Пристрій для контактного точкового зварювання
Номер патенту: 20398
Опубліковано: 15.07.1997
Автори: Кушнарьов Віктор Павлович, Перков Євген Тимофійович, Бібік Михайло Дем'янович, Галкін Василь Дмитрович
Формула / Реферат
1. Устройство для контактной точечной сварки, содержащее сварочный трансформатор, заклю-ченный в металлический корпус, верхний неподвижный и нижний подвижный держатели электродов, подключенные к вторичной обмотке сварочного трансформатора, ручной привод для сжатия электродов и блок управления, отличающееся тем, что сварочный трансформатор выполнен со вторичной обмоткой из двух витков полосовой шины, состоящей из четырех частей, соединенных между собой при помощи накладок для образования замкнутых витков по форме катушки, причем выводами вторичной обмотки являются средние части полосовой шины, расположенные на одной оси с держателями электродов.
2. Устройство по п. 1, отличающееся тем, что блок управления выполнен за одно целое с корпусом сварочного трансформатора и расположен со стороны выводов его первичной обмотки.
Текст
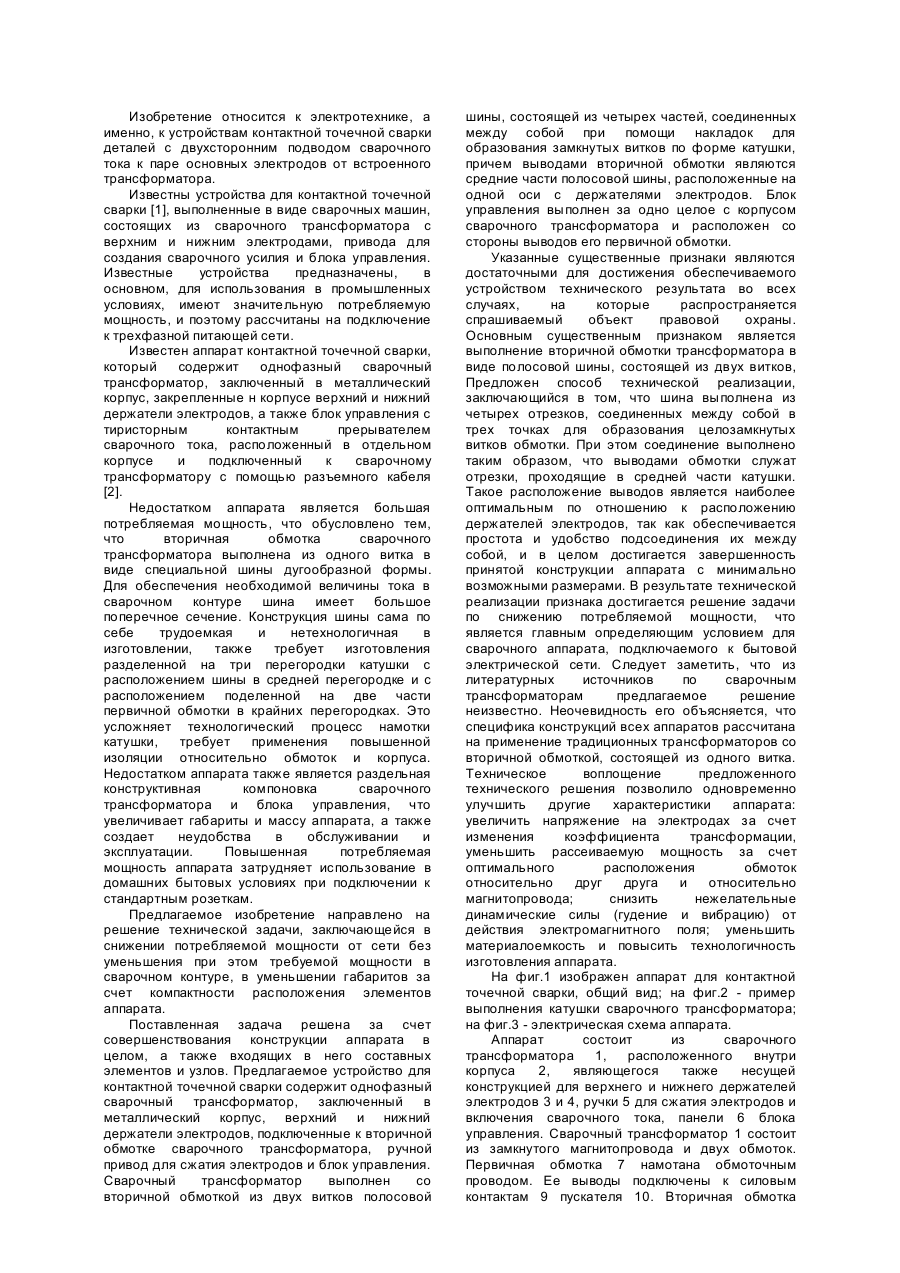
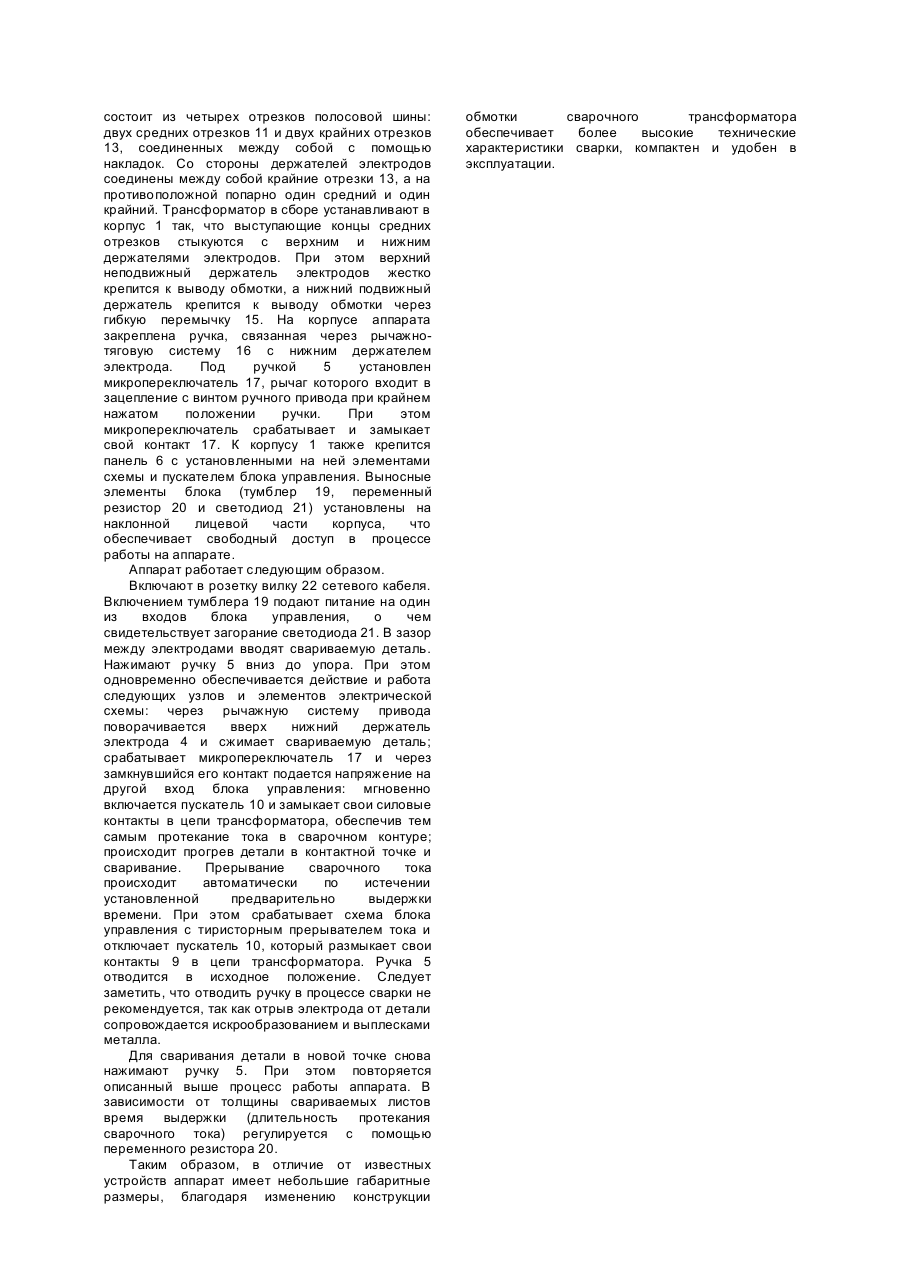
Изобретение относится к электротехнике, а именно, к устройствам контактной точечной сварки деталей с двухсторонним подводом сварочного тока к паре основных электродов от встроенного трансформатора. Известны устройства для контактной точечной сварки [1], выполненные в виде сварочных машин, состоящих из сварочного трансформатора с верхним и нижним электродами, привода для создания сварочного усилия и блока управления. Известные устройства предназначены, в основном, для использования в промышленных условиях, имеют значительную потребляемую мощность, и поэтому рассчитаны на подключение к трехфазной питающей сети. Известен аппарат контактной точечной сварки, который содержит однофазный сварочный трансформатор, заключенный в металлический корпус, закрепленные н корпусе верхний и нижний держатели электродов, а также блок управления с тиристорным контактным прерывателем сварочного тока, расположенный в отдельном корпусе и подключенный к сварочному трансформатору с помощью разъемного кабеля [2]. Недостатком аппарата является большая потребляемая мощность, что обусловлено тем, что вторичная обмотка сварочного трансформатора выполнена из одного витка в виде специальной шины дугообразной формы. Для обеспечения необходимой величины тока в сварочном контуре шина имеет большое поперечное сечение. Конструкция шины сама по себе трудоемкая и нетехнологичная в изготовлении, также требует изготовления разделенной на три перегородки катушки с расположением шины в средней перегородке и с расположением поделенной на две части первичной обмотки в крайних перегородках. Это усложняет технологический процесс намотки катушки, требует применения повышенной изоляции относительно обмоток и корпуса. Недостатком аппарата также является раздельная конструктивная компоновка сварочного трансформатора и блока управления, что увеличивает габариты и массу аппарата, а также создает неудобства в обслуживании и эксплуатации. Повышенная потребляемая мощность аппарата затрудняет использование в домашних бытовых условиях при подключении к стандартным розеткам. Предлагаемое изобретение направлено на решение технической задачи, заключающейся в снижении потребляемой мощности от сети без уменьшения при этом требуемой мощности в сварочном контуре, в уменьшении габаритов за счет компактности расположения элементов аппарата. Поставленная задача решена за счет совершенствования конструкции аппарата в целом, а также входящих в него составных элементов и узлов. Предлагаемое устройство для контактной точечной сварки содержит однофазный сварочный трансформатор, заключенный в металлический корпус, верхний и нижний держатели электродов, подключенные к вторичной обмотке сварочного трансформатора, ручной привод для сжатия электродов и блок управления. Сварочный трансформатор выполнен со вторичной обмоткой из двух витков полосовой шины, состоящей из четырех частей, соединенных между собой при помощи накладок для образования замкнутых витков по форме катушки, причем выводами вторичной обмотки являются средние части полосовой шины, расположенные на одной оси с держателями электродов. Блок управления выполнен за одно целое с корпусом сварочного трансформатора и расположен со стороны выводов его первичной обмотки. Указанные существенные признаки являются достаточными для достижения обеспечиваемого устройством технического результата во всех случаях, на которые распространяется спрашиваемый объект правовой охраны. Основным существенным признаком является выполнение вторичной обмотки трансформатора в виде полосовой шины, состоящей из двух витков, Предложен способ технической реализации, заключающийся в том, что шина выполнена из четырех отрезков, соединенных между собой в трех точках для образования целозамкнутых витков обмотки. При этом соединение выполнено таким образом, что выводами обмотки служат отрезки, проходящие в средней части катушки. Такое расположение выводов является наиболее оптимальным по отношению к расположению держателей электродов, так как обеспечивается простота и удобство подсоединения их между собой, и в целом достигается завершенность принятой конструкции аппарата с минимально возможными размерами. В результате технической реализации признака достигается решение задачи по снижению потребляемой мощности, что является главным определяющим условием для сварочного аппарата, подключаемого к бытовой электрической сети. Следует заметить, что из литературных источников по сварочным трансформаторам предлагаемое решение неизвестно. Неочевидность его объясняется, что специфика конструкций всех аппаратов рассчитана на применение традиционных трансформаторов со вторичной обмоткой, состоящей из одного витка. Техническое воплощение предложенного технического решения позволило одновременно улучшить другие характеристики аппарата: увеличить напряжение на электродах за счет изменения коэффициента трансформации, уменьшить рассеиваемую мощность за счет оптимального расположения обмоток относительно друг друга и относительно магнитопровода; снизить нежелательные динамические силы (гудение и вибрацию) от действия электромагнитного поля; уменьшить материалоемкость и повысить технологичность изготовления аппарата. На фиг.1 изображен аппарат для контактной точечной сварки, общий вид; на фиг.2 - пример выполнения катушки сварочного трансформатора; на фиг.3 - электрическая схема аппарата. Аппарат состоит из сварочного трансформатора 1, расположенного внутри корпуca 2, являющегося также несущей конструкцией для верхнего и нижнего держателей электродов 3 и 4, ручки 5 для сжатия электродов и включения сварочного тока, панели 6 блока управления. Сварочный трансформатор 1 состоит из замкнутого магнитопровода и двух обмоток. Первичная обмотка 7 намотана обмоточным проводом. Ее выводы подключены к силовым контактам 9 пускателя 10. Вторичная обмотка состоит из четырех отрезков полосовой шины: двух средних отрезков 11 и двух крайних отрезков 13, соединенных между собой с помощью накладок. Со стороны держателей электродов соединены между собой крайние отрезки 13, а на противоположной попарно один средний и один крайний. Трансформатор в сборе устанавливают в корпус 1 так, что выступающие концы средних отрезков стыкуются с верхним и нижним держателями электродов. При этом верхний неподвижный держатель электродов жестко крепится к выводу обмотки, а нижний подвижный держатель крепится к выводу обмотки через гибкую перемычку 15. На корпусе аппарата закреплена ручка, связанная через рычажнотяговую систему 16 с нижним держателем электрода. Под ручкой 5 установлен микропереключатель 17, рычаг которого входит в зацепление с винтом ручного привода при крайнем нажатом положении ручки. При этом микропереключатель срабатывает и замыкает свой контакт 17. К корпусу 1 также крепится панель 6 с установленными на ней элементами схемы и пускателем блока управления. Выносные элементы блока (тумблер 19, переменный резистор 20 и светодиод 21) установлены на наклонной лицевой части корпуса, что обеспечивает свободный доступ в процессе работы на аппарате. Аппарат работает следующим образом. Включают в розетку вилку 22 сетевого кабеля. Включением тумблера 19 подают питание на один из входов блока управления, о чем свидетельствует загорание светодиода 21. В зазор между электродами вводят свариваемую деталь. Нажимают ручку 5 вниз до упора. При этом одновременно обеспечивается действие и работа следующих узлов и элементов электрической схемы: через рычажную систему привода поворачивается вверх нижний держатель электрода 4 и сжимает свариваемую деталь; срабатывает микропереключатель 17 и через замкнувшийся его контакт подается напряжение на другой вход блока управления: мгновенно включается пускатель 10 и замыкает свои силовые контакты в цепи трансформатора, обеспечив тем самым протекание тока в сварочном контуре; происходит прогрев детали в контактной точке и сваривание. Прерывание сварочного тока происходит автоматически по истечении установленной предварительно выдержки времени. При этом срабатывает схема блока управления с тиристорным прерывателем тока и отключает пускатель 10, который размыкает свои контакты 9 в цепи трансформатора. Ручка 5 отводится в исходное положение. Следует заметить, что отводить ручку в процессе сварки не рекомендуется, так как отрыв электрода от детали сопровождается искрообразованием и выплесками металла. Для сваривания детали в новой точке снова нажимают ручку 5. При этом повторяется описанный выше процесс работы аппарата. В зависимости от толщины свариваемых листов время выдержки (длительность протекания сварочного тока) регулируется с помощью переменного резистора 20. Таким образом, в отличие от известных устройств аппарат имеет небольшие габаритные размеры, благодаря изменению конструкции обмотки сварочного трансформатора обеспечивает более высокие технические характеристики сварки, компактен и удобен в эксплуатации.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for resistant point welding
Автори англійськоюBibik Mykhailo Demianovych, Halkin Vasyl Dmytrovych, Kushnariov Viktor Pavlovych, Perkov Yevhen Tymofiiovych
Назва патенту російськоюУстройство для контактной точечной сварки
Автори російськоюБибик Михаил Демьянович, Галкин Василий Дмитриевич, Кушнарев Виктор Павлович, Перков Евгений Тимофеевич
МПК / Мітки
МПК: B23K 11/10
Мітки: пристрій, контактного, зварювання, точкового
Код посилання
<a href="https://ua.patents.su/3-20398-pristrijj-dlya-kontaktnogo-tochkovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для контактного точкового зварювання</a>
Пристрій для управління процесом контактного стикового зварювання плавленням
Номер патенту: 727
Опубліковано: 15.12.1993
Автори: Горишняков Олексій Іванович, Череднічок Віталій Тимофійович, Кучук-Яценко Сергій Іванович, Гамен Борис Опанасович, Кривенко Валерій Георгійович, Сахарнов Василь Олексійович
МПК: B23K 11/04
Мітки: управління, зварювання, стикового, пристрій, контактного, плавленням, процесом
Формула / Реферат:
Устройство для управления процессом контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, первичная обмотка которого подключена к одному зажиму для подключения к питающей сети, тиристорный силовой контактор к управляющему входу которого присоединены последовательно включенные блок формирования управляющих импульсов, блок программного задания сварочного напряжения, блок программного управления циклом сварки и привод...
Пристрій управління машиною для контактного стикового зварювання оплавленням

Номер патенту: 314
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кривенко Валерій Георгійович, Лазебний Іван Леонтійович, Горишняков Олексій Іванович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: стикового, зварювання, машиною, контактного, пристрій, оплавленням, управління
Формула / Реферат:
(57) Устройство управления машиной для контактной стыковой сварки оплавлением, содержащее сварочный трансформатор, в его первичную обмотку включен датчик сварочного тока, соединенный с электрогидравлическим приводом перемещения плиты машины через блок управления приводом, отличающееся тем, что, с целью повышения производительности процесса сварки за счет сокращения времени на его протекание и повышения качества сварного соединения за счет...
Пристрій автоматичного програмного управління процесом контактного стикового зварювання оплавленням
Номер патенту: 402
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Боровой Валентин Михайлович, Толдін Анатолій Андрійович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: автоматичного, програмного, контактного, зварювання, пристрій, стикового, процесом, оплавленням, управління
Формула / Реферат:
Формула изобретенияУстройство для автоматического программного управления процессом контактной стыковой сварки оплавлением, содержащее подвижную и неподвижную станины машины, соединительный узел привода перемещения подвижной станины машины и привод ее осадки датчик перемещения подвижной станины машины, сварочный трансформатор, устройство программного управления и последовательно соединенные датчик электрической мощности, включенный в...
Пристрій для управління процесом контактного стикового зварювання плавленням
Номер патенту: 728
Опубліковано: 15.12.1993
Автори: Кривенко Валерій Георгійович, Сахарнов Василь Олексійович, Череднічок Віталій Тимофійович, Горишняков Олексій Іванович, Добровольський Станіслав Дмитрович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: плавленням, зварювання, контактного, пристрій, процесом, управління, стикового
Формула / Реферат:
Устройство для управления процессом контактной стыковой сварки оплавлением, содерщащее силовой тиристорный контактор, включенный в первичную цепь сварочного трансформатора, к управляющим входам контактора подключен блок формирования управляющих импульсов, к одному его входу подключен блок сравнения, к последнему подключен один выход блока программного задания сварочного напряжения, в первичную цепь сварочного трансформатора включен датчик...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 365
Опубліковано: 30.04.1993
Автори: Грабчев Борис Леонідович, Ротару Іон Теодорович, Кучук-Яценко Сергій Іванович, Бєляєв Данило Іванович, Бондарук Андрій Всеволодович, Череднічок Віталій Тимофійович, Богорський Михайло Володимирович, Мальцев Віктор Миколайович, Тільга Степан Сергійович
МПК: B23K 11/04
Мітки: зварювання, контактного, стикового, спосіб, оплавленням
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, при котором при оплавлении задают скорость подачи подвижной плиты в зависимости и от величины сигнала, пропорционального сварочному току, осуществляют останов подвижной плиты при сварочном токе, соответствующем экстремуму электрической мощности, выделяющейся в стыке, а затем скорость подачи восстанавливают отличающийся тем, что с целью повышения производительности путем интенсификации нагрева...
Попередній патент: Спосіб діагностики функціональних станів організму у дітей
Наступний патент: Спосіб газифікації графіту
Випадковий патент: Спосіб спостереження за дислокацією вагонів