Подушка для встановлення цапфи валка
Формула / Реферат
1. Подушка (1) для встановлення цапфи (27) валка в прокатній кліті з втулкою (24) цапфи валка, який використовується для обробки сталі та кольорових металів, причому подушка (1) має повернену до валка сторону (3) бочки та відвідну сторону (4), протилежну стороні (3) бочки, а також приймальні камери (15, 16) для мастильного матеріалу на стороні (3) бочки вище горизонтальної середньої площини подушки (1), приймальну камеру (7) для мастильного матеріалу на стороні (3) бочки внизу в подушці (1) та язички (23) на стороні (3) бочки для щонайменше часткового відмежування приймальних камер (7, 15, 16) для мастильного матеріалу одна від одної, яка відрізняється тим, що язички (23) розташовані в ділянці верхніх отворів (13) для повернення мастильного матеріалу приймальних камер (15, 16) для мастильного матеріалу і служать для відведення мастильного матеріалу (2) в верхні отвори (13) для повернення мастильного матеріалу, причому язички (23) виконані у вигляді ковзного ущільнення (32).
2. Подушка за п. 1, яка відрізняється тим, що для відведення мастильного матеріалу від сторони (3) бочки до відвідної сторони (4) внизу у подушці розташований додатковий отвір (10) для повернення мастильного матеріалу, який розташований, переважно симетрично, в ділянці вертикальної середньої площини подушки.
3. Подушка за п. 2, яка відрізняється тим, що отвір (10) для повернення мастильного матеріалу виконаний з меншим діаметром, ніж отвір (13) для повернення мастильного матеріалу.
4. Подушка за п. 2 або п. 3, яка відрізняється тим, що отвір (10) для повернення мастильного матеріалу складається з декількох отворів (20).
5. Подушка за п. 2 або п. 3, яка відрізняється тим, що отвір (10) для повернення мастильного матеріалу утворений подовжнім отвором (21).
6. Подушка за одним із пп. 2-5, яка відрізняється тим, що додатковий отвір (10) для повернення мастильного матеріалу і отвори (13) для повернення мастильного матеріалу з'єднуються на відвідній стороні (4).
Текст
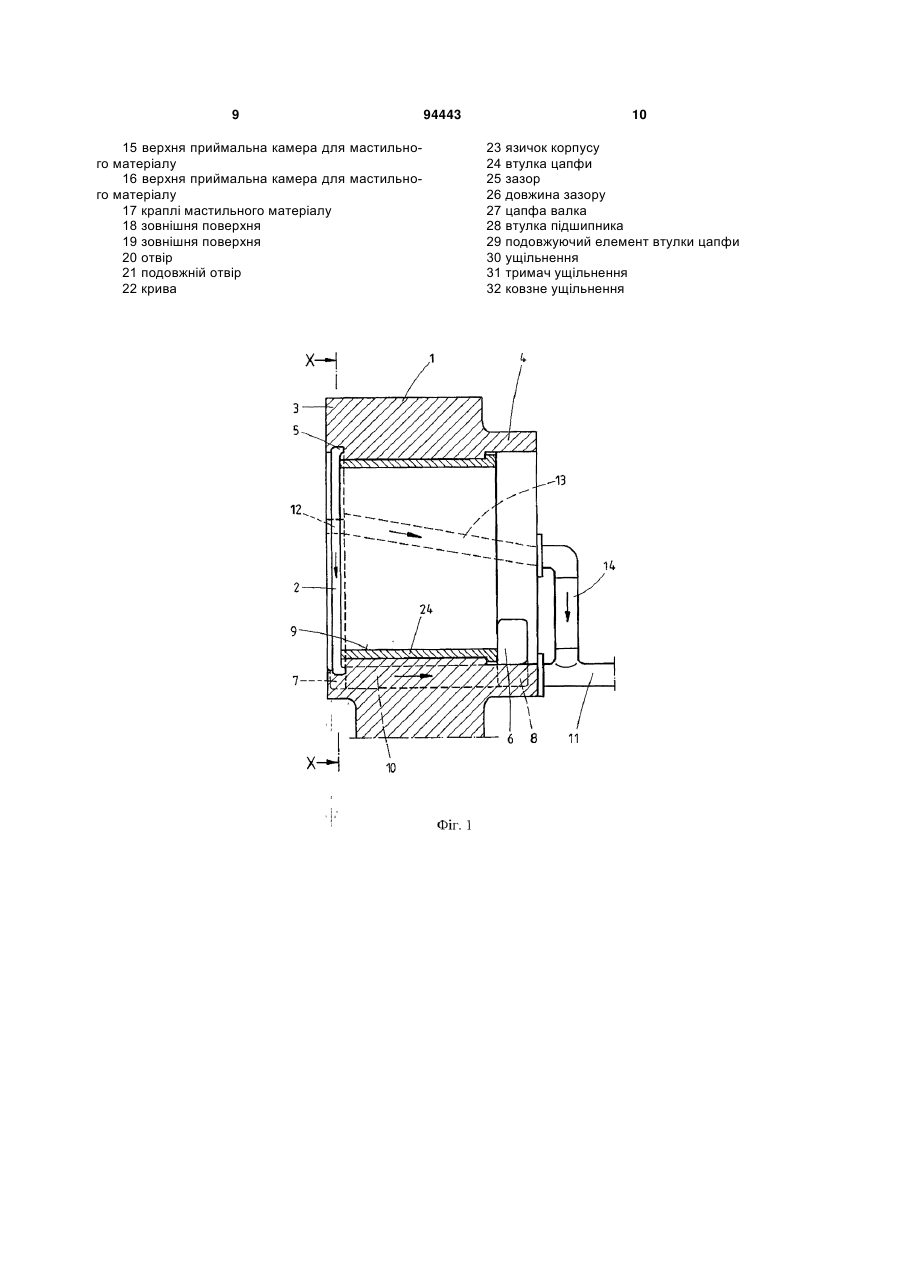
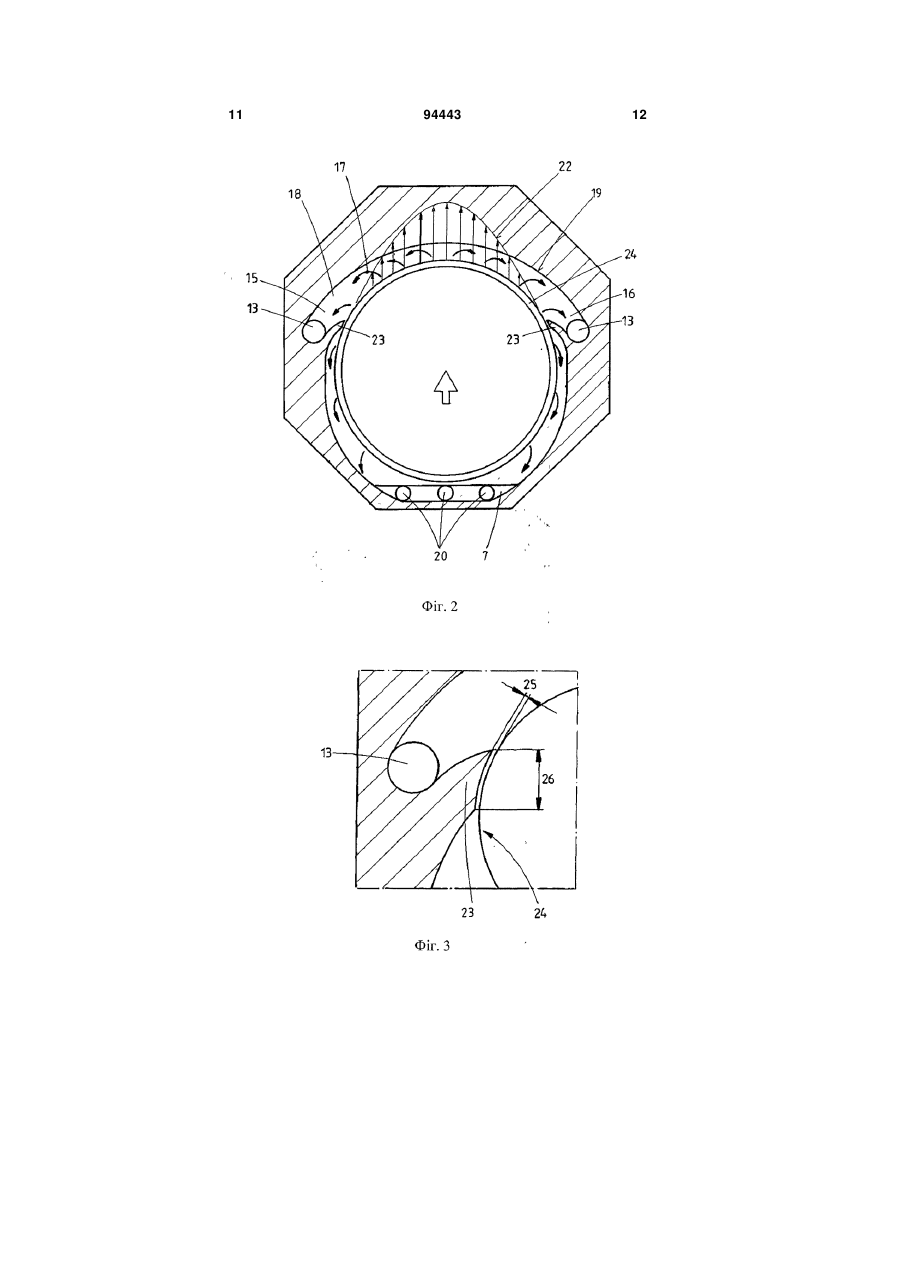
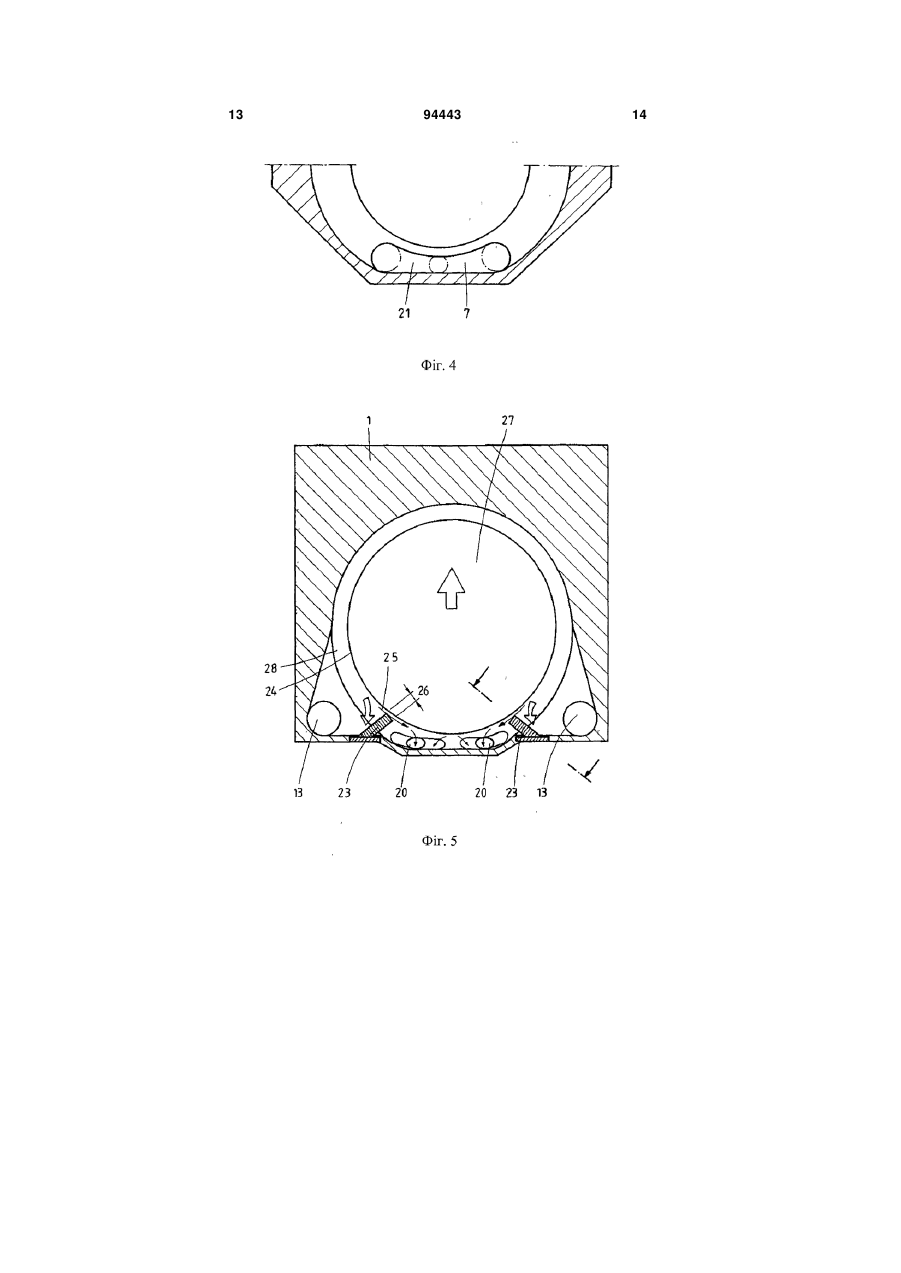
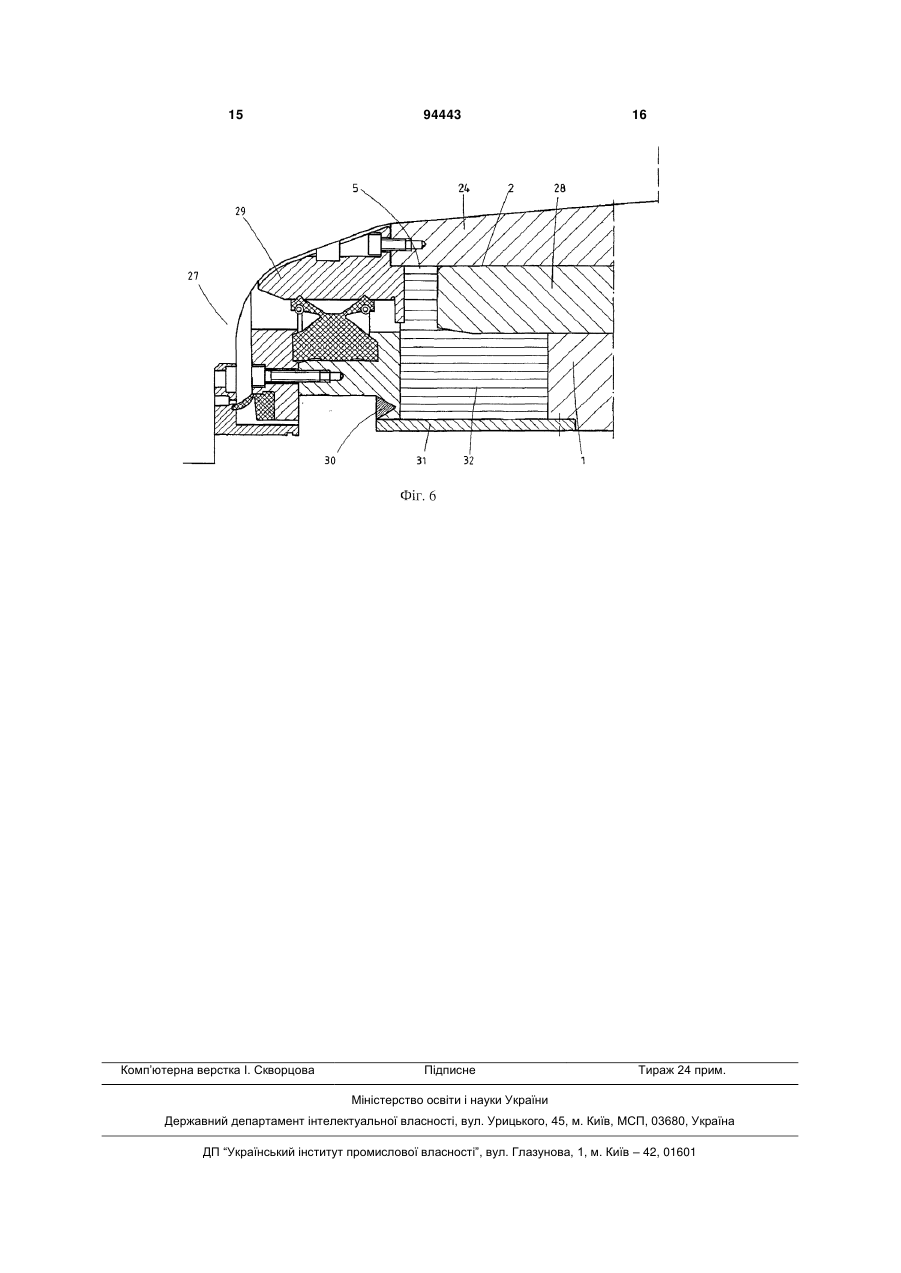
1. Подушка (1) для встановлення цапфи (27) валка в прокатній кліті з втулкою (24) цапфи валка, який використовується для обробки сталі та кольорових металів, причому подушка (1) має повернену до валка сторону (3) бочки та відвідну сторону (4), протилежну стороні (3) бочки, а також приймальні камери (15, 16) для мастильного матеріалу на стороні (3) бочки вище горизонтальної середньої площини подушки (1), приймальну камеру (7) для мастильного матеріалу на стороні (3) бочки внизу в подушці (1) та язички (23) на стороні (3) бочки для щонайменше часткового відмежування приймальних камер (7, 15, 16) для мастильного матеріалу одна від одної, яка відрізняється C2 2 94443 1 3 ляні кармани. Вони знаходяться у втулці підшипника і забезпечуються мастилом з масляного резервуара по каналах, які виконані в подушках у вигляді отворів. За допомогою постійного тиску масляних насосів мастило попадає на поверхні ковзання підшипника і там розподіляється. Надмірне мастило виступає на обох бокових кромках, там вловлюється і через відвідні трубопроводи повертається в масляний резервуар. Щоб в процесі прокатки мастило не попадало на виріб, що прокатується, на стороні бочки знаходиться ущільнення. Ущільнення підшипника ковзання може здійснюватися за допомогою виконаного шляхом фасонного пресування гумового профілю. Ущільнення сприяє попаданню виступаючого з підшипника мастила в порожнисті простори подушки, звідки здійснюється подальша передача. З ЕР 0285333 В1 відома втулка підшипника, яка за допомогою кільцевого каналу, що знаходиться в центрі підшипника, розділена на дві опорних ділянки. Через цей кільцевий канал відводиться близько 50% мастила, що витікає з підшипника. Виконана на стороні бочки ущільнювальна система навантажується лише половиною звичайної кількості мастила. Можливість неконтрольованого виступання мастила знижується. При цьому необхідно обидві ділянки втулки підшипника обладнати власним впуском, через який мастило направляється до внутрішньої поверхні підшипника. Далі, в кільцевому каналі розташовані випускні отвори для відведення мастила. Ці додаткові заходи сприяють підвищенню витрат на виготовлення. З WO 2004/065 031 А1 відома подушка для встановлення цапфи валка, що використовується для обробки сталі та кольорових металів, яка містить щонайменше одну приймальну камеру для мастильного матеріалу на стороні бочки і щонайменше одну приймальну камеру для мастильного матеріалу на відвідній стороні, які розташовані під найнижчою точкою підшипника, а також з'єднувальні отвори між приймальними камерами для мастильного матеріалу на стороні бочки і відвідній стороні, причому на стороні бочки подушки мастильний матеріал вловлюється в додаткових приймальних камерах для мастильного матеріалу в подушці. Додаткові приймальні камери для мастильного матеріалу при цьому розташовані вище або на висоті середньої площини. Це сприяє тому, що для мастила, яке виступає зверху, над середньою площиною, скорочується довгий шлях до найнижчої точки підшипника, чому заважає інше, виступаюче мастило. У подушці мастильний матеріал мастило - повинен приводитися до точки, де є найбільший тиск і найбільше тертя між цапфою валка і подушкою. У випадку верхньої подушки це місце завжди наверху, тобто над середньою площиною, оскільки зусилля, що надається при прокатці, направлене вгору і внаслідок цього тут завдяки цьому зусиллю мастильний матеріал - мастило також видавлюється з підшипника і повинен пройти довгий шлях до найнижчої точки підшипника. На 94443 4 цьому шляху є небезпека виступання мастила з ущільнення. У процесі роботи прокатного стану може бути порушена функція розташованого з боку бочки ущільнення. Наприклад, ущільнювальний язичок розташованого з боку бочки ущільнення протікає через піднімання мастила в камері уловлювання у мастиловідстійнику. Причиною іншого порушення є, наприклад, знос ущільнювального язичка ущільнення. Властивості ущільнювального язичка змінюються таким чином, що мастило може виступати. Це призводить до витоків мастила і великих втрат мастила. У лініях холодної прокатки через виступання мастила може статися, наприклад, забруднення штаби, яке погіршує якість продукту. Подальше направлення зібраного на стороні бочки в зборнику мастила у відомих подушках здійснюється через два отвори, які з'єднують сторону бочки з відвідною стороною. Отвори знаходяться під найнижчою точкою підшипника. Мастило тече через отвори до мастилозборника на зовнішній стороні подушки. Звідси мастило через одне або два приєднання до отворів звичайно направляється по рухомих шлангах в зворотний трубопровід до масляного резервуара. Відомі отвори при цьому передбачені в подушці справа і зліва (див. фіг. 2 в WO 2004/065 031, приймальні камери 20 та 21 для мастильного матеріалу з отворами 10, що відносяться до них, або фіг. 4А, 4В в ЕР 0285333, отвори 40). У обох варіантах виконання горизонтальна відстань між отворами для повернення мастила більше, ніж діаметр цапф валка. Відоме розташування і виконання отвору для повернення мастильного матеріалу в цьому положенні призводить до того, що подушки в нижній ділянці не можуть змінюватися, не переміщуючи отворів для повернення мастильного матеріалу. Тому в основі винаходу лежить задача, яка полягає в тому, щоб виконати подушку описаного спочатку типу таким чином, щоб надмірний мастильний матеріал повністю або майже повністю повертався з подушки в резервуар для мастильного матеріалу і щоб позиція або, відповідно, положення отворів для повернення мастильного матеріалу не порушували контур подушки в нижній ділянці. Ця задача згідно з винаходом вирішується за допомогою щонайменше одного язичка корпусу на стороні бочки, який виконаний таким чином, що ширина зазору відносно втулки цапфи менше заданого граничного значення ширини зазору. Завдяки малій ширині зазору досягається подача мастильного матеріалу, що знаходиться в приймальній камері. Таким чином, мастильний матеріал після свого виступання між втулкою цапфи і втулкою підшипника відводиться за допомогою язичка корпусу по суті до отворів для повернення мастильного матеріалу і виключається його перебування у верхній приймальній камері для мастильного матеріалу. Внаслідок безперервної циркуляції в цьому випадку в цих ділянках знов і знов знаходиться новий мастильний матеріал. Завдяки малому зазору досягається, що тільки невелика частина циркулюючої в цілому кількості мастильного матеріалу попадає в нижню приймальну ка 5 меру для мастильного матеріалу і там відводиться. Подальше удосконалення передбачає, що язички корпусу утворюють, по можливості, велику довжину зазору відносно обертового діаметра втулки цапфи розташованого з боку бочки ущільнення. Завдяки цьому досягається, що тільки обмежена кількість мастильного матеріалу проходить через зазор і попадає в наступну ділянку приймальної камери для мастильного матеріалу. При формуванні нижньої ділянки подушки передбачені лише невеликі отвори, які також можуть прийняти або відвести лише невеликі кількості мастильного матеріалу. За допомогою язичків корпусу щонайменше 80%, переважно 90% мастильного матеріалу направляється до верхніх отворів для повернення мастильного матеріалу. Інша кількість мастильного матеріалу через нижній отвір або нижні отвори для повернення мастильного матеріалу попадає в резервуар для мастильного матеріалу. Щоб забезпечити можливість заміни пошкодженого або дефектного язичка корпусу один варіант виконання передбачає, що язичок корпусу виконаний у вигляді окремої деталі і може замінюватися. Для цього передбачено, що язичок корпусу замінюється без розбирання всієї подушки. Щоб ще більше зменшити протікання мастильного матеріалу в ділянці язичків корпусу, переважний варіант виконання передбачає, що виготовлені з можливістю заміни язички корпусу потрібно виконати у вигляді ковзного ущільнення. Замість жорсткого язичка корпусу, який залишає вільним невеликий зазор, вбудовується ковзне ущільнення, яке може бути в контакті з обертовою втулкою цапфи. Наприклад, існує ковзне ущільнення, яке складається з тримача ущільнення, на яке напаяне стільникове ущільнення з металевої фольги. Інші варіанти виконання як, наприклад, пластмасові ребра, гумові пластини або т.п. також можуть братися до уваги. При цьому ковзне ущільнення може деформуватися, що робить можливим зміщення осі валка. Ковзне ущільнення пристосовується до змінених монтажних положень. Спеціальний варіант виконання подушки передбачає, що отвір для повернення мастильного матеріалу виконаний, переважно симетрично, в ділянці вертикальної середньої площини. Тобто розташовані раніше поза вертикальною площиною проекції цапфи валка отвору для повернення мастильного матеріалу зсуваються до центра. Завдяки цьому контури подушок у відповідно нижній ділянці змінюються без ослаблення таким чином, що вони, наприклад, можуть вбудовуватися в змінений проріз станини. Було встановлено, що для зменшених завдяки розташованим вище горизонтальної середньої площини зборникам мастильного матеріалу кількостей мастильного матеріалу в нижній частині подушки достатньо одного отвору для повернення мастильного матеріалу для відведення мастильного матеріалу. При цьому в першому варіанті виконання отвір для повернення мастильного матеріалу передбачений у вертикальній середній площині, причому 94443 6 діаметр цього отвору для повернення мастильного матеріалу менше діаметра отворів для повернення мастильного матеріалу, які з'єднують камери для мастильного матеріалу вище або на рівні середньої площини сторони бочки з відвідною стороною. Менший діаметр виходить з меншого об'єму мастильного матеріалу, який повинен відводитися з приймальної камери для мастильного матеріалу під найнижчою точкою підшипника. Як варіант виконання пропонується, щоб нижній отвір для повернення мастильного матеріалу був утворений трьома паралельними малими отворами або одним подовжнім отвором. Завдяки цьому досягається, що подушка в ділянці середньої площини повинна мати меншу висоту, ніж при виконанні лише з єдиним отвором для повернення мастильного матеріалу. Інший варіант виконання передбачає, що отвори для повернення мастильного матеріалу з'єднуються на відвідній стороні. У порівнянні з відомими варіантами виконання з чотирма отворами для повернення мастильного матеріалу є перевага в тому, що потрібна менша кількість з'єднувальних елементів, щоб з'єднати з'єднані на відвідній стороні отвори для повернення мастильного матеріалу. Винахід описується більш детально на основі представлених дуже схематично креслень, на яких: Фіг. 1 - розріз половини першого варіанта виконання подушки, Фіг. 2 - вигляд спереду подушки з фіг. 1 вздовж площини Х-Х, Фіг. 3 - язичок корпусу в детальному зображенні, Фіг. 4 - інший варіант виконання нижнього отвору, Фіг. 5 - вигляд спереду другого варіанта виконання подушки і Фіг. 6 - на вигляді збоку і в розрізі подушка згідно з фіг. 5 у позначеному там положенні розрізу. Фіг. 1 показує подушку 1, в якій цапфа 27 валка (не показана) встановлена за допомогою втулки 24 цапфи і втулки 28 підшипника (не показана). У той час як втулка 24 цапфи з'єднана без можливості провертання з цапфою 27 валка, втулка 28 підшипника закріплена в подушці 1. Між втулкою 28 підшипника і втулкою 24 цапфи знаходиться безперервна плівка мастильного матеріалу. Мастильний матеріал 2 за допомогою системи повернення мастильного матеріалу через впускні кармани для мастильного матеріалу попадає в зазор між втулкою 28 підшипника і втулкою 24 цапфи. При симетричному розподілі навантаження мастильний матеріал 2 відводиться порівну на стороні 3 бочки і відвідній стороні 4. Для відведення мастильного матеріалу 2 в подушці 1 на стороні 3 бочки і на відвідній стороні 4 виконані обвідні приймальні канали 5, 6 для мастильного матеріалу. Ці приймальні канали 5, 6 для мастильного матеріалу збільшуються в нижній ділянці до двох приймальних камер 7, 8 для мастильного матеріалу, які знаходяться під найнижчою точкою 9 внутрішнього діаметра втулки підшипника. 7 Відомий, розташований внизу в подушці 1 отвір 10 сприяє відведенню мастильного матеріалу 2 з приймальної камери 7 для мастильного матеріалу на стороні 3 бочки до відвідної сторони 4 подушки 1. Мастильний матеріал 2 вловлюється на відвідній стороні 4 в приймальній камері 8 для мастильного матеріалу і звідти по шлангу або по двох рухомих шлангах 11 направляється до не показаного резервуара для мастильного матеріалу. Там мастильний матеріал 2 очищається і/або охолоджується, щоб після цього знов попрямувати в підшипник. Для додаткового відведення мастильного матеріалу 2 над середньою площиною знаходяться інші приймальні камери 12 для мастильного матеріалу. Ці приймальні камери 12 для мастильного матеріалу за допомогою отворів 13 для повернення мастильного матеріалу з'єднані з відвідною стороною 4. Мастильний матеріал 2 на відвідній стороні 4 прямує через з'єднувальний елемент 14 в шланг або шланги 11. Фіг. 2 показує як приклад положення двох приймальних камер 15 та 16 для мастильного матеріалу вище горизонтальної середньої площини. Залежно від напрямку обертання валка краплі 17 мастильного матеріалу сильно розбризкуються на зовнішні поверхні 18 або 19 приймальних каналів 5 для мастильного матеріалу. Звідти мастильний матеріал 2 може стікати в приймальні камери 15 або 16 для мастильного матеріалу. Мастильний матеріал 2, який виступає під приймальними камерами 15, 16 для мастильного матеріалу, направляється в нижню приймальну камеру 7 для мастильного матеріалу. Приймальна камера 7 для мастильного матеріалу на стороні 3 бочки трьома паралельними отворами 20 з'єднана з нижнім зборником 8 мастильного матеріалу на відвідній стороні 4. Якщо представлена подушка 1 передбачена як верхня подушка 1, то не показана цапфа валка надає зусилля в напрямку, показаному стрілкою, і здійснює розподіл опорних зусиль, представлений, наприклад, кривою 22. Через зборники 15, 16 мастильного матеріалу та отвори 13 для повернення мастильного матеріалу тільки мала частина мастильного матеріалу 2 попадає в нижній зборник 7 мастильного матеріалу. Він може з'єднуватися із зборником 8 мастильного матеріалу, наприклад, за допомогою трьох малих отворів 20 для повернення мастильного матеріалу. На фіг. 3 в подробицях показані деталі виконані у вигляді язичків корпусу. Язички 23 корпусу виконані таким чином, що залишається лише мінімально можлива ширина зазору 25 між язичками 23 корпусу та обертовими діаметрами 24 втулки цапфи або робочої втулки ущільнення цапфи. Чим менше зазор 25, тим більше мастильного матеріалу 2 відводиться в приймальні камери 15, 16 для мастильного матеріалу. Крім того, потрібно реалізувати максимально можливу довжину 26 зазору. Язички 23 корпусу розташовані таким чином, щоб як можна більше мастильного матеріалу 2 направлялося у верхні отвори 13 для повернення мастильного матеріалу. Лише невелика кількість мастильного матеріалу 2 попадає в нижні отвори 20. 94443 8 На фіг. 4 як альтернатива показаний подовжній отвір 21 замість трьох малих отворів 20. Фіг. 5 показує вигляд спереду другого варіанта виконання подушки 1 з цапфою 27 валка, на якій знаходиться втулка 24 цапфи і разом з якою обертається цапфа 27 валка. 3 подушкою 1 з'єднана також жорстко закріплена втулка 28 підшипника. Всупереч першому варіанту виконання отвору 13 для повернення мастильного матеріалу знаходяться нижче середньої площини цапфи валка. У вертикальній середній площині передбачені малі отвори 20 або подовжній отвір для відведення залишкової кількості мастильного матеріалу з боку 3 бочки на відвідну сторону 4. В ділянці між отворами 13 для повернення мастильного матеріалу і малими отворами 20 або подовжнім отвором виконані язички 23 корпусу. Ці язички 23 корпусу утворені у вигляді деталей, що замінюються, і можуть вбудовуватися і демонтуватися без демонтажу подушки. Язички 23 корпусу направлені і виконані таким чином, що вони утворюють зазор 25 з довжиною 26 зазору. Залежно від вимог язички корпусу виготовляються з різних матеріалів. На фіг. 6 представлена подушка відповідно до фіг. 5 на вигляді збоку в розрізі. Стаціонарна подушка 1 виконана із стаціонарною втулкою 28 підшипника. На цапфі 27 валка знаходиться втулка 24 цапфи, до якої прикручений подовжуючий елемент 29 втулки цапфи. Ці деталі обертаються. Між втулкою 24 цапфи і втулкою 28 підшипника знаходиться мастильний матеріал 2, який попадає в приймальний канал 5 для мастильного матеріалу. У приймальний канал 5 для мастильного матеріалу, як показано на фіг. 5, видається язичок 23 корпусу, так що залишається зазор, наприклад, близько 1-2 мм. Язичок 23 корпусу вставляється або демонтується у вигляді окремої деталі. Представлений спеціальний язичок 23 корпусу, що виконаний у вигляді ущільнення 30 і складається з тримача 31 ущільнення і ковзного ущільнення 32, наприклад, стільникового ущільнення з металевої фольги. Обидві частини з'єднані між собою за допомогою паяння. 9 Перелік посилальних позицій 1 подушка 2 мастильний матеріал 3 сторона бочки 4 відвідна сторона 5 приймальний канал для мастильного матеріалу 6 приймальний канал для мастильного матеріалу 7 нижня приймальна камера для мастильного матеріалу 8 нижня приймальна камера для мастильного матеріалу 9 найнижча точка втулки підшипника 10 отвір для повернення мастильного матеріалу 11 шланг 12 приймальна камера для мастильного матеріалу 13 отвір для повернення мастильного матеріалу 14 з'єднувальний елемент 9 15 верхня приймальна камера для мастильного матеріалу 16 верхня приймальна камера для мастильного матеріалу 17 краплі мастильного матеріалу 18 зовнішня поверхня 19 зовнішня поверхня 20 отвір 21 подовжній отвір 22 крива 94443 10 23 язичок корпусу 24 втулка цапфи 25 зазор 26 довжина зазору 27 цапфа валка 28 втулка підшипника 29 подовжуючий елемент втулки цапфи 30 ущільнення 31 тримач ущільнення 32 ковзне ущільнення 11 94443 12 13 94443 14 15 Комп’ютерна верстка І. Скворцова 94443 Підписне 16 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation part for receiving a roll journal
Автори англійськоюKeller Karl, Knie Daniel
Назва патенту російськоюПодушка для установки цапфы валка
Автори російськоюКеллер Карл, Кни Даниель
МПК / Мітки
МПК: F16C 33/10, F16C 32/06, B21B 31/07
Мітки: встановлення, валка, цапфи, подушка
Код посилання
<a href="https://ua.patents.su/8-94443-podushka-dlya-vstanovlennya-capfi-valka.html" target="_blank" rel="follow" title="База патентів України">Подушка для встановлення цапфи валка</a>
Надувна подушка

Номер патенту: 793
Опубліковано: 16.04.2001
Автори: Краузе Людмила Олександрівна, Романов Павло Аркадійович
МПК: A47G 9/00, A47G 9/06, A47C 27/00
Формула / Реферат:
1. Надувна подушка, яка містить U-подібну надувну камеру, виконану з еластичного матеріалу і розташовану в U-подібному чохлі з тканинного матеріалу, яка відрізняється тим, що на кінцях камери і чохла на периферійній стороні подушки встановлені засоби з'єднання камери з чохлом, які виконані з можливістю зміни місця указаного з'єднання уздовж периферійної твірної чохла.2. Надувна подушка по п. 1, яка відрізняється тим, що засоби...
Пружна планка подушки валка прокатного стана

Номер патенту: 42803
Опубліковано: 27.07.2009
Автори: Артюх Геннадій Васильович, Артюх Віктор Геннадійович, Мазур Владлен Олегович
МПК: B21B 13/00
Мітки: подушки, пружна, валка, стана, планка, прокатного
Формула / Реферат:
1. Пружна планка подушки валка прокатного стана, що містить отвори для кріплення до подушки, яка відрізняється тим, що вона виготовлена з низькомодульного матеріалу і з плоскою контактною поверхнею.2. Пружна планка за п. 1, яка відрізняється тим, що вона виготовлена з поліаміду, поліпропілену, поліетилену або поліуретану.
Пристрій для повернення масла в підшипниках валка
Номер патенту: 85185
Опубліковано: 12.01.2009
Автори: Денкер Вольфганг, Ляйстен Вінфрід
МПК: B21B 31/00
Мітки: валка, підшипниках, пристрій, повернення, масла
Формула / Реферат:
1. Пристрій для повернення масла з ділянки бічної поверхні (ST) бочки (WB) валка і обводової поверхні встановленої в підшипнику підшипникового вузла (LES) цапфи (WZ) валка (W) прокатного стана, в якому на цапфу (WZ) натягнуте розташоване між елементами підшипника і бічною поверхнею (ST) бочки (WB) валка ущільнювальне обертове кільце (DLR), і посаджене циліндричною внутрішньою поверхнею на зовнішній поверхні ущільнювального обертового кільця...
Опорний вузол робочого валка

Номер патенту: 14130
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: валка, вузол, опорний, робочого
Формула / Реферат:
Опорный узел рабочего валка, содержащий подушку рабочего валка, установленную между соединенными поперечиной боковинами подушки опорного валка, клин с плоской гранью и клиновой площадкой с уклоном в направлении прокатки, имеющий контакт с клиновой поверхностью, и распорный гидроцилиндр, плунжер которого оперт на одну из поверхностей клина, отличающийся тем, что, с целью повышения долговечности подшипников рабочих валков путем снижения осевых...
Подушка для сидіння
Номер патенту: 40450
Опубліковано: 10.04.2009
Автор: Гудима Василь Штефанович
МПК: B60N 2/16
Формула / Реферат:
1. Подушка для сидіння, що містить жорстку основу, яка відрізняється тим, що подушка містить дві однакові бокові частини, з'єднані між собою третьою середньою частиною, виконаною у вигляді нежорсткої смуги, яка ділить подушку навпіл у повздовжньому напрямку, причому при розташуванні подушки на сидінні бокові частини розташовані під кутом одна до одної, а зовнішні повздовжні краї цих частин розташовані вище середньої частини подушки.2....
Попередній патент: Очищення і застосування білкового фактора, що сприяє загоєнню ран
Випадковий патент: Спосіб автоматичного керування процесом деаерації томатного соку