Спосіб чистової та зміцнюючої обробки поверхонь тіл обертання складного профілю і пристрій для його здійснення
Номер патенту: 93252
Опубліковано: 25.01.2011
Автори: Марченко Дмитро Дмитрович, Бутакова Галина Сергіївна, Бутаков Борис Іванович, Шебанін В'ячеслав Сергійович

Формула / Реферат
1. Спосіб чистової та зміцнюючої обробки поверхонь тіл обертання складного профілю пластичним деформуванням клиновим роликом, що обертається навколо своєї осі у площині, перпендикулярній до неї, який відрізняється тим, що у кожній точці контакту клинового ролика з обкочуваною деталлю забезпечують постійність середнього кута j втискування клинового ролика в оброблювану поверхню, де j=(jа+jв)/2, де jа - кут втискування ролика у площині подачі, jв - кут втискування ролика у площині, перпендикулярній до площини подачі.
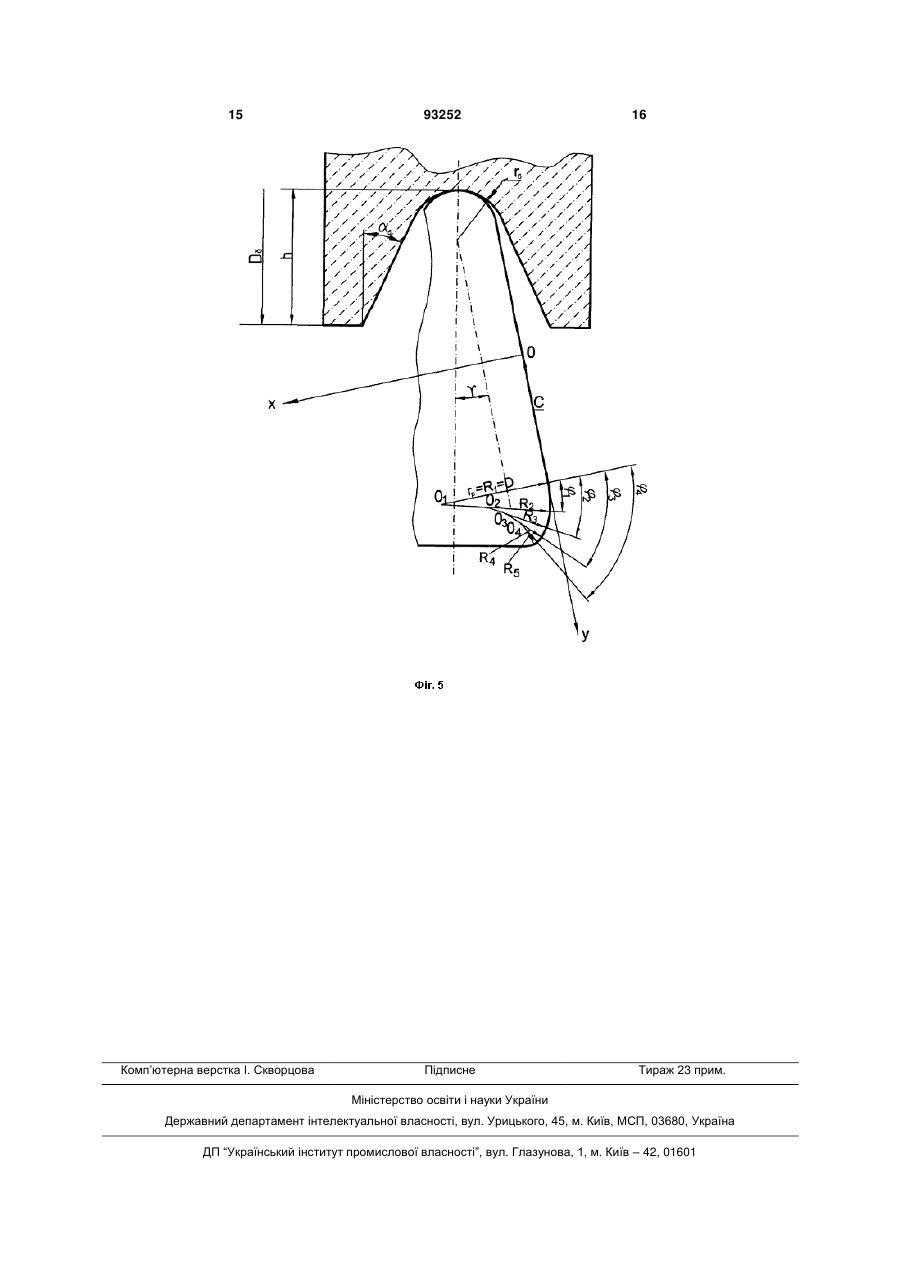
2. Пристрій для чистової та зміцнюючої обробки поверхонь тіл обертання складного профілю, що містить роликовий вузол, важільний силовий пружинний механізм притиску ролика до деталі, який відрізняється тим, що робоча поверхня клинового ролика виконана із змінною кривизною в його осьовому перерізі, а відрізки кіл профілю ролика з різною кривизною виконані у системі координат, пов'язаній з віссю симетрії профілю клинового ролика на його торці за математичними залежностями:
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ,
,
де xi, yi - координати точок сполучення відрізків кіл; ![]() ;
; ![]() - координати центрів кривизни відрізків кіл; ji - кутове положення точки початку i-того відрізка кола радіусом Ri; х1=0; Ro=0; у1=С; уо=0; R1=D.
- координати центрів кривизни відрізків кіл; ji - кутове положення точки початку i-того відрізка кола радіусом Ri; х1=0; Ro=0; у1=С; уо=0; R1=D.
3. Пристрій за п. 2, який відрізняється тим, що важільний силовий пружинний механізм з клиновим роликом встановлений у корпусі пристрою на опорах кочення.
Текст
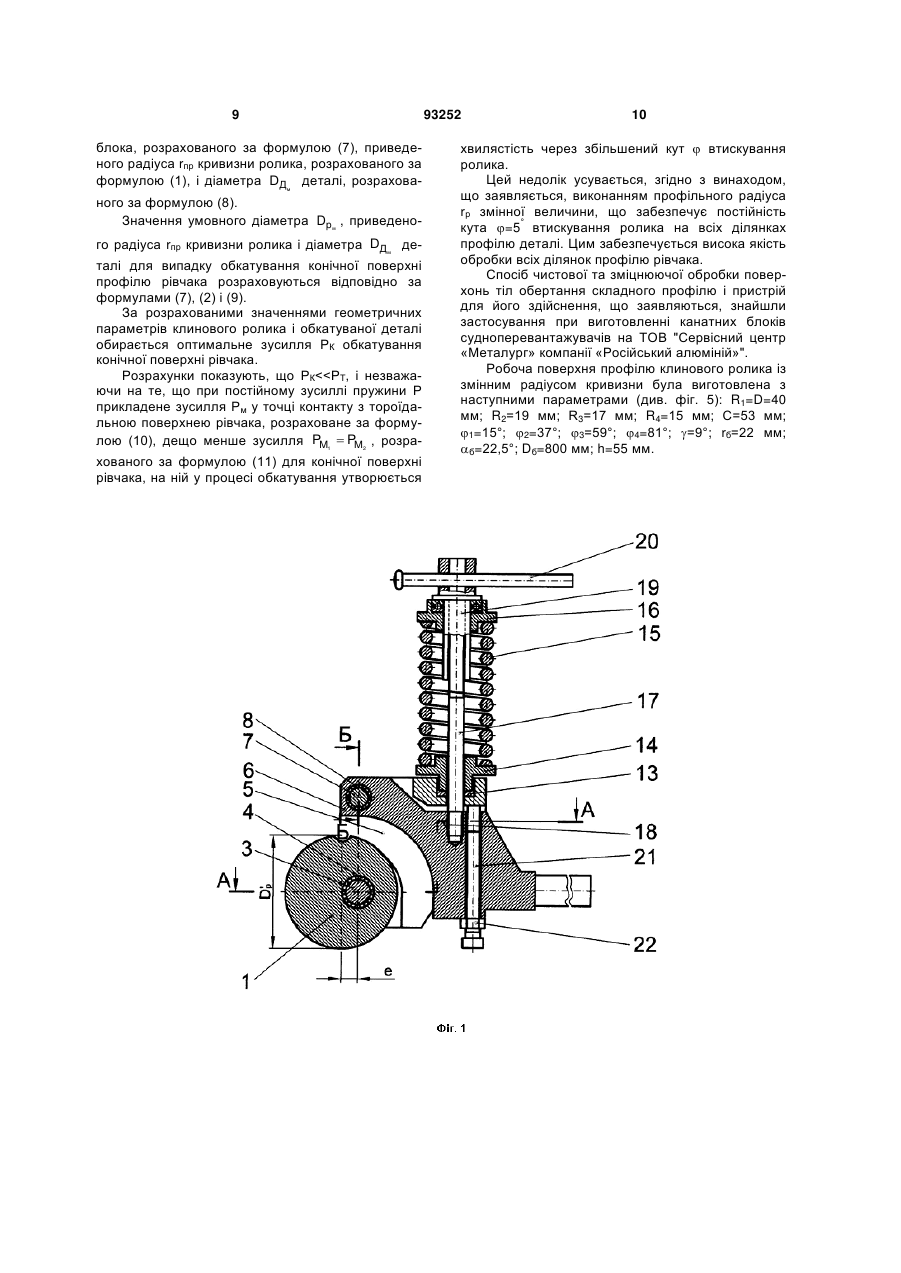
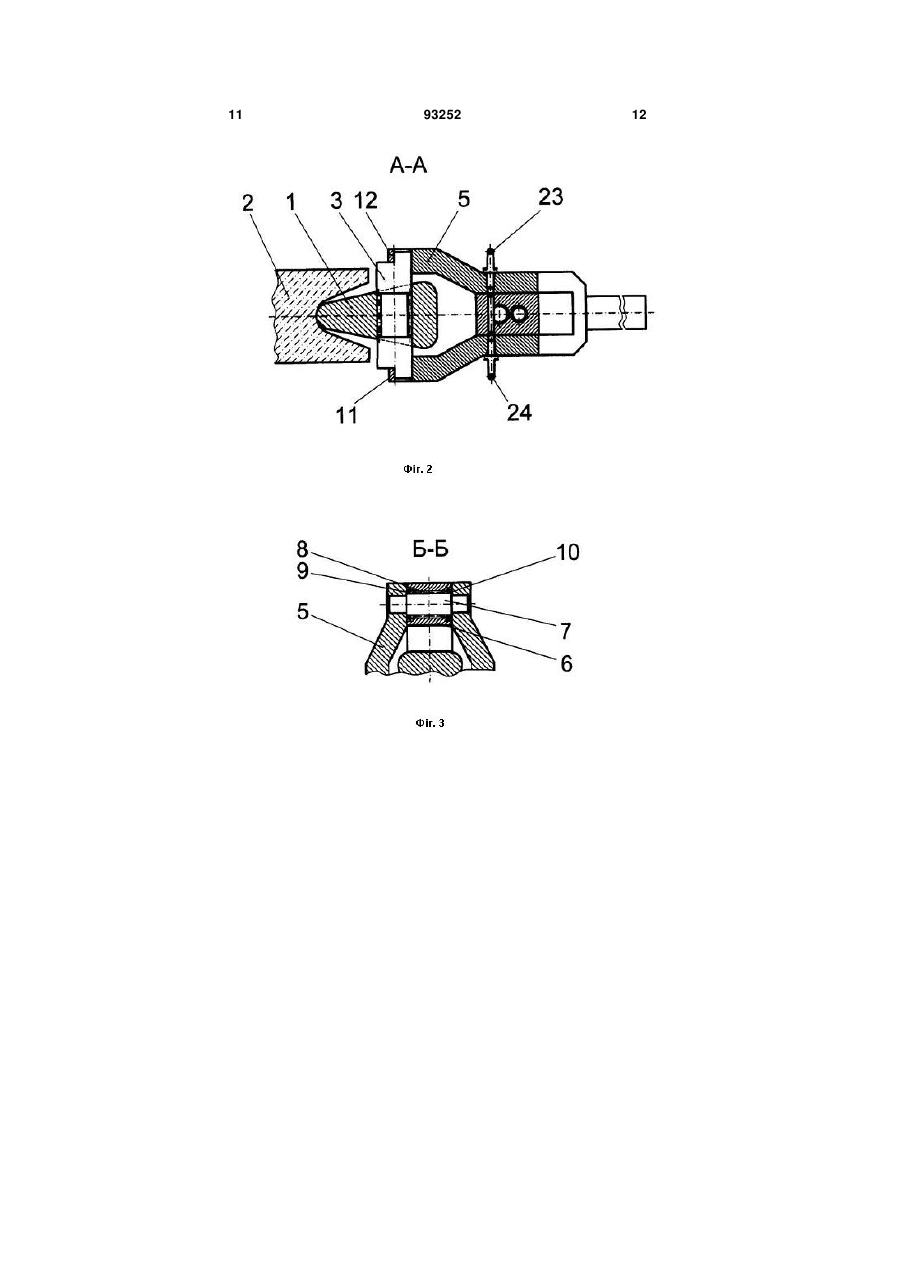
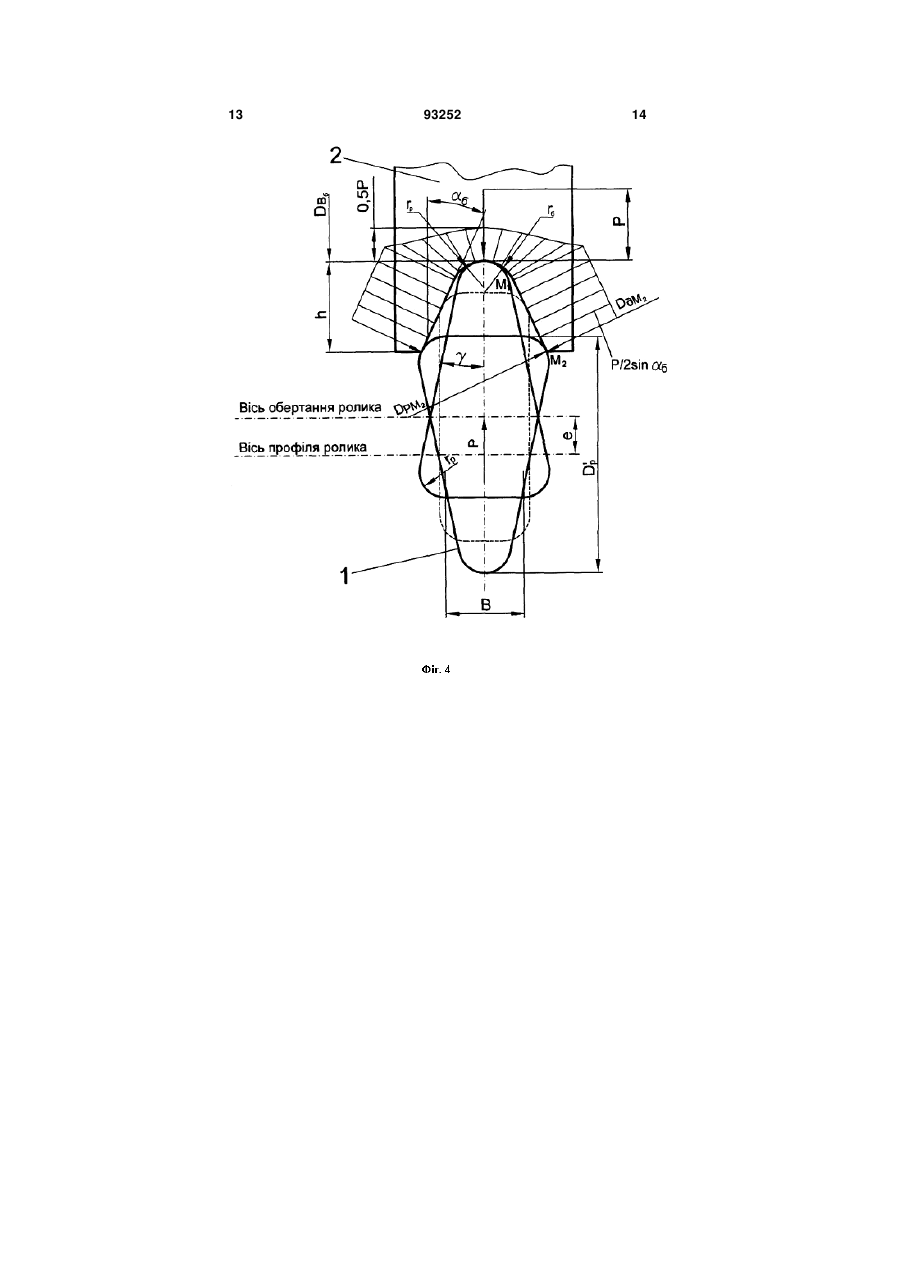
1. Спосіб чистової та зміцнюючої обробки поверхонь тіл обертання складного профілю пластичним деформуванням клиновим роликом, що обертається навколо своєї осі у площині, перпендикулярній до неї, який відрізняється тим, що у кожній точці контакту клинового ролика з обкочуваною деталлю забезпечують постійність середнього кута втискування клинового ролика в оброблювану поверхню, де =(а+в)/2, де а - кут втискування ролика у площині подачі, в - кут втискування ролика у площині, перпендикулярній до площини подачі. 2. Пристрій для чистової та зміцнюючої обробки поверхонь тіл обертання складного профілю, що містить роликовий вузол, важільний силовий пружинний механізм притиску ролика до деталі, який відрізняється тим, що робоча поверхня клинового ролика виконана із змінною кривизною в його осьовому перерізі, а відрізки кіл профілю ролика з різною кривизною виконані у системі координат, пов'язаній з віссю симетрії профілю клинового ролика на його торці за математичними залежностями: xi xi1 Ri1cos12 cosi1; Винахід стосується механічної обробки металів, а саме чистової та зміцнюючої обкатки роликами деталей обертання складного профілю, наприклад, робочого профілю рівчака блоків для сталевих канатів, що складається з кругової западини та бічних конічних поверхонь. Відомий спосіб обкатки роликами опуклоувігнутих поверхонь, наприклад, рівчаків канатних барабанів, при застосуванні якого пластичну деформацію як кільцевих, так і гвинтових опуклоувігнутих поверхонь кругового профілю проводять роликами, що приводяться в обертання у площині, паралельній осі обертання оброблюваної деталі [авторське свідоцтво СРСР № 206619, клас 18с, 7/04, 8.12.1967]. Відомий також спосіб чистової обробки деталей пластичним деформуванням за допомогою ролика, що обертається навколо своєї осі у площині, перпендикулярній до неї, з наданням останньому поздовжньої подачі, при цьому переміщення точки контакту ролика з деталлю у напрямку подачі здійснюють, поступово змінюючи положення осі ролика, так що відбувається обкатка профілю деталі роликом у площині його осьового перерізу [авторське свідоцтво СРСР № 218683, клас 67а, 10, 17.05.1968]. yi yi1 Ri1sin12 sini2 ; xoi xoi1 Ri cos i1 ; де xi, yi - координати точок сполучення відрізків кіл; x o i ; y o i - координати центрів кривизни відрізків (19) UA (11) кіл; i - кутове положення точки початку i-того відрізка кола радіусом Ri; х1=0; Ro=0; у1=С; уо=0; R1=D. 3. Пристрій за п. 2, який відрізняється тим, що важільний силовий пружинний механізм з клиновим роликом встановлений у корпусі пристрою на опорах кочення. (13) xi xi12 yi yi12 , 93252 Ri Ri1 C2 yoi yoi1 Ri sin i1 ; 3 Для здійснення процесу обкатки за допомогою вказаного способу обгинання складного профілю, що складається з кругової западини та бічних конічних поверхонь, було б потрібно дуже складний деформуючий ролик і складний механізм для здійснення процесу. Відомо пристрій для обкатки великої різі та черв'яків, за допомогою якого бічні стінки великої упорної, трапецеїдальної різі, архімедових та глобоїдних черв'яків обкатують самоустановлювальними голчастими роликами [авторське свідоцтво СРСР № 204311, B21h, 20.10.1967]. Відомо також пристрій для зміцнюючої обкатки великомодульних черв'яків, згідно з яким бічну поверхню гвинтів та черв'яків обкатують пальцьовим роликом або кількома роликами з опуклою твірною, а ролики підтискають до деталі за допомогою важільного силового пружинного механізму або за допомогою скрученої пружини [авторське свідоцтво СРСР № 274617, В24в 39/00, 24.06.1970], і пристрій для зміцнюючодеформуючої обробки гвинтів великого кроку [авторське свідоцтво СРСР № 264180, В24в, B23g, 10.11.1970]. Розглянуті пристрої дозволяють обкатувати тільки бічні поверхні складного профілю, а для обкатки кругової западини рівчака канатного блока буде потрібний додатковий пристрій, що ускладнить технологію чистової та зміцнюючої обкатки. Найбільш близьким за технічною суттю до способу, що заявляється, є спосіб чистової та зміцнюючої обробки поверхонь тіл обертання складного профілю, наприклад, галтелей валів або кругових виточок на валах, обкаткою їх клиновим роликом, що обертається навколо своєї осі у площині, перпендикулярній до неї [Браславский В.М., Бутаков Б.И. Повышение эффективности обкатки роликами галтелей ступенчатых валов // Повышение прочности деталей машин поверхностным деформированием. - Материалы II научнотехнической конференции. - Пермь, 1967. - С. 96103; Браславский В.М., Топычканов В.В., Бутаков Б.И. Роликовый инструмент для обкатывания крупных валов // Станки и инструмент. - 1974. – №2. С. 37-39; Бабей Ю.И., Бутаков Б.И., Сысоев В.Г. Поверхностное упрочнение металлов. - Киев: Наукова думка, - 1995. - С. 128-134]. Обкатку складних поверхонь (галтелей та виточок радіусів на валах) здійснюють клиновим роликом з биттям робочого профілю, що має постій1 ну кривизну Kp , rp - профільний радіус торців rp ролика. Широка сторона клиновидного перерізу ролика дорівнює хорді, що стягує дугу обкатуваної галтелі, вузька - дещо перевищує подвоєний радіус профілю. Вісь обертання клинового ролика розташована ексцентрично відносно його зовнішнього діаметра. Робочі поверхні радіусів клинового ролика залишають на поверхні обкатуваної галтелі одночасно два синусоїдальні сліди, які у міру обертання вала та ролика поступово зміщуються у коловому напрямку, поки вся поверхня галтелі не виявиться деформованою. 93252 4 При кривизні торців ролика Kp 1 const rp та радіусі rг, обкатуваної галтелі деталі приведена кривизна у точках контакту ролика з деталлю в осьовому перерізі ролика визначиться за співвідношенням: 1 1 1 rг rp Kпp . rпp rp rг rp rг Причому Кпр має постійне значення для всіх точок профілю галтелі обкатуваного вала. При обкатуванні таким клиновим роликом деталі складного профілю, подібного до профілю рівчака канатного блока, що складається з кругової западини та бічних конічних поверхонь, оптимальний режим обкатування кругової западини буде не прийнятний для обкатки бічної конічної поверхні, де має місце підвищена кривизна Кпр у контакті ролика з деталлю: 1 1 1 Kпp . (2) rp rp Це призведе до перенаклепу обкатуваної конічної поверхні, на якій виникне груба хвилястість між слідами проходів ролика, оскільки середній кут втискування =(а+в)/2, де а - кут втискування ролика у площині подачі, в – кут втискування у площині, перпендикулярній до площини подачі, матиме у цьому випадку підвищене значення, >5° [Бутаков Б.И. Совершенствование процесса чистового обкатывания деталей роликами // Вестник машиностроения. - 1984. - № 7. - С. 50-53; Б.И. Бутаков, М.Ю. Третяк, Ю.Г. Овчинников и др. Повышение эффективности реновации металлических деталей путем совмещения чистового и упрочняющего обкатывания роликами // Вестник машиностроения. - 2004. - № 7. - С. 59-67]. Найбільш близьким за технічною суттю до пристрою, який заявляється, є пристрій для обкатки галтелей валів клиновим роликом з опуклою твірною робочого профілю, що містить роликовий вузол, важільний силовий пружинний механізм притиску ролика до деталі [Браславский В.М., Бутаков Б.И. Повышение эффективности обкатки роликами галтелей ступенчатых валов // Повышение прочности деталей машин поверхностным деформированием. - Материалы II научнотехнической конференции - Пермь, 1967. - С. 96103]. Важільний силовий пружинний механізм притиску ролика до деталі встановлений у корпусі пристрою на опорах ковзання. Корпус пристрою кріпиться у різцетримачі токарного верстата. Радіус кривизни робочої поверхні клинового ролика rр має постійне значення, і тому приведена кривизна у контакті ролика з галтелью, обчислена за формулою, також є постійною. При обкатці галтелі вала це не призводить до істотного відхилення значення зусилля обкатки від оптимального зусилля, обраного за номограмою залежно від діаметрів деталі та ролика і радіуса приведеної кривизни у площині подачі, - rпр [Бутаков Б.И. Усовершенствование процесса чистового обкаты 5 вания деталей роликами // Вестник машиностроения - 1984. - № 7. - С. 50-53]. Недоліки вказаного пристрою наступні. Постійний радіус кривизни робочої поверхні клинового ролика не дозволяє забезпечити оптимальне зусилля обкатки при обробці конічної поверхні рівчака канатного блока, де приведена кривизна контакту ролика з деталлю у площині подачі, обчислена за формулою, має значно більшу величину, ніж при обкатці кругової западини. На конічній поверхні середній кут втискування ролика значно перевищить 5°. Матиме місце перенаклеп поверхні, з'явиться неприпустима хвилястість на обробленій поверхні. Встановлення важільного силового пружинного механізму з клиновим роликом у корпусі пристрою на опорах ковзання приводить до нерівномірної деформації конічної поверхні рівчака канатного блока, оскільки значні сили тертя ковзання, що виникають на поверхнях осі та бічних стінок важеля під час повертання останнього навколо своєї осі через биття профілю клинового ролика, то відніматимуться від сили пружини, то складатимуться з нею, залежно від напрямку переміщення осі ролика. Як показали дослідження, коливання зусилляобкатки складають у цьому випадку до 45 % [Бутаков Б.И. Усовершенствование процесса чистового обкатывания деталей роликами // Вестник машиностроения. - 1984. - № 7. С. 50-53], що й призведе до появи хвилястості на бічних конічних поверхнях рівчака канатного блока. В основу винаходу поставлена задача створити спосіб чистової та зміцнюючої обробки поверхонь тіл обертання складного профілю, який дозволив би обкатувати клиновим роликом всю робочу поверхню тіла обертання складного профілю за один перехід з одержанням при цьому зміцнення поверхневого шару на значну глибину за відсутності хвилястості поверхні на всьому складному профілі деталі. Друга задача, поставлена в основу винаходу, створення пристрою для чистової та зміцнюючої обробки поверхонь тіл обертання складного профілю, яке забезпечило б одержання високого ступеня зміцнення поверхневого шару деталі з складним профілем за один перехід за відсутності на обробленій поверхні хвилястості та перенаклепу. Поставлена задача досягається тим, що у способі чистової та зміцнюючої обробки поверхонь тіл обертання складного профілю пластичним деформуванням клиновим роликом, що обертається навколо своєї осі у площині, перпендикулярній до неї, згідно з винаходом, у кожній точці контакту клинового ролика з обкатуваною деталлю забезпечують постійність середнього кута втискування клинового ролика в оброблювану поверхню, де =(а+в)/2, а - кут втискування клинового ролика у площині подачі, в - кут втискування у площині, перпендикулярній до площини подачі. Друга поставлена задача вирішується тим, що у пристрої для чистової та зміцнюючої обробки поверхонь тіл обертання складного профілю, який містить роликовий вузол, важільний силовий пружинний механізм притиску ролика до деталі, згідно 93252 6 з винаходом, робоча поверхня клинового ролика виконана із змінною кривизною в його осьовому перерізі, а відрізки кіл профілю клинового ролика з різною кривизною виконані у системі координат, пов'язаній з віссю симетрії профілю клинового ролика на його торці за математичними залежностями: xi xi1 Ri1cos12 cosi1; yi yi1 Ri1sin12 sini2 ; xoi xoi1 Ri cos i1 ; yoi yoi1 Ri sin i1 ; Ri Ri1 xi xi12 yi yi12 , де xi, yi - координати точок сполучення відрізків кіл; x o i ; y o i - координати центрів кривизни відрізків кіл; i - кутове положення точки початку і тового відрізка кола радіусом Ri; х1=0; Ro=0; y1=C; yo=0; R1=D). Важільний силовий пружинний механізм з клиновим роликом встановлений у корпусі пристрою на опорах кочення. Забезпечення постійності середнього кута втискування клинового ролика в оброблювану поверхню, де =[а+в)/2, а - кут втискування ролика у площині подачі, в - кут втискування у площині, перпендикулярній до площини подачі, дозволяє рівномірно та ефективно продеформувати всю робочу поверхню деталі обертання складного профілю, що приводить до зміцнення поверхневого шару профілю і підвищує довговічність деталі при роботі її на зминання та знос. Виконання робочої поверхні клинового ролика із змінною кривизною в його осьовому перерізі, виконання відрізків кіл профілю ролика з різною кривизною у системі координат ХОУ, пов'язаній з віссю симетрії профілю ролика на його торці за вищезгаданими математичними залежностями, а також встановлення важільного силового механізму з клиновим роликом у корпусі пристрою на опорах кочення дозволяють забезпечити при обкатці тіла обертання по всьому робочому профілю створення на поверхні контакту ролика з деталлю постійності середнього кута втискування. Це сприяє рівномірній деформації поверхневого шару за відсутності хвилястості і приводить до підвищення довговічності оброблюваної деталі. Винахід пояснюється кресленнями, де на Фіг. 1 зображений пристрій для чистової і зміцнюючої обробки поверхонь тіл обертання складного профілю; на Фіг. 2 - перетин по осі 3 обертання клинового ролика 1; на Фіг. 3 - перетин по осі 7 повороту важеля 5; на Фіг. 4 - схема розрахунку параметрів процесу обкачування робочої поверхні канатного блоку клиновим роликом; на Фіг. 5 - схема розрахунку змінного радіусу кривизни клинового ролика в його осьовому перетині. Пристрій містить клиновий ролик 1, що знаходиться у контакті з обкатуваною деталлю 2 і вста 7 новлений на осі 3 за допомогою голчастого підшипника 4. Вісь 3 встановлена у розточку важеля 5. Важіль 5 змонтований на кронштейні 6 з можливістю повертання навколо осі 7 на голчастих підшипниках 8 та упорних підшипниках 9, 10. Вісь 3 прикріплена до важеля 5 планками 11 і 12. У розточці важеля 5 встановлена сферична шайба 13 і втулка 14, на яку надіта пружина 15. З верхнього торця пружини 15 вставлена втулка 16. У кронштейн 6 вкручена тяга 17 і зафіксована штифтом 18. На верхній кінець тяги 17 нагвинчена гайка 19 з рукояткою 20. У тілі кронштейна 6 виконано розточку з різзю, в яку вкручений гвинт 21 з контргайкою 22. У різьбові розточки важеля 5 вкручені рим-болти 23 і 24. Пристрій працює наступним чином. Канатний блок встановлюють розточеним отвором на оправку, вставлену у центральний отвір планшайби карусельного верстата, закріплюють до планшайби по торцю маточини фіксуючою гайкою та планками з гвинтами. Пристрій квадратним кінцем кронштейна 6 закріплюють у різцетримачі бічного супорта верстата. Переміщенням супорта верстата клиновий ролик 1 вводять у рівчак канатного блока таким чином, щоб клиновий ролик 1 знаходився посередині осі 3, а своєю вузькою частиною робочого профілю торкнувся западини профілю обкатуваної деталі 2. Після цього бічний супорт верстата закріплюють на напрямних. Обертанням гайки 19 за допомогою рукоятки 20 стискають пружину 15 на необхідну величину. Для передачі зусилля з клинового ролика 1 на обкатувану деталь 2 обертанням гвинта 21 встановлюють зазор між його торцем і поверхнею важеля 5 величиною 2-3мм. Поверхню обкатуваної деталі 2 змащують машинним мастилом і вмикають її обертання зі швидкістю 40-50 м/хв. При обертанні обкатуваної деталі 2 та клинового ролика 1 робочі поверхні клинового ролика 1 залишають на обкатуваній поверхні деталі 2 два синусоїдальні сліди, які у міру обертання обкатуваної деталі 2 та клинового ролика 1 поступово зміщуються у коловому напрямку, поки вся поверхня рівчака не виявиться деформованою. При цьому наявність ексцентриситету (е) на клиновому ролику 1 дозволяє звести до мінімуму (2 мм) переміщення осі клинового ролика 1 разом з важелем 5 відносно кронштейна 6. Зусилля на клиновому ролику 1 коливається в межах ±5 %, оскільки важіль 5 легко повертається навколо осі 7, при цьому сили тертя у підшипниках кочення 8, 9, 10 є невеличкими. Цим забезпечується рівномірна деформація поверхневого шару рівчака блока і усувається хвилястість на обкатаній поверхні. Після цього обертанням гвинта 21 повертають важіль 5, щоб виключити контакт клинового ролика 1 з обкатуваною деталлю 2, а потім вимикають обертання обкатуваної деталі 2 і переміщенням бічного супорта виводять обкатуваний ролик 1 із рівчака. Для забезпечення постійності кута =5 втискування клинового ролика 1 в обкатувану деталь 2 робоча поверхня клинового ролика 1 виконана із 93252 8 змінною кривизною в його осьовому перерізі, а відрізки кіл профілю клинового ролика 1 з різною кривизною виконані у системі координат XOY, пов'язаній з віссю симетрії профілю клинового ролика 1 на його торці за вищезгаданими математичними залежностями (фіг. 5). Цим рішенням вдається уникнути перенаклепу поверхневого шару на конічній поверхні рівчака канатного блока. Спосіб здійснюють наступним чином. Клиновий ролик 1 заводять у западину рівчака канатного блока вузькою частиною і притискують до обкатуваної деталі 2 за допомогою силового пружинного механізму. При обертанні обкатуваної деталі 2 навантажений клиновий ролик 1, повертаючись навколо своєї осі 3, залишає на поверхні рівчака два синусоїдальні сліди. Биття профілю клинового ролика 1 (фіг. 4) можна розрахувати за формулою: в=2[(h-rб)tgб+rб/cosб-rpcos6] (3), де h, rб, б - відповідно глибина, радіус та кут профілю деталі; rр – радіус профілю ролика. Ексцентриситет (відстань між осями обертання та профілю ролика) розрахований за залежністю: e=(h-rp+rpsinб)/2 (4). Половина кута биття профілю клинового ролика h r tg r / cos r cos б б б б б б arctg (5), ' Dp 2rp де D'p - діаметр ролика. Умовний діаметр клинового ролика при обкатуванні тороїдальної поверхні канатного блока при поточному значенні кута : Dpм ' Dp 2rp 1 cos p (6). cos p У точці М1 сполучення тороїдальної та конічної поверхонь профілю блока =90°-б. Звідси: Dpм ' Dp 2rp 1 sin б (7) sin б Умовний діаметр обкатуваної деталі у точці контакту її з роликом на тороїдальній поверхні: Dв 2rб 1 cos p D Дм б (8) cos p і на зовнішньому діаметрі блока: DДм Dнб / sin б (9). 2 Зусилля у точці контакту з тороїдальною поверхнею блока: PM=P/2cosp (10), де Р - зусилля пружини. На конічній поверхні профілю PM1 PM2 P / 2 sin б (11). Оптимальне зусилля РТ обкатування, що забезпечує середній кут =5° втискування клинового ролика в оброблювану поверхню, при обкатуванні тороїдальної поверхні рівчака обирається за номограмою залежно від умовного діаметра Dp м ролика для тороїдальної поверхні рівчака канатного 9 блока, розрахованого за формулою (7), приведеного радіуса rпр кривизни ролика, розрахованого за формулою (1), і діаметра DДм деталі, розрахованого за формулою (8). Значення умовного діаметра Dp м , приведеного радіуса rпр кривизни ролика і діаметра DДм деталі для випадку обкатування конічної поверхні профілю рівчака розраховуються відповідно за формулами (7), (2) і (9). За розрахованими значеннями геометричних параметрів клинового ролика і обкатуваної деталі обирається оптимальне зусилля РК обкатування конічної поверхні рівчака. Розрахунки показують, що РК
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for finishing and hardening working surfaces of bodies of revolution of complex profile
Автори англійськоюButakov Borys Ivanovych, Shebanin Viacheslav Serhiiovych, Butakova Halyna Serhiivna, Marchenko Dmytro Dmytrovych
Назва патенту російськоюСпособ чистовой и упрочняющей обработки поверхностей тел вращения сложного профиля и устройство для его осуществления
Автори російськоюБутаков Борис Иванович, Шебанин Вячеслав Сергеевич, Бутакова Галина Сергеевна, Марченко Дмитрий Дмитриевич
МПК / Мітки
МПК: B24B 39/04
Мітки: пристрій, поверхонь, обертання, здійснення, профілю, обробки, тіл, спосіб, складного, чистової, зміцнюючої
Код посилання
<a href="https://ua.patents.su/8-93252-sposib-chistovo-ta-zmicnyuyucho-obrobki-poverkhon-til-obertannya-skladnogo-profilyu-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб чистової та зміцнюючої обробки поверхонь тіл обертання складного профілю і пристрій для його здійснення</a>
Пристрій для чистової обробки поверхонь тіл обертання
Номер патенту: 54425
Опубліковано: 10.11.2010
Автори: Артюх Віталій Олександрович, Бутаков Борис Іванович, Підгородецький Михайло Олегович
МПК: B24B 39/00
Мітки: пристрій, обертання, тіл, чистової, обробки, поверхонь
Формула / Реферат:
Пристрій для чистової обробки поверхонь тіл обертання, що містить корпус, в напрямних якого розташована обойма з можливістю осьового переміщення, пластину, втулку і оправку, що створює з обоймою рівчак, з розташованими в ньому деформуючими елементами у вигляді гнучких голчатих роликів діаметром , встановлених між обоймою і оправкою з тороїдальною лискою шириною
Спосіб налагодження верстату для обробки поверхонь обертання та пристрій для його здійснення

Номер патенту: 2427
Опубліковано: 26.12.1994
Автори: Єфремов Володимир Борисович, Мельниченко Володимир Васильйович, Добровольський Геннадій Георгійович, Муравський Аркадій Миколайович, Баришников Олександр Олександрович
МПК: B23B 25/00
Мітки: здійснення, верстату, пристрій, обертання, налагодження, спосіб, поверхонь, обробки
Формула / Реферат:
1. Способ наладки станка для обработки поверхностей вращения, заключающийся в измерении одновысотности и параллельности осей шпинделя и суппорта, регистрации и анализе результатов измерения с последующим устранением рассогласований, отличающийся тем, что, с целью повышения точности формообразования, измеряют величины перемещения оси суппорта от контрольной поверхности в середине и на максимальных удалениях контролируемого участка для...
Спосіб контролю радіального биття поверхонь тіл обертання відносно їх зовнішніх базових поверхонь безпосередньо у призмі і автоматичний пристрій для його здійснення
Номер патенту: 19978
Опубліковано: 25.12.1997
Автори: Сілін Радомир Іванович, Стаднік Яків Феодосійович
МПК: G01B 5/24
Мітки: пристрій, радіального, поверхонь, обертання, базових, контролю, здійснення, автоматичний, відносної, призми, тіл, безпосередньо, спосіб, зовнішніх, биття
Формула / Реферат:
1. Способ контроля радиального биения поверхностей тел вращения относительно их наружных базовых поверхностей непосредственно в призме с помощью датчиков, от пинающийся тем, что контроль ведут по нижней контролируемой поверхности тела вращения, а включения датчиков осуществляют после подачи контролируемого тела вращения в призму через интервал времени равный или больше времени затухания колебаний, возникающих в узлах устройства в процессе...
Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу
Номер патенту: 4410
Опубліковано: 17.01.2005
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: розмірної, дугою, торцевих, спосіб, електричною, складного, обробки, рельєфу, поверхонь
Формула / Реферат:
Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють двошаровим електродом-інструментом, причому торцеву робочу поверхню внутрішнього шару виконують еквідистантною поверхні виробу, а виготовляють шар із електроерозійно-стійкого матеріалу, в той час як торцеву робочу поверхню...
Пристрій для чистової обробки зовнішніх сферичних поверхонь
Номер патенту: 7240
Опубліковано: 30.06.1995
Автор: Запорожець Віктор Кіндратович
МПК: B24B 39/00
Мітки: чистової, поверхонь, зовнішніх, обробки, пристрій, сферичних
Формула / Реферат:
1. Устройство для чистовой обработки наружных сферических поверхностей, содержащее корпус в виде тела вращения, деформирующие ролики, имеющие рабочую и опорную поверхности, образованные образующими и размещенные в корпусе, с возможностью контактирования с внутренней конусной поверхностью приспособления для передачи давления деформирующим роликам и опорной поверхностью приспособления для их удержания относительно друг друга, отличающееся...
Попередній патент: Похідні бензотіазинону і їх застосування як протибактеріальних агентів
Наступний патент: Пристрій для охолодження сортових прокатних валків
Випадковий патент: Установка для очищення водойм і водотоків від скупчень ціанобактерій