Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу
Формула / Реферат
Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють двошаровим електродом-інструментом, причому торцеву робочу поверхню внутрішнього шару виконують еквідистантною поверхні виробу, а виготовляють шар із електроерозійно-стійкого матеріалу, в той час як торцеву робочу поверхню зовнішнього шару - еквідистантною поверхні заготовки, а шар - із матеріалу, що має низьку електроерозійну стійкість.
Текст
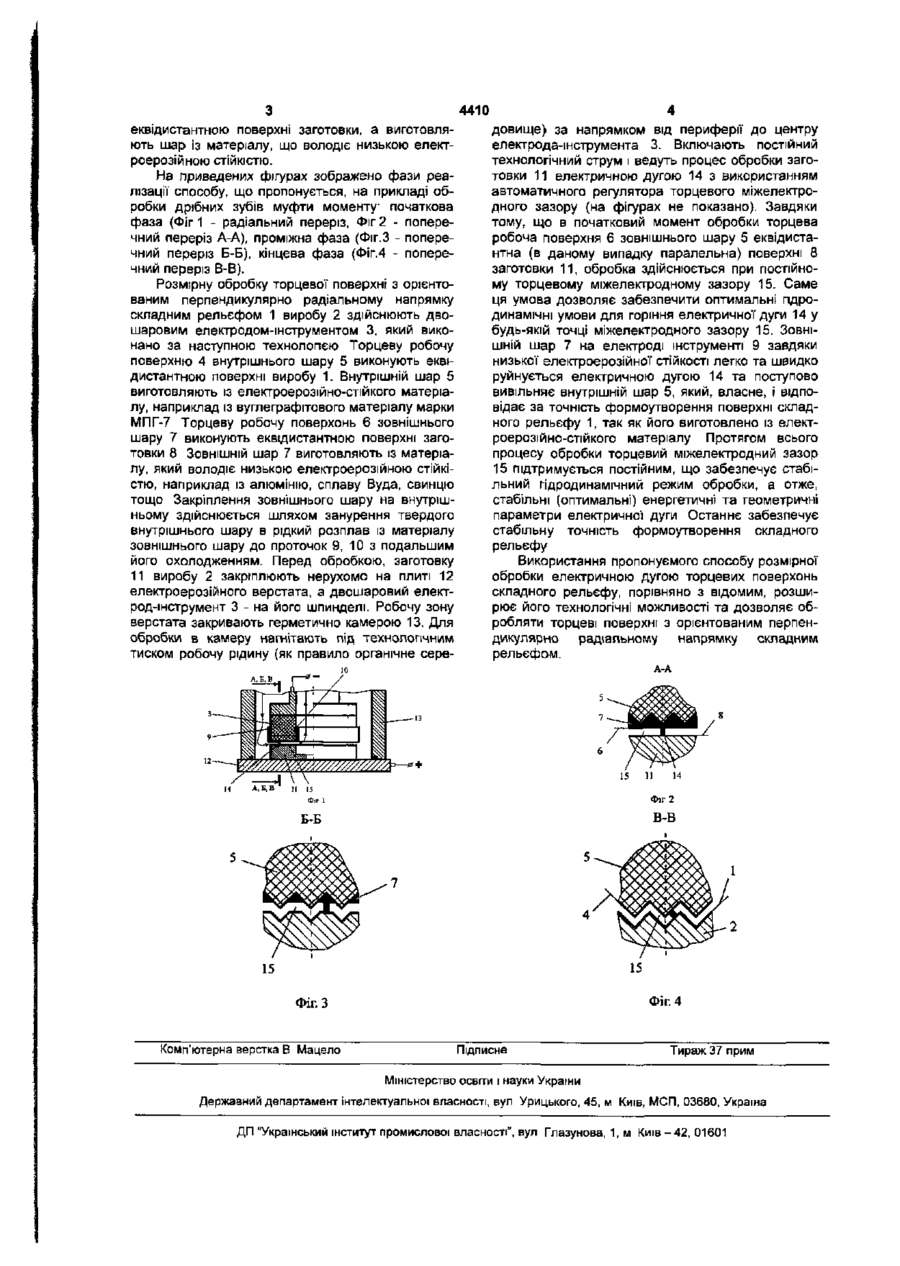
Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу, при якому робочу рідину нагнітають в торцевий міжелект родний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють двошаровим електродом-інструментом, причому торцеву робочу поверхню внутрішнього шару виконують еквідистантною поверхні виробу, а виготовляють шар із електроерозійно-стійкого матеріалу, в той час як торцеву робочу поверхню зовнішнього шару - еквідистантною поверхні заготовки, а шар - із матеріалу, що має низьку електроерозійну стійкість. Корисна модель стосується області електроерозійної' обробки і може бути використаний в машинобудуванні для розмірної обробки торцевих поверхонь деталей з орієнтованим перпендикулярно радіальному напрямку складним рельєфом, наприклад зубів конічних колес, V-подібних дрібних зубів муфт, радіальних пазів та виїмок тощо ВІДОМІ аналогічні способи електроерозійно'і обробки торцевих поверхонь будь-якого складного рельєфу, які застосовують нестаціонарні форми електричних розрядів, наприклад електроімпульсна обробка [див книгу «Электроэрозионная и электрохимическая обработка. Расчет, проектирование и применение электродов-инструментов». Часть 1 / Под ред А.Л. Лившица, А. Роша. - М.: НИИМАШ, 1980. - 224с, с.58]. Електрична енергія в аналогічних способах обробки торцевих поверхонь складного рельєфу вводиться в зону обробки дискретно (порціями) та з відносно великими паузами, внаслідок чого дані способи володіють низькою продуктивністю обробки. Відомий високопродуктивний спосіб електрофізичної розмірної обробки металів [А с. №368965 СССР, М кл В23Р, 1/02 / В И Носуленко (СССР). - №1223593/25-8; Заявлено 02.03.68, Не подлежит опубл. в откр. печати], в якому енергія вводиться в зону обробки неперервно, а інструментом є електрична дуга. Даний спосіб може бути застосований для розмірної обробки електричною дугою торцевих поверхонь складного рельєфу при поступальному русі електрода-інструмента та нерухомого електрода-заготовки, але обмеженої складності. Це пов'язано з тим, що розмірна обробка даним способом можлива лише тоді, коли на електричну дугу діє потужний гідродинамічний поперечний потік робочої рідини, який стискує дугу як в енергетичному, так і в геометричному плані. Саме для цього робочу рідину в між електродному зазорі прокачують під технологічним тиском, щоб забезпечити певну (вище критичної) швидкість потоку. Однак, у відомому способі в початковій фазі процесу обробки дугою торцевої поверхні з орієнтованим перпендикулярно радіальному напрямку складним рельєфом робоча рідина вільно (без опору) прокачується між гладкою поверхнею електрода-заготовки та рельєфною поверхнею електрода-інструмента, тобто тече по ЛІНІЇ найменшого опору, а в міжелектродному зазорі, де саме горить електрична дуга, в зв'язку з великим гідравлічним опором, робоча рідини практично не тече В наслідок цього, між електродами збуджується звичайна (не стиснута) дуга, яка за своїми параметрами наближається до зварювальної, і не може вести розмірну обробку Міжелектродний зазор швидко шлакується, виникають короткі замикання, процес дестабілізується та припиняється. Задачею даної корисної моделі є розширення технологічних можливостей способу розмірної обробки електричною дугою торцевих поверхонь складного рельєфу Дана задача вирішується у відомому способі розмірної обробки електричною дугою торцевих поверхонь складного рельєфу за рахунок того, що обробку здійснюють двошаровим електродомінструментом, причому, торцеву робочу поверхню внутрішнього шару виконують еквідистантною поверхні виробу, а виготовляють шар із електроерозійно-стійкого матеріалу, в той час, як торцеву робочу поверхонь зовнішнього шару 4410 еквідистантною поверхні заготовки, а виготовляють шар із матеріалу, що володіє низькою електроерозійною стійкістю. На приведених фігурах зображено фази реалізації способу, що пропонується, на прикладі обробки дрібних зубів муфти моменту початкова фаза (Фіг 1 - радіальний переріз, Фіг 2 - поперечний переріз А-А), проміжна фаза (Фіг.З - поперечний переріз Б-Б), кінцева фаза (ФІг.4 - поперечний переріз В-В). Розмірну обробку торцевої поверхні з орієнтованим перпендикулярно радіальному напрямку складним рельєфом 1 виробу 2 здійснюють двошаровим електродом-інструментом 3, який виконано за наступною технологією Торцеву робочу поверхню 4 внутрішнього шару 5 виконують еквідистантною поверхні виробу 1. Внутрішній шар 5 виготовляють із електроерозійно-стійкого матеріалу, наприклад із вуглеграфітового матеріалу марки МПР-7 Торцеву робочу поверхонь 6 зовнішнього шару 7 виконують еквідистантною поверхні заготовки 8 ЗОВНІШНІЙ шар 7 виготовляють із матеріалу, який володіє низькою електроерозійною стійкістю, наприклад із алюмінію, сплаву Вуда, свинцю тощо Закріплення зовнішнього шару на внутрішньому здійснюється шляхом занурення твердого внутрішнього шару в рідкий розплав із матеріалу зовнішнього шару до проточок 9, 10 з подальшим його охолодженням. Перед обробкою, заготовку 11 виробу 2 закріплюють нерухомо на плиті 12 електроерозійного верстата, а двошаровий електрод-інструмент 3 - на його шпинделі. Робочу зону верстата закривають герметично камерою 13. Для обробки в камеру нагнітають під технологічним тиском робочу рідину (як правило органічне сере довище) за напрямком від периферії до центру електрода-інструмента 3. Включають постійний технологічний струм і ведуть процес обробки заготовки 11 електричною дугою 14 з використанням автоматичного регулятора торцевого міжелектродного зазору (на фігурах не показано). Завдяки тому, що в початковий момент обробки торцева робоча поверхня 6 зовнішнього шару 5 еквідистантна (в даному випадку паралельна) поверхні 8 заготовки 11, обробка здійснюється при постійному торцевому міжелектродному зазору 15. Саме ця умова дозволяє забезпечити оптимальні гідродинамічні умови для горіння електричної дуги 14 у будь-якій точці міжелектродного зазору 15. Зовнішній шар 7 на електроді інструменті 9 завдяки низької електроерозійної стійкості легко та швидко руйнується електричною дугою 14 та поступово вивільняє внутрішній шар 5, який, власне, і відповідає за точність формоутворення поверхні складного рельєфу 1, так як його виготовлено із електроерозійно-стійкого матеріалу Протягом всього процесу обробки торцевий міжелектродний зазор 15 підтримується постійним, що забезпечує стабільний гідродинамічний режим обробки, а отже, стабільні (оптимальні) енергетичні та геометричні параметри електричної дуги Останнє забезпечує стабільну точність формоутворення складного рельєфу Використання пропонуємого способу розмірної обробки електричною дугою торцевих поверхонь складного рельєфу, порівняно з відомим, розширює його технологічні можливості та дозволяє обробляти торцеві поверхні з орієнтованим перпендикулярно радіальному напрямку складним рельєфом. А-А Б-Б В-В Фіг.З Фіг.4 Комп'ютерна верстка В Мацело Підписне Тираж 37 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вуп Глазунова, 1,м Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for dimensional treatment by electric arc of end faces of complicated relief
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ размерной обработки электрической дугой торцевых поверхностей сложного рельефа
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23P 13/00
Мітки: розмірної, електричною, складного, торцевих, рельєфу, поверхонь, обробки, спосіб, дугою
Код посилання
<a href="https://ua.patents.su/2-4410-sposib-rozmirno-obrobki-elektrichnoyu-dugoyu-torcevikh-poverkhon-skladnogo-relehfu.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки електричною дугою торцевих поверхонь складного рельєфу</a>
Спосіб розмірної обробки електричною дугою конічних поверхонь
Номер патенту: 44966
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: конічних, спосіб, розмірної, обробки, електричною, дугою, поверхонь
Формула / Реферат:
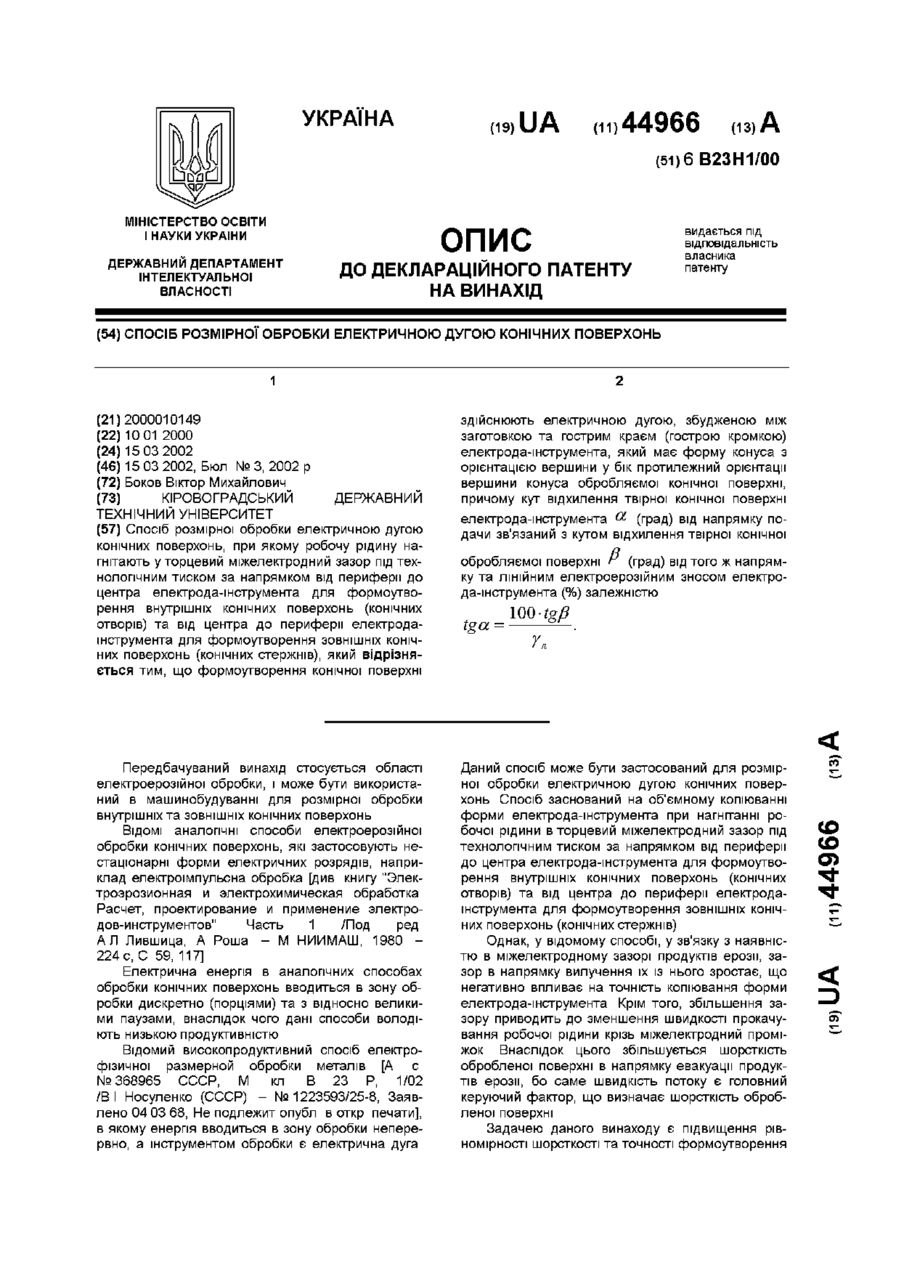
Спосіб розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електрода-інструмента для формоутворення зовнішніх конічних поверхонь (конічних стержнів), який відрізняється тим, що формоутворення...
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною
Номер патенту: 52085
Опубліковано: 16.12.2002
Автори: Шмельов Віталій Миколайович, Мельник Тетяна Олександрівна, Боков Віктор Михайлович
МПК: B23P 6/00, B22D 19/00
Мітки: дугою, твірною, поверхонь, спосіб, обертання, тіл, електричною, криволінійною, розмірної, обробки
Формула / Реферат:
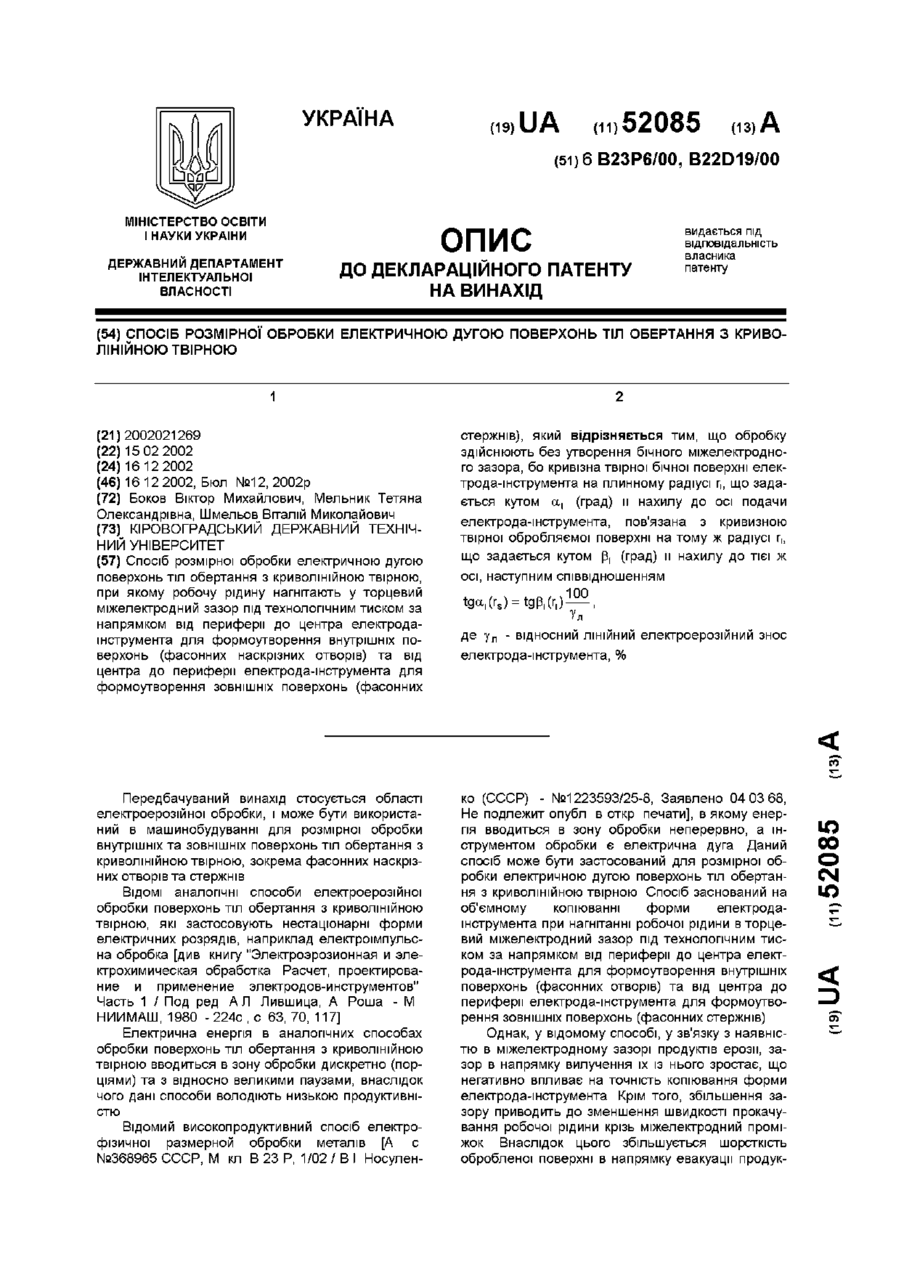
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною, що передбачає нагнітання робочої рідини у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх поверхонь - фасонних наскрізних отворів та від центра до периферії електрода-інструмента для формоутворення зовнішніх поверхонь - фасонних стержнів, який відрізняється...
Спосіб розмірної обробки ступінчастих стержнів електричною дугою
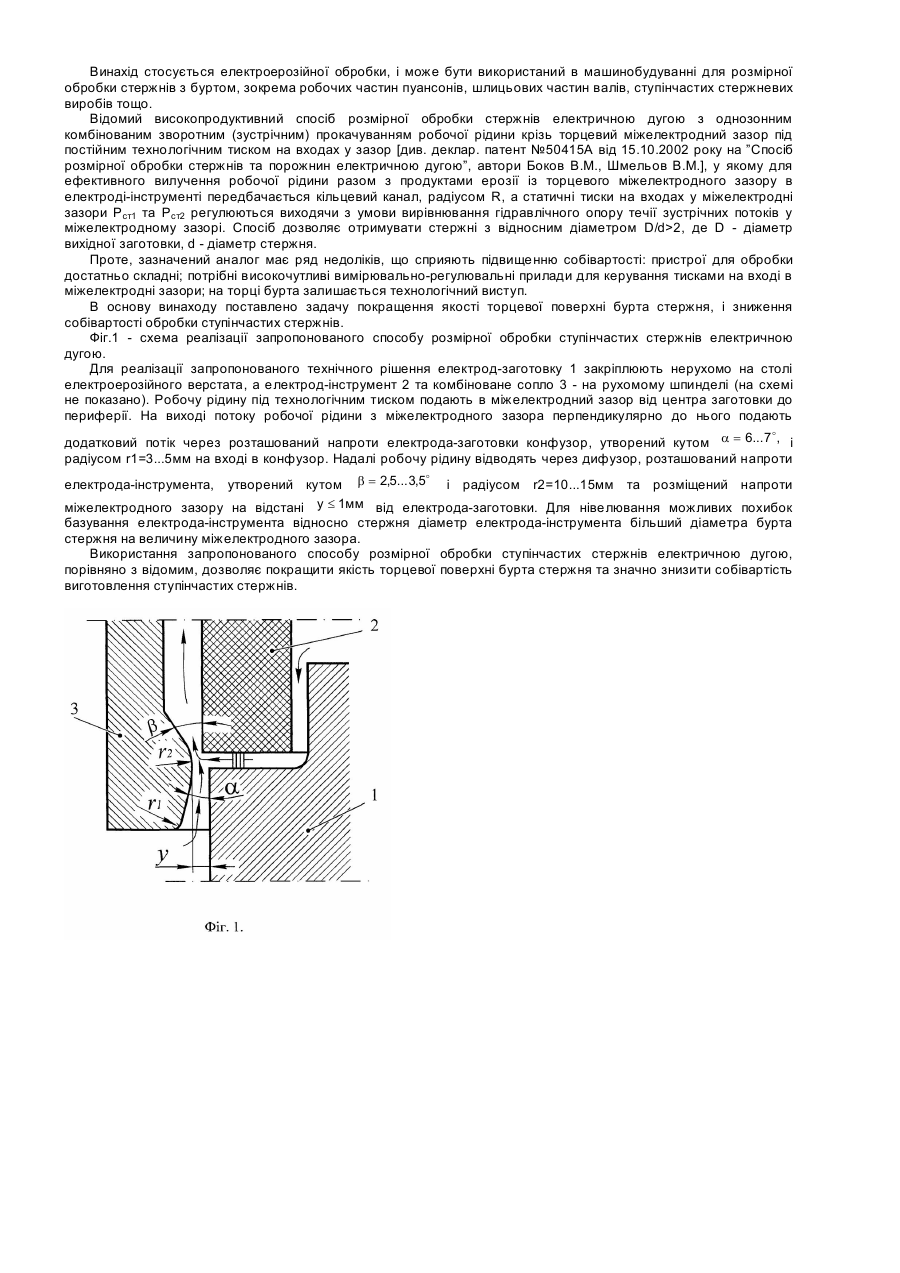
Номер патенту: 69535
Опубліковано: 15.09.2004
Автори: Шмельов Віталій Миколайович, Чумаченко Ольга Сергіївна, Великий Петро Миколайович, Носуленко Віктор Іванович
Мітки: стержнів, дугою, електричною, спосіб, ступінчастих, розмірної, обробки
Формула / Реферат:
Спосіб розмірної обробки ступінчастих стержнів електричною дугою з прямим прокачуванням робочої рідини, від центра до периферії електрода, крізь міжелектродний зазор під технологічним тиском, який відрізняється тим, що на виході потоку робочої рідини з міжелектродного зазору перпендикулярно до нього подають додатковий потік за наявності конфузора, розташованого напроти електрода-заготовки, утворений кутом α, що дорівнює 6...7°, і...
Спосіб поверхневої розмірної обробки електричною дугою
Номер патенту: 44974
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: електричною, обробки, розмірної, спосіб, поверхневої, дугою
Формула / Реферат:
Спосіб поверхневої розмірної обробки електричною дугою з прокачуванням робочої рідини під технологічний тиском крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при постійній швидкості потоку в торцевому міжелектродному зазорі шляхом застосування плоскопаралельного бічного режиму прокачування.
Спосіб розмірної обробки електричною дугою групи стержнів із монолітної заготовки
Номер патенту: 19498
Опубліковано: 25.12.1997
Автор: Боков Віктор Михайлович
Мітки: групи, монолітної, обробки, електричною, стержнів, дугою, заготовки, спосіб, розмірної
Формула / Реферат:
Спосіб розмірної обробки електричною дугою групи стержнів Із монолітної заготовки, при якому робоче середовище нагнітають у торцевий міжелектродний зазор під тиском крізь отвори в електроді-інструменті, а вилучають Із нього крізь його периферійну частину, який відрізняється тим, що робоче середовище додатково вилучають із торцевого зазора крізь технологічні щільові канали між суміжними стержнями на заготовці, або крізь технологічні щільові...
Попередній патент: Тарілчастий дозатор
Наступний патент: Пристрій для захисту від витоків струму на землю в однофазних колах змінного струму малої напруги
Випадковий патент: Спосіб профілактики післяопераційних ускладнень у лікуванні уротеліального раку нирки