Спосіб для підтримки принаймні частково ручного управління прокатним станом металообробки



Формула / Реферат
1. Спосіб для підтримки принаймні частково ручного управління прокатним станом металообробки, в якому обробляється метал у формі смуги або сляба, або метал чорнового профілю, причому безперервно, по відношенню до щонайменше одного визначеного місця прокатного стана металообробки, визначається частка щонайменше однієї фази металу з урахуванням робочих параметрів прокатного стана металообробки, які впливають на фазовий стан, і/або параметрів стану металу, і частка щонайменше однієї фази по відношенню до щонайменше одного певного місця прокатного стана металообробки відображається обслуговуючому оператору.
2. Спосіб за п. 1, який відрізняється тим, що для визначення частки фази застосовується модель для визначення фазового стану металу в різних точках металу, причому беруться до уваги відстежування траєкторії точок металу і/або первинні дані, які описують метал, що надходить в прокатний стан металообробки, і його стан.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що застосовується щонайменше один вимірювальний пристрій для прийому параметрів стану металу, зокрема пірометр.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що метал обробляється на виконаному з ділянкою для охолодження металу прокатному стані металообробки.
5. Спосіб за п. 4, який відрізняється тим, що як параметри стану металу застосовуються виміряні значення першого пірометра, включеного перед ділянкою охолодження, і другого пірометра, включеного після ділянки охолодження.
6. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що частка фази відображається по відношенню до місця в кінці прокатного стана обробки.
7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що додатково до визначення поточної частки при зміненому управлінні щонайменше одним компонентом прокатного стана обробки також визначається і відображається прогноз для майбутньої частки фази з урахуванням зміненого управління на місці.
8. Спосіб за п. 7, який відрізняється тим, що вибирається тестовий режим, в якому змінене управління не приймається безпосередньо.
9. Спосіб за будь-яким із пп. 1-8, який відрізняється тим, що визначається і відображається частка фаз аустеніту і/або фериту, і/або перліту, і/або цементиту, і/або інших фаз.
10. Спосіб за будь-яким із пп. 1-9, який відрізняється тим, що індикація часток фаз здійснюється у формі кривої і/або кругової діаграми, і/або в числовій формі, і/або у вигляді стовпчикової діаграми, і/або у вигляді колірної діаграми.
11. Спосіб за будь-яким із пп. 1-10, який відрізняється тим, що при спаді нижче або перевищенні щонайменше одного заданого значення для щонайменше однієї частки фази на місці видається попереджувальне повідомлення.
12. Прокатний стан металообробки для обробки металу у формі смуги або сляба, або чорнового профілю металу (4) з управляючим пристроєм (7) включає обчислювальний блок (8), виконаний з можливістю безперервного визначення частки щонайменше однієї металургійної фази металу (4) по відношенню до щонайменше одного певного місця (15) прокатного стана (1) металообробки з урахуванням робочих параметрів (S), які здійснюють вплив на фазовий стан, і/або параметрів стану металу (4), пристрій (9) введення для принаймні частково ручного, можливо вибіркового, управління роботою прокатного стана металообробки, а також пристрій (10) індикації для індикації (20) частки щонайменше однієї фази по відношенню до певного місця (15) прокатного стана (10) металообробки.
13. Прокатний стан металообробки за п. 12, який відрізняється тим, що в обчислювальному блоці (8) для визначення частки фази збережена модель (13) для визначення фазового стану металу (4) в різних точках металу з урахуванням відстежування (28) траєкторії точок металу і/або первинних даних (Р), які описують метал (4), що надходить в прокатний стан (1) металообробки, і його стан.
14. Прокатний стан металообробки за п. 12 або п. 13, який відрізняється тим, що він містить вимірювальний пристрій для прийому параметрів стану металу, зокрема пірометр (11).
15. Прокатний стан металообробки за будь-яким із пп. 12-14, який відрізняється тим, що містить ділянку (2) охолодження, що включає виконавчі елементи (6) для впливу на температуру металу.
16. Прокатний стан металообробки за п. 15, який відрізняється тим, що, відповідно, на початку і в кінці ділянки (2) охолодження передбачені пірометри (11), причому обчислювальний блок (8) виконаний з можливістю урахування виміряних значень (Т) пірометра (11) як параметрів стану металу.
17. Прокатний стан металообробки за будь-яким із пп. 12-16, який відрізняється тим, що пристрій (10) індикації виконаний з можливістю індикації частки фази у формі кривої і/або кругової діаграми, і/або в числовій формі, і/або у вигляді стовпчикової діаграми, і/або у вигляді колірної діаграми.
18. Прокатний стан металообробки за будь-яким із пп. 12-17, виконаний з можливістю здійснення способу за будь-яким із пп. 1-11.
Текст
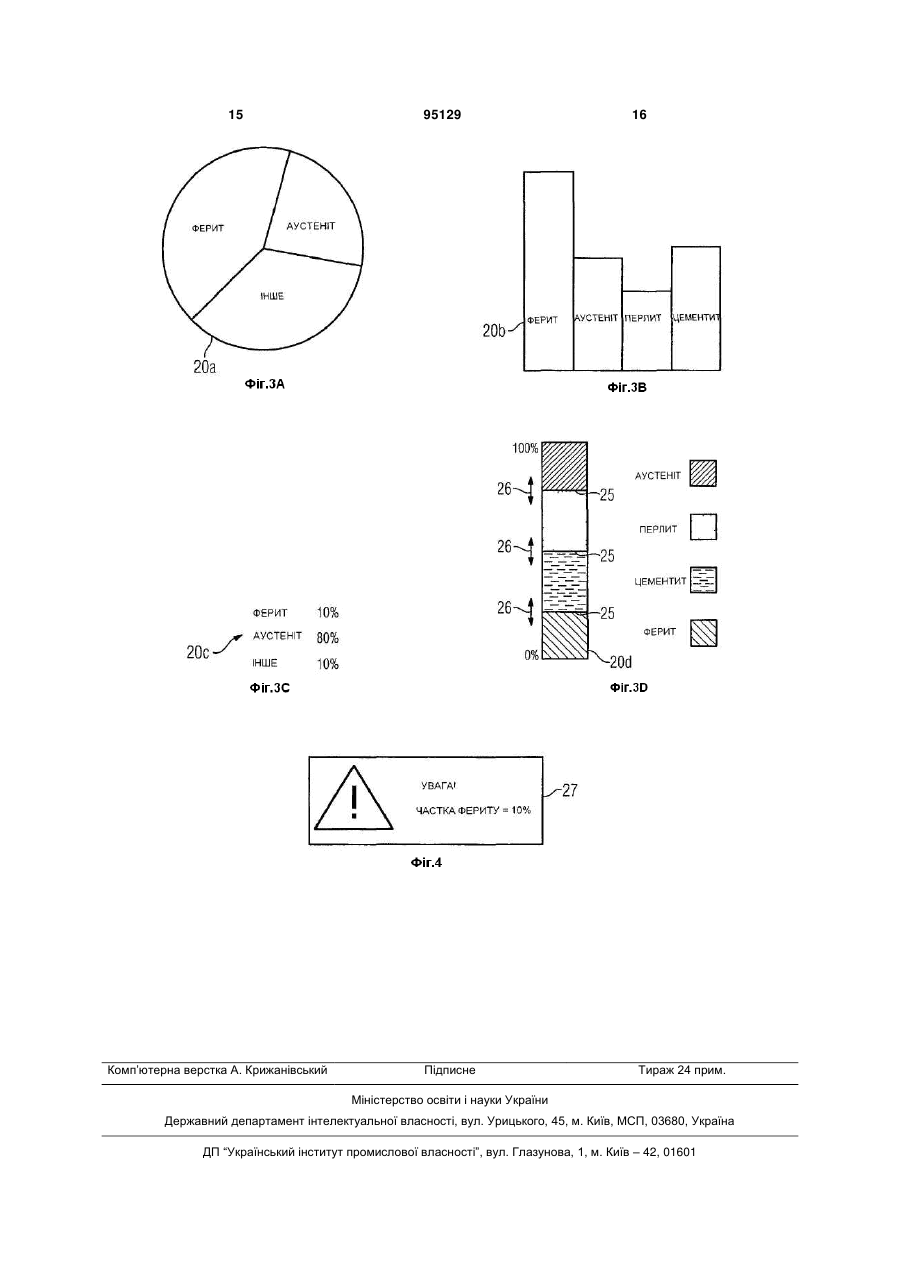
1. Спосіб для підтримки принаймні частково ручного управління прокатним станом металообробки, в якому обробляється метал у формі смуги або сляба, або метал чорнового профілю, причому безперервно, по відношенню до щонайменше одного визначеного місця прокатного стана металообробки, визначається частка щонайменше однієї фази металу з урахуванням робочих параметрів прокатного стана металообробки, які впливають на фазовий стан, і/або параметрів стану металу, і частка щонайменше однієї фази по відношенню до щонайменше одного певного місця прокатного стана металообробки відображається обслуговуючому оператору. 2. Спосіб за п. 1, який відрізняється тим, що для визначення частки фази застосовується модель для визначення фазового стану металу в різних точках металу, причому беруться до уваги відстежування траєкторії точок металу і/або первинні дані, які описують метал, що надходить в прокатний стан металообробки, і його стан. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що застосовується щонайменше один вимірювальний пристрій для прийому параметрів стану металу, зокрема пірометр. 4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що метал обробляється на виконаному з ділянкою для охолодження металу прокатному стані металообробки. 2 (19) 1 3 95129 4 також пристрій (10) індикації для індикації (20) частки щонайменше однієї фази по відношенню до певного місця (15) прокатного стана (10) металообробки. 13. Прокатний стан металообробки за п. 12, який відрізняється тим, що в обчислювальному блоці (8) для визначення частки фази збережена модель (13) для визначення фазового стану металу (4) в різних точках металу з урахуванням відстежування (28) траєкторії точок металу і/або первинних даних (Р), які описують метал (4), що надходить в прокатний стан (1) металообробки, і його стан. 14. Прокатний стан металообробки за п. 12 або п. 13, який відрізняється тим, що він містить вимірювальний пристрій для прийому параметрів стану металу, зокрема пірометр (11). 15. Прокатний стан металообробки за будь-яким із пп. 12-14, який відрізняється тим, що містить ді лянку (2) охолодження, що включає виконавчі елементи (6) для впливу на температуру металу. 16. Прокатний стан металообробки за п. 15, який відрізняється тим, що, відповідно, на початку і в кінці ділянки (2) охолодження передбачені пірометри (11), причому обчислювальний блок (8) виконаний з можливістю урахування виміряних значень (Т) пірометра (11) як параметрів стану металу. 17. Прокатний стан металообробки за будь-яким із пп. 12-16, який відрізняється тим, що пристрій (10) індикації виконаний з можливістю індикації частки фази у формі кривої і/або кругової діаграми, і/або в числовій формі, і/або у вигляді стовпчикової діаграми, і/або у вигляді колірної діаграми. 18. Прокатний стан металообробки за будь-яким із пп. 12-17, виконаний з можливістю здійснення способу за будь-яким із пп. 1-11. Винахід стосується способу для підтримки, щонайменше, частково ручного управління прокатним станом металообробки, в якому обробляється метал у формі смуги, або сляба або чорнового профілю, а також прокатного стану металообробки. Такі прокатні стани металообробки, наприклад, автоматичні лінії для прокатування металу, ділянки охолодження для охолодження металу або комбінація їх обох загальновідомі. При цьому часто в кінцевому продукті або для визначених етапів обробки необхідні по можливості більш точно визначені фазові стани металу, це означає, що визначені фазові складові різних фаз металу, зокрема, сталі, задані як цільові значення. Встановлення цих цільових значень є істотним критерієм для якості металу. Щоб в автоматично керованій установці досягти по можливості точного встановлення бажаного фазового стану металу, було, наприклад, в WO 2005/099923 А1 запропоновано застосовувати модель фазового перетворення, яка з урахуванням відстежування маршруту, робочих параметрів прокатного стану металообробки, первинних даних, які описують метал, що поступає в прокатний стан металообробки, і його стан, із виміряних значень визначає, щонайменше, одну фазову складову у відстежуваних на маршруті точках металу, і на основі результатів відповідно управляти ділянкою охолодження. Автоматичне управління, проте, не може в кожному процесі насправді досягти бажаних цільових параметрів (наприклад, розподіли фаз, температури, товщини і тому подібне) оброблюваного метала, так що відомі установки з, щонайменше, частково ручним управлінням. В цих установках обслуговуючий оператор може управляти різними компонентами, наприклад, виконавчими елементами для охолодження, рольгангами або валками, вручну, щоб досягти встановлення бажаних цільових параметрів. В кінці прокатного стану обробки тоді вимірюється, наприклад, температура, яка відображається оператору, наприклад, в кінці ділянки охолодження. Різне встановлення робочих параметрів може при цьому приводити до тієї ж температури, проте до різних фазових станів металу, так що - не помітно для оператора - може виникнути бракована продукція. Також тим часом виникатиме гірша якість оброблюваного металу. Може відбутися те, що на основі неправильного фазового розподілу обробка піддається помилкам, і виникають викривлення, так звані недокати у вигляді гармошки в установці, метал в установці перекошується або зчіплюється, що може привести, щонайменше, до простою устаткування. При подібному недокаті виникає також небезпека для присутніх осіб. У основі винаходу лежить задача запропонувати спосіб для підтримки, щонайменше, частково ручного управління прокатним станом металообробки, який забезпечує оператору можливість кращого налаштування з урахуванням цільових параметрів і тому підвищує якість оброблюваного металу, знижує браковану продукцію і запобігає виникненню недокатів. Для вирішення цієї задачі в способі вищезгаданого типу згідно з винаходом передбачено, що безперервно, по відношенню до, принаймні, одного визначеного місця прокатного стану металообробки, визначається частка, щонайменше, однієї металургійної фази металу з урахуванням робочих параметрів прокатного стану металообробки, на які впливає фазовий стан, і/або параметрів стану металу, і частка, щонайменше, однієї фази по відношенню до, щонайменше, одного визначеного місця прокатного стану металообробки відображається обслуговуючому оператору. Згідно з винаходом, таким чином, спочатку визначається частка, щонайменше, однієї фази у визначеному, зокрема, релевантному для процесу обробки місці прокатного стану металообробки. Результат визначення може також застосовуватися для частково автоматичного управління прокатним станом металообробки, але, проте, згідно із 5 запропонованим способом переважним чином відображається обслуговуючому оператору в реальному часі, наприклад, на управляючому пристрої. Оператор отримує тим самим актуальну для якості оброблюваного металу інформацію, яка безпосередньо відтворює вплив зроблених їм ручних регулювань, так що, при необхідності, шляхом подальших змін ручні регулювання можуть бути далі оптимізовані. Індикація служить, таким чином, забезпеченню якості, проте також запобігає виникненню недокатів і браку продукції і підвищує безпеку на прокатному стані металообробки. Зокрема, індикація може застосовуватися і тоді, коли прокатний стан металообробки працює в автоматичному режимі, так що своєчасно можна розпізнати, що виникають проблеми з якістю, і перейти на ручне управління, щоб зробити відповідну корекцію. Загалом, під поняттям "Ручне управління" тут повинне також матися на увазі мінімальне втручання - тобто будь-який тип призначеної для користувача інформації, який має впливи, хоч би і дуже малі, на виробничий процес. Прикладом такого ручного втручання, яке також представляє ручне управління, є вибір відповідної плоскості охолодження або відповідних параметрів охолодження. Для визначення згаданої частки можна, зокрема, застосовувати модель для визначення фазового стану металу в різних точках металу (певних місцях на металі), причому беруться до уваги відстежування траєкторії точок металу і/або первинні дані, які описують метал, що поступає в прокатний стан металообробки, і його стан. Такі моделі дають надійні виводи про фазовий стан металу в різних точках. Модель ініціалізувалася для кожної точки металу, що поступає в прокатний стан металообробки, при необхідності, на основі вимірювання. Всі точки металу, що знаходяться в прокатному стані, відстежуються. Оскільки на основі відстежування траєкторій і робочих параметрів впливи по всіх точках металу відомі, то можна безперервно актуалізувати фазовий стан в кожній з даних точок металу. Для індикації потрібно тоді тільки запрошувати відповідну інформацію в визначених місцях прокатного стану металообробки. Ця інформація може, наприклад, витягуватися з точки металу, яка лежить щонайближче до визначеного місця. Ця модель може також бути інтегрована у вищестоячу за підлеглістю модель, наприклад, у модель температури. Зрозуміло, можуть також застосовуватися інші моделі, щоб визначати фазовий склад, наприклад, процеси вимірювань. Як вже згадано, при визначенні фазового стану металу також використовуються параметри вимірювань. Для цього може бути передбачено, що застосовується, щонайменше, один вимірювальний пристрій для прийому параметрів стану, зокрема, пірометр. За допомогою пірометра можна виміряти температуру в певній точці металу, так що, зокрема, у зв'язку з первинними даними, в такій точці може, наприклад, виконуватися ініціалізація моделі. Зрозуміло, параметри стану можуть також служити для адаптації моделі, за рахунок того, що пропонується виміряне значення, наприклад, корекція визначеного на моделі фазового стану. 95129 6 Прокатний стан металообробки може бути будь-яким типом прокатного стану металообробки, в якому фазовий стан металу грає значну роль. Так прокатним станом металообробки може бути, наприклад, технологічна лінія, в якій передбачається феритне прокатування. Феритний метал можна прокатувати з нижчим зусиллям прокатування, ніж, наприклад, аустенітний метал. При цьому важливо, що точка перетворення фериту в аустеніт по можливості точно відома і знаходиться між двома певними прокатними клітями. Тоді у відповідному винаходу способі може бути, наприклад, передбачено, що індикація фазового складу здійснюється на кожній прокатній кліті. У такий спосіб можна реалізувати феритне прокатування, оскільки обслуговуючий оператор у будь-який момент може мати огляд фазових станів металу і, при необхідності, може шляхом ручного управління втрутитися в процес прокатування. Особливо переважним чином спосіб може застосовуватися тоді, коли метал обробляється на виконаному у вигляді ділянки охолодження для охолодження металу прокатному стані металообробки. Ділянки охолодження часто примикають до технологічних ліній і служать для підготовки металу до випуску. Наприклад, тоді в кінці ділянки охолодження може бути передбачений мотальний пристрій, на який намотується оброблений метал. Зрозуміло, також можливо, що на кінці ділянки охолодження здійснюється додаткова обробка або передбачений інший пристрій знімання або зберігання. Прикладом цього є товстолистовий прокатний стан, оскільки там не може проводитися намотування, листи замість цього на пристрої правки розтягуванням розпрямляються і складуються як пластини. На такій ділянці охолодження передбачені виконавчі елементи, які служать для температурного впливу на метал і тому мають вплив на фазовий склад. Ділянка охолодження може, наприклад, мати розташовані вище і нижче рольганга клапани, через які охолоджувач, зокрема, вода, подається на метал. Вручну або автоматично можуть регулюватися, наприклад, кількість води і тиск води. Часто на початку і в кінці ділянки охолодження вимірюється температура металу. Тому може бути передбачено, що як параметри стану застосовуються виміряні значення першого пірометра, включеного перед ділянкою охолодження, і другого пірометра, включеного після ділянки охолодження. Зрозуміло, можуть робитися і інші вимірювання температури. Виміряні значення першого пірометра можуть спільно з первинними даними і загальною інформацією про метал, що поступає, наприклад, про те, що він на 100 % складається з аустеніту, служити для ініціалізації фазового стану в деякій точці металу. Другий пірометр служить, кінець кінцем, для контролю і для адаптації моделі. Зрозуміло, можна також розглядати технологічний процес в цілому, тобто, наприклад, комбінацію з технологічної лінії і ділянки охолодження. Для того, щоб оцінити якість оброблюваного металу ідеально на релевантному місці, частка (фракція) доцільним способом відображається по відношенню до місця в кінці прокатного стану об 7 робки, так, наприклад, в кінці ділянки охолодження перед намотуванням на мотальний пристрій, який можливо передбачається. Потім можна безпосередньо оцінювати, чи досягнуті з поточними робочими параметрами бажані цільові параметри. Якщо розглядається, наприклад, ділянка охолодження, яка має довжину близько 70 метрів, то для швидко рухомої смуги, наприклад, при швидкості 10 метрів в секунду, буде потрібно 7 секунд для проходження ділянки охолодження. Проте часто звичайними є повільніші швидкості, наприклад, 2 метри в секунду, так що металу потрібні півхвилини, щоб пройти ділянку охолодження. Якщо тепер на початку ділянки охолодження здійснюється змінне регулювання, то індикація в реальному часі в деякому місці в кінці прокатного стану металообробки обумовлює те, що обслуговуючий оператор може спостерігати дії на індикаторі тільки опісля декількох секунд або навіть через півхвилини. Тому в переважному подальшому розвитку способу передбачено, що додатково до визначення поточної фракції при зміненому управлінні, щонайменше, одним компонентом прокатного стану обробки також визначається і відображається прогноз для майбутньої фракції з урахуванням зміненого управління на місці. Це означає, що при знанні поточних робочих параметрів і поточних фазових складових в позиції, де здійснюється змінене управління, можна, починаючи з цієї позиції, здійснювати прогнозне обчислення до місця, відносно якого здійснюється індикація, так що дія зміни для обслуговуючого оператора є безпосередньо очевидною - особливо якщо йому там також відображається порівняльне значення з попередніми установками. Такий прогноз - який в загальному випадку, зрозуміло, ще може брати до уваги подальші, не контрольовані оператором зміни процесу обробки, наприклад незаплановане підвищення швидкості транспортування - дає оператору випереджувальну вказівку на те, яким чином виявляється зміна управління. Особливо переважним чином може бути додатково передбачено, що може вибиратися тестовий режим. У цьому тестовому режимі на інтерфейсі оператора можуть встановлюватися зміни управління, які, проте, не можуть здійснюватися безпосередньо. Проте можливо, на основі визначення фазових складових і відомих змінених і незмінених робочих параметрів створити прогноз, який показує, які дії матиме зміна, що передбачається. Якщо оператор задоволений, то він може ввести в управління зміни, наприклад, приведенням в дію деякого органу управління. Для металів, особливо вуглецевих сталей, існують комплексні фазові діаграми, в яких є велика кількість різних фаз. Визначення і індикація часток всіх цих фаз не доцільні. Тому переважним є відображати, головним чином, релевантні фази. Зокрема, може бути передбачено, що частка фаз аустеніту і/або фериту і/або перлиту і/або цементиту і/або інших фаз визначається і відображається. Індикація фракцій може здійснюватися в будьякій, легко визначуваній і наочній формі. Так може здійснюватися доцільним способом індикація фра 95129 8 кцій у формі кривої і/або кругової діаграми, і/або в числовій формі, і/або у вигляді стовпчикової діаграми, і/або у вигляді колірної діаграми. Особливо переважним чином може бути передбачено, що при спаді нижче або перевищенні, щонайменше, одного заданого значення для, щонайменше, однієї фракції на місці може видаватися попереджувальне повідомлення. Так, наприклад, можуть задаватися значення допусків, які представляють допуски за якістю, які повинні витримуватися. За допомогою попереджувального повідомлення, яке може здійснюватися оптичним і/або акустичним способом, звертається увага оператора до виникаючої проблеми і до індикації фазових складових, і можуть бути прийняти відповідні контрзаходи. Разом з цим винахід також стосується прокатного стану металообробки для обробки металу у формі смуги або сляба або чорнового профілю металу з управляючим пристроєм, який включає обчислювальний блок, виконаний з можливістю безперервного визначення частки, щонайменше, однієї металургійної фази металу по відношенню до, щонайменше, одного місця прокатного стану металообробки з урахуванням робочих параметрів і/або параметрів стану металу, на які здійснює вплив фазовий стан, пристрій введення для, щонайменше, частково виборчим способом можливого ручного управління роботою прокатного стану металообробки, а також пристрій індикації для індикації частки, щонайменше, однієї фази по відношенню до вичначеного місця прокатного стану металообробки. Зокрема, такий прокатний стан металообробки виконаний з можливістю виконання відповідного винаходу способу, і варіанти виконання відносно способу можуть бути перенесені на прокатний стан металообробки. Таким чином, обчислювальний блок приймає сигнали, які указують стан металу або прокатного стану металообробки у формі робочих параметрів і/або параметрів стану металу. Після визначення, щонайменше, однієї фази відповідні сигнали посилаються на пристрій індикації, так що може здійснюватися індикація. Так може бути передбачено, що в обчислювальному блоці для визначення фракції збережена модель для визначення фазового стану металу в різних точках металу з урахуванням відстежування траєкторії точок металу і/або первинних даних, які описують метал, що поступає в прокатний стан металообробки, і його стан. Така модель може бути, наприклад, частиною більш великомасштабної моделі прокатного стану металообробки, яка додатково може включати, наприклад, температурну модель. Доцільним способом прокатний стан металообробки може включати вимірювальний пристрій для прийому параметрів стану, зокрема, пірометр. Прокатний стан металообробки може бути прокатним станом металообробки будь-якого типу, наприклад, технологічною лінією або станом в цілому. Особливо переважним є виконання, коли прокатний стан металообробки виконаний як ділянка охолодження, що включає виконавчі елементи для впливу на температуру металу. На початку і в кінці такої ділянки охолодження можуть бути пе 9 редбачені пірометри, причому обчислювальний блок виконаний з можливістю урахування виміряних значень пірометра як параметрів стану. Зрозуміло, можуть передбачатися також додаткові пірометри або і інші вимірювальні пристрої. Пристрій індикації може бути виконаний з можливістю індикації складової у формі кривої, і/або кругової діаграми, і/або у числовій формі, і/або у вигляді стовпчикової діаграми, і/або у вигляді колірної діаграми. Нарешті, слід зазначити, що винахід може бути використаний переважним чином не тільки для обробки і металу у формі смуги або сляба. Особливо при обробці чорнового профілю металу, наприклад, виготовлення труб або профілів, часто є можливості ручного управління, так що винахід і тут може бути використано з вигодою. Інші переваги і особливості запропонованого винаходу витікають з описаного далі прикладу виконання, а також креслень, на яких показане таке: Фіг.1 - відповідний винаходу прокатний стан металообробки, Фіг.2 - можливий призначений для користувача інтерфейс для індикації інформації або, щонайменше, частково ручного управління прокатним станом металообробки, Фіг.3А - D - можливі представлення фазових складових і Фіг.4 - можливе попереджувальне повідомлення. Фіг.1 показує прокатний стан металообробки, який тут показаний як лінія охолодження. Лінія 2 охолодження включена за технологічною лінією, остання прокатна кліть якої позначена позицією 3. Оброблюваний метал 4, в даному випадку у формі смуги, проходить спочатку через технологічну лінію, а потім через ділянку 2 охолодження, після чого він намотується для відвантаження або для проміжного зберігання для подальшої обробки на мотальний пристрій 5, який включений після ділянки 2 охолодження. Ділянка 2 охолодження включає виконавчі елементи 6, які служать для впливу на температуру металу 4. В цьому випадку виконавчі елементи 6 включають клапани і вентилі, за допомогою яких вода може подаватися на метал 4 у формі смуги з метою його охолодження. Хоча на кресленні показаний тільки один виконавчий елемент 6, ділянка охолодження може включати більше число таких виконавчих елементів 6. Ділянка 2 охолодження включає, крім того, управляючий пристрій 7, який на фіг.1 вказаний схематично. Управляючий пристрій 7 включає обчислювальний блок 8, пристрій 9 введення для частково ручного управління виконавчими елементами, а також пристрій 10 індикацій. Крім того, перед або після ділянки охолодження включається відповідний пірометр 11 для вимірювання температури металу 4. Обчислювальний блок 8 управляє виконавчими елементами 6 (наприклад, вентилями, форсунками або заслінками і так далі) згідно з робочим параметрам S, які в ручному режимі роботи, щонайменше, частково, можуть змінюватися через 95129 10 пристрій 9 введення оператором, так що виконавчі елементи 6 можуть управлятися в групах або окремо. Можливість ручного управління повинна передбачатися не постійно, також цілком можливо, що між автоматичним режимом роботи і ручним режимом роботи може проводитися перемикання. Крім того, можливо, що частини виконавчих елементів 6 можуть бути окремо виконані для ручного управління. Крім того, можливо, що оператор змінює вхідні параметри автоматичного режиму, наприклад, коефіцієнт посилення, з яким збільшується кількість води при підвищенні швидкості смуги (напівавтомат). Іншими ручними втручаннями, які представляють ручне управління, є, наприклад, зміна первинних даних (наприклад, номінальної температури мотального пристрою), зміна стратегії охолодження (наприклад, градієнт охолодження), зміна довжини неохолодженої ділянки смуги або якісна оцінка, яка сама не представляє будьякої зміни автоматики. Крім того, обчислювальний блок 8 отримує іншу інформацію про стан ділянки 2 охолодження або металу 4. Разом із виміряними значеннями Т пірометрів 11 на обчислювальний блок 8 подаються первинні дані Р металу 4, які описують метал 4 або його стан при вході на ділянку 2 охолодження,а також, як додатковий робочий параметр, швидкість v металу. Крім того, передбачено відстежування 28 траєкторії, яке постійно відстежує позицію точки металу 4 під час проходження ділянки 2 охолодження. Відстежування 28 траєкторій може бути також інтегровано в обчислювальний блок 8, у будьякому випадку обчислювальному блоку 8 надаються у розпорядження дані відстежування 28 траєкторій. В обчислювальному блоці 8 збережена модель 12 ділянки 2 охолодження, яка включає модель 13 для визначення фазового стану металу 4 в різних точках металу, а також модель 14 температур для визначення температури або температурного розподілу металу 4 в різних точках металу. Моделі 13 і 14 виконані так, щоб з урахуванням робочих параметрів S, що впливають на фазовий стан, параметрів стану металу 4, тут температурних значень Т, первинних даних Р і даних х відстежування траєкторії визначати частку, щонайменше, однієї фази металу в різних точках металу. Аналогічним чином, модель 14 температур виконана так, щоб проводити таке визначення відносно температури або температурної зміни. Визначення однієї або більше фракцій або температури здійснюється при цьому безперервно. При цьому моделі 13 і 14 працюють таким чином. Перш за все, пірометром, включеним перед ділянкою 2 охолодження, вимірюється температура в певній точці металу. Разом з первинними даними Р можна тим самим визначити одну або більше первинних фазових складових. Звідти здійснюється відстежування траєкторії точки металу, причому за допомогою робочих параметрів S і швидкості v, які впливають на температуру або фазовий стан металу 4 і величина яких відома, реалізується безперервне відстежування, щонайменше, однієї фазової складової або температури 11 в реальному часі. Перед мотальним пристроєм 5 завершується відстежування 28 траєкторій точок металу. Це означає, що у всіх відстежуваних точках металу 4 у будь-який час з моделі 13 відома, щонайменше, одна фазова складова. Друге температурне вимірювання на далі включеному пірометрі 11 служить для перевірки узгодженості і адаптації моделі. У відповідному винаходу прокатному стані 1 металообробки інформація, отримана за допомогою моделі 13 через фазовий стан металу 4 тепер застосовується не для управління або не тільки для управління ділянкою 2 охолодження, але і частка, щонайменше, однієї фази по відношенню до певного місця 15 ділянки 2 охолодження, тут в кінці ділянки 2 охолодження, біля або відразу після пірометра 11 за допомогою пристрою 10 індикацій надається оператору для спостереження. Тим самим, з одного боку, забезпечується можливість постійного контролю, що забезпечує якість, а з іншого боку, оператор в рамках ручного управління може спостерігати ефект зміни робочих параметрів S. Тому у розпорядження надається додаткова інформація, яка веде до поліпшення якості оброблюваного металу 4 і до підвищення надійності в зоні ділянки 2 охолодження. При цьому в рамках виконуваного на ділянці охолодження відповідного винаходу способу передбачається не тільки визначення однієї або більше фазових складових з урахуванням робочих параметрів і параметрів стану металу 4 і індикація фракції на пристрої 10 індикацій, але і можливість прогнозу. Модель 13 виконана так, щоб заздалегідь обчислювати, яку дію змінене управління виконавчими елементами 6 ділянки 2 охолодження має на фазовий стан металу 4 в місці 15. Для цього застосовуються поточні фазові складові точки металу безпосередньо перед відповідним виконавчим елементом або першим виконавчим елементом 6, щоб виходячи з цього провести попереднє обчислення, яке з урахуванням поточних і змінених робочих параметрів S або інших робочих параметрів або швидкості v визначає очікувану частку, щонайменше, однієї фази на місці 15. Також ця інформація переважно показується оператору після визначення, так що останній для спостереження впливу на фазовий розподіл не повинен тільки чекати, поки точка металу, оброблена з новими робочими параметрами, досягне фактично місця 15. Доцільно, крім того, передбачити тестовий режим, на який управляючий пристрій 7, наприклад, шляхом вибору відповідної, такої, що представляється на пристрої 10, індикації комутаційної панелі, може перемикатися, причому змінені робочі параметри S передаються не безпосередньо, а, наприклад, тільки після приведення в дію відповідного елементу управління. Проте вже під час ще не застосованого зміненого управління визначається і відображається прогноз для місця 15, так що оператор може відповідно узгодити свою установку, не допускаючи випуску бракованої продукції. І для цього прогнозу виходять з поточних, таких, що містяться в моделях 13 і 14, фазових складових або температур. 95129 12 Можливий призначений для користувача інтерфейс 29, що представляється на пристрої 10 індикації (моніторі), показаний на фіг.2. При цьому в першій області 16 відображається загальна інформація про прокатний стан 1 металообробки, друга область 17 служить для індикації і встановлення робочих параметрів S виконавчих елементів 6. Виконання таких областей є загальновідомим і тут детальніше не показується. Проте додатково передбачена область 18 для індикації інформації про метал 4. В принципі відомим способом відображається інформація 18 про температуру металу 4 в місці 15. Додатково, проте, передбачена індикація 20 поточною, наявною в місці 15 фазовою складовою металу 4, як вона була визначена за допомогою моделі 13. Додатково може також представлятися прогноз 21 при зміненому управлінні в області 18. Якщо в 21 додатково ще показується первинне значення перед зміненим управлінням, то можливе безпосереднє порівняння. Крім того, призначений для користувача інтерфейс 16 може включати управляючий елемент 22 для активування вищеописаного тестового режиму, а також інший управляючий елемент 23 для одержання введених в тестовому режимі змінених робочих параметрів. Зрозуміло, можуть також, як відомо, передбачатися інші, наприклад, управляючі елементи 24, що вибираються шляхом управління мишею. Фіг.3A-3D показують різні можливості виконання індикації 20 часток, щонайменше, однієї фази. Фіг.3А показує індикацію 20а у формі кругової діаграми. Представлені частки фаз фериту, аустеніту, а також частка інших фаз. Фіг.3B показує індикацію 20b у формі стовпчикової діаграми. Показані частки фаз фериту, аустеніту, перлиту і цементиту. Фіг.3C показує числову індикацію 20с часток фаз фериту і аустеніту, а також інших фаз. Фіг.3D показує можливу індикацію 20d у формі колірної діаграми. Вздовж єдиного стовпчика різними кольорами представлені частки фаз аустеніту, перлиту, цементиту і фериту однаково масштабовані по відповідній довжині. Межі 25 між кольорами зміщуються відповідно змінам, як показано стрілкою 26. Додатково може передбачатися шкала від 0 % до 100 %, так що частки також можуть прочитуватися. Тим самим забезпечується особливо інтуїтивно зрозуміле виконання індикації 20d. Зрозуміло, колірне кодування можливе і при інших індикаціях 20а, 20b і 20с. При зміні часток фаз змінюються і відповідні уявлення згідно визначенню в реальному часі часток, так що користувач відразу ж може розпізнати фактичний розподіл фаз, як в робочому режимі, так і в тестовому режимі. Управляючий пристрій 7, крім того, виконаний з можливістю видачі попереджувального повідомлення, якщо, щонайменше, одна складова перевищує або падає нижче заданого значення в місці 15. Таке попереджувальне повідомлення 27 представлене, наприклад, на фіг.4. Пристрій 10 індикацій може також включати акустичні компоненти, які 13 можуть виробляти акустичний попереджувальний сигнал. Попереджувальне повідомлення привертає увагу оператора до індикації 20 фазового ста 95129 14 ну металу 4. При цьому вказується на те, що існує проблема з якістю або навіть небезпечна ситуація. 15 Комп’ютерна верстка А. Крижанівський 95129 Підписне 16 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for assisting at least partially manual control of metal processing line
Автори англійськоюSchmors, Stefan, Weinzierl, Klaus
Назва патенту російськоюСпособ для поддержания, по крайней мере, частично ручного управления прокатным станом металлообработки
Автори російськоюШморс Штефан, Вайнцирль Клаус
МПК / Мітки
МПК: B21B 37/76, C21D 11/00
Мітки: принаймні, частково, підтримки, прокатним, станом, управління, металообробки, спосіб, ручного
Код посилання
<a href="https://ua.patents.su/8-95129-sposib-dlya-pidtrimki-prinajjmni-chastkovo-ruchnogo-upravlinnya-prokatnim-stanom-metaloobrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб для підтримки принаймні частково ручного управління прокатним станом металообробки</a>
Спосіб управління технічним станом літального апарата
Номер патенту: 69740
Опубліковано: 15.09.2004
Автори: Щербина Володимир Миколайович, Волошин Ігор Іванович, Петренко Всеволод Григорович, Семон Богдан Йосипович
МПК: G05B 13/00
Мітки: апарата, станом, літального, технічним, спосіб, управління
Формула / Реферат:
Спосіб управління технічним станом літального апарата, при якому отримують параметри технічного стану літального апарата, параметри процесу технічної експлуатації, параметри зовнішніх факторів та параметри мети технічної експлуатації, формують оператор корегування параметрів управління процесу технічної експлуатації відповідного каналу, формують команду управління виконавчим пристроєм відповідного каналу, корегують параметри процесу технічної...
Спосіб, пристрій, система та теплообмінник для підвищення температури речовини, яка первісно перебуває у принаймні частково загущеному стані у контейнері
Номер патенту: 87680
Опубліковано: 10.08.2009
Автор: Хансен Андерс Кроманд
МПК: F28D 1/02, F28D 7/10, B67D 5/62
Мітки: частково, пристрій, контейнері, загущеному, принаймні, стані, речовини, підвищення, система, спосіб, первісної, яка, теплообмінник, температури, перебуває
Формула / Реферат:
1. Спосіб підвищення температури речовини у контейнері, коли речовина первісно перебуває у принаймні частково загущеному стані, і у контейнері розташовується принаймні один теплообмінник, і передбачено засоби перекачування для витіснення речовини, який включає етапи:а) обміну теплотою між теплообмінником та речовиною,б) витіснення речовини за допомогою засобів перекачування для збільшення обміну теплотою між теплообмінником та...
Спосіб управління трубопрокатним станом
Номер патенту: 9844
Опубліковано: 30.09.1996
Автори: Кузнецов Євгеній Дмитрович, Ніксдорф Борис Юрійович
МПК: B21B 37/16
Мітки: станом, трубопрокатним, спосіб, управління
Формула / Реферат:
1. Способ управления трубопрокатным станом, включающий измерения толщины стенки трубы по ее длине при относительном вращении датчика и трубы, коррекцию зазора между инструментом и трубой, регулирование величины подачи заготовки, отличающийся тем, что выделяют четыре диапазона частот изменения сигнала толщины стенки трубы по ее длине, для каждого из которых вычисляют значения дисперсии и амплитуды сигнала изменения толщины стенки трубы по ее...
Спосіб управління станом породного масиву та пристрій для його здійснення
Номер патенту: 5458
Опубліковано: 28.12.1994
Автори: Габріелян Самвел Аревшатович, Курносов Анатолій Тимофійович, Булат Анатолій Федорович
МПК: E21F 5/00
Мітки: здійснення, породного, масиву, спосіб, пристрій, станом, управління
Формула / Реферат:
1. Способ управления состоянием породного массива, включающий внедрение в массив перфорированного анкера и нагнетание через него жидкости под давлением, отличающийся тем, что нагнетание жидкости производят при внедрении анкера в массив,2. Устройство для управления состоянием породного массива представляет собой перфорированный анкер, состоящий из наконечника головной части и из хвостовой части с центральным отверстием для подачи...
Система управління реверсивним станом холодної прокатки
Номер патенту: 16176
Опубліковано: 29.08.1997
Автори: Рудь Володимир Павлович, Прудков Марк Львович
МПК: B21B 37/72, B21B 37/48
Мітки: станом, холодної, система, прокатки, реверсивним, управління
Формула / Реферат:
Система управлення реверсивным станом холодной прокатки, содержащая приводи валков, разматывателя и моталок с соответствующими блоками управлення, датчик скорости валков и два импульсных датчика, отличающаяся тем, что, с целью повышения выхода годного проката, она дополнительно содержит датчик момента прокатки, узлы задания скоростей и длин раската переднего и заднего концов полосы, два счетчика, два цифроаналоговых преобразователя и два...
Попередній патент: Намотувальний пристрій для намотування стрічок
Наступний патент: Спосіб і штамп для виготовлення колючо-різальної стрічки
Випадковий патент: Система захисту та спостереження для цінностей