Спосіб виготовлення дроту
Номер патенту: 92186
Опубліковано: 11.10.2010
Автори: Должанський Анатолій Михайлович, Ломов Ілля Миколайович, Ломова Оксана Борисівна
Формула / Реферат
Спосіб виготовлення дроту, який включає розтягування бунтової круглої заготовки внаслідок огинання нею роликового пристосування з радіусом вигину в межах 6...13 діаметра заготовки та наступне волочіння заготовки з нанесеним на неї технологічним мастилом у волоках, який відрізняється тим, що розтягування заготовки здійснюють шляхом 7…11 разового знакозмінного її вигину роликами роликового пристосування, довжина якого складає 0,22...0,28 довжини витка заготовки на її бунті, при цьому кут огинання роликів заготовкою підтримують в межах 60°...180°.
Текст
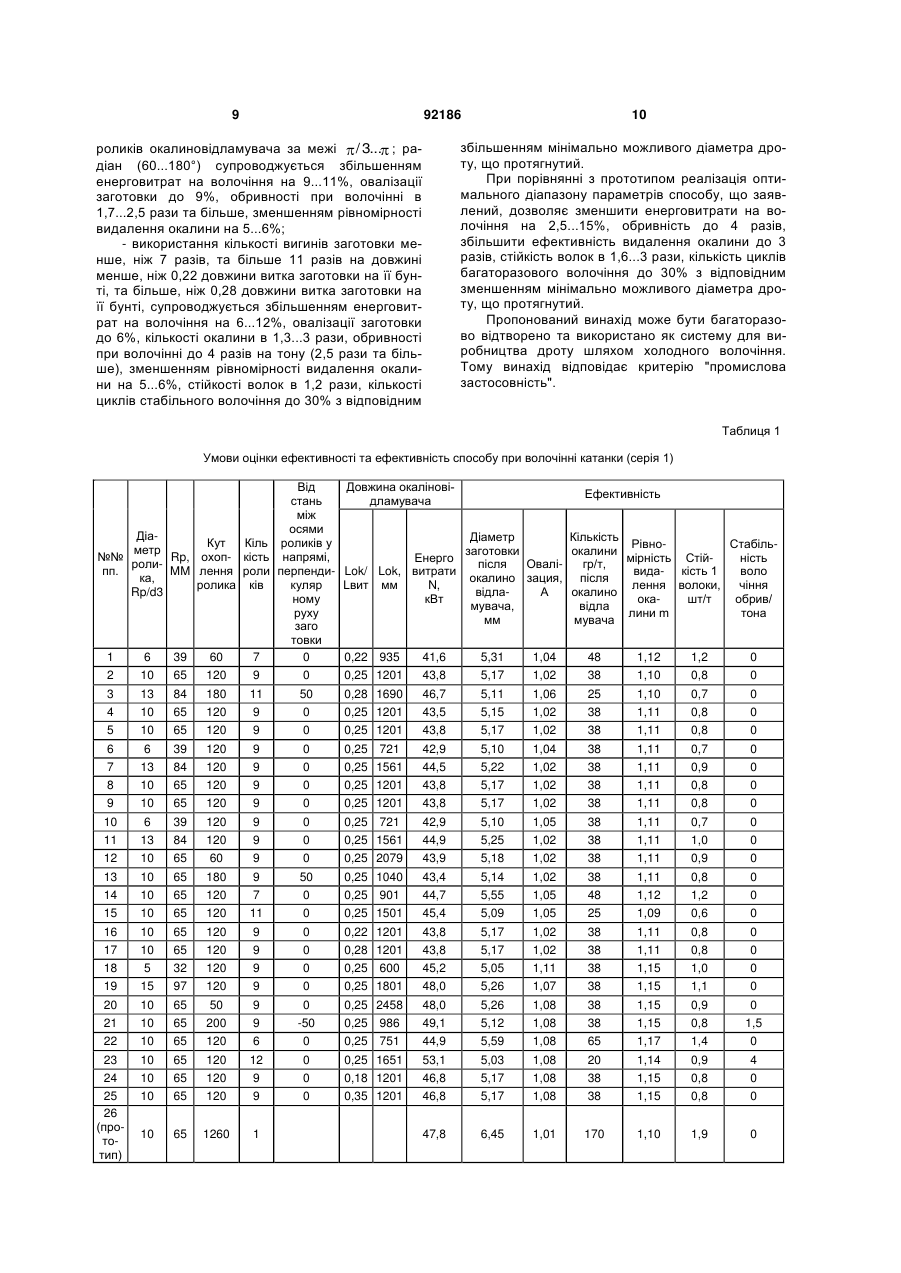
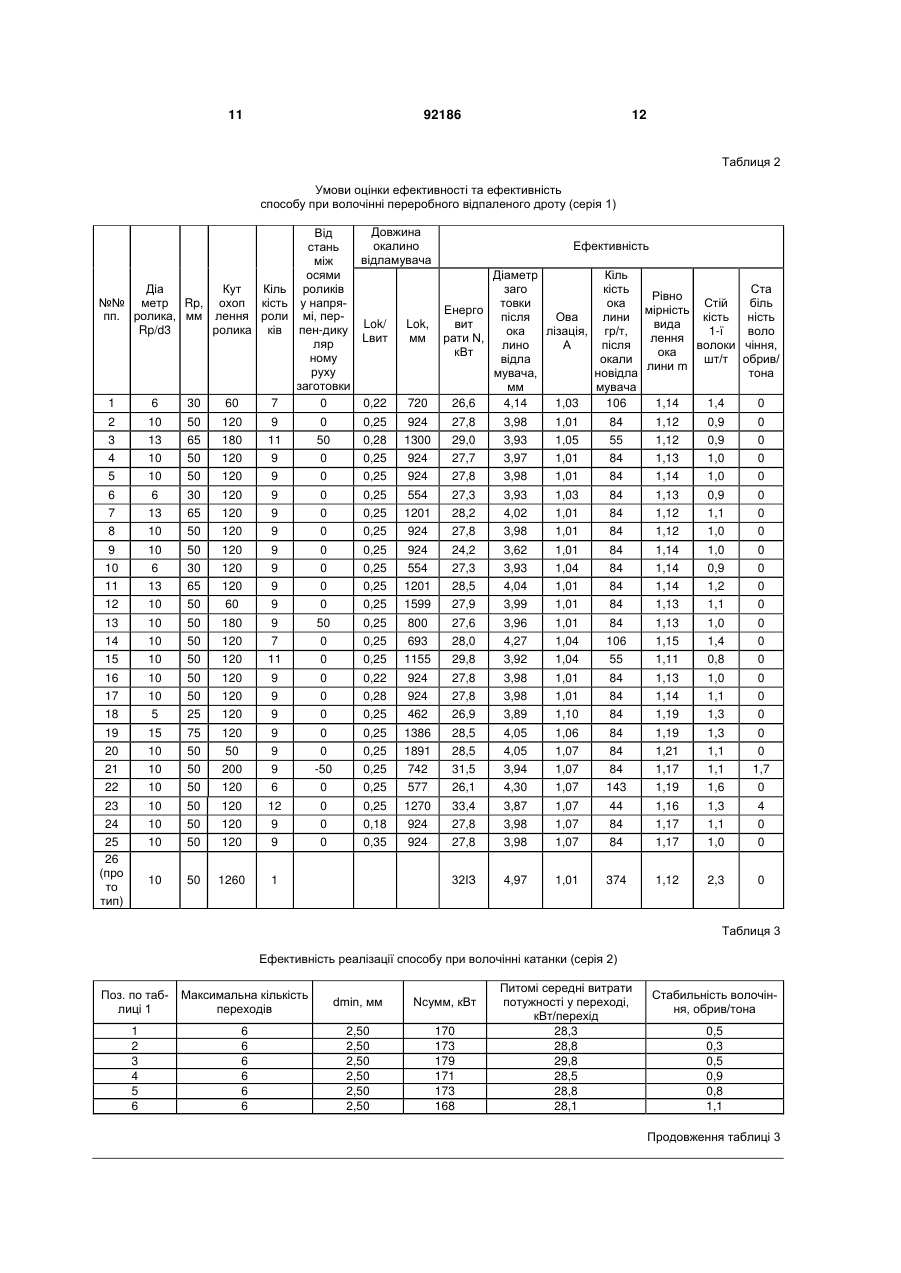
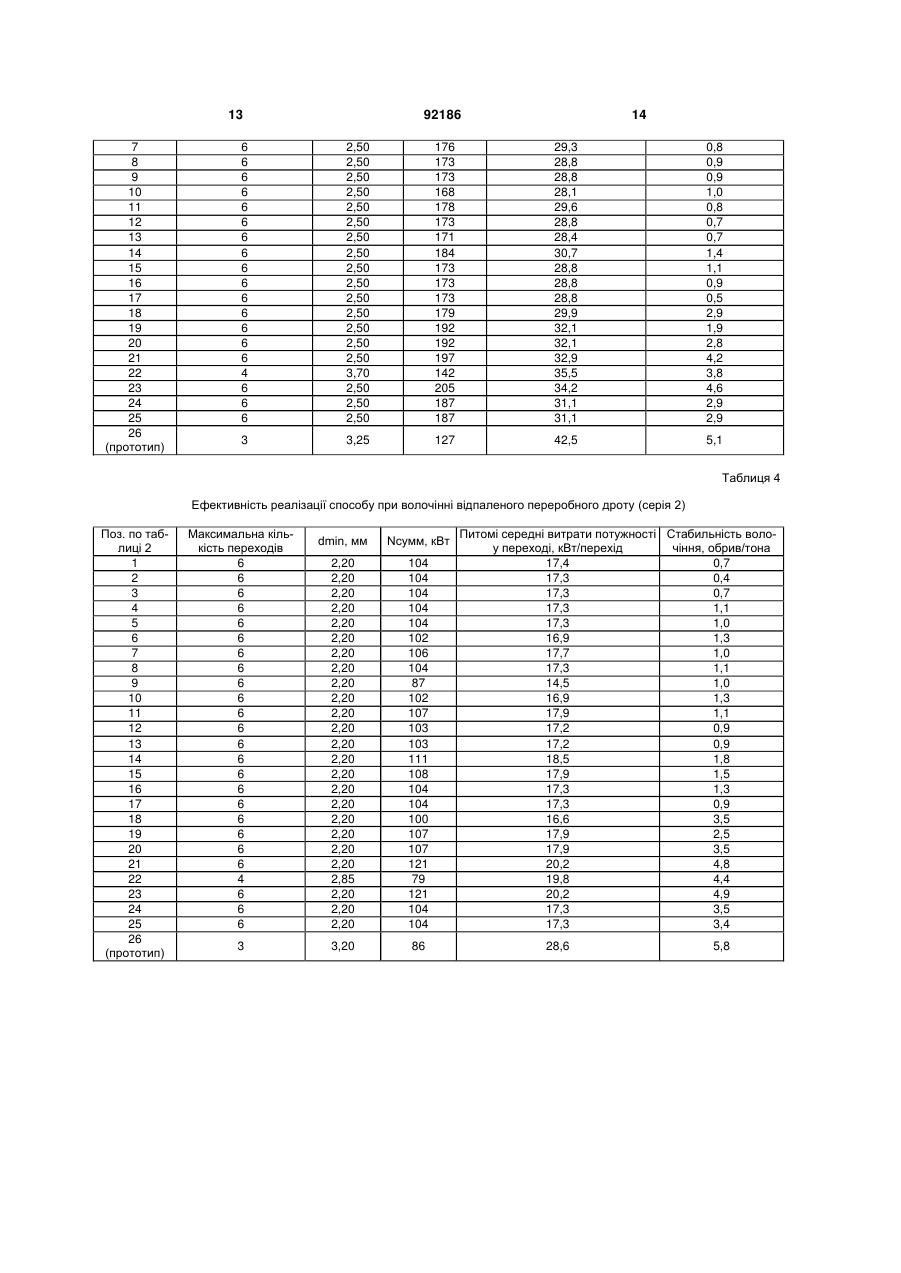
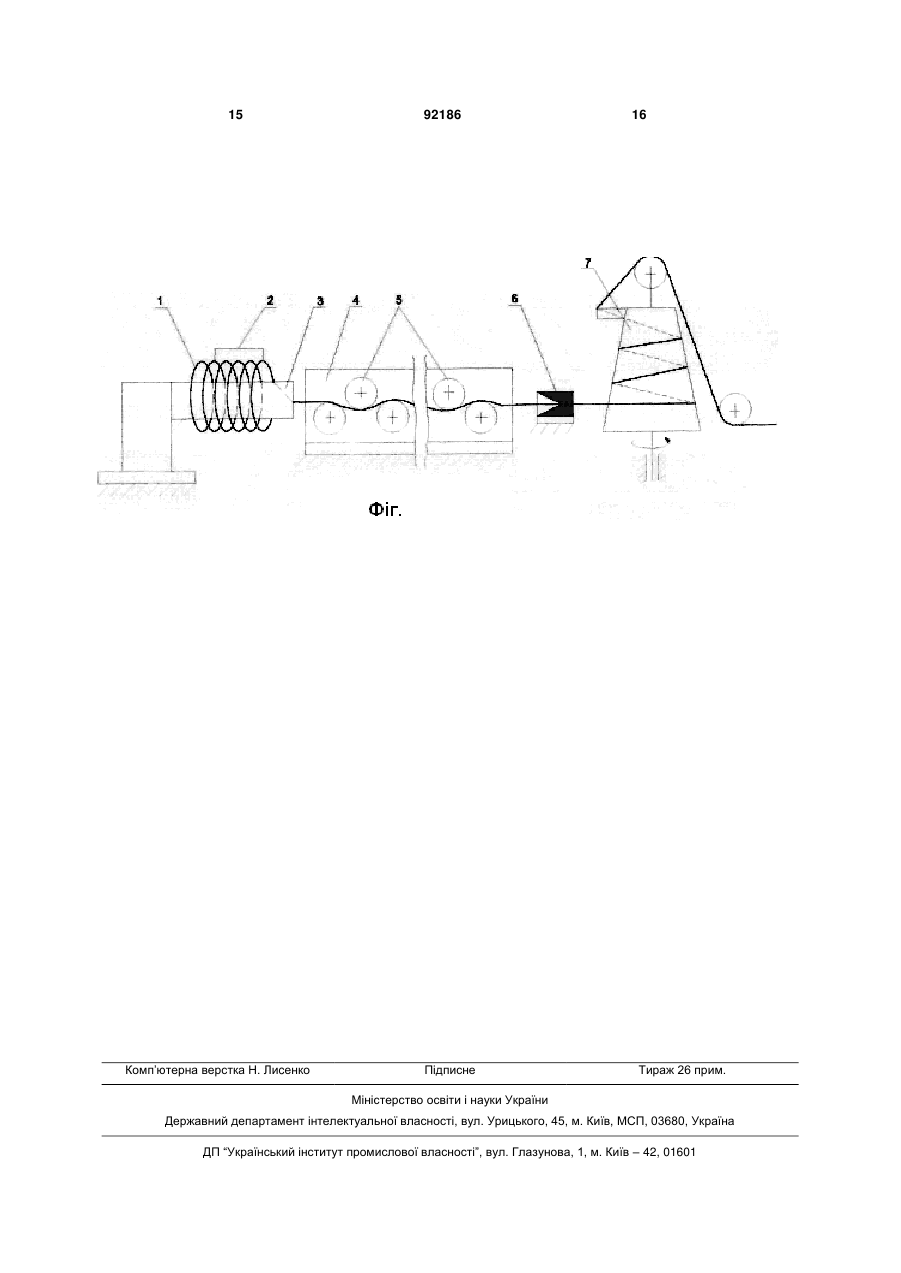
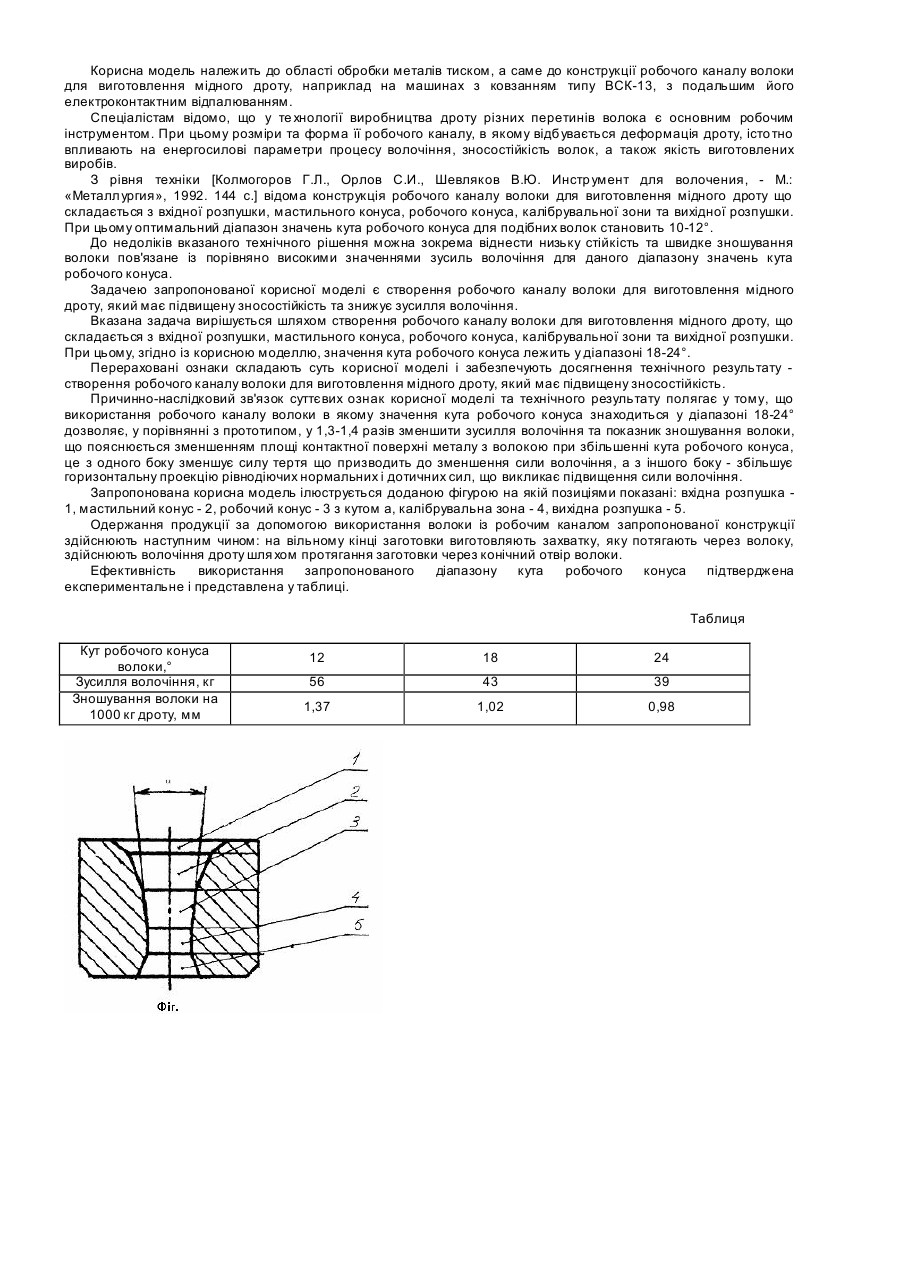
Спосіб виготовлення дроту, який включає розтягування бунтової круглої заготовки внаслідок огинання нею роликового пристосування з радіусом вигину в межах 6...13 діаметра заготовки та наступне волочіння заготовки з нанесеним на неї технологічним мастилом у волоках, який відрізняється тим, що розтягування заготовки здійснюють шляхом 7…11 разового знакозмінного її вигину роликами роликового пристосування, довжина якого складає 0,22...0,28 довжини витка заготовки на її бунті, при цьому кут огинання роликів заготовкою підтримують в межах 60°...180°. (19) (21) a200804665 (22) 11.04.2008 (24) 11.10.2010 (46) 11.10.2010, Бюл.№ 19, 2010 р. (72) ДОЛЖАНСЬКИЙ АНАТОЛІЙ МИХАЙЛОВИЧ, ЛОМОВА ОКСАНА БОРИСІВНА, ЛОМОВ ІЛЛЯ МИКОЛАЙОВИЧ (73) НАЦІОНАЛЬНА МЕТАЛУРГІЙНА АКАДЕМІЯ УКРАЇНИ (56) SU 1440575 A1; 30.11.1988 SU 1659155 A1; 30.06.1991 UA 20935 U; 15.02.2007 SU 710711; 28.01.1980 RU 2111808 C1; 27.05.1998 RU 2183523 C1; 20.06.2002 3 ряд волок з вигином її перед кожною волокою за допомогою роликів з відношенням 4...8,5 їх радіуса до діаметра калібруючого каналу волоки та кутом до 5 / 3 радіан (300°) охоплення заготовкою ролика. Враховуючи, що деформація у волоці становить звичайно 20...40%, значення відношення діаметра ролика до діаметра заготовки у цьому аналогу складає 6,1...15,2, або відношення радіусу вигину до діаметра заготовки - 3,0...7,6. Суттєвим недоліком аналогу є неповне та нерівномірне видалення окалини з поверхні заготовки, підвищення зношування волок та енерговитрат на деформацію металу, а також поява овалізації профілю, що супроводжується додатковим місцевим зношуванням першої волоки. Крім того, забезпечення відношення діаметра ролика до діаметра заготовки на нижній границі вказаного діапазону зменшує механічну міцність конструкції аж до її руйнування. Найбільш близьким до заявленого винаходу, що взятий за прототип, є спосіб виготовлення дроту [Авт. св. СССР №1440575А1., МПК4 В21С1/00; Опубл. 30.11.1988. Бюл. №44), який включає розтягування бунтової заготовки внаслідок кількаразового огинання нею роликового пристосування (витягувального ролика) при відношенні 12,3...25,2 діаметра ролика пристосування до діаметра заготовки, що приблизно визначає відношення 6... 13 радіуса вигину заготовки до її діаметра, та волочіння заготовки з технологічним мастилом у волоках. Суттєвим недоліком прототипу є неповне та нерівномірне видалення окалини з поверхні заготовки та поява її значного заднього натягу перед волокою, де реалізується основна деформація металу. Це призводить до підвищеного зношення інструменту, збільшенню енерговитрат на деформацію металу та обмеженню ступеня його деформації. Крім того, вигин заготовки в одній площині кожного витка на роликовому пристосуванні призводить до появи овалізації перерізу заготовки перед волокою та додаткового місцевого зношування волоки. Метою винаходу є виключення недоліків прототипу, а саме зменшення енергетичних витрат при багаторазовій деформації металевої заготовки, збільшення ресурсу її деформуємості та підвищення стійкості волок за рахунок повного та рівномірного видалення окалини з поверхні металу та перенесення до обробки в окалиновідламувачі суттєвої частини деформації металу з його знакозмінним вигином за умов відсутності овалізації заготовки. Таким чином, реалізується критерій «корисність». Поставлена мета досягається тим, що в способі виготовлення дроту розтягування бунтової круглої заготовки здійснюється внаслідок кількаразового огинання нею роликового пристосування при відношенні 6...13 радіуса вигину до діаметра заготовки та волочіння заготовки з технологічним мастилом у волоках, причому вигин заготовки ведуть з кутом / 3... радіан (60...180°) огинання роликового пристосування 7...11 разів на довжині, яка дорівнює 0,22...0,28 довжини витка заготовки на її бунті. 92186 4 За наявними відомостями пропонована сукупність ознак, що характеризує сутність винаходу, раніш була невідомою з наявного рівня техніки, отже винахід відповідає критерію "новизна". Наведений перелік ознак винаходу не є очевидним, оскільки метал заготовки при поточній обробці на роликах пристосування, в якості якого виступає окалиновідламувач, та у волоках отримує складне напружено-деформоване навантаження, яке супроводжується не тільки відокремленням окалини, але й зменшенням перерізу, витягуванням, крутінням, зміцненням в процесі багаторазового знакозмінного вигину, а тільки сукупність наведених вище ознак призводить до досягнення поставленої мети. Металева, переважно, сталева заготовка використовується з круглим перерізом для отримування круглого в перерізі дроту, який займає найбільшу питому вагу у виготовленні такої продукції. Металеву, переважно, сталеву заготовку для волочіння отримують після гарячого перероблення (гарячої прокатки катанки або відпалу переробного дроту). Така заготовка несе на поверхні шар окалини, що підвищує тертя в осередку деформації, погіршує властивості технологічного мастила, збільшує витрати енергії та металу при волочінні. Отже, перед волочінням окалину вилучають з поверхні металевої заготовки внаслідок її розтягування.. Використання заготовки у бунті відповідає вимозі поточного виготовлення за допомогою волочіння довгомірного дроту (на відміну від виготовлення продукції у прутках). Розмотування бунтів заготовки супроводжується її скручуванням на кут, максимальна величина якого дорівнює кутовій мірі дуги заготовки на колі бунта. Окалина з поверхні заготовки видаляється шляхом її кількаразового знакозмінного вигину (вигин та розгин) з кутом / 3... радіан (60...180°), зокрема, за допомогою роликового окалиновідламувача, ролики якого мають відношення 6...13 їх радіуса до діаметра заготовки. При використанні роликів з відношенням радіуса до діаметра заготовки більше, ніж 13, не забезпечуються умови якісного видалення окалини з поверхні заготовки. Це супроводжується збільшенням енергетичних витрат, зношуванням волок та обривністю дроту при наступному поточному волочінні. При використанні роликів з відношенням радіуса до діаметра заготовки менше, ніж 6, різко збільшується сила, яка потрібна для пересування заготовки крізь окалиновідламувач, що супроводжується збільшенням енергетичних витрат та обривністю металу. Крім того, за таких умов ускладнюється виконання вимоги забезпечення механічної міцності вузлів окалиновідламувача. Деформування заготовки ведеться з нанесенням технологічного мастила у волоці (послідовності волок), починаючи з перерізу, який заготовка має після видалення окалини (на вході у першу волоку), та закінчуючи перерізом калібруючого отвору останньої по ходу волочіння волоки за умов одержання необхідного діаметру дроту. Технологічне мастило потрібне для зменшення зношування волок та сили волочіння. Однак, наяв 5 ність овалізації заготовки визначає появу додаткового зношування волок та зниження стабільності процесу волочіння. У рамках відмінної частини винаходу при куті знакозмінного вигину менше, ніж / 3 радіан (60°), суттєво погіршуються умови видалення окалини з поверхні заготовки за будь-яких геометричних характеристик реалізації способу. При куті знакозмінного вигину більше, ніж я радіан (180°), ефективність видалення окалини з поверхні заготовки суттєво не змінюється, але збільшується сила, що необхідна для обробки заготовки (сила протягування заготовки крізь окалиновідламувач), та відповідна сила заднього натягу при поточному використанні окалиновідламувача та волочіння. Наявність скручування заготовки при знятті її з бунта знижує рівномірність видалення окалини з її поверхні. У всіх наведених випадках знижуються стабільність та ефективність процесу волочіння. При цьому, вигин заготовки ведуть 7...11 разів на довжині, яка дорівнює 0,22...0,28 довжини витка заготовки на її бунті. Значення 0,22...0,28 довжини витка заготовки на її бунті при розмотування бунта заготовки супроводжується скручуванням заготовки на кут 1,38...1,76 радіан (80...100°) та всебічною рівномірною обробкою заготовки під час її згинання на роликах окалиновідламувача. Багаторазовий знакозмінний вигин заготовки на довжині менше, ніж 0,22 довжини її витка на бунті, супроводжується повздовжнім скручуванням заготовки на кут менше, ніж 1,38 радіан (80°), нерівномірним вилученням окалини з її поверхні та некоаксіальною формозміною перерізу при обробці на роликах окалиновідламувача. Багаторазовий знакозмінний вигин заготовки на довжині більше, ніж 0,28 довжини її витка на бунті, супроводжується повздовжнім скручуванням заготовки на кут більше, ніж 1,76 радіан (100°), нерівномірним вилученням окалини з її поверхні та некоаксіальною формозміною перерізу при обробці на роликах окалиновідламувача. В обох випадках наслідками цього є наявність на поверхні заготовки місць з не видаленою окалиною, поява овалізації заготовки, збільшення енергетичних витрат та обмежень щодо перенесення до обробки в окалиновідламувачі суттєвої частини деформації металу, зниження стійкості волок та ресурсу деформуємості металу при волочінні. Знакозмінний 7...11-разовий вигин попередньо скрученої заготовки на довжині 0,22...0,28 довжини витка заготовки на бунті забезпечує повне та рівномірне видалення окалини зїї поверхні та суттєву деформацію до першої волоки без овалізації перерізу. Знакозмінний вигин попередньо скрученої заготовки на вказаній вище її довжині менше, ніж 7 разів, знижує ступінь деформування (витягування) металу на роликах окалиновідламувача та рівномірність видалення окалини з його поверхні, збільшення енергетичних витрат та зношування волок при наступному волочінні. Знакозмінний вигин попередньо скрученої заготовки на вказаній вище її довжині більше, ніж 11 разів, супроводжується різким зростанням потріб 92186 6 ної тяглової сили, яка перевищує міцність переднього кінця заготовки, та її обривністю. Сутність винаходу, що заявляється, не випливає явно для фахівця з відомого раніш рівня техніки. Сукупність ознак, що характеризують відомі рішення, не забезпечує досягнення нових властивостей, і тільки наявність відмінних ознак винаходу дозволяє одержати нові властивості та позитивний технічний результат. Отже, пропонований винахід відповідає критерію "винахідницький рівень". Реалізацію способу демонструє фігура, на якій позначені: 1 - заготовка (гарячекатана катанка або відпалений переробний дріт); 2 - бунт; 3 - розмотувач; 4 - окалиновідламувач; 5 - ролики; 6 - волока; 7 барабан волочильного стану. Спосіб здійснюють наступним чином. Заготовка (гарячекатана катанка або відпалений переробний дріт) 1 з шаром окалини на поверхні розмотується з бунта 2 за допомогою розмотувача 3. Заготовка 1 при цьому скручується повздовж своєї осі на відповідний кут. Далі вона потрапляє у окалиновідламувач 4, що має 7...11 роликів 5 з відношенням 3,0...12,6 їх радіуса до діаметра заготовки 1. При огинанні заготовкою 1 роликів 5 окаліновідламувача 4 забезпечується кут / 3... (60...180°) обхвату кожного ролика 5 заготовкою 1. Довжина окаліновідламувача 4 складає 0,22...0,28 довжини одного витку заготовки 1 на її бунті 2. При цьому відбувається розтягнення заготовки 1 і зменшення її перетину, що супроводжується відшаруванням окалини. Далі у потоці на заготовку 1 наноситься технологічне мастило (на фіг. не показано), та вона деформується у волоці 6 за рахунок тяглової сили, яку забезпечує барабан 7 волочильного стану. Дріт, що виготовлений із заготовки 1, після волоки 6 змотується на барабан 7 першого блоку волочильного стану і деформується у наступних волоках для отримання необхідного кінцевого діаметру готового дроту. Нове технічне рішення реалізоване на волочильному стані 2500/6 UDZSA, де були встановлені: - горизонтальний розмотуючий пристрій, що давав можливість розмотування бунта заготовки, яка мала діаметр 6,5мм (катанка) або 5мм (перероблений відпалений дріт), з окалиною при забезпеченні кута заготовки з площиною основи бунта 40...100°; - окалиновідламувач з можливістю варіювання кількості 6...12 роликів з різними діаметрами, що забезпечувало відношення 5...15 радіуса вигину заготовки до її діаметра, та взаємного розташування роликів на різних відстанях t в напрямках пересування заготовки. Відстань а між осями роликів у напрямі, перпендикулярному пересуванню заготовки, могла змінюватись у межах ±50мм. З урахуванням цього, забезпечували кут =50...200° охоплення заготовкою роликів ока2 линовідламувача, який визначається у відповідності із системою: t 2 R cos sin , a 2 R sin cos 7 де R - радіус ролика; =90°при t 2 R або =90°= при t 2 R , згідно матеріалів, що відображені у статті: Мамчиц Е.К., Вулых Ф.А. Силовые параметры гибоволочения и особенности деформации полосы// Металлургическая и горнорудная промышленность. -2007.-№2. -С.7881. У відповідності з наведеними формулами дані про величини t та відстань між осями першого та останнього роликів 0,18...0,35 від довжини витка заготовки на її бунті наведені в таблицях 1 та 2; - ємкість з сухим технологічним мастилом (порошком мила); - волоки у послідовних пропусках при волочінні катанки з діаметрами калібруючого паска: 5,054,30-3,70-3,25-2,85-2,50мм та при волочінні переробного дроту з діаметрами калібруючого паска: 3,90-3,65-3,20-2,85-2,50-2,20мм, що забезпечувало при відсутності зміни в окалиновідламувачі перерізу заготовки зі сталі Ст1кп відповідні коефіцієнти витяжки: 1,66-1,38-1,35-1,30-1,30-1,30. Бунт заготовки розміщували на траверзі горизонтального розмотувача, передній кінець пропускали крізь поводок (на Фіг. не показано), далі - між послідовно розташованими роликами окалиновідламувача, далі - через ємкість з сухим порошкоподібним мильним мастилом (на Фіг. не показано), потім - крізь першу волоку та намотували на тягловий барабан стану. При реалізації багаторазового волочіння дріт з першого барабану за допомогою роликів передавали в наступну волоку та намотували на її тягловий барабан і т.д. до обриву або до шостої волоки. Лінійні швидкості волочіння (обертання) тяглових барабанів становили: 1,2-2,0-2,7-3,7-4,86,3м/с. У експериментах варіювали: - відношення радіуса Rp ролика окалиновідламувача до діаметра d3 заготовки у межах 5...15, яке представляло відношення радіуса вигину заготовки до її діаметра; - кут охоплення заготовкою ролика у межах 50...200°; - кількість роликів окаліновідламувача у межах 6...12; - відношення довжини Lok, на якій розташовані ролики окалиновідламувача, до довжини Lв.б. витка заготовки на її бунті у межах 0,18...0,35 для обох видів заготовки. Досліди проводили у порівнянні з прототипом, який був реалізований для обох видів заготовки у такому варіанті: бунт заготовки діаметром 1,8м розмотували за допомогою горизонтального розмотуючого пристрою перпендикулярно площині бунта, намотували заготовку на ролик діаметром 7,8 діаметрів заготовки (51мм для катанки та 39мм для переробного дроту) три рази, пропускали крізь ємкість з тим самим технологічним мастилом та волочили за вищевказаними маршрутами. У першій серії експериментів процес вели до намотування на перший тягловий барабан, а про ефективність способу судили за такими параметрами: - витрати електричної потужності N приводу тяглового барабану за показниками ватметра; 92186 8 - середній діаметр dok заготовки після останнього ролика окалиновідламувача за результатами вимірювань мікрометром; - овалізація А перерізу заготовки після останнього ролика калиновідламувача, як відношення найбільшого значення лінійного розміру перерізу до найменшого; - кількість М окалини на поверхні заготовки після останнього ролика окалиновідламувача за результатами зважувань зразків заготовки до та після травлення в 15%-ному розчині сірчаної кислоти з 3% інгібітору травлення; - рівномірність m видалення окалини з поверхні заготовки після останнього ролика окалиновідламувача, як відношення максимальної кількості залишків окалини до мінімальної на зразках металу довжиною 50мм, відібраних на довжині 1м; - стійкість волок у першому проході за кількістю їх вимушених замін внаслідок зношування при волочинні 1т дроту; - стабільність процесу протягування крізь окалиновідламувач та волоку за кількістю обривів при волочінні однієї тони дроту. Отримані результати відображено у таблицях 1 та 2. У другий серії реалізації способу оцінювали: - ресурс деформуємості заготовки по досягнутому мінімальному діаметру dmin дроту після обробки металу в окалиновідламувачі та багаторазового (максимум - 6 пропусків) волочіння; - максимальна кількість птах пропусків стабільного волочіння; - сумарні витрати потужності приводів тяглових барабанів, які були задіяні у процесі волочіння за показниками їх ватметрів; - питомі w енергетичні витрати на здійснення деформування металу, як відношення суми показників ватметрів двигунів приводу барабанів волочильного стану, які задіяні у процесі одержання дроту, до їх кількості nmax. Отримані результати відображено у таблицях 3 та 4. Більшій ефективності способу відповідають менші значення електричної потужності приводів тяглових барабанів, питомих w енергетичних витрат на здійснення деформування металу, середнього діаметру doк заготовки після останнього ролика окалиновідламувача та максимальної кількості деформувань у волоках, овалізації А перерізу заготовки після останнього ролика окалиновідламувача, кількості М окалини на поверхні заготовки після останнього ролика окалиновідламувача, обривів дроту та більші значення рівномірності m видалення окалини з поверхні заготовки після останнього ролика окалиновідламувача, стійкості волок у першому проході за кількістю їх вимушених замін внаслідок зношування при волочинні 1т дроту та максимальної кількості nmах пропусків стабільного волочіння. Аналіз наведених даних показує, що при забезпеченні параметрів реалізації способу у діапазоні, що відображено у формулі винаходу, забезпечуються, здебільшого, найкращі значення показників якості. При порівнянні з ними: - вихід відношення радіуса вигину до діаметра заготовки за межі 6...13 та кута охоплення нею 9 92186 10 збільшенням мінімально можливого діаметра дроту, що протягнутий. При порівнянні з прототипом реалізація оптимального діапазону параметрів способу, що заявлений, дозволяє зменшити енерговитрати на волочіння на 2,5...15%, обривність до 4 разів, збільшити ефективність видалення окалини до 3 разів, стійкість волок в 1,6...3 рази, кількість циклів багаторазового волочіння до 30% з відповідним зменшенням мінімально можливого діаметра дроту, що протягнутий. Пропонований винахід може бути багаторазово відтворено та використано як систему для виробництва дроту шляхом холодного волочіння. Тому винахід відповідає критерію "промислова застосовність". роликів окалиновідламувача за межі / 3... ; радіан (60...180°) супроводжується збільшенням енерговитрат на волочіння на 9...11%, овалізації заготовки до 9%, обривності при волочінні в 1,7...2,5 рази та більше, зменшенням рівномірності видалення окалини на 5...6%; - використання кількості вигинів заготовки менше, ніж 7 разів, та більше 11 разів на довжині менше, ніж 0,22 довжини витка заготовки на її бунті, та більше, ніж 0,28 довжини витка заготовки на її бунті, супроводжується збільшенням енерговитрат на волочіння на 6...12%, овалізації заготовки до 6%, кількості окалини в 1,3...3 рази, обривності при волочінні до 4 разів на тону (2,5 рази та більше), зменшенням рівномірності видалення окалини на 5...6%, стійкості волок в 1,2 рази, кількості циклів стабільного волочіння до 30% з відповідним Таблиця 1 Умови оцінки ефективності та ефективність способу при волочінні катанки (серія 1) Від стань між осями ДіаКут Кіль роликів у метр №№ Rp, охоп- кість напрямі, ролипп. MM лення роли перпендика, ролика ків куляр Rp/d3 ному руху заго товки 1 6 39 60 7 0 Довжина окаліновідламувача Ефективність Енерго Lok/ Lok, витрати Lвит мм N, кВт Діаметр Кількість РівноСтабільзаготовки окалини мірність Стійність після Овалігр/т, вида- кість 1 воло окалино зация, після лення волоки, чіння відлаА окалино окашт/т обрив/ мувача, відла лини m тона мм мувача 0,22 935 41,6 5,31 1,04 48 1,12 1,2 0 2 10 65 120 9 0 0,25 1201 43,8 5,17 1,02 38 1,10 0,8 0 3 13 84 180 11 50 0,28 1690 46,7 5,11 1,06 25 1,10 0,7 0 4 10 65 120 9 0 0,25 1201 43,5 5,15 1,02 38 1,11 0,8 0 5 10 65 120 9 0 0,25 1201 43,8 5,17 1,02 38 1,11 0,8 0 6 6 39 120 9 0 0,25 721 42,9 5,10 1,04 38 1,11 0,7 0 7 13 84 120 9 0 0,25 1561 44,5 5,22 1,02 38 1,11 0,9 0 8 10 65 120 9 0 0,25 1201 43,8 5,17 1,02 38 1,11 0,8 0 9 10 65 120 9 0 0,25 1201 43,8 5,17 1,02 38 1,11 0,8 0 10 6 39 120 9 0 0,25 721 42,9 5,10 1,05 38 1,11 0,7 0 11 13 84 120 9 0 0,25 1561 44,9 5,25 1,02 38 1,11 1,0 0 12 10 65 60 9 0 0,25 2079 43,9 5,18 1,02 38 1,11 0,9 0 13 10 65 180 9 50 0,25 1040 43,4 5,14 1,02 38 1,11 0,8 0 14 10 65 120 7 0 0,25 901 44,7 5,55 1,05 48 1,12 1,2 0 15 10 65 120 11 0 0,25 1501 45,4 5,09 1,05 25 1,09 0,6 0 16 10 65 120 9 0 0,22 1201 43,8 5,17 1,02 38 1,11 0,8 0 17 10 65 120 9 0 0,28 1201 43,8 5,17 1,02 38 1,11 0,8 0 18 5 32 120 9 0 0,25 600 45,2 5,05 1,11 38 1,15 1,0 0 19 15 97 120 9 0 0,25 1801 48,0 5,26 1,07 38 1,15 1,1 0 20 10 65 50 9 0 0,25 2458 48,0 5,26 1,08 38 1,15 0,9 0 21 10 65 200 9 -50 0,25 986 49,1 5,12 1,08 38 1,15 0,8 1,5 22 10 65 120 6 0 0,25 751 44,9 5,59 1,08 65 1,17 1,4 0 23 10 65 120 12 0 0,25 1651 53,1 5,03 1,08 20 1,14 0,9 4 24 10 65 120 9 0 0,18 1201 46,8 5,17 1,08 38 1,15 0,8 0 25 26 (прототип) 10 65 120 9 0 0,35 1201 46,8 5,17 1,08 38 1,15 0,8 0 10 65 1260 1 47,8 6,45 1,01 170 1,10 1,9 0 11 92186 12 Таблиця 2 Умови оцінки ефективності та ефективність способу при волочінні переробного відпаленого дроту (серія 1) Довжина Від окалино Ефективність стань відламувача між осями Діаметр Кіль Діа Кут Кіль роликів заго кість Ста Рівно №№ метр Rp, охоп кість у напрятовки ока Стій біль Енерго мірність пп. ролика, мм лення роли мі, перпісля Ова лини кість ність Lok/ Lok, вит вида Rp/d3 ролика ків пен-дику ока лізація, гр/т, 1-ї воло Lвит мм рати N, лення ляр лино А після волоки чіння, кВт ока ному відла окали шт/т обрив/ лини m руху мувача, новідла тона заготовки мм мувача 1 6 30 60 7 0 0,22 720 26,6 4,14 1,03 106 1,14 1,4 0 2 10 50 120 9 0 0,25 924 27,8 3,98 1,01 84 1,12 0,9 0 3 13 65 180 11 50 0,28 1300 29,0 3,93 1,05 55 1,12 0,9 0 4 10 50 120 9 0 0,25 924 27,7 3,97 1,01 84 1,13 1,0 0 5 10 50 120 9 0 0,25 924 27,8 3,98 1,01 84 1,14 1,0 0 6 6 30 120 9 0 0,25 554 27,3 3,93 1,03 84 1,13 0,9 0 7 13 65 120 9 0 0,25 1201 28,2 4,02 1,01 84 1,12 1,1 0 8 10 50 120 9 0 0,25 924 27,8 3,98 1,01 84 1,12 1,0 0 9 10 50 120 9 0 0,25 924 24,2 3,62 1,01 84 1,14 1,0 0 10 6 30 120 9 0 0,25 554 27,3 3,93 1,04 84 1,14 0,9 0 11 13 65 120 9 0 0,25 1201 28,5 4,04 1,01 84 1,14 1,2 0 12 10 50 60 9 0 0,25 1599 27,9 3,99 1,01 84 1,13 1,1 0 13 10 50 180 9 50 0,25 800 27,6 3,96 1,01 84 1,13 1,0 0 14 10 50 120 7 0 0,25 693 28,0 4,27 1,04 106 1,15 1,4 0 15 10 50 120 11 0 0,25 1155 29,8 3,92 1,04 55 1,11 0,8 0 16 10 50 120 9 0 0,22 924 27,8 3,98 1,01 84 1,13 1,0 0 17 10 50 120 9 0 0,28 924 27,8 3,98 1,01 84 1,14 1,1 0 18 5 25 120 9 0 0,25 462 26,9 3,89 1,10 84 1,19 1,3 0 19 15 75 120 9 0 0,25 1386 28,5 4,05 1,06 84 1,19 1,3 0 20 10 50 50 9 0 0,25 1891 28,5 4,05 1,07 84 1,21 1,1 0 21 10 50 200 9 -50 0,25 742 31,5 3,94 1,07 84 1,17 1,1 1,7 22 10 50 120 6 0 0,25 577 26,1 4,30 1,07 143 1,19 1,6 0 23 10 50 120 12 0 0,25 1270 33,4 3,87 1,07 44 1,16 1,3 4 24 10 50 120 9 0 0,18 924 27,8 3,98 1,07 84 1,17 1,1 0 25 26 (про то тип) 10 50 120 9 0 0,35 924 27,8 3,98 1,07 84 1,17 1,0 0 10 50 1260 1 32ІЗ 4,97 1,01 374 1,12 2,3 0 Таблиця 3 Ефективність реалізації способу при волочінні катанки (серія 2) Поз. по таблиці 1 Максимальна кількість переходів dmin, мм Ncyмм, кВт 1 2 3 4 5 6 6 6 6 6 6 6 2,50 2,50 2,50 2,50 2,50 2,50 170 173 179 171 173 168 Питомі середні витрати потужності у переході, кВт/перехід 28,3 28,8 29,8 28,5 28,8 28,1 Стабильність волочіння, обрив/тона 0,5 0,3 0,5 0,9 0,8 1,1 Продовження таблиці 3 13 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 (прототип) 92186 14 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 4 6 6 6 2,50 2,50 2,50 2,50 2,50 2,50 2,50 2,50 2,50 2,50 2,50 2,50 2,50 2,50 2,50 3,70 2,50 2,50 2,50 176 173 173 168 178 173 171 184 173 173 173 179 192 192 197 142 205 187 187 29,3 28,8 28,8 28,1 29,6 28,8 28,4 30,7 28,8 28,8 28,8 29,9 32,1 32,1 32,9 35,5 34,2 31,1 31,1 0,8 0,9 0,9 1,0 0,8 0,7 0,7 1,4 1,1 0,9 0,5 2,9 1,9 2,8 4,2 3,8 4,6 2,9 2,9 3 3,25 127 42,5 5,1 Таблиця 4 Ефективність реалізації способу при волочінні відпаленого переробного дроту (серія 2) Поз. по таблиці 2 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 (прототип) Максимальна кількість переходів 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 4 6 6 6 3 dmin, мм Ncyмм, кВт 2,20 2,20 2,20 2,20 2,20 2,20 2,20 2,20 2,20 2,20 2,20 2,20 2,20 2,20 2,20 2,20 2,20 2,20 2,20 2,20 2,20 2,85 2,20 2,20 2,20 104 104 104 104 104 102 106 104 87 102 107 103 103 111 108 104 104 100 107 107 121 79 121 104 104 3,20 86 Питомі середні витрати потужності Стабильність волоу переході, кВт/перехід чіння, обрив/тона 17,4 0,7 17,3 0,4 17,3 0,7 17,3 1,1 17,3 1,0 16,9 1,3 17,7 1,0 17,3 1,1 14,5 1,0 16,9 1,3 17,9 1,1 17,2 0,9 17,2 0,9 18,5 1,8 17,9 1,5 17,3 1,3 17,3 0,9 16,6 3,5 17,9 2,5 17,9 3,5 20,2 4,8 19,8 4,4 20,2 4,9 17,3 3,5 17,3 3,4 28,6 5,8 15 Комп’ютерна верстка Н. Лиcенко 92186 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing wire
Автори англійськоюDolzhanskyi Anatolii Mykhailovych, Lomova Oksana Borysivna, Lomov Illia Mykolaiovych
Назва патенту російськоюСпособ изготовления проволоки
Автори російськоюДолжанский Анатолий Михайлович, Ломова Оксана Борисовна, Ломов Илья Николаевич
МПК / Мітки
МПК: B21C 1/02, B21C 19/00, B21C 43/00
Мітки: спосіб, виготовлення, дроту
Код посилання
<a href="https://ua.patents.su/8-92186-sposib-vigotovlennya-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення дроту</a>
Спосіб виготовлення холоднотягненого дроту
Номер патенту: 26810
Опубліковано: 10.10.2007
Автори: Огородніков Віталій Антонович, Співак Олександр Юрійович
МПК: B21C 1/00
Мітки: дроту, виготовлення, холоднотягненого, спосіб
Формула / Реферат:
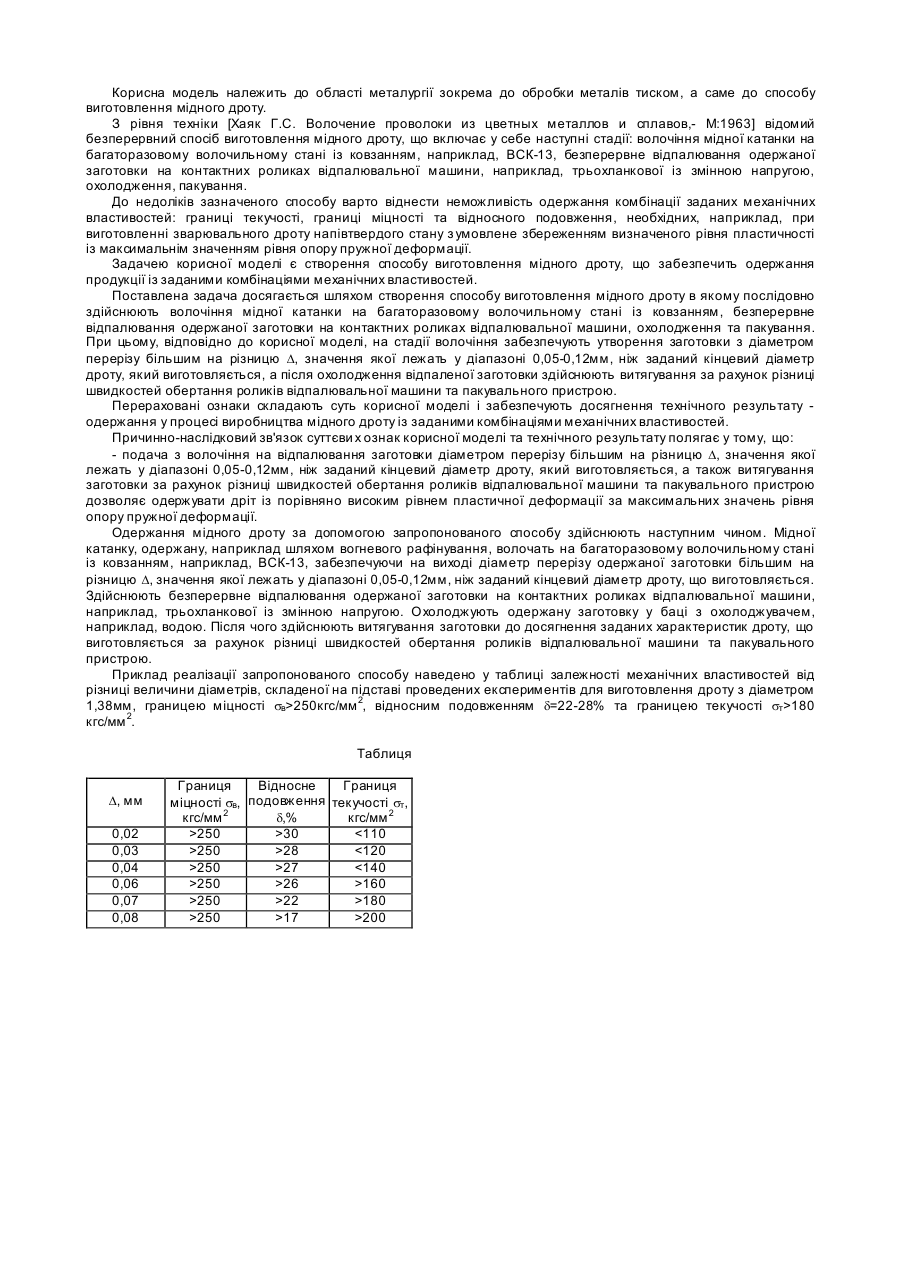
Спосіб виготовлення холоднотягненого дроту, що включає деформацію заготовки шляхом волочіння її крізь волоку, причому волочіння виконують із зменшенням часткового обтиснення від попередньої волоки до наступної, який відрізняється тим, що величину обтиснення заготовки у волоці вибирають на підставі діаграми пластичності і використаного ресурсу пластичності заготовки, в якому враховують попередню історію деформування заготовки, можливий...
Спосіб виготовлення мідного дроту
Номер патенту: 8326
Опубліковано: 15.07.2005
Автори: Клюєв Андрій Петрович, Шпаковскій Вадім, Клюєв Сергій Петрович
МПК: B21D 22/00
Мітки: мідного, виготовлення, спосіб, дроту
Формула / Реферат:
Спосіб виготовлення мідного дроту, що включає послідовне здійснення волочіння мідної катанки на багаторазовому волочильному стані із ковзанням, безперервне відпалювання одержаної заготовки на контактних роликах відпалювальної машини, охолодження та пакування, який відрізняється тим, що на стадії волочіння забезпечують утворення заготовки з діаметром перерізу більшим на різницю Δ, значення якої лежать у діапазоні 0,05-0,12 мм, ніж заданий...
Спосіб виготовлення дроту періодичного профілю
Номер патенту: 30290
Опубліковано: 15.11.2000
Автори: Овчаренко Володимир Михайлович, Чигріна Марія Петрівна, Кременчуцька Маргарита Костянтинівна, Реньга Вадим Романович, Ханонкін Олександр Аркадійович
МПК: B21C 1/00
Мітки: профілю, дроту, спосіб, періодичного, виготовлення
Формула / Реферат:
Спосіб виготовлення дроту періодичного профілю, що включає операції волочіння і профілювання, який відрізняється тим, що профілювання здійснюється шляхом дії на дріт імпульсного електричного струму в процесі волочіння.
Спосіб волочіння дроту
Номер патенту: 33831
Опубліковано: 15.02.2001
Автори: Таратута Костянтин Васильович, Ніколаєв Віктор Олександрович, Васильєв Олександр Генадійович
МПК: B21B 27/02
Мітки: дроту, волочіння, спосіб
Текст:
...збільшенні e/d>1,2 сила волочіння починав зростати до Рe/P0=0,76-0,83 (дос ліди 7; 14). Зменшенню сили волочіння у дослідах 3-6; 10-13 до Рe/Р0=0,62-0,69 при наявності віброколивань сприяє суттєве зниження сил тертя в осередку деформації. Це забезпечується при відношенні e/d=0,18-1,2. При волочінні з e/d1,2 сила волочіння зростає у порівнянні з волочінням при e/d=0,18-1,2, що слід пояснити з'явленням додаткових динамічних навантажень на...
Робочий канал волоки для виготовлення мідного дроту
Номер патенту: 8300
Опубліковано: 15.07.2005
Автори: Клюєв Андрій Петрович, Клюєв Сергій Петрович, Шпаковскій Вадім
МПК: B21D 22/00
Мітки: робочий, волоки, виготовлення, мідного, канал, дроту
Формула / Реферат:
Робочий канал волоки для виготовлення мідного дроту, що складається з вхідної розпушки, мастильного конуса, робочого конуса, калібрувальної зони та вихідної розпушки, який відрізняється тим, що значення кута робочого конуса знаходиться у діапазоні 18-24°.
Попередній патент: Пристрій для управління індуктивним навантаженням постійного струму
Наступний патент: Процес і пристрій для підсилення конденсації та розділяння у сепараторі плинних матеріалів
Випадковий патент: Спосіб автоматичного вимірювання кутів скручування для систем передачі азимутальних напрямків