результаті етенержавіючих сталей, волочіння з забезпеченням рифікації рицинової олії пропіленгліколем, при видалення залишків мастила після обробки з вицьому пропіленгліколь беруть в кількості 9-12% від користанням лужних водних розчинів. маси олії. Вирішення наведених задач досягається шляВ окремому варіанті виконання мастила етехом раціонального підбору складу компонентів та рифікацію рицинової олії пропіленгліколем провоїх вмісту в мастилах. дять в присутності лужного каталізатора. Згідно з першим варіантом виконання винахоВ окремому варіанті виконання мастила під ду, вирішення наведених задач досягається тим, час етерифікації рицинової олії як лужний каталіщо мастило технологічне для обробки металів затор використовують гідроксид калію, причому тиском СТВД-1, на основі хлорованого парафіну, гідроксид калію беруть в кількості 0,4-0,6% від мамістить, мас.%: си олії. сульфідований пропіленгліколевий В окремому варіанті виконання мастила етеефір рицинової олії з вмістом сірки рифікацію рицинової олії пропіленгліколем прово2-5%, 20-25 дять при температурі 85-90°С. неіоногенна поверхнево-активна речовина з класу оксиетильованих В окремому варіанті виконання мастила при алкілфенолів 2-5 сульфідуванні пропіленгліколевого ефіру рицинохлорований парафін решта вої олії використовують сірку мелену у кількості 2В окремому варіанті виконання мастила вико5% від маси олії. ристовують сульфідований пропіленгліколевий В окремому варіанті виконання мастила сульефір рицинової олії, отриманий в результаті етефідування пропіленгліколевого ефіру рицинової рифікації рицинової олії пропіленгліколем, при олії здійснюють при температурі 140-150°С. цьому пропіленгліколь беруть в кількості 9-12% від В окремому варіанті виконання мастила у якомаси олії. сті хлорованого парафіну використовують хлорпаВ окремому варіанті виконання мастила етерафін ХП-470. рифікацію рицинової олії пропіленгліколем провоВ окремому варіанті виконання мастила у якодять в присутності лужного каталізатора. сті неіоногенної поверхнево-активної речовини В окремому варіанті виконання мастила під (ΗΠΑΡ) з класу оксиетильованих алкілфенолів час етерифікації рицинової олії як лужний каталівикористовують один з неонолів ряду: АФ 9-9, АФ затор використовують гідроксид калію, причому 9-10, АФ 9-12, АФБ9-10, або їх суміші. гідроксид калію беруть в кількості 0,4-0,6% від маВ окремому варіанті виконання мастила у якоси олії. сті наповнювача використовують тальк або гашене В окремому варіанті виконання мастила етевапно. рифікацію рицинової олії пропіленгліколем провоСуть винаходу полягає у використанні хлородять при температурі 85-90 °С. ваного парафіну в сполученні з сульфідованим В окремому варіанті виконання мастила при пропіленгліколевий ефіром рицинової олії та неіосульфідуванні пропіленгліколевого ефіру рициноногенною поверхнево-активною речовиною та навої олії використовують сірку мелену у кількості 2повнювачем. 5% від маси олії. Використання наповнювача обумовлено необВ окремому варіанті виконання мастила сульхідністю створення міцного шару, який забезпечує фідування пропіленгліколевого ефіру рицинової розділення поверхонь заготовки та інструмента олії здійснюють при температурі 140-150°С. при високих тисках, обумовлених значною дефорВ окремому варіанті виконання мастила у якомацією металу під час холодної прокатки. Тальк та сті хлорованого парафіну використовують хлорпагашене вапно широко використовуються як наповрафін ХП-470. нювачі при виготовленні технологічних мастил для В окремому варіанті виконання мастила у якообробки металів тиском. сті неіоногенної поверхнево-активної речовини з При використанні запропонованих варіантів класу оксиетильованих алкілфенолів використомастил підвищується чистота поверхонь металів вують один з неонолів ряду: АФ 9-9, АФ 9-10, АФ та сплавів, оброблених деформуванням під час 9-12, АФБ9-10, або їх суміші. холодної прокатки, а також забезпечується більш Згідно з другим варіантом заявленого винахоповне та ефективне видалення залишків мастила ду вирішення наведених задач досягається тим, з цих поверхонь з використанням лужних мийних що мастило технологічне для обробки металів розчинів. 9 87204 10 В запропонованих варіантах мастил для ете3% жирних кислот зв'язуються з гідроксидом калію рифікації рицинової олії використовується двоатоз утворенням лужних мил. мний спирт - пропіленгліколь. Вибір пропіленглікоОтримана речовина, завдяки лінійному харакля як компонента для етерифікації обумовлений теру молекул має підвищені мастильні та протизагарним сполученням одержаного ефіру з хлорпадирні властивості, характеризується високою зморафіном, а також підвищеними антифрикційними чувальною здатністю щодо поверхні металу та властивостями, обумовленими поєднанням позиздатністю проникати у мікротріщини завдяки наявтивних якостей рицинової олії та алкіленгліколю. ності поверхневої активності. Присутність моно- та Сірка та продукти її взаємодії з різними органідигліцеридів, які є гарними емульгаторами, забезчними сполуками, перш за все, з тваринними жипечує, разом з неіоногенною поверхнево-активною рами та рослинними оліями є найбільш ефективречовиною, добре змивання мастила. Комплекс ними протизадирними домішками до мастильних зазначених властивостей дозволяє додатково виматеріалів. Найбільш широко при виготовленні користовувати пропіленгліколевий ефір рицинової мастил використовують сульфідовані продукти, які олії у складі проникно-мастильних рідин, а також містять сірку у вигляді сульфідних та полі- сульфіяк аналог синтетичного жиру у складі жируючих дних органічних сполук. Такі продукти, речовин для шкіряної та хутрової промисловості. зокрема, утворюються під час сульфідування тваПропіленгліколеві ефіри можуть бути отримані ринних жирів та рослинних олій, у тому числі ритакож з інших рослинних олій та тваринних жирів цинової олії [6, 13]. відповідно до запропонованого способу. Відомо, що полісульфідні домішки мають виСульфідування пропіленгліколевого ефіру рисокі протизадирні властивості [13, стр. 214]. Сульцинової олії, що використовується у запропоновафідування рицинової олії здійснюється при темпеному мастилі, здійснюється відомим способом [6, ратурі 180-200°С [7]. Отриманий продукт поєднує у 8], однак, в більш м'яких умовах (температура до собі змащувальні властивості рицинової олії та 150°С) та за більш короткий час. протизадирні властивості! сірки, що визначає ефеМеханізм сульфідування пропіленгліколевого ктивність його використання у мастилах. ефіру рицинової олії суттєво відрізняється від меУ запропонованих варіантах мастил викорисханізмів сульфідування рослинних олій, в том чистовується отримана авторами нова речовина лі рицинової. Про це свідчить низька температура пропіленгліколевий ефір рицинової олії, що утвореакції (140-150°С), в той час, як сульфідування рюється в результаті етерифікації рицинової олії рослинних олій відбувається при температурі 180пропіленгліколем в присутності каталітичних кіль200°С. костей лугу. Відомо, що низькомолекулярні спирти Відомо, що сірка у розплавленому стані існує у вступають в реакцію етерифікації в присутності вигляді циклічної модифікації S8 (Sl, циклооктасірлужного каталізатора [9]. Аналогічно можуть реака) та лінійної (Sm катено-полисірка), причому при гувати і деякі багатоатомні спирти, зокрема, пропіпідвищенні температури кількість останньої збільленгліколь. При достатній кількості пропіленглікошується [12]. лю відбувається повна етерифікація тригліцерида При температурі 130-140°С відбувається розз виділенням гліцерину у вигляді окремої фази. чинення сірки у пропіленгліколевому ефірі рициВ запропонованій рецептурі пропіленгліколь нової олії, з утворенням сполук включення з Sl. взятий в кількості, яка забезпечує етерифікацію При температурі 150°С починається активна реактільки половини тригліцеридів, в результаті чого ція, яка обумовлена переходом Sl в більш активну гліцерин не виділяється у вигляді окремої фази. В Sm модифікацію. В результаті, утворюється прорезультаті реакції утворюється гомогенна суміш дукт полісульфідного характеру, про що свідчить моно- та дигліцеридів, а також пропіленгліколевих його темно-коричнево-червоний колір, характерефірів жирних кислот рицинової олії. ний для лінійно-полісульфідної Sm модифікації. Отриманий продукт містить диефір кислот риЙмовірно, продукт має таку будову: цинової олії такої будови: де R-вуглеводневий радикал рицинолевої кислоти: Продукт містить також моно- та дигліцериди кислот рицинової олії, які утворилися внаслідок відщеплення жирних кислот від тригліцеридів. Біля де n=(1-8). Хлоровані та сульфідовані продукти відносяться до домішок високого тиску, які активно взаємодіють з поверхнею металу під час обробки його тиском. Сумісне використання хлорованого парафіну та сульфідованої рицинової олії, або його ефіру при великих тисках запобігає налипанню металу на інструмент, що підвищує чистоту поверхні, яка обробляється [10, 13]. 11 87204 12 Для підвищення ступеня змивання залишків для обігріву та пристроєм для перемішування, мастила з деформованих поверхонь в запропонозавантажували 73кг хлорованого парафіну, 24кг ваному мастилі використовується неіоногенна посульфідованого пропіленгліколевого ефіру рициверхнево-активна речовина, переважно з класу нової олії та 3кг неіоногенної поверхнево-активної оксиетильованих алкілфенолів. Переважним є речовини - «Неонол АФ 9-10». При працюючій мізастосування алкіфенолів з ступенем оксизтилюшалці суміш нагрівали до температури 30-40°С і вання від 9 до 12, до яких належать неоноли, що перемішували впродовж 20-30 хвилин, після чого випускаються промисловістю і застосовуються у готовий продукт зливали в тару. Результати вискладі мастильно-холодильних рідин та гідравлічпробувань мастила за першим варіантом виконанних рідин в чорній металургії, як основа для мийня наведені в таблиці 1. них засобів технічного призначення. Використання Приклад виготовлення мастила за другим ваповерхнево-активної речовини забезпечує змиріантом з групи винаходів, що заявляється. вання залишків мастила після обробки, а також Для виготовлення мастила технологічного для поліпшує адгезію мастила до металу за рахунок обробки металів тиском СТВД-2 використовуються більш ефективного змочування поверхні такі продукти: Зниження вмісту неіоногенної поверхнево- сульфідований пропіленгліколевий ефір риактивної речовини менш ніж 2% погіршує змиванцинової олії (приклад виготовлення пропіленгліконя залишків мастила, збільшення більш, ніж 5% не левого ефіру рицинової олії наведений нижче); підвищує ступеня видалення мастила. - неонол АФ 9-10 (ТУ 2483-077-05766801-98); Мастило наноситься на поверхню, що оброб- хлорований парафін ХП-470 (ТУ 6-01-16-90); ляється поливом, змащуванням, розпиленням, або - наповнювач (тальк, гашене вапно). по трубопроводу під тиском. Для виготовлення мастила СТВД-2 в реактор, Для виготовлення сульфідованого пропіленгспоряджений масляною або паровою рубашкою ліколевого ефіру рицинової олії використовуються для обігріву та пристроєм для перемішування, такі продукти: завантажували 43кг хлорованого парафіну, 14кг - олія рицинова (ГОСТ 7580-55); сульфідованого пропіленгліколевого ефіру рици- сірка мелена (ДСТУ 2179-93), (ГОСТ 1274нової олії та 3кг неіоногенної поверхнево-активної 93); речовини - «Неонол АФ 9-10». При працюючій мі- пропіленгліколь; шалці суміш нагрівали до температури 30-40°С і - гідроксид калію (ГОСТ 9285-78). поступово, при постійному перемішуванні, додаВиготовлення сульфідованого пропіленгліковали 40кг гашеного вапна. Після цього перемішулевого ефіру рицинової олії здійснюється наступвали суміш впродовж 1,5-2,0 години, після чого ним чином. готовий продукт зливали в тару. В реактор, споряджений масляною або пароРезультати дослідних випробувань мастила за вою рубашкою для обігріву та пристроєм для педругим варіантом виконання наведені в таблиці 2. ремішування завантажували 100кг рицинової олії Оцінка ефективності мастил та підбір оптимата при перемішуванні поступово додавали 10кг льного складу мастила здійснювалось у виробнипропіленгліколю, в якому при нагріванні було розчих умовах ЗАТ «Нікопольский завод нержавіючих чинено 0,5кг гідроксиду калію. При інтенсивному труб» (ЗАТ «НЗНТ», м. Нікополь, Україна) при проперемішуванні температуру доводили до 85-90°С катці на станах ХПТ - 32; 55 та ХПТР 15-30 труб з до отримання прозорої однорідної маси. На цьому нержавіючих сталей та сплавів аустенітного, феодержання пропіленгліколевого ефіру рицинової ритного ι мартенсито-феритного класів. олії вважали закінченим. Дані, наведені у таблицях 1, 2, свідчать про те, Для сульфідування отриманого на попередній що найбільш ефективним є мастило, виготовлене стадії продукту (пропіленгліколевого ефіру рициу випробуваннях №3. Такий склад мастил рекоменової олії) в той самий реактор, при початковій ндований для змащування зовнішньої (за першим температурі 120°С та інтенсивному перемішуванваріантом виконання) та внутрішньої (за другим ня, додавали мелену сірку у кількості 3кг, після варіантом виконання) поверхні заготовок перед їх чого температуру доводили до 140-150°С. Про деформуванням на станах ХПТ та ХПРТ. закінчення процесу сульфідування свідчила відсуМастила, що заявляються, пройшли промистність осаду сірки в охолодженій краплі продукту. лові випробування на станах ХПТ-32; ХПТ-55; ХПТ Тривалість процесу отримання сульфідованого 40-8; ХПТ-75; ХПТ-90; ХПТР 6-15; ХПТР 15-30; пропіленгліколевого ефіру рицинової олії складала ХПТР 30-60; ХПТР 60-120, а також станах безопбіля 2 годин равкового волочіння в умовах діючого виробництПриклад виготовлення мастила за першим вава нержавіючих труб на ЗАТ «НЗНТ», а також на ріантом з групи винаходів, що заявляється. станах ХПТ-32, ХПТ 55-4В та ХПТР 15-30 з валкоДля виготовлення мастила технологічного для вою кліттю в умовах діючого виробництва труб зі обробки металів тиском СТВД-1 використовуються сплавів титану на ЗАТ «СЕТАБ - АВИСМА» (м. такі продукти: Нікополь, Україна). - сульфідований пропіленгліколевий ефір риЗастосування мастил, що заявляються, доцинової олії (приклад виготовлення пропіленглікозволило здійснювати прокатку труб без нанесення левого ефіру рицинової олії наведений нижче); підмастильного покриття. Прокатка труб на всіх - неонол АФ 9-10 (ТУ 2483-077-05766801-98), типорозмірах станів при загальній деформації ме- хлорований парафін ХП-470 (ТУ 6-01-16-90). талу, що складала 55-85% (у залежності від марки Для виготовлення мастила СТВД-1 в реактор, сталі або сплаву, типорозміру стана та розміру споряджений масляною або паровою рубашкою готової труби) за один прохід, відбувалася задові 13 87204 14 льно без порушення у роботі силової лінії стану з нержавіючого листа на Харківському заводі ім. відповідною якістю поверхні. Подальше знежирюФрунзе Застосування мастил підвищило стійкість вання поверхонь труб здійснювалось у лужних інструмента, було усунуте короблення металу під водних розчинах при температурі до 80°С час вирубки, поліпшилась чистота кромок отворів Мастила, що заявляються, також пройшли вита в 3-4 рази збільшилась продуктивність вирубки. пробування на операціях штамповки та вирубки Таблиця 1 Результати випробувань згідно до першого варіанту реалізації винаходу Вміст компонентів мастила СТВД-1, % Наявність під- Видалено масШорсткість мастильного тила після Сульфідований пропіленХлорований поверхні, мкм ΗΠΑΡ покриття промивки, % гліколевий ефір рицинової олії парафін 1 33 2 65 0,81-1,21 Відс 90 2 26 3 71 0,62-0,99 Відс 97 3 24 3 73 0,27-0,53 Відс 97 4 20 5 75 0,40-0,67 Відс 96 5 15 5 80 0,75-1,09 Відс 95 брак - закати Аналог [4] Відс металу Прототип [5] 1,7-2,4 Оміднення 43 № експ. Таблиця 2 Результати випробувань згідно до другого варіанту реалізації винаходу Вміст компонентів мастила СТВД-2, % Шорсткість Наявність під- Видалено маСульфідований № експ. поверхні, мастильного стила після Хлорований Наповнювач пропіленгліколевий ΗΠΑΡ мкм покриття промивки, % парафін ефір рицинової олії 1 10 5 55 30 0,81-1,21 Відс. 90 2 12 4 49 45 0,62-0,99 Відс. 97 3 14 3 43 40 0,27-0,53 Відс. 97 4 15 2 38 45 0,40-0,67 Відс. 96 5 20 1 29 50 0,75-1,09 Відс. 95 брак - закати Аналог [2] Відс металу Прототип [14] 1,7-2,4 Оміднення 43 Результати, які наведені в таблицях 1, 2, свідчать про те, що чистота поверхні після застосування мастил, що заявляються, вище, ніж при застосуванні відомих мастил. Результати, які наведені в таблицях 1, 2, свідчать про те, що застосування мастил, що заявляються, дозволяє відмовитись від застосування підмастильного покриття, що зменшує витрати, пов'язані з нанесенням покриття на заготовки. Результати випробувань також свідчать про те, що при використанні мастил, що заявляються, ступінь видалення мастила під час промивки вище, ніж у відомих мастил. При цьому для видалення мастила з поверхні використовувались лужні розчини без застосування кислотного травлення та синтетичних поверхнево-активних речовин. Мастила, що заявляються, дозволяють забезпечити обробку металів тиском з підмастильним покриттям (мідним, фосфатним, оксалатним), або без нього по світло- травленій поверхні. Наявність мийних присадок у складі мастил забезпечує видалення мастила після обробки лужними мийними засобами Склад мийного розчину сода кальцинована 30г/л тринатрійфосфат 20г/л Температура, при якій здійснювалась змивання мастила з поверхні складає 80°С. Технічним результатом групи винаходів є те, що при використанні мастил для обробки металів тиском СТВД-1 та СТВД-2 забезпечується прокатка труб широкого сортаменту з вуглецевих та нержавіючих легованих сталей та сплавів, кольорових металів та сплавів на основі титану, способом холодної періодичної прокатки на станах ХПТ, ХПТР незалежно від наявності підмастильного покриття, при цьому забезпечується необхідна чистота поверхонь, що обробляються. Також технічним результатом групи винаходів є забезпечення видалення мастила з поверхонь обробленого металу за допомогою лужних мийних розчинів без використання кислотного травлення та синтетичних мийних засобів. Перелік джерел інформації 1. В.Π. Фролов, В.Μ. Данченко, Я.В. Фролов. Холодна пільгерна прокатка труб Монографія Дніпропетровськ „Пороги" 2005р. 2. Я.Η. Липкин. Химическая и электрохимичкеская обработка стальных труб, Μ., «Металлугрия», 1982г. 15 87204 16 3. Авт. свід. SU 1362742 А1, «СМазка для обрабо10. Смазочно-охлаждающие технологические тки металлов давлением», опубл. 13.12.87г. средства для обработки металлов резанием. 4. Патент UA 10960 «Мастило для холодної оброСправочник под редакцией С.Г. Энтелиса и Э.Μ. бки металів тиском», опубл. 25.12.1996р. Берлинера Μ., «Машиносроение», 1986г. 5. Патент RU 2114159 «Смазка для обработки ме11. Нефтепродукты. Свойства, качество, применеталлов давлением», опубл. 27.06.1998г. ние. Справочник. Под ред. Б.В. Лосикова. Μ., «Хи6. Б.Η. Ошер. Производство и применение смазомия», 1966г. чно-охлаждающих жидкостей для обработки ме12. Г. Реми. Курс неорганической химии, т. 1, Μ., таллов резанием, Μ., «Машиностроение», 1965г. «МИР» 1972г., с. 674. 7. Л.Я. Попилов. Советы заводскому технологу, 13. В.В. Вайншток, Ю.Н. Шехтер. Смазочные ма«Лениздат», 1975г. териалы для обработки металлов резанием, Μ., 8. Патент UA 14382 «Спосіб одержання сірковміс«Химия», 1972г. стр. 212. них присадок», опубл. 15.05.2006р. 14. Патент RU 2058378 А1, «Смазка для холодной 9. Л. Физер, Μ. Физер, Органическая химия, издаобработки металлов давлением», опубл. тельство Химия, Москва, том 1, 1966 стр. 441. 20.04.1996г. Комп’ютерна верстка О. Гапоненко Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTechnological lubricant for metal forming (variants)
Автори англійськоюLiutyk Vitalii Yaroslavovych, Tereschenko Andrii Anatoliiovych, Kutsenko Mykhailo Oleksiiovych, Ovcharenko Volodymyr Hryhorovych, Zhuk Volodymyr Mykolaiovych
Назва патенту російськоюСмазочное масло технологическое для обработки металлов давлением (варианты)
Автори російськоюЛютик Виталий Ярославович, Терещенко Андрей Анатольевич, Куценко Михаил Алексеевич, Овчаренко Владимир Григорьевич, Жук Владимир Николаевич
МПК / Мітки
МПК: C10M 135/00, C10N 40/20, C10M 141/00, C10M 129/10, C10M 113/00, C10M 105/00
Мітки: мастило, металів, тиском, варіанти, обробки, технологічне
Код посилання
<a href="https://ua.patents.su/8-87204-mastilo-tekhnologichne-dlya-obrobki-metaliv-tiskom-varianti.html" target="_blank" rel="follow" title="База патентів України">Мастило технологічне для обробки металів тиском (варіанти)</a>
Мастило технологічне для обробки металів тиском ствд-1

Номер патенту: 30300
Опубліковано: 25.02.2008
Автори: Лютик Віталій Ярославович, Овчаренко Володимир Григорович, Жук Володимир Миколайович, Терещенко Андрій Анатолійович, Куценко Михайло Олексійович
МПК: C10M 135/00
Мітки: обробки, ствд-1, технологічне, металів, тиском, мастило
Формула / Реферат:
1. Мастило технологічне для обробки металів тиском на основі хлорованого парафіну, яке відрізняється тим, що містить, мас. %: сульфідований пропіленгліколевий ефір касторової олії з вмістом сірки 2-5 % 20-25 неіоногенну поверхнево-активну речовину з класу оксіетильованих алкілфенолів 2-5 хлорований парафін решта. 2....
Мастило технологічне для обробки металів тиском ствд-2
Номер патенту: 30301
Опубліковано: 25.02.2008
Автори: Куценко Михайло Олексійович, Лютик Віталій Ярославович, Овчаренко Володимир Григорович, Жук Володимир Миколайович, Терещенко Андрій Анатолійович
МПК: C08L 91/00, C10M 107/00
Мітки: металів, мастило, технологічне, ствд-2, тиском, обробки
Формула / Реферат:
1. Мастило технологічне для обробки металів тиском на основі хлорованого парафіну, яке відрізняється тим, що містить, мас. %: сульфідований пропіленгліколевий ефір касторової олії з вмістом сірки 2-5 % 12-15 неіоногенна поверхнево-активна речовина з класу оксіетильованих алкілфенолів 2-5 наповнювач 37-42 хлорований...
Технологічне мастило для холодної обробки металів тиском
Номер патенту: 8649
Опубліковано: 30.09.1996
Автори: Гораль Володимир Михайлович, Шкарапата Ярослав Євстафієвич, Сошко Олександр Іванович, Ільницький Зенон Михайлович, Гарун Ярослав Євстафієвич, Мельничок Мирослав Йосифович, Літвак Єфим Анатолійович, Сошко Віктор Олександрович, Болюк Іван Михайлович, Гірняк Іван Степанович, Казакевич Ігор Іларіонович
МПК: C10M 143/00, C10M 173/02, C10M 131/00, C10M 129/16
Мітки: технологічне, обробки, мастило, металів, холодної, тиском
Формула / Реферат:
Технологическая смазка для холодной обработки металлов давлением, содержащая хлорированный парафин и полимерную добавку, отличающаяся. тем, что, с целью повышения антифрикционных свойств и качества обработки поверхности, она дополнительно содержит воду, полиэтиленгликолевые эфиры высших жирных спиртов фракции С10-С18 и в качестве полимерной добавки - продукт обработки триэтаноламином окисленного полиэтиленового воска мол.м. 1000-2000 при...
Технологічне мастило для механічної обробки металів
Номер патенту: 24038
Опубліковано: 31.08.1998
Автори: Турянчик Іван Георгієвич, Уткін Володимир Олександрович, Герасимова Неля Миколаївна, Чередниченко Григорій Іванович, Лесюк Галина Володимирівна, Гарун Ярослав Євстахієвич, Темненко Володимир Петрович, Охримович Христина Остапівна, Угрин Ярослава Антонівна
МПК: C10M 105/00
Мітки: технологічне, механічної, мастило, металів, обробки
Формула / Реферат:
Технологічне мастило для механічної обробки металів, яке містить нафтову оливу, триетаноламін і складні ефіри багатоатомних спиртів І карбонових кислот, яке відрізняється тим, що воно додатково містить вищі жирні кислоти І в ролі складних ефірів багатоатомних спиртів І карбонових кислот містить продукт конденсації при температурі 170-180°С оксиетильованих вищих жирних кислот зі ступенем оксиетилювання, 2-4 з адипіновою кислотою, натуральним...
Мастило для гарячої обробки металів тиском
Номер патенту: 86730
Опубліковано: 12.05.2009
Автори: Закопко Олександр Вікторович, Іванов Костянтин Олександрович, Польський Георгій Миколайович, Панасенко Станіслав Панасович, Корольков Сергій Ігорович, Стеба Володимир Костянтинович, Чуєв Анатолій Васильович, Турбар Валерій Павлович
МПК: C10M 103/00, C10N 40/20, C10M 173/00, C10M 169/04
Мітки: гарячої, мастило, тиском, металів, обробки
Формула / Реферат:
Мастило для гарячої обробки металів тиском, що містить графіт, полімерні фосфати металів, поверхнево-активну речовину та воду, яке відрізняється тим, що додатково містить рідке скло, кремнійорганічну рідину ГКЖ-11К та дигідроксостеарат алюмінію при такому співвідношенні компонентів, % мас: графіт 20,0-30,0 полімерні фосфати металів 5,0-20,0 рідке скло ...
Попередній патент: Спосіб формування змінного струму для зварювання неплавким електродом в середовищі захисних газів
Наступний патент: Шестеренна гідромашина
Випадковий патент: Пристрій для контактного точкового зварювання