Подушки робочих валків листового стана
Формула / Реферат
Подушки робочих валків листового стана, які включають підшипники кочення, плунжери гідравлічних пристроїв, котрі встановлено у подушках нижнього робочого валка, а бокові поверхні подушок робочих валків на частки висоти виконано з нахилом на кут φ = 3-45 град. проти напрямку обертання робочих валків, які відрізняються тим, що подушки робочих валків виконано з двох частин і при цьому складову частину з поверхнею, яка має нахил, переміщують у вертикальній площині на величину:
δ = 1/2•(Dоп.м. - Dоп.)+(Dр.м. + Dр.),
де Dоп.м., Dр.м. - максимальні діаметри опорного і робочого валків;
Dоп., Dр. - мінімальні діаметри опорного та робочого валків стана.
Текст
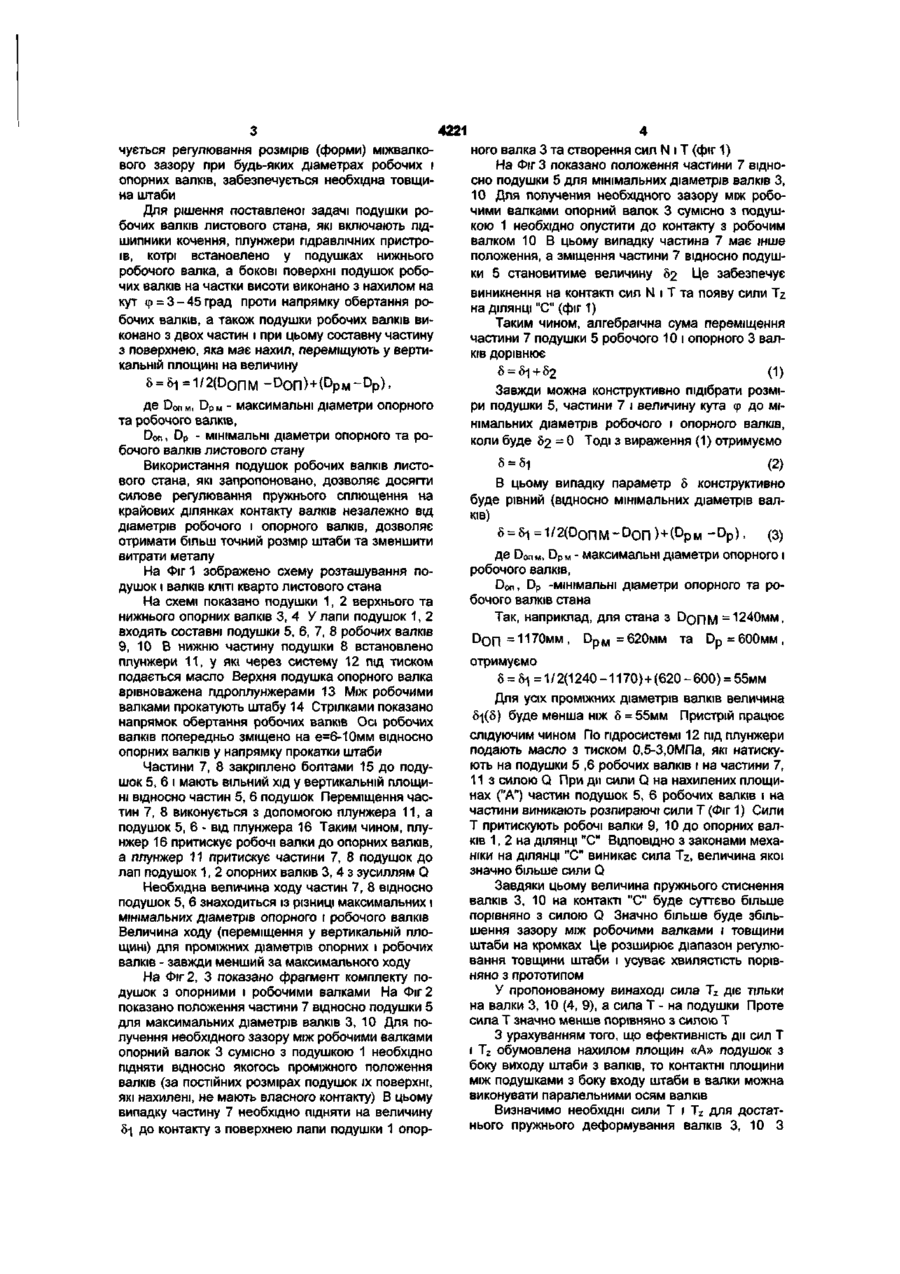
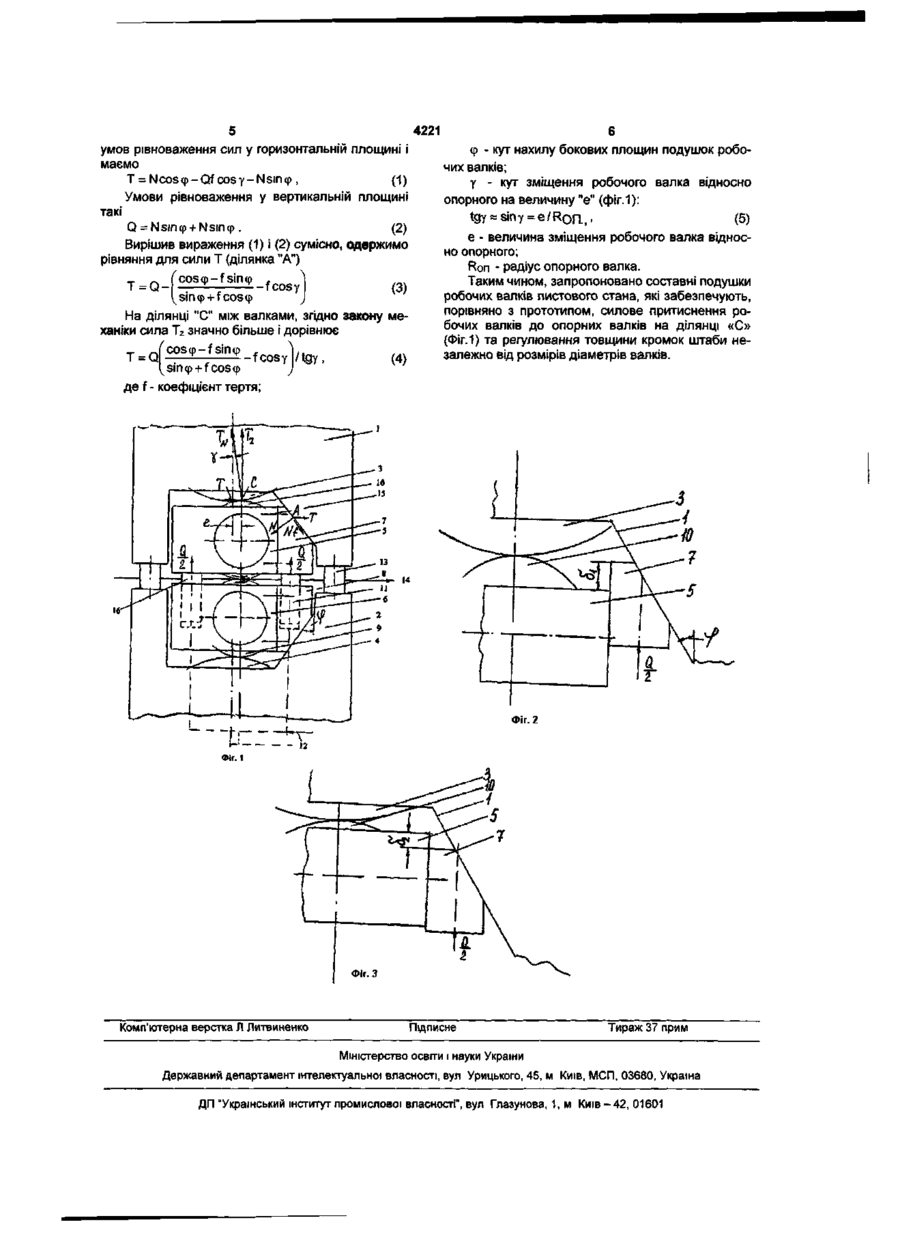
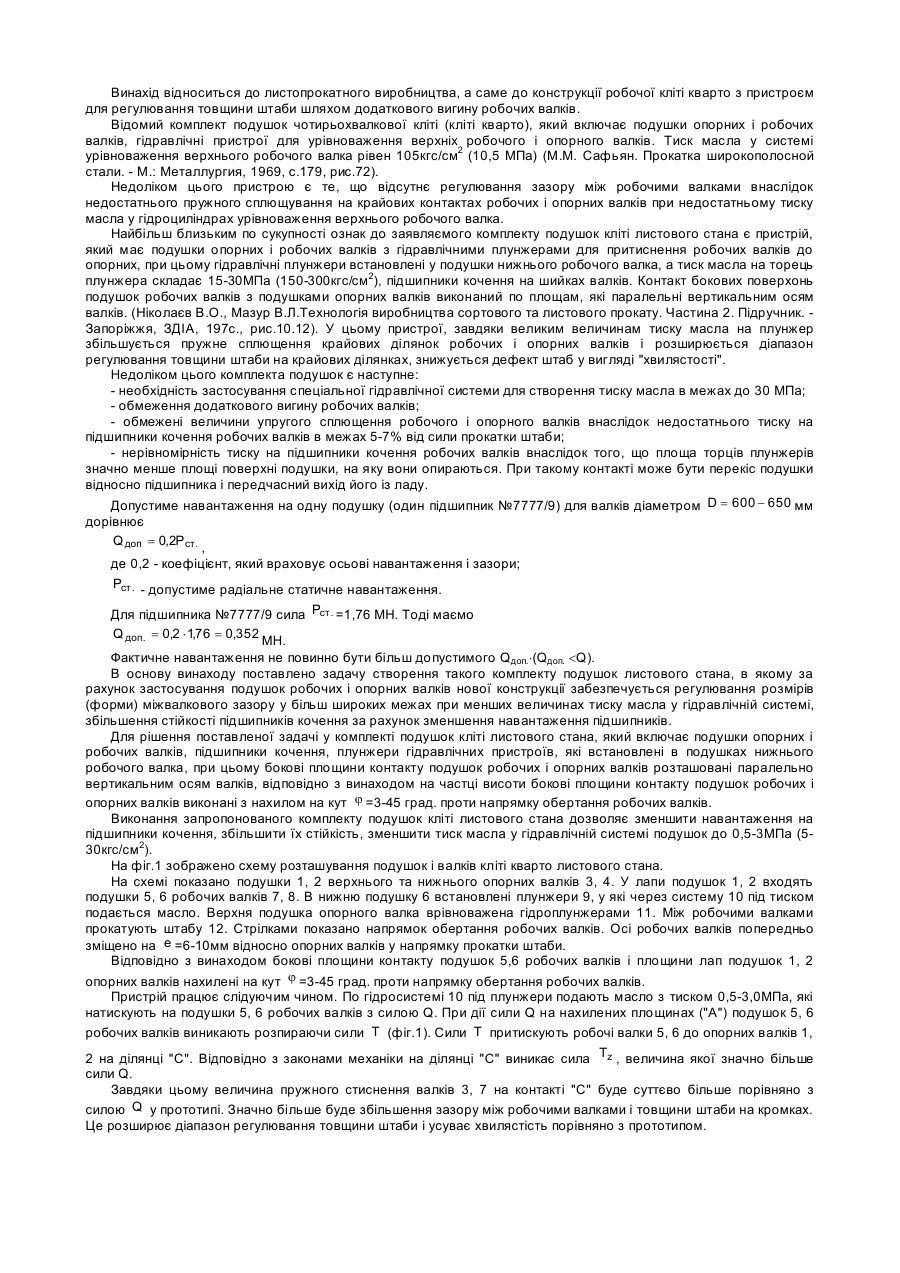
Подушки робочих валків листового стана, які включають підшипники кочення, плунжери гідравлічних пристроїв, котрі встановлено у подушках нижнього робочого валка, а бокові поверхні подушок робочих валків на частки висоти виконано з нахилом на кут ф=3-45град. проти напрямку обертання робочих валків, які відрізняються тим, що подушки робочих валків виконано з двох частин і при цьому складову частину з поверхнею, яка має нахил, переміщують у вертикальній площині на величину: Корисна модель відноситься до листопрокатного виробництва, а саме до конструкції робочої кліті кварто з пристроєм для регулювання товщини штаби шляхом додаткового вигину робочих валків. Відомий комплект подушок кліті листового стана має подушки опорних і робочих валків з гідравлічними плунжерами для притиснення робочих валків до опорних, при цьому гідравлічні плунжери встановлено у подушки нижнього робочого валка, а тиск масла на торець плунжера складає 152 ЗОМПа (150 -300кгс/см ), підшипники кочення встановлені на шийках валків. Контакт подушок робочих валків з подушками опорних валків виконано по поверхням, які паралельні вертикальним осям валків. (Ніколаєв В.О., Мазур В.Л. Технологія виробництва сортового та листового прокату. Частина 2. Підручник, -Запоріжжя, ЗДІА, 197с, рис.10.12). У цьому пристрої, завдяки великих зусиль масла на плунжер збільшується пружне сплющення крайових ділянок робочих і опорних валків і розширюється діапазон регулювання товщини штаби на крайових ділянках, знижується дефект штаб у вигляді "хвилястості". Цьому комплекту подушок бракує таке: - необхідність застосування спеціальної гідравлічної системи для створення тиску масла в межах до ЗОМПа; - обмеження додаткового вигину робочих валків; - обмежено величини пружнього сплющення робочого і опорного валків внаслідок значного тиску на підшипники кочення робочих валків в межах 5-7% від сили прокатки штаби; - нерівномірність тиску на підшипники кочення робочих валків внаслідок того, що площа торців плунжерів значно менше площі поверхні подушки, на яку вони опираються. При такому контакті може бути перекіс подушки відносно підшипника і передчасний вихід його із ладу. Найбільш близьким за сукупністю ознак до заявляемого комплекту подушок листового стана є пристрій, який включає подушки опорних і робочих валків, підшипники кочення, плунжери гідравлічних пристроїв, які встановлені у подушках нижнього робочого валка, при цьому на частки висоти бокові поверхні контакту подушок робочих і опорних валків виконано з нахилом на кут ф = 3 - 45 град, проти напрямку обертання робочих валків (Ніколаєв В.О., Васильєв О.Г. Комплект подушок кліті листового стана. Патент на корисну модель №63215А, Україна, опубл. Бюл. 2004, №1. Цьому комплекту подушок бракує таке: - пристрій може працювати при діаметрах робочих (Dp) і опорних валків (Don), які зафіксовані; - при зменшенні діаметрів робочих і опорних валків, і контакті поверхонь подушок робочих валків, і лап подушок опорних валків, які нахилені, збільшується розмір зазора пз між робочими валками; - при збільшенні діаметрів робочих і опорних валків, h 3 = const і наявності контакту з опорними валками, відсутній контакт поверхонь подушок і лап, які мають нахил. В основу корисної моделі поставлено задачу створення комплекту подушок робочих валків листового стана, в якому за рахунок застосування подушок робочих валків нової конструкції забезпе 5=1/2'(Don M -D O n)+(Dp M Dp), де DonM, D p M - максимальні діаметри опорного і робочого валків; Don, Dp - мінімальні діаметри опорного та робочого валків стана. CM CM 4221 чується регулювання розмірів (форми) міжвалкового зазору при будь-яких діаметрах робочих і опорних валків, забезпечується необхідна товщина штаби Для рішення поставленої задачі подушки робочих валків листового стана, які включають підшипники кочення, плунжери гідравлічних пристроїв, котрі встановлено у подушках нижнього робочого валка, а бокові поверхні подушок робочих валків на частки висоти виконано з нахилом на кут ф = 3 - 4 5 град проти напрямку обертання робочих валків, а також подушки робочих валків виконано з двох частин і при цьому составну частину з поверхнею, яка має нахил, переміщують у вертикальній площині на величину де Don м, Dp м - максимальні діаметри опорного та робочого валків, Don, Dp - мінімальні діаметри опорного та робочого валків листового стану Використання подушок робочих валків листового стана, які запропоновано, дозволяє досягти силове регулювання пружнього сплющення на крайових ділянках контакту валків незалежно від діаметрів робочого і опорного валків, дозволяє отримати більш точний розмір штаби та зменшити витрати металу На Фіг 1 зображено схему розташування подушок і валків КЛІТІ кварто листового стана На схемі показано подушки 1, 2 верхнього та нижнього опорних валків 3, 4 У лапи подушок 1, 2 входять составні подушки 5, 6, 7, 8 робочих валків 9, 10 В нижню частину подушки 8 встановлено плунжери 11, у які через систему 12 пщ тиском подається масло Верхня подушка опорного валка врівноважена пдроплунжерами 13 Між робочими валками прокатують штабу 14 Стрілками показано напрямок обертання робочих валків Осі робочих валків попередньо зміщено на е=6-10мм відносно опорних валків у напрямку прокатки штаби Частини 7, 8 закріплено болтами 15 до подушок 5, 6 і мають вільний хід у вертикальній площині відносно частин 5, 6 подушок Переміщення частин 7, 8 виконується з допомогою плунжера 11, а подушок 5, 6 - від плунжера 16 Таким чином, плунжер 16 притискує робочі валки до опорних валків, а плунжер 11 притискує частини 7, 8 подушок до лап подушок 1, 2 опорних валків 3, 4 з зусиллям Q Необхідна величина ходу частин 7, 8 відносно подушок 5, 6 знаходиться із різниці максимальних і мінімальних діаметрів опорного і робочого валків Величина ходу (переміщення у вертикальній площині) для проміжних діаметрів опорних і робочих валків - завжди менший за максимального ходу На Фіг 2, 3 показано фрагмент комплекту подушок з опорними і робочими валками На Фіг 2 показано положення частини 7 відносно подушки 5 для максимальних діаметрів валків 3, 10 Для получения необхідного зазору між робочими валками опорний валок 3 сумісно з подушкою 1 необхідно підняти відносно якогось проміжного положення валків (за постійних розмірах подушок їх поверхні, які нахилені, не мають власного контакту) В цьому випадку частину 7 необхідно підняти на величину 8-і до контакту з поверхнею лапи подушки 1 опор ного валка 3 та створення сил N і Т (фіг 1) На Фіг 3 показано положення частини 7 відносно подушки 5 для мінімальних діаметрів валків З, 10 Для получения необхідного зазору між робочими валками опорний валок 3 сумісно з подушкою 1 необхідно опустити до контакту з робочим валком 10 В цьому випадку частина 7 має інше положення, а зміщення частини 7 відносно подушки 5 становитиме величину 52 Це забезпечує виникнення на контакті сил N і Т та появу сили Tz на ДІЛЯНЦІ "С" (фіг 1) Таким чином, алгебраїчна сума переміщення частини 7 подушки 5 робочого 10 і опорного 3 валків дорівнює 5 = 5
ДивитисяДодаткова інформація
Назва патенту англійськоюChocks of working rolls of sheet rolling mill
Автори англійськоюNikolaiev Viktor Oleksandrovych
Назва патенту російськоюПодушки рабочих валков листового стана
Автори російськоюНиколаев Виктор Александрович
МПК / Мітки
МПК: B21B 31/00
Мітки: подушки, стана, листового, валків, робочих
Код посилання
<a href="https://ua.patents.su/4-4221-podushki-robochikh-valkiv-listovogo-stana.html" target="_blank" rel="follow" title="База патентів України">Подушки робочих валків листового стана</a>
Комплект подушок кліті листового стана
Номер патенту: 63215
Опубліковано: 15.01.2004
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 31/00
Мітки: листового, подушок, комплект, стана, кліті
Формула / Реферат:
Комплект подушок кліті листового стана, який включає подушки опорних і робочих валків, підшипники кочення, плунжери гідравлічних пристроїв, які встановлені у подушках нижнього робочого валка, при цьому бокові площини контакту подушок робочих і опорних валків розташовані паралельно вертикальним осям валків, який відрізняється тим, що на частині висоти бокові площини контакту подушок робочих і опорних валків виконані з нахилом на кут
Вузол робочих валків прокатного стана
Номер патенту: 23379
Опубліковано: 31.08.1998
Автори: Доброносов Юрій Костянтинович, Федорінов Володимир Анатолійович, Потапкін Віктор Федорович, Сатонін Олександр Володимирович, Морозов Ігор Олександрович
МПК: B21B 27/00
Мітки: вузол, робочих, стана, валків, прокатного
Формула / Реферат:
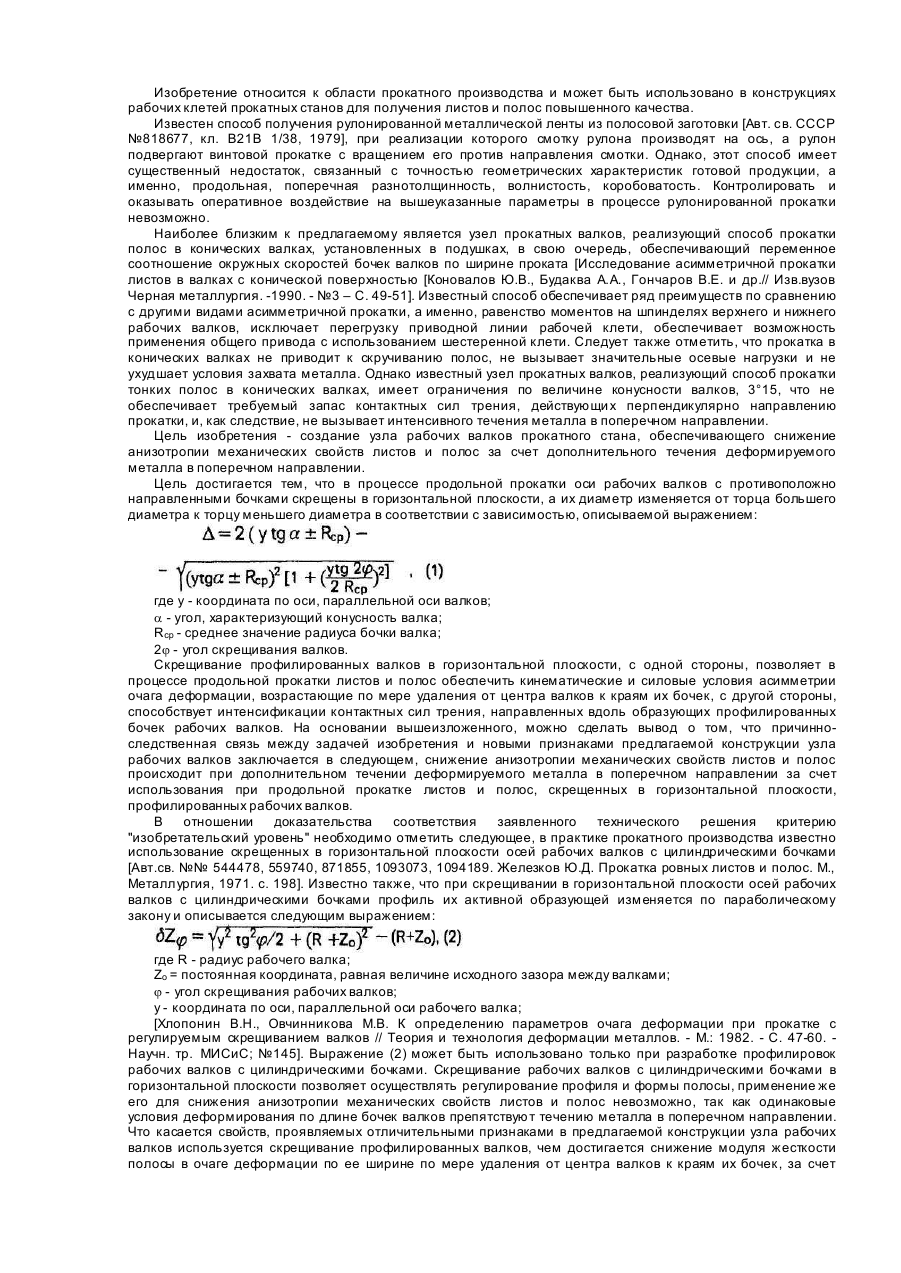
Узел рабочих валков прокатного стана, содержащий установленный в подушках посредством подшипников верхний и нижний рабочие валки с противоположно направленными бочками, диаметр которых изменяется от торца большего диаметра к торцу меньшего диаметра, отличающийся тем, что оси валков скрещены в горизонтальной плоскости, а профиль каждой бочки валков выполнен в соответствии с выражением:где a - угол наклона прямой, лежащей в...
Вузол подушок валків кліті кварто
Номер патенту: 31316
Опубліковано: 15.12.2000
Автори: Піховкін Микола Миколайович, Васильєв Олександр Геннадійович, Штехно Олег Миколайович, Мацко Сергій Володимирович, Путнокі Олександр Юліусович, Трофімов Віталій Олександрович, Тилик Василь Трохимович, Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович
МПК: B21B 27/06
Мітки: кварто, подушок, вузол, кліті, валків
Текст:
...штаби та самоцентрування II у валках, разом з цим усунення серповидності штаби та застрявання II в лінії стала. На фіг Л наведений вузол подушок валків КЛІТІ кварто, включаючий опорний валок 1, з шийками 2, які містяться в підшипниках ка чіння 3 установленні в подушках 4. Останні розташовуються на нижній поперечній станині 5 КЛІТІ (НИЖНЯ пара валків). На опорний валок через робочий валок 6 від штаби 7 передається сила прокатки г ....
Вузол подушок робочих та опорних валків кліток кварто
Номер патенту: 14113
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: опорних, кліток, вузол, робочих, кварто, подушок, валків
Формула / Реферат:
Узел подушек рабочих и опорных валков клетей кварто, содержащий подушки рабочих валков, установленные в расточках подушек опорных валков, подшипниковые опоры, гидравлическое уравновешивающее устройство верхнего рабочего валка и устройство для самоустановки верхнего рабочего валка относительно смежного с ним опорного валка, состоящего из гидроцилиндра, размещенного в подушке рабочего валка со стороны подушки опорного валка, а его ось...
Валковий вузол широкоштабового стана
Номер патенту: 34357
Опубліковано: 15.02.2001
Автори: Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Ніколаєв Олександр Вікторович
МПК: B21B 27/06
Мітки: стана, валковий, вузол, широкоштабового
Текст:
...умовах на моделі кліті кварто, з опорними валками діаметром Dоп = 80 мм, робочих – Dp = = 30 мм; довжина шийок опорних валків lш = 27 мм, а діаметр dш = 35 мм. Шийки опорних валків установлені в підшипниках качіння. Для одержання масштабних параметрів прогину опорного валка з торця шийки закріпляли стержень довжиною 200 мм, а відхилення його від нульової відмітки при навантаженні подушок вимірювали механічним індикатором з ціною...
Попередній патент: Спосіб лікування хронічного компартмент синдрому
Наступний патент: Ендоскопічний пристрій для субксифоїдальної резекції та фенестрації перикарду
Випадковий патент: Плазмотрон для поверхневого зміцнення деталей та інструменту