Мастило для гарячої обробки металів тиском
Номер патенту: 86730
Опубліковано: 12.05.2009
Автори: Панасенко Станіслав Панасович, Закопко Олександр Вікторович, Корольков Сергій Ігорович, Стеба Володимир Костянтинович, Іванов Костянтин Олександрович, Турбар Валерій Павлович, Польський Георгій Миколайович, Чуєв Анатолій Васильович
Формула / Реферат
Мастило для гарячої обробки металів тиском, що містить графіт, полімерні фосфати металів, поверхнево-активну речовину та воду, яке відрізняється тим, що додатково містить рідке скло, кремнійорганічну рідину ГКЖ-11К та дигідроксостеарат алюмінію при такому співвідношенні компонентів, % мас:
графіт
20,0-30,0
полімерні фосфати металів
5,0-20,0
рідке скло
5,0-20,0
кремнійорганічна рідина ГКЖ-11К
1,0-10,0
дигідроксостеарат алюмінію
0,5-2,0
поверхнево-активна речовина
0,01-0,1
вода
решта,
причому як полімерні фосфати металів мастило містить сольову суміш складу, % мас:
триполіфосфат натрію
40,0-60,0
пірофосфат натрію
10,0-30,0
метафосфат кальцію
10,0-30,0
метафосфат натрію
4,9-10,0
ортофосфати натрію - Na2HPO4 та NaH2PO4
0,1-5,0.
Текст
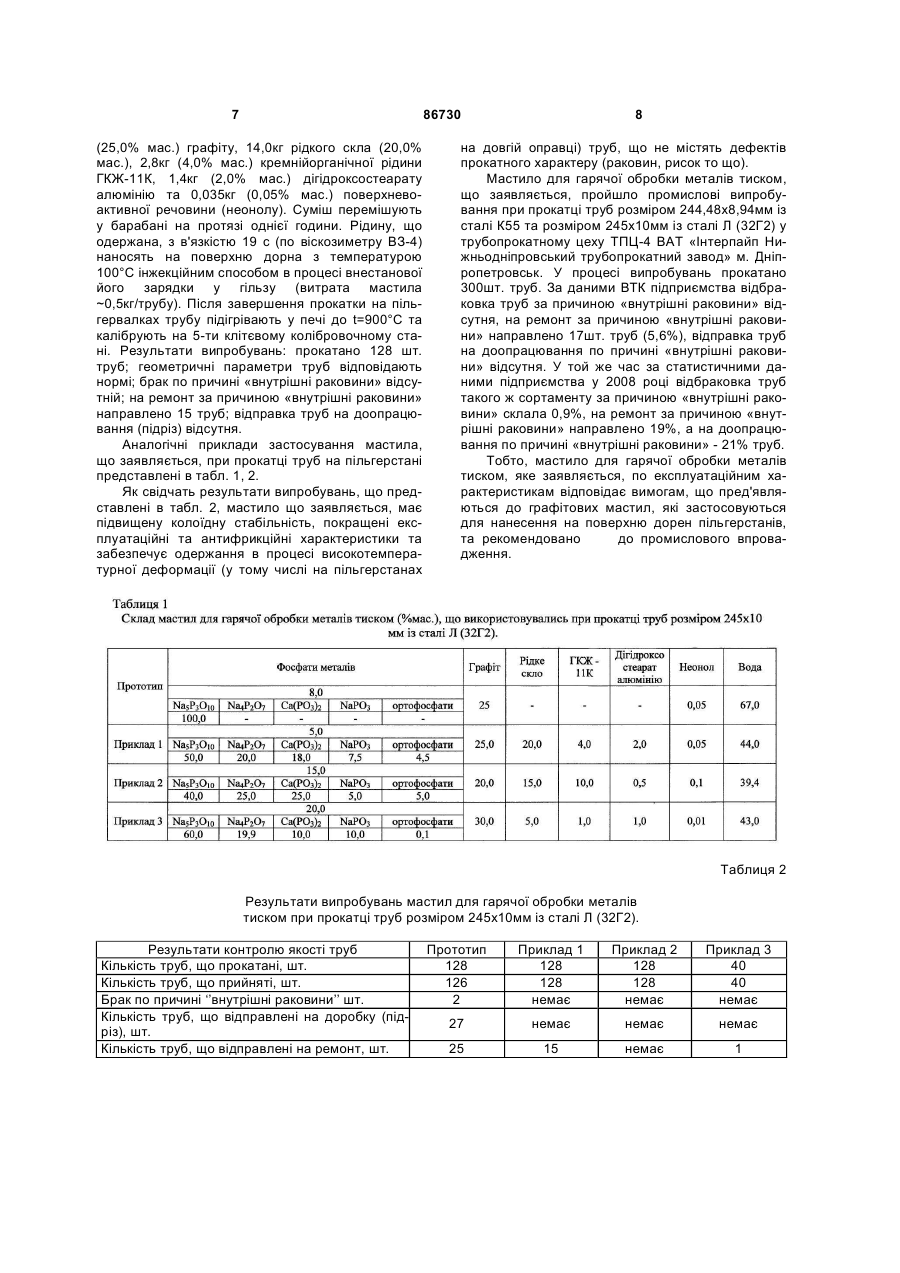
Мастило для гарячої обробки металів тиском, що містить графіт, полімерні фосфати металів, поверхнево-активну речовину та воду, яке відрізняється тим, що додатково містить рідке скло, кремнійорганічну рідину ГКЖ-11К та дигідроксостеарат алюмінію при такому співвідношенні компонентів, % мас: графіт 20,0-30,0 полімерні фосфати металів 5,0-20,0 рідке скло 5,0-20,0 кремнійорганічна рідина ГКЖ-11К 1,0-10,0 дигідроксостеарат алюмінію 0,5-2,0 поверхнево-активна речовина 0,01-0,1 вода решта, причому як полімерні фосфати металів мастило містить сольову суміш складу, % мас: триполіфосфат натрію 40,0-60,0 пірофосфат натрію 10,0-30,0 метафосфат кальцію 10,0-30,0 метафосфат натрію 4,9-10,0 ортофосфати натрію Na2HPO4 та NaH2PO4 0,1-5,0. UA (21) a200809414 (22) 18.07.2008 (24) 12.05.2009 (46) 12.05.2009, Бюл.№ 9, 2009 р. (72) ПАНАСЕНКО СТАНІСЛАВ ПАНАСОВИЧ, UA, ПОЛЬСКИЙ ГЕОРГІЙ МИКОЛАЙОВИЧ, UA, ІВАНОВ КОСТЯНТИН ОЛЕКСАНДРОВИЧ, UA, СТЕБА ВОЛОДИМИР КОСТЯНТИНОВИЧ, UA, КОРОЛЬКОВ СЕРГІЙ ІГОРОВИЧ, UA, ТУРБАР ВАЛЕРІЙ ПАВЛОВИЧ, UA, ЧУЄВ АНАТОЛІЙ ВАСИЛЬОВИЧ, UA, ЗАКОПКО ОЛЕКСАНДР ВІКТОРОВИЧ, UA (73) ПРИВАТНЕ ПІДПPИЄМСТВО "НАУКОВОВИРОБНИЧА ФІРМА СВК", UA (56) SU 540906, A, 30.12.1976 SU 810790, A, 07.03.1981 RU 2153525, C2, 27.07.2000 DD 235676, A5, 14.05.1986 DE 102004045128, A1, 23.03.2006 US 6177386, B1, 23.01.2001 JP 61195197, A, 29.08.1986 C2 2 (19) 1 3 - полегшувати течію метала у внутрішньому осередку деформації - на контакті робоча поверхня дорна - метал, що деформується; - запобігати пошкодженню внутрішньої поверхні труб та утворенню дефектів прокатного характеру; - поліпшувати витягування дорен із труб по закінченню прокату (особливо при прокатці товстостінних труб. Для нанесення на дорн в процесі високотемпературної прокатки труб на пільгерстанах використовують, переважно, мастила на основі графіту. Відомо мастило [А.с. 432173, М.кл2. С10М 3/02, «Смазка для горячей обработки металлов.» / Г.И. Михайленко, A.M. Карнаух, Г.К. Сананоев и др. Опубл. 15.06.74, Б.И. №22, с.77] для гарячої обробки металів тиском на основі графіту, вторинних алкілсульфонатів, мил лужних металів гудрону кислот соапстоку бавовняного масла при наступному вмісті компонентів, % мас: мила лужних металів гудрону кислот соапстоку бавовняного масла 15,0-35,0; графіт 5,0-20,0; вторинні алкілсульфонати 1,0-5,0; вода залишок. Також відомо мастило для гарячої обробки металів тиском [А.с. 404843, М.кл2. С10М 7/02, «Смазка для горячей обработки металлов давлением.» / Д.И. Старченко, В.И. Капланов, В.В. Шевцов и др. Опубл. 22.10.77, Б.И. №44, с.85] на основі графіту, залізного купоросу та синтетичних восків при наступному вмісті компонентів, %, мас: синтетичні воски 30,0-35,0; залізний купорос 5,0-30,0; графіт залишок. Однак, ці мастила мають низьку ефективність через згорання органічної їх частини в осередку високотемпературної деформації з виділенням токсичних газів і кіптяви, які погіршують умови праці, а недостатня теплозахисна спроможність мастил скорочує строк служби прокатного інструменту. Відомо мастило для гарячої обробки металів тиском, що вміщує поліакриламід (як компонент, що підвищує теплозахисну спроможність мастила, стійкість та строк служби прокатного інструменту), графіт та воду при наступному співвідношенні компонентів, %, мас: графіт 30,0-35,0; поліакриламід 8,0-10,0; вода залишок. [А.с. 300502, М.кл2. С10М 3/02, «Смазка для горячей обработки металлов.» / А.З. Гребенщикова, А.А. Лядова, А.П. Ячменев и др. Опубл. 07.04.71, Б.И. №13, с.103]. Недоліки мастила: - незадовільна колоїдна спроможність мастила через відсутність в його складі спеціальних диспергуючих домішок; - незадовільні антифрикційні властивості мастила (в осередку деформації протікає випаровування води та згорання поліакриламіду з одержанням твердої суміші графіту та окалини, яка не проявляє антифрикційних властивостей, приво 86730 4 дить до зниженню стійкості прокатного інструменту та утворенню браковочних дефектів на внутрішній поверхні труб). Найбільш близьким по технічній суті та результату, що досягається, є мастило для гарячої обробки металів тиском на основі графіту, поліакриламіду, триполіфосфату натрію, поверхневоактивної речовини та води при наступному співвідношенні компонентів, %, мас: графіт 20,0-40,0; триполіфосфат натрію 5,0-15,0; поліакриламід 0,3-3,0; поверхнево - активна речовина 0,05-0,5; вода залишок. [А.с. 540906, М.кл.2 С10М 3/02, «Смазка для горячей обработки металлов давленим» / Л.П. Михайлова, А.Ф. Ничьков. Опубл. 30.12.77, Б.И. №48]. Мастило одержують шляхом додавання водного розчину триполіфосфату натрію відповідної концентрації у розчин поліакриламіду, який готують заздалегідь. Потім в одержану рідку суміш додають графіт та поверхнево - активну речовину і перемішують до утворення однорідної маси. Мастило застосовують при формуванні сферичної поверхні балонів із важкодеформуємих марок сталі шляхом нанесення його на формоутворювач. Недоліки мастила: - недостатня колоїдна стабільність мастила через відсутність в його складі спеціальних диспергуючих домішок, що приводить до швидкого розшарування мастила з одержанням плотного шару графіту на дні ємкостей у процесі його зберігання; перед застосуванням таке мастило потребує обов'язкового інтенсивного перемішування до одержання однорідної рідини; - недостатня твердість шару мастила на поверхні дорна, що приводить до його злущування при зарядці дорна у гільзу і як наслідок - утворювання у процесі високотемпературної деформації труб дефектів прокатного характеру (раковин, рисок тощо); - мастило непридатне для використання при прокатці труб на пільгерстанах з довгою оправкою через те, що легкоплавкий триполіфосфат натрію (tпл.=662°C) не забезпечує необхідну стабільну в'язкість мастила на протязі тривалого процесу прокатки; - нестабільність антифрикційних властивостей мастила у процесі прокатки на контакті дорн - метал, що деформується. Задачею винаходу є удосконалення складу мастила для гарячої обробки металів тиском шляхом введення до його складу спеціальних домішок з метою: - підвищення колоїдної стабільності мастила; - покращення експлуатаційних та антифрикційних характеристик мастила (особливо при прокатці труб на пільгерстанах на довгій оправці). Поставлена задача вирішується тим, що відоме мастило для гарячої обробки металів тиском, яке включає графіт, полімерні фосфати металів, поверхнево - активну речовину та воду, згідно з винаходом воно додатково містить рідке скло, кремнійорганічну рідину ГКЖ-11К та дигідроксос 5 теарат алюмінію при наступному співвідношенні компонентів, % мас: графіт 20-30; полімерні фосфати металів 5-20; рідке скло 5-20; 1-10; кремнійорганічна рідина ГКЖ-11К дигідроксостеарат алюмінію 0,5-2; поверхнево - активна речовина 0,01-0,1; вода залишок, причому, в якості полімерних фосфатів металів мастило містить сольову суміш складу, % мас: триполіфосфат натрію (Na5P3O10) 40-60; пірофосфат натрію (Na4P2O7) 10-30; метафосфат кальцію (Са(РО3)2) 10-30; метафосфат натрію (NaPO3) 4,9-10; ортофосфати натрію (Na2HPO4 та NaH2PO4) 0,1-5. Дигідроксостеарат алюмінію (Аl(ОН)2(С17Н35СОО), ТУ У 24.6-20257936025:2008), що додається до складу мастила у кількості 0,5-2%, виконує функцію загусника і диспергатора, який забезпечує необхідну колоїдну стабільність мастила та запобігає його розшаровуванню при зберіганні. Рідке скло (водний розчин ортосилікату натрію, ГОСТ 13078-81) у складі мастила виконує функцію в'яжучого. У комбінації з кремнійорганічною рідиною ГКЖ-11К та полімерними фосфатами металів рідке скло забезпечує одержання на поверхні дорна шару мастила необхідної твердості, який не злущується з поверхні дорна як при зарядці його у гільзу так і в процесі високотемпературної деформації. Відомо, що кремнійорганічна рідина ГКЖ-11К, яка випускається промисловістю за ТУ У 6-02-5-61-97, у чистому вигляді не проявляє в'яжучих властивостей і застосовується, переважно, в якості гідрофобізатора у будівельній та харчовій промисловості. Проте, в умовах винаходу, що заявляється, кремнійорганічна рідина ГКЖ-11К у кількості 1-10% добре сумісна з неорганічними сполуками (рідким склом та полімерними фосфатами металів) і сприяє не тільки підвищенню твердості шару на поверхні дорна, а також покращує адгезію мастила до металевої поверхні. Полімерні фосфати металів, що входять до складу високотемпературного мастила, забезпечують необхідні антифрикційні властивості мастила на протязі всього періоду прокатки труби. Це особливо важливо при прокатці труб на пільгерстанах з довгою оправкою де зберігання необхідної в'язкості розплаву полімерних фосфатів на протязі всього періоду прокатки є обов'язковою умовою для одержання труб без дефектів прокатного характеру на їх внутрішній поверхні. Триполіфосфат натрію, що застосовується в якості полімерного фосфату в умовах прототипу, не забезпечує вирішення цієї задачи через досить низьку температуру його плавлення (tпл.=662°C). Для збереження необхідної в'язкості мастила в умовах винаходу, що заявляється, в якості полімерних фосфатів металів використовують сольову суміш складу, % мас: триполіфосфат натрію (Na5P3O10) 40-60; пірофосфат натрію (Na4P2O7) 10-30; метафосфат кальцію (Са(РО3)2) 10-30; 86730 6 метафосфат натрію (NaPO3) 4,9-10; ортофосфати натрію (Na2HPO4 та NaH2PO4) 0,1-5, основні компоненти якої мають більш високі температури плавлення ніж триполіфосфат натрію (Na4P2O7 - tпл=880°C; Ca(PO3)2 - tпл=975°C). Сольову суміш полімерних фосфатів одержують шляхом термообробки триполіфосфату натрію, монофосфатів натрію (NaH2PO4·12H2O) та кальцію (Са(Н2РО4)2) в температурному інтервалі 450500°С на протязі 4-х годин. Одержану сольову масу після її кристалізації та охолодження подрібнюють на шаровому млині до дисперсності d=100200мкм і використовують для приготування високотемпературного графітового мастила. При застосуванні високотемпературного графітового мастила, склад якого заявляється, в осередку деформації протікають процеси термодеструкції ГКЖ-11К з одержанням дрібнодисперсного аморфного діоксиду кремнію, (SiО2)x, та плавлення основного компоненту рідкого скла - ортосилікату натрію (Na2SiO3 - tпл=1089°C). Неорганічні домішки (SiO2)x та в'язкий розплавлений ортосилікат натрію також сприяють збереженню необхідної в'язкості розплаву мастила на протязі всього процесу прокатки. Окрім того, в осередку високотемпературної деформації розплави полімерних фосфатів вступають в хімічну реакцію з окалиною, що сформувалась при t=1250-1270°C на внутрішній поверхні гільзи, з одержанням полімерних фосфатів заліза, які також підвищують в'язкість мастила. В процесі прокатки полімерні фосфати заліза покривають внутрішню поверхню труб тонким шаром покриття. Відомо, що полімерні фосфати металів можуть оказувати як інгібуючу дію на корозійні процеси так і прискорювати процеси корозії. Експериментально доведено, що у присутності домішок полімерних фосфатів кальцію мають місце, виключно, процеси інгібування анодних реакцій і, як слідство - інгібування процесів корозії. Таким чином, сольова суміш полімерних фосфатів металів, склад якої заявляється, забезпечує необхідні антифрикційні властивості високотемпературного графітового мастила (у тому числі при прокатці труб на пільгерстанах на довгій оправці) та протикорозійний захист внутрішньої поверхні труб, що сприяє одержанню продукції без пошкоджень прокатного характеру на внутрішній поверхні. Нижче наведені приклади одержання та випробування мастила для гарячої обробки металів тиском, що заявляється, в умовах виробництва труб розміром 245x10мм із сталі Л (32Г2). Приклад 1. У металевий барабан шарового млина об'ємом 150л завантажують 3,5кг полімерних фосфатів металів (5% мас.) з дисперсністю d=100200мкм, що містять 1,75кг триполіфосфату натрію (50,0% мас.), 0,7кг пірофосфату натрію (20,0% мас.), 0,63кг метафосфату кальцію (18,0% мас.), 0,26кг метафосфату натрію (7,5% мас.) та 0,16кг ортофосфатів натрію (4,5% мас.). У барабан завантажують 30,8л води (44,0% мас.) та перемішують з металевими кулями d=20мм на протязі однієї години. Потім у барабан завантажують 17,5кг 7 86730 (25,0% мас.) графіту, 14,0кг рідкого скла (20,0% мас.), 2,8кг (4,0% мас.) кремнійорганічної рідини ГКЖ-11К, 1,4кг (2,0% мас.) дігідроксостеарату алюмінію та 0,035кг (0,05% мас.) поверхневоактивної речовини (неонолу). Суміш перемішують у барабані на протязі однієї години. Рідину, що одержана, з в'язкістю 19 с (по віскозиметру ВЗ-4) наносять на поверхню дорна з температурою 100°С інжекційним способом в процесі внестанової його зарядки у гільзу (витрата мастила ~0,5кг/трубу). Після завершення прокатки на пільгервалках трубу підігрівають у печі до t=900°C та калібрують на 5-ти клітєвому колібровочному стані. Результати випробувань: прокатано 128 шт. труб; геометричні параметри труб відповідають нормі; брак по причині «внутрішні раковини» відсутній; на ремонт за причиною «внутрішні раковини» направлено 15 труб; відправка труб на доопрацювання (підріз) відсутня. Аналогічні приклади застосування мастила, що заявляється, при прокатці труб на пільгерстані представлені в табл. 1, 2. Як свідчать результати випробувань, що представлені в табл. 2, мастило що заявляється, має підвищену колоїдну стабільність, покращені експлуатаційні та антифрикційні характеристики та забезпечує одержання в процесі високотемпературної деформації (у тому числі на пільгерстанах 8 на довгій оправці) труб, що не містять дефектів прокатного характеру (раковин, рисок то що). Мастило для гарячої обробки металів тиском, що заявляється, пройшло промислові випробування при прокатці труб розміром 244,48x8,94мм із сталі К55 та розміром 245x10мм із сталі Л (32Г2) у трубопрокатному цеху ТПЦ-4 ВАТ «Інтерпайп Нижньодніпровський трубопрокатний завод» м. Дніпропетровськ. У процесі випробувань прокатано 300шт. труб. За даними ВТК підприємства відбраковка труб за причиною «внутрішні раковини» відсутня, на ремонт за причиною «внутрішні раковини» направлено 17шт. труб (5,6%), відправка труб на доопрацювання по причині «внутрішні раковини» відсутня. У той же час за статистичними даними підприємства у 2008 році відбраковка труб такого ж сортаменту за причиною «внутрішні раковини» склала 0,9%, на ремонт за причиною «внутрішні раковини» направлено 19%, а на доопрацювання по причині «внутрішні раковини» - 21% труб. Тобто, мастило для гарячої обробки металів тиском, яке заявляється, по експлуатаційним характеристикам відповідає вимогам, що пред'являються до графітових мастил, які застосовуються для нанесення на поверхню дорен пільгерстанів, та рекомендовано до промислового впровадження. Таблиця 2 Результати випробувань мастил для гарячої обробки металів тиском при прокатці труб розміром 245x10мм із сталі Л (32Г2). Результати контролю якості труб Кількість труб, що прокатані, шт. Кількість труб, що прийняті, шт. Брак по причині ‘’внутрішні раковини’’ шт. Кількість труб, що відправлені на доробку (підріз), шт. Кількість труб, що відправлені на ремонт, шт. Прототип 128 126 2 Приклад 1 128 128 немає Приклад 2 128 128 немає Приклад 3 40 40 немає 27 немає немає немає 25 15 немає 1 9 Комп’ютерна верстка Л. Купенко 86730 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLubricant for hot-forming method
Автори англійськоюPanasenko Stanislav Panasovych, Pol`skyi Heorhii Mykolaiovych, Ivanov Kostiantyn Oleksandrovych, Steba Volodymyr Kostiantynovych, Korol`kov Serhii Ihorovych, Turbar Valeriy Pavlovych, Chuiev Anatolii Vasyliovych, Zakopko Oleksandr Viktorovych
Назва патенту російськоюСмазка для горячей обработки металлов давлением
Автори російськоюПанасенко Станислав Афанасьевич, Польский Георгий Николаевич, Иванов Костянтин Александрович, Стеба Владимир Константинович, Корольков Сергей Игоревич, Турбар Валерий Павлович, Чуев Анатолий Васильевич, Закопко Александр Викторович
МПК / Мітки
МПК: C10N 40/20, C10M 103/00, C10M 169/04, C10M 173/00
Мітки: мастило, обробки, металів, гарячої, тиском
Код посилання
<a href="https://ua.patents.su/5-86730-mastilo-dlya-garyacho-obrobki-metaliv-tiskom.html" target="_blank" rel="follow" title="База патентів України">Мастило для гарячої обробки металів тиском</a>
Мастило для гарячої обробки металів тиском та спосіб його одержання
Номер патенту: 83779
Опубліковано: 11.08.2008
Автори: Стеба Володимир Костянтинович, Польський Георгій Миколайович, Єсаулов Геннадій Олександрович, Мінін Василь Анатольович, Панасенко Станіслав Панасович, Корольков Сергій Ігорович, Залеський Олександр Іванович, Іванов Костянтин Олександрович, Чуєв Анатолій Васильович
МПК: C10M 103/00, C10M 125/26
Мітки: гарячої, одержання, спосіб, металів, тиском, мастило, обробки
Формула / Реферат:
1. Мастило для гарячої обробки металів тиском на основі фосфатів металів, яке відрізняється тим, що додатково містить тетраборат натрію при такому співвідношенні компонентів, % мас.:фосфати металів 90-98,тетраборат натрію 2-10,причому фосфати металів мають склад, % мас.:Р2О5 46-62,Na2O 20-27,К2О 18-24,ZnO 1-2.2. Спосіб одержання мастила для гарячої обробки...
Мастило для холодної обробки металів тиском
Номер патенту: 31456
Опубліковано: 15.12.2000
Автори: Кармазіна Тамара Павлівна, Кіріченко Юрій Алімович, Бут Олександр Володимирович, Брескіна Алла Іллівна, Клочкова Віра Євгенівна, Школа Олег Іванович, Полушкіна Людмила Аркадіївна
МПК: C10M 155/00, C10M 159/00
Мітки: металів, холодної, тиском, мастило, обробки
Текст:
..."кефоля"); - продукт, виділений з рідкої фази розчиненого в ацетоні фосфаті дного концентрату олій (МКФ) за ТУ # 6-О9-Ю-І704-Є5; - присадка борин за ТУ # Э810Ш03-84; - присадка детерсол 140 за ТУ * 38.1011090-68; - концентрат жировий олеїновий за ТУ * 104)4102-34-88. Всі компоненти були введені в базову основу послідовно у порядку від більшого до меншего. В останню чергу була введена присадка детерсол 140. В лабораторних умовах були одержані...
Мастило технологічне для обробки металів тиском ствд-1

Номер патенту: 30300
Опубліковано: 25.02.2008
Автори: Овчаренко Володимир Григорович, Куценко Михайло Олексійович, Терещенко Андрій Анатолійович, Жук Володимир Миколайович, Лютик Віталій Ярославович
МПК: C10M 135/00
Мітки: металів, технологічне, тиском, ствд-1, мастило, обробки
Формула / Реферат:
1. Мастило технологічне для обробки металів тиском на основі хлорованого парафіну, яке відрізняється тим, що містить, мас. %: сульфідований пропіленгліколевий ефір касторової олії з вмістом сірки 2-5 % 20-25 неіоногенну поверхнево-активну речовину з класу оксіетильованих алкілфенолів 2-5 хлорований парафін решта. 2....
Мастило технологічне для обробки металів тиском ствд-2
Номер патенту: 30301
Опубліковано: 25.02.2008
Автори: Жук Володимир Миколайович, Куценко Михайло Олексійович, Овчаренко Володимир Григорович, Терещенко Андрій Анатолійович, Лютик Віталій Ярославович
МПК: C08L 91/00, C10M 107/00
Мітки: ствд-2, мастило, обробки, металів, тиском, технологічне
Формула / Реферат:
1. Мастило технологічне для обробки металів тиском на основі хлорованого парафіну, яке відрізняється тим, що містить, мас. %: сульфідований пропіленгліколевий ефір касторової олії з вмістом сірки 2-5 % 12-15 неіоногенна поверхнево-активна речовина з класу оксіетильованих алкілфенолів 2-5 наповнювач 37-42 хлорований...
Мастило для холодної обробки металів тиском
Номер патенту: 1311
Опубліковано: 25.03.1994
Автори: Рябко Олег Онуфрійович, Лобанова Людмила Вікторівна, Розенберг Олег Олександрович, Шейкін Сергій Євгенович, Брескіна Алла Іллівна, Маслов Роберт Олексійович, Красовський Володимир Олександрович, Афанас'єва Інна Іллівна, Крицький Анатолій Дмитрович, Комаров Андрій Анатолійович
МПК: C10N 30/06, C10M 135/00, C10M 143/00, C10N 40/24, C10M 161/00, C10M 133/16, C10M 131/00
Мітки: холодної, тиском, металів, обробки, мастило
Формула / Реферат:
Смазка для холодной обработки металлов давлением, содержащая минеральное масло и хлорированный парафин, отличающаяся тем, что, с целью повышения противозадирных свойств смазки при работе в жестких условиях деформации, смазка дополнительно содержит полиизобутилен, алкенилсукцинимид и 2-амино-4-фенилтиазол при следующем соотношении компонентов, мас.%:хлорированный парафин 30—40...
Попередній патент: Спосіб пасивного підводного вертикального витягнення хребта
Наступний патент: Розділювана галенова форма, яка робить можливим модифіковане вивільнення активного інгредієнта
Випадковий патент: Водно-емульсійне в'яжуче