Спосіб оцінки зносу та стійкості лезового різального інструмента
Номер патенту: 91817
Опубліковано: 10.07.2014
Автори: Нагорний Володимир В'ячеславович, Залога Вільям Олександрович

Формула / Реферат
Спосіб оцінки зносу та стійкості лезового різального інструмента, при якому здійснюють процес різання при заданих режимах та проводять виміри механічних коливань системи ВПІД у формі віброакустичних сигналів, який відрізняється тим, що додатково вимірюють звуковий сигнал за допомогою мікрофона, який встановлюють в безпосередній близькості до зони різання, а вимірювання механічних коливань системи ВПІД проводять на супорті в боковому напрямку, перпендикулярно поздовжній осі оброблюваної деталі, визначають нормовані спектри звукового та віброакустичного сигналів, знаходять їх різницю та середньо квадратичну величину різницевого сигналу і на основі цих даних та інформації про попередні вимірювання і час їх проведення, що зберігається в базі даних, складають часовий ряд, який піддають апроксимації шляхом мінімізації функціонала:
![]() , (1)
, (1)
де  -
-
апроксимаційна модель; ![]() ,
, ![]() , - поточне і початкове значення середньоквадратичної величини різницевого сигналу;
, - поточне і початкове значення середньоквадратичної величини різницевого сигналу; ![]() ,
, ![]() , - напрацювання інструмента, відповідно, на момент початкового й поточного контролю його стану;
, - напрацювання інструмента, відповідно, на момент початкового й поточного контролю його стану; ![]() - кількість вимірювань;
- кількість вимірювань; ![]() ,
, ![]() - коефіцієнти форми графіка апроксимаційної моделі;
- коефіцієнти форми графіка апроксимаційної моделі; ![]() ,
, ![]() - показники ступеня;
- показники ступеня; ![]() і
і ![]() - напрацювання інструмента, яке обмежується відповідно зносом та розвитком механічної втоми (відколом) його леза, при цьому оцінку стійкості
- напрацювання інструмента, яке обмежується відповідно зносом та розвитком механічної втоми (відколом) його леза, при цьому оцінку стійкості ![]() інструмента здійснюють за наступною залежністю:
інструмента здійснюють за наступною залежністю:
![]() , (2)
, (2)
а оцінку зносу ![]() інструмента - за залежністю:
інструмента - за залежністю:
 ,(3)
,(3)
де: ![]() - початковий знос, мкм.
- початковий знос, мкм.
Текст
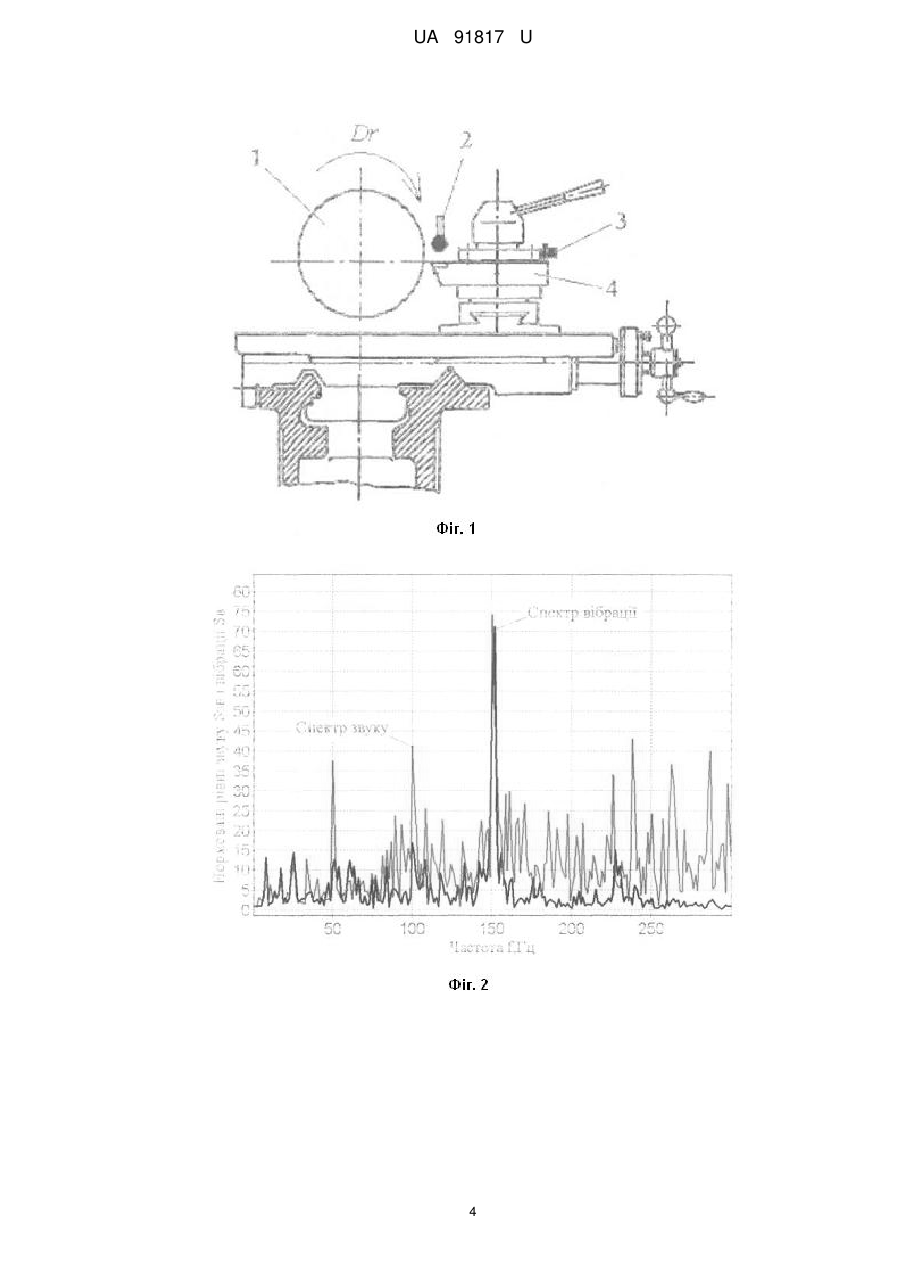
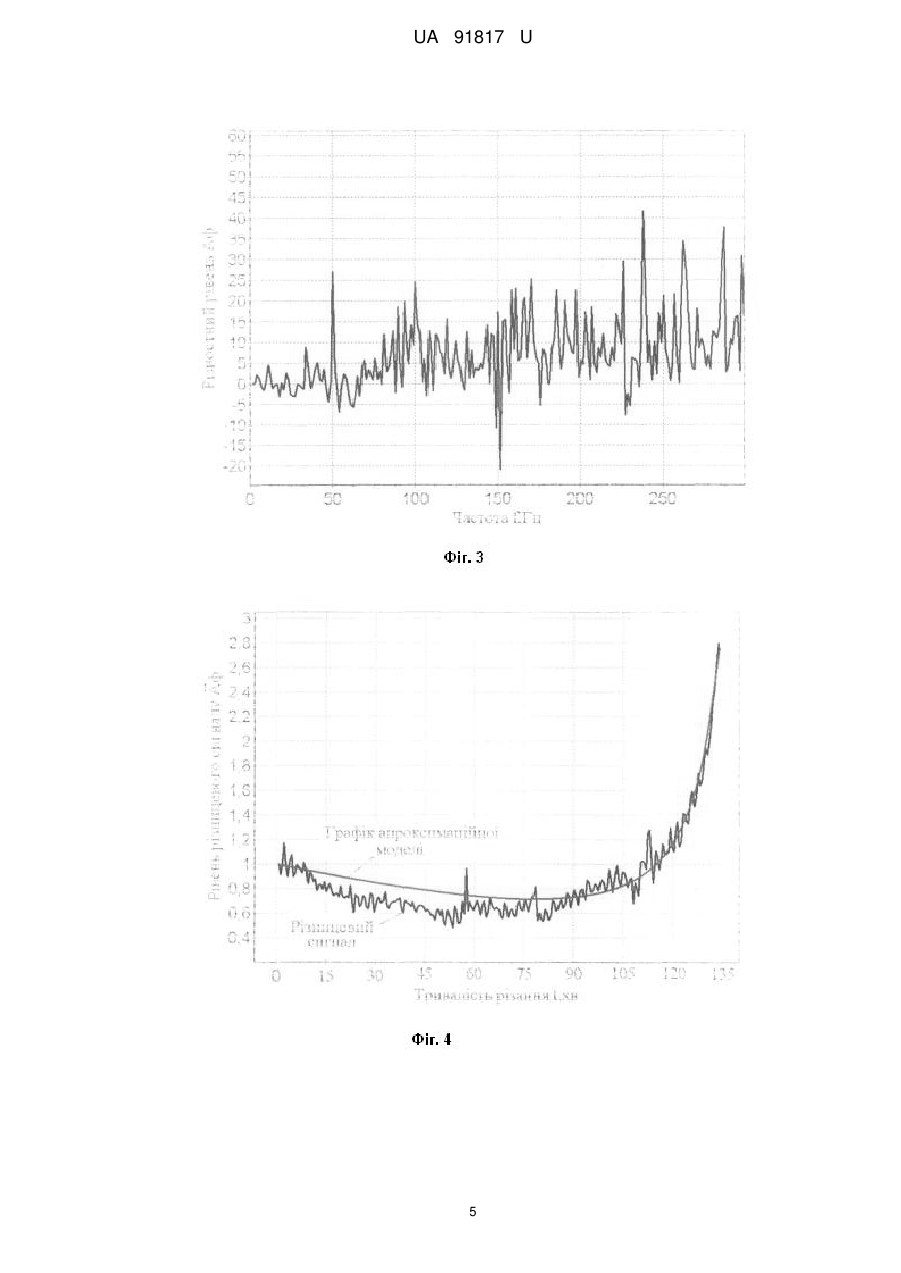
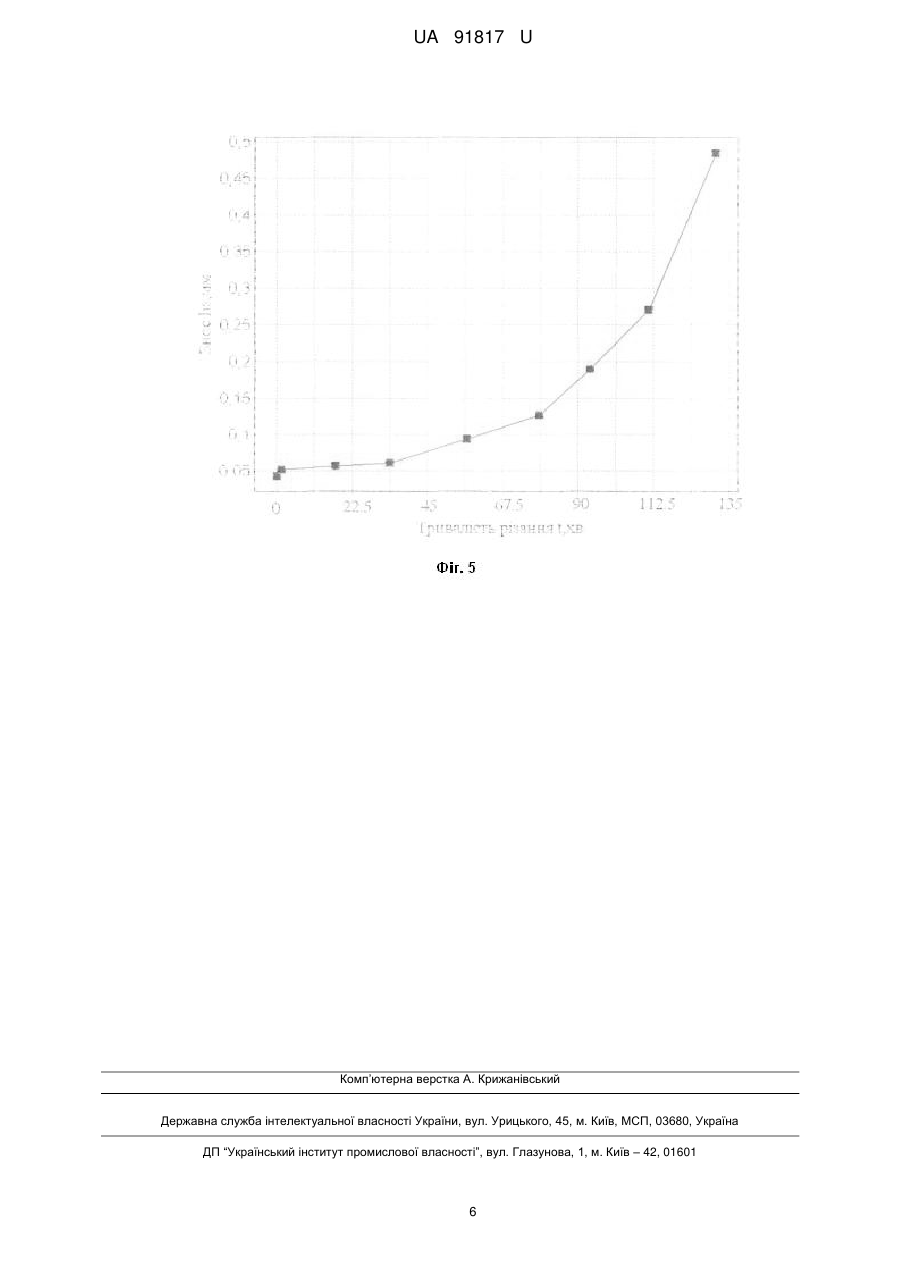
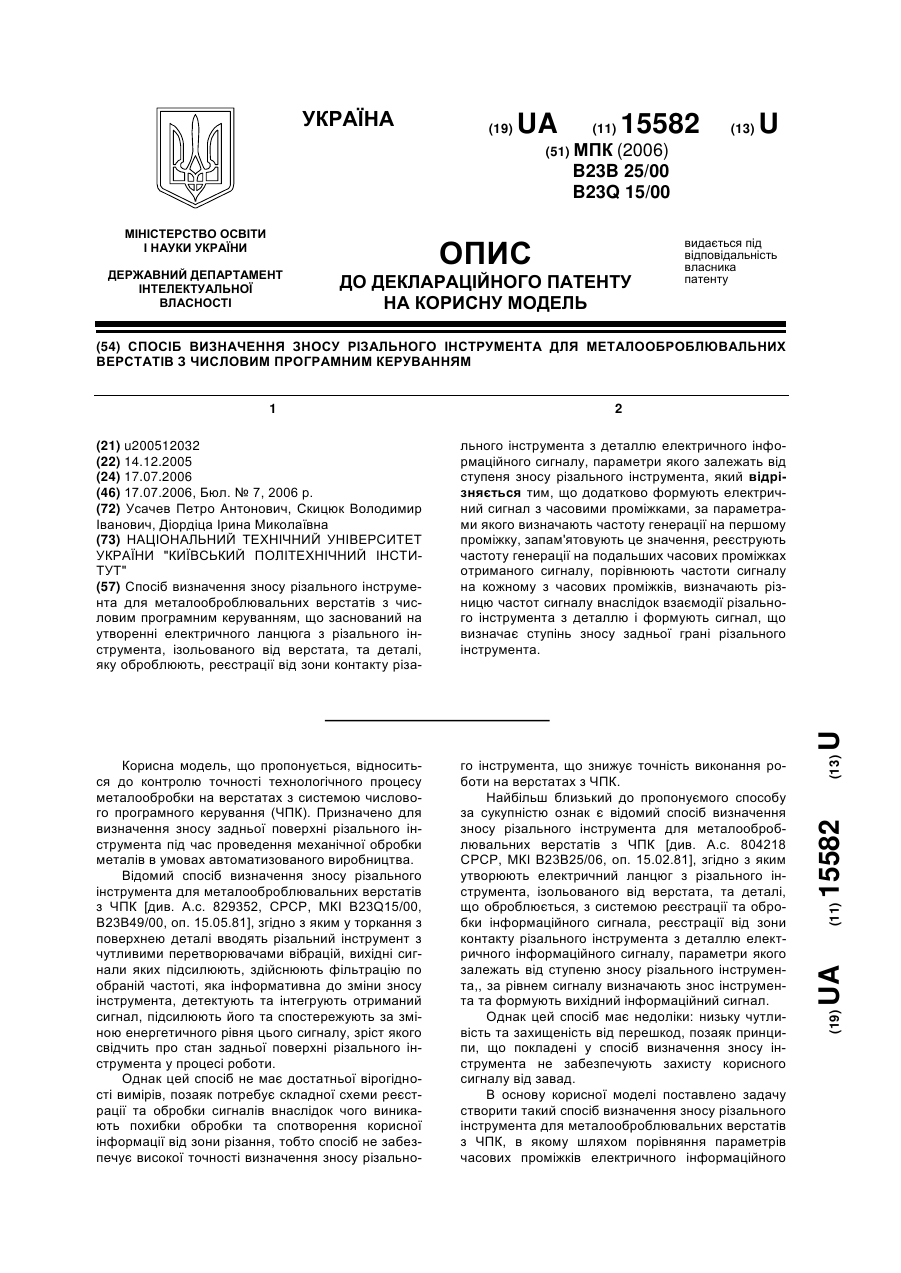
Реферат: UA 91817 U UA 91817 U 5 10 15 20 25 30 35 Корисна модель належить до машинобудування і може бути використана для оцінки зносу та стійкості лезового різального інструмента. Відомий спосіб, відповідно до якого знос інструмента в процесі різання оцінюють за акустичними сигналами, які зареєстровані мікрофонами, з наступним поділом цих сигналів на два частотні діапазони і оцінкою зносу інструмента за співвідношенням амплітуд цих частотних діапазонів. "Визначення зносу інструмента за рівнем звуку при токарній обробці" (Вайхбродт и др. Груды американского общества инженеров-механиков. Сер. В. 1969. № 3). Основним недоліком даного способу є недостатня точність визначення зносу різального інструмента в процесі різання через те, що не вказаний критерій, згідно з яким здійснюється виділення із зареєстрованих механічних коливань верстата високочастотної і низькочастотної складових. Найбільш близьким аналогом до запропонованого способу, є спосіб оцінки критичного зносу різального інструмента (АС СРСР № 752157, МПК G01N 3/58, 1980), при якому застосовують ріжучий інструмент, який відповідає характеристикам оброблюваного матеріалу, і починають обробку на рекомендованих режимах, потім контрольно-вимірювальними засобами, встановленими в зоні обробки, попередньо визначають індивідуальні механічні коливання системи ВГПД у формі віброакустичних сигналів, перетворених в електричні сигнали, в яких виділяють високочастотну і низькочастотну складові шириною в одну октаву, середні геометричні значення яких збігаються з високою і низькою власними частотами системи ВШД. За співвідношенням амплітуд сигналів у вибраних частотних смугах оцінюють знос інструменту. Недолік вищенаведеного способу полягає в тому, що, по-перше, визначення поточної величини зносу проводиться без корекції впливу власних механічних коливань верстата на реєстрований сигнал і, по-друге, метод не дозволяє прогнозувати момент досягнення граничної величини зносу та/або поломки інструменту, що приводе до браку виробів, і в результаті до зниження продуктивності верстатів, особливо верстатів з ЧПК. Задачею корисної моделі є корекція впливу власних механічних коливань верстата на реєстрований сигнал і підвищення за рахунок цього точності визначення зносу з одночасним прогнозуванням моменту досягнення граничної величини зносу та/або поломки інструменту для своєчасної його заміни і збільшення продуктивності верстатів, особливо верстатів з ЧПК. Поставлена задача вирішується тим, що спосіб оцінки зносу та стійкості лезового різального інструмента, при якому здійснюють процес різання при заданих режимах, та проводять виміри механічних коливань системи ВПІД у формі віброакустичних сигналів, згідно з корисною моделлю, додатково вимірюють звуковий сигнал за допомогою мікрофона, який встановлюють в безпосередній близькості до зони різання, а вимірювання механічних коливань системи ВПІД проводять на супорті в боковому напрямку, перпендикулярно поздовжній осі оброблюваної деталі, визначають нормовані спектри звукового та віброакустичного сигналів, знаходять їх різницю та середньоквадратичну величину різницевого сигналу і на основі цих даних та інформації про попередні вимірювання і час їх проведення, що зберігається в базі даних, складають часовий ряд, який піддають апроксимації шляхом мінімізації функціонала: 40 m U A Ф i AP i , , ,, , TВК , TЗН 2 , (1) i1 A Ф 0 1 - 1 i 0 1 1- i 0 T - T - ЗН i ВК 0 апроксимаційна модель; поточне і початкове значення AФ i , AФ 0 , середньоквадратичної величини різницевого сигналу; 0 , i , - напрацювання інструмента відповідно, на момент початкового й оточного контролю його стану; m - кількість вимірювань; , - коефіцієнти форми графіка апроксимаційної моделі; , - показники ступеня; TЗН і TВК - напрацювання інструмента, яке обмежується відповідно зносом та розвитком механічної втоми (відколом) його леза, при цьому оцінку стійкості T інструмента здійснюють за наступною залежністю: де AP i , , ,, , TВК , TЗН 45 50 T TЗН TВК , хв. , TЗН TВК (2) 1 UA 91817 U а оцінку зносу h інструмента - за залежністю: 0 0 1 1- , мкм , h h0 1 - 1 T - T - ЗН 0 ВК 0 5 10 15 20 25 30 (3) де: h0 - початковий знос, мкм. Виконання способу оцінки зносу та стійкості лезового різального інструмента сукупності з усіма суттєвими ознаками, включаючи відмінні, дозволяє: - підвищити точність і достовірність оцінки зносу та стійкості лезового різального інструмента; - перейти на експлуатацію інструмента за його фактичним станом, уникаючи брака деталі або поломки інструмента; - збільшити надійність та продуктивність металообробки за умовою її безперервного виконання в заданому режимі та мінімізації втрат часу на зміну інструмента. Суть способу пояснюється кресленнями. На фіг. 1 наведено схему вимірювань звуку різання і вібрації верстата, де 1 - оброблювана деталь, 2 - мікрофон, 3 - датчик вібрації, 4 - різець. На фіг. 2 наведено нормовані спектри звуку та вібрації. На фіг. 3 наведено спектр різниці нормованих спектрів звуку і вібрації. На фіг. 4 наведено зміну у часі часового ряду різниці звуку і вібрації та графік апроксимаційної моделі. На фіг. 5 наведено зміну у часі зносу по задній поверхні різця hЗ . Пропонований спосіб оцінки зносу та стійкості лезового різального інструмента здійснюється наступним чином. Приклад. На токарно - гвинторізному верстаті 16К20Т1 різцем 4 з ріжучою пластинкою з матеріалу Т15К6 оброблялась деталь 1 (фіг. 1) з матеріалу Ст 45 на режимі різання: V=94 м/хв, подача S=0.25 мм/об, глибина різання t=0,3 мм. У процесі металообробки проводився безперервний контроль за допомогою мікрофона 2 звукового сигналу, який супроводжував процес різання (фіг. 1). Одночасно за допомогою датчика 3, який був встановлений на супорті поблизу від місця закріплення різця 4 (фіг. 1), реєструвалися механічні коливання супорта у формі віброакустичного сигналу в боковому напрямку, перпендикулярно поздовжній осі оброблюваної деталі. Результати вимірювань оброблялись для одержання нормованих спектрів звукового SЗВ i , j S , і віброакустичного SВ i , j В i j сигналів, де SЗВ i , j - поточне SЗВ i , j SЗВ i , l SВ i , l значення розмірного спектра звукового сигналу в Па, SЗВ i , l - поточне значення розмірного спектра звукового сигналу в Па на частоті l , яка співпадає з першим кроком по осі частот, SВ i , j - поточне значення розмірного спектра віброакустичного сигналу в мм/с, SВ i , l 35 поточне значення розмірного спектра віброакустичного сигналу в мм/с на частоті l , яка співпадає з першим кроком по осі частот, i - напрацювания інструмента на момент поточного виміру, - кругова частота, с -1 (фіг. 2), далі з нормованого спектру звукового сигналу SЗВ i , j віднімався нормований спектр віброакустичного сигналу SВ i , j (фіг. 3). 40 45 Порівняння спектрів, які наведені на фіг. 2 і 3, свідчить, що частотна складова на частоті 150 Гц обумовлена механічними коливаннями верстата, а не процесом різання, тому в спектрі різницевого сигналу вона відсутня. Далі розраховувалася середньоквадратична величина різницевого сигналу A Ф i . З цих значень, завдяки безперервному контролю стану інструмента, складався часовий ряд, який піддавали апроксимації шляхом мінімізації функціонала (1) (фіг. 4) з метою оцінки стійкості різального інструмента за формулою (2) та оцінки величини зносу за формулою (3). Результати розрахунків наведено в таблиці. 2 UA 91817 U Таблиця Оцінка стійкості та зносу лезового інструмента Тривалість різання t, 0,17 хв Стійкість Т, хв Знос hЗ, мм 0,049 17,7 33,7 56,5 78,5 93,5 111,2 13!,5 0,056 0,061 235 0,094 179 0,128 160 0,189 169 0,270 155 0,483 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 Спосіб оцінки зносу та стійкості лезового різального інструмента, при якому здійснюють процес різання при заданих режимах та проводять виміри механічних коливань системи ВПІД у формі віброакустичних сигналів, який відрізняється тим, що додатково вимірюють звуковий сигнал за допомогою мікрофона, який встановлюють в безпосередній близькості до зони різання, а вимірювання механічних коливань системи ВПІД проводять на супорті в боковому напрямку, перпендикулярно поздовжній осі оброблюваної деталі, визначають нормовані спектри звукового та віброакустичного сигналів, знаходять їх різницю та середньо квадратичну величину різницевого сигналу і на основі цих даних та інформації про попередні вимірювання і час їх проведення, що зберігається в базі даних, складають часовий ряд, який піддають апроксимації шляхом мінімізації функціонала: m U A Ф i AP i , , ,, , TВК , TЗН 2 , (1) i1 A Ф 0 i 0 i 0 1 - 1 T - 1 1 - T - ЗН i ВК 0 апроксимаційна модель; AФ i , AФ 0 , - поточне і початкове значення середньоквадратичної де AP i , , ,, , TВК , TЗН 20 25 величини різницевого сигналу; 0 , i , - напрацювання інструмента, відповідно, на момент початкового й поточного контролю його стану; m - кількість вимірювань; , - коефіцієнти форми графіка апроксимаційної моделі; , - показники ступеня; TЗН і TВК - напрацювання інструмента, яке обмежується відповідно зносом та розвитком механічної втоми (відколом) його леза, при цьому оцінку стійкості T інструмента здійснюють за наступною залежністю: T T T ЗН ВК , хв. , (2) TЗН TВК а оцінку зносу h інструмента - за залежністю: 1 - 1 0 1 1 - 0 , мкм ,(3) h h0 T - T - ЗН 0 ВК 0 де: h0 - початковий знос, мкм. 3 UA 91817 U 4 UA 91817 U 5 UA 91817 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюZaloha Viliam Oleksandrovych
Автори російськоюЗалога Вильям Александрович
МПК / Мітки
МПК: G01N 3/58
Мітки: стійкості, зносу, інструмента, різального, оцінки, лезового, спосіб
Код посилання
<a href="https://ua.patents.su/8-91817-sposib-ocinki-znosu-ta-stijjkosti-lezovogo-rizalnogo-instrumenta.html" target="_blank" rel="follow" title="База патентів України">Спосіб оцінки зносу та стійкості лезового різального інструмента</a>
Спосіб визначення зносу різального інструмента для металооброблювальних верстатів з числовим програмним керуванням
Номер патенту: 15582
Опубліковано: 17.07.2006
Автори: Усачев Петро Антонович, Скицюк Володимир Іванович, Діордіца Ірина Миколаївна
МПК: B23B 25/00, B23Q 15/00
Мітки: визначення, зносу, інструмента, різального, керуванням, програмним, металооброблювальних, верстатів, спосіб, числовим
Формула / Реферат:
Спосіб визначення зносу різального інструмента для металооброблювальних верстатів з числовим програмним керуванням, що заснований на утворенні електричного ланцюга з різального інструмента, ізольованого від верстата, та деталі, яку оброблюють, реєстрації від зони контакту різального інструмента з деталлю електричного інформаційного сигналу, параметри якого залежать від ступеня зносу різального інструмента, який відрізняється тим, що додатково...
Спосіб визначення зносу різального інструмента
Номер патенту: 75978
Опубліковано: 15.06.2006
Автори: Сторощук Володимир Андрійович, Кузьменко Анатолій Григорович, Стецьків Остап Петрович
МПК: G01N 3/56
Мітки: різального, інструмента, зносу, спосіб, визначення
Формула / Реферат:
Спосіб визначення зносу різального інструмента, який включає виготовлення циліндричної форми, тертя інструмента по ній, визначення зносу за формулою ,де - знос інструмента; - шлях тертя;
Спосіб зміцнення різального інструмента
Номер патенту: 69699
Опубліковано: 15.09.2004
Автори: Розов Юрій Георгійович, Сошко Віктор Олександрович
МПК: C21D 6/00, C23C 22/00
Мітки: зміцнення, інструмента, спосіб, різального
Формула / Реферат:
Спосіб зміцнення різального інструмента, який здійснюють шляхом хіміко-термічної обробки його в активному середовищі, який відрізняється тим, що хіміко-термічну обробку здійснюють шляхом різання ним металевої заготовки з загартованої сталі на металорізальному верстаті в середовищі, що містить полімер.
Спосіб визначення температури різального інструмента
Номер патенту: 58099
Опубліковано: 25.03.2011
Автори: Шевченко Вадим Володимирович, Капінос Ірина Валеріївна, Грабовський Дмитро Олександрович
Мітки: температури, визначення, інструмента, спосіб, різального
Формула / Реферат:
Спосіб визначення температури різального інструмента, який полягає в тому, що різання відбувається одночасно двома різцями, виготовленими з різних матеріалів та з різними термоелектричними властивостями, які утворюють з оброблюваним матеріалом термопару, дозволяючи виключити процес градуювання термопари для кожного виду оброблюваного матеріалу, який відрізняється тим, що для виключення впливу на результати вимірювання негативних...
Пристрій для оцінки стійкості наплавленого металу до ударно-абразивного зносу
Номер патенту: 41135
Опубліковано: 12.05.2009
Автори: Бойко Ігор Олександрович, Гринь Олександр Григорович
МПК: B23K 33/00
Мітки: металу, оцінки, пристрій, стійкості, зносу, наплавленого, ударно-абразивного
Формула / Реферат:
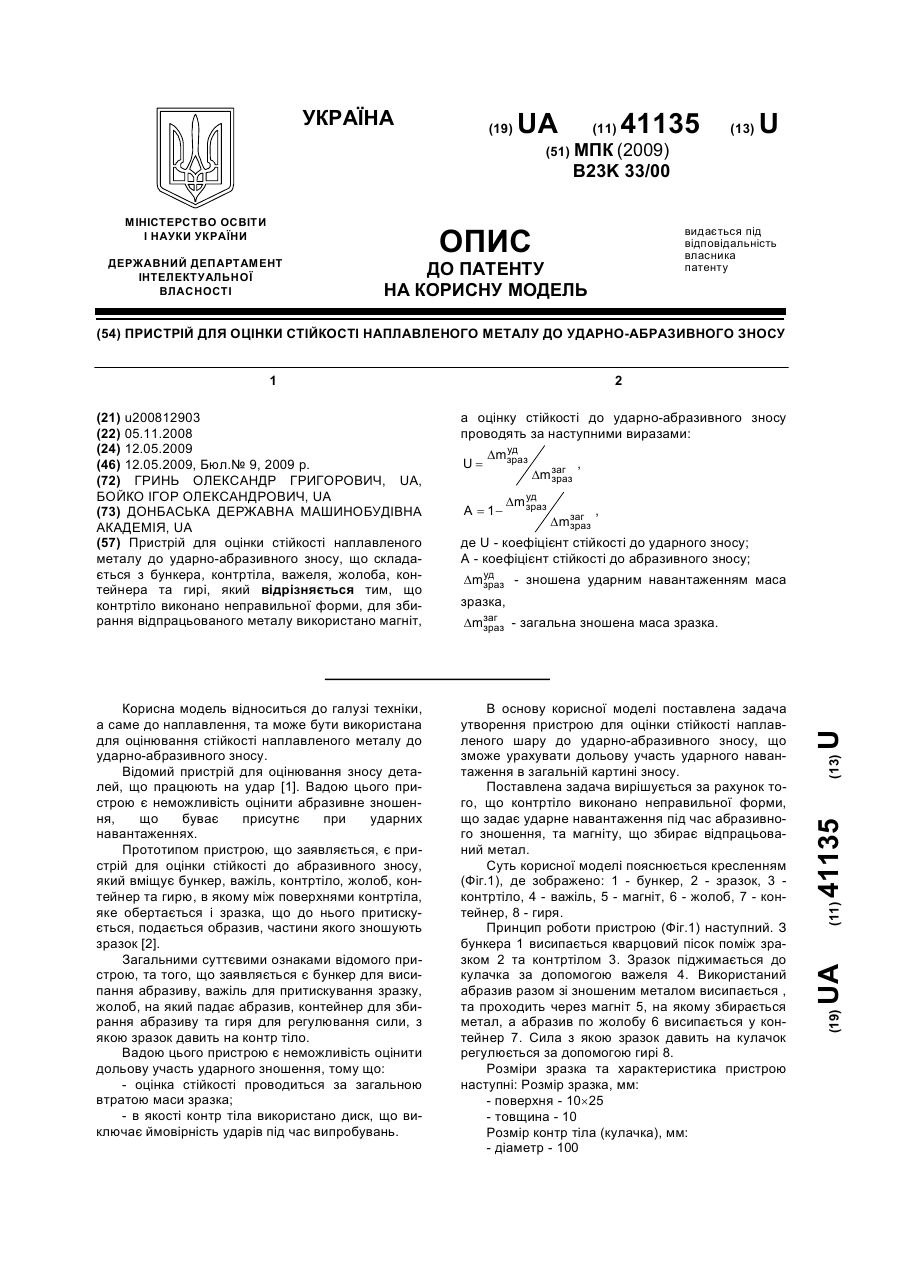
Пристрій для оцінки стійкості наплавленого металу до ударно-абразивного зносу, що складається з бункера, контртіла, важеля, жолоба, контейнера та гирі, який відрізняється тим, що контртіло виконано неправильної форми, для збирання відпрацьованого металу використано магніт, а оцінку стійкості до ударно-абразивного зносу проводять за наступними виразами:,
Попередній патент: Спосіб проведення загальної повітряної кріотерапії за методикою панченка о.а.
Наступний патент: Генератор частотних міток
Випадковий патент: Спосіб лікування гострої обтураційної товстокишкової непрохідності пухлинного генезу