Спосіб управління трубопрокатним станом
Номер патенту: 9844
Опубліковано: 30.09.1996
Формула / Реферат
1. Способ управления трубопрокатным станом, включающий измерения толщины стенки трубы по ее длине при относительном вращении датчика и трубы, коррекцию зазора между инструментом и трубой, регулирование величины подачи заготовки, отличающийся тем, что выделяют четыре диапазона частот изменения сигнала толщины стенки трубы по ее длине, для каждого из которых вычисляют значения дисперсии и амплитуды сигнала изменения толщины стенки трубы по ее длине, которые сравнивают соответственно с заданными значениями для данного диапазона частот изменения толщины стенки трубы по ее длине и соответственно корректируют зазор между инструментом и трубой, заменяют инструмент, отбраковывают заготовку и снижают величину подачи заготовки.
2. Способ по п.1, отличающийся тем, что выделяют следующие диапазоны частот:
первый диапазон (0,05-10)F;
второй диапазон (1,1-10)F;
третий диапазон (0,9-1,1)F;
четвертый диапазон (0,05-1,1)F, где F - частота относительного вращения датчика и трубы.
Текст
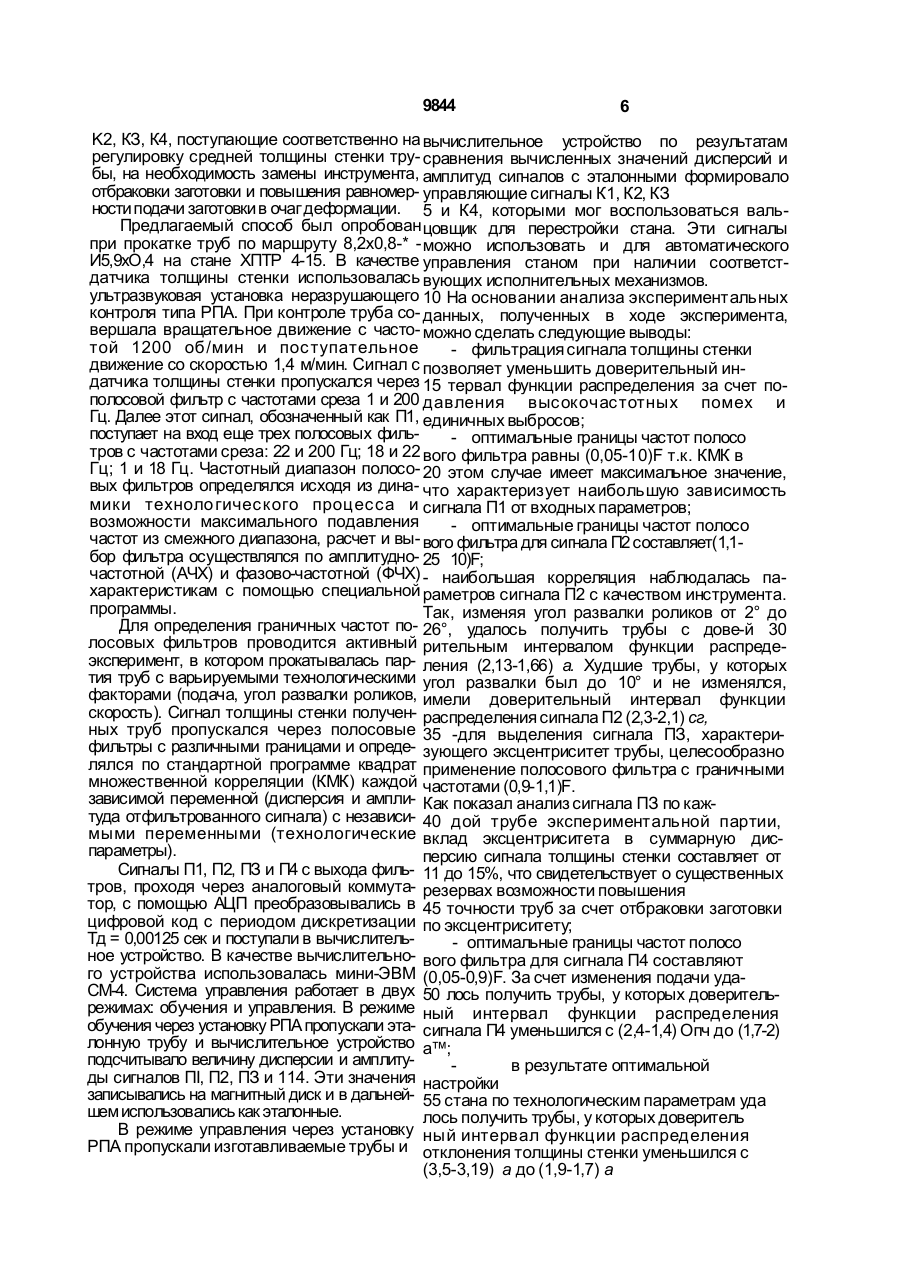
1. Способ управления трубопрокатным станом, включающий измерения толщины стенки трубы по ее длине при относитель ном вращении датчика и трубы, коррекцию зазора между инструментом й трубой, регу лирование величины подачи заготовки, от лича ющийся те м, ч то выде ля ют че тыре диапазона частот изменения сигнала толщины стенки трубы по ее длине, для каждого из которых вычисляют значения дисперсии и амплитуды сигнала изменения толщины стенки трубы по ее длине, которые сравнивают соответственно с заданными значения ми для да нного диа па з она ч а стот изменения толщины стенки трубы по ее длине и соответственно корректируют зазор между инструментом и трубой, заменяют инструмент, отбраковывают заготовк у и снижают величину подачи заготовки. 2. Способ по п. 1,о т л и ч а ю щ и й с я тем, что выделяют следующие диапазоны частот: первый диапазон (0,05-10)F; второй диапазон (1,1-10)F; третий диапазон (0,9-1,1)F; четвертый диапазон (0,05-1,1)F, где F частота относительного вра щения датчика и трубы. Изобретение относится к области обработки металлов давлением и может быть использовано для управления станом непрерывной или периодической прокатки при изготовлении труб различного маркотипо-размера. Известен способ управления непрерывным трубопрокатным станом [1], при котором из меня ют ве лич ину зазора меж ду валками и число оборотов валков по клетям стана, при этом величину зазора между валками определяют по уровню давления, а обороты валков находят исходя из наличия возможных отклонений параметров прокат ки от заданного уровня, обусловленных изменением условий прокатки партии труб по начальным и конечным условиям. Критерием оценки качества управления является величина на руж ного диа ме тра и сре дне й толщины стенки прокатываемых труб. Указанный способ не обеспечивает требуемой точности, поскольку величина давле ния на ва лк и по к ле тя м принима е т различные значения при прокатке гильз с одинаковыми геометрическими размерами и неизменной настройкой стана. Это обусловлено разбросом температуры нагрева гильз, а также различными условиями смаз С > 00 О 9844 ки между оправкой и прокатываемой трубой. Прототипом выбран способ управления трубопрокатным станом [23, включающий измерение продольной разностенности 5 трубы, измерение расхода электроэнергии валков каждой клети стана в процессе прокатки, коррекцию межвалкового зазора клетей стана, причем дополнительно определяют расход электроэнергии элект- 10 роприводом валков каждой клети по отношению к суммарному ее расходу электроприводами на стане при прокатке каждой трубы, устанавливают в качестве эталона значение указанного расхода элек- 15 троэнергии электроприводом валков каждой клети но отношению к ее суммарному расходу электроприводами на стане при прокатке трубы по заданному маршруту с наименьшей продольной разностенностью, 20 увеличивают межвалковый зазор в клети, в которой значение расхода электроэнергии электроприводом валков по отношению к суммарному ее расходу электроприводами валков клетей стана превышает эталонное 25 значение и уменьшают межвалковый зазор в клети, в которой значение расхода электроэнергии электроприводом валков по отношению к суммарному ее расходу электроприводами валков клетей стана меньше эталон- 30 ного значения. Однако использование данного способа не обеспечивает дальнейшее повышение точности прокатываемых труб, так как уменьшает только продольную разностей- 35 иость и не учитывает погрешности толщины стенки за счет поперечной разиостенности. Задачей предлагаемого решения является создание способа управления трубопрокатным станом, обеспечивающего 40 повышение точности толщины стенки трубы. Эта задача решена тем, что в способе управления трубопрокатным станом, включающем измерение толщины стенки трубы 45 по ее длине при относительном вращении датчика и трубы, коррекцию зазора между инструментом и трубой, регулирование величины подачи заготовки, согласно изобретению, выделяют четыре диапазона частот 50 изменения сигнала толщины стенки трубы по ее длине, для каждого из которых вычисляют значения дисперсии и амплитуды сигнала изменения толщины стенки трубы по ее длине, которые сравнивают соответст- 55 венно с заданными значениями для данного диапазона частої изменения толщины стенки трубы по ее длине и соответственно корректируют зазор между инструментом и трубой, заменяют инструмент, отбраковы вают заготовку и снижают величину подачи заготовки. Способ по п.2 формулы характеризуется также тем, что выделяют следующие диапазоны частот: первый диапазон (0,05-10)F, второй диапазон (1,1-10)F, третий диапазон (0,9-1,1)F, четвертый диапазон (0,05-1,1)F где F частота относительного вращения датчика и трубы. Повышение точности толщины стенки трубы достигается за счет выявления локального источника погрешности в поперечно м и пр од о льн о м с е че ни и и своевременное реагирование на него путем выдачи соответствующего воздействия по его устранению. На чертеже приведена блок-схема устройства, с помощью которого может быть реализован предлагаемый способ. Оно содержит датчик толщины стенки 1, подключенный ко входу полосового фильтра 2, выход которого подключен на входы полосовых фильтров 3,4,5 и первый вход аналогового коммутатора 6. Выходы фильтров 3,4,5 подключены также соответственно на второй, третий и четвертый входы аналогового коммутатора 6, выход которого соединен со входом аналого-цифрового преобразователя (АЦП) 7, Выход АЦП 7 подключен на первый вход вычислительного устройства 8, на второй вход которого подключен блок хранения эталонных значений управляемых параметров 9. На входе вычислительного устройства 8 формируются управляющие сигналы К1, К2, КЗ и К4, которые поступают далее в схему управления станом. Предлагаемый способ осуществляется следующим образом. В процессе контроля готовой трубы, совершающей вращательнопоступательное движение с частотой F относительного вращения датчика и трубы, сигнал с датчика толщины стенки 1 после фильтрации полосовым фильтром 2 поступает на входы полосовых фильтров 3,4,5. На выходе фильтров из суммарного сигнала выделяются управляющие сигналы П1, П2, ПЗ, П4 с полосой частот соответственно: (0,0510)F, (1,1-10)F. (0,9-1.1)F, (0,05-0,9)F. Указанные сигналы через коммутатор б и аналого-цифровой преобразователь 7 поступают в вычислительный блок 8, который вычисляет их дисперсии, амплитуды и сравнивает полученные значения с эталонными, поступающими из блока 9. На основании разности вычисленных параметров сигналов П1, П2, ПЗ, П4 с эталонными вычислитель 8 формирует управляющие сигналы К1, 9844 6 K2, КЗ, К4, поступающие соответственно на вычислительное устройство по результатам регулировку средней толщины стенки тру- сравнения вычисленных значений дисперсий и бы, на необходимость замены инструмента, амплитуд сигналов с эталонными формировало отбраковки заготовки и повышения равномер- управляющие сигналы К1, К2, КЗ ности подачи заготовки в очаг деформации. 5 и К4, которыми мог воспользоваться вальПредлагаемый способ был опробован цовщик для перестройки стана. Эти сигналы при прокатке труб по маршруту 8,2x0,8-* - можно использовать и для автоматического И5,9хО,4 на стане ХПТР 4-15. В качестве управления станом при наличии соответстдатчика толщины стенки использовалась вующих исполнительных механизмов. ультразвуковая установка неразрушающего 10 На основании анализа экспериментальных контроля типа РПА. При контроле труба со- данных, полученных в ходе эксперимента, вершала вращательное движение с часто- можно сделать следующие выводы: той 1200 об/мин и пос тупательное - фильтрация сигнала толщины стенки движение со скоростью 1,4 м/мин. Сигнал с позволяет уменьшить доверительный индатчика толщины стенки пропускался через 15 тервал функции распределения за счет пополосовой фильтр с частотами среза 1 и 200 давления высокочастотных помех и Гц. Далее этот сигнал, обозначенный как П1, единичных выбросов; поступает на вход еще трех полосовых филь- оптимальные границы частот полосо тров с частотами среза: 22 и 200 Гц; 18 и 22 вого фильтра равны (0,05-10)F т.к. КМК в Гц; 1 и 18 Гц. Частотный диапазон полосо- 20 этом случае имеет максимальное значение, вых фильтров определялся исходя из дина- что характеризует наибольшую зависимость мики техноло гического проц есса и сигнала П1 от входных параметров; возможности максимального подавления - оптимальные границы частот полосо частот из смежного диапазона, расчет и вы- вого фильтра для сигнала П2 составляет(1,1бор фильтра осуществлялся по амплитудно- 25 10)F; частотной (АЧХ) и фазово-частотной (ФЧХ) - наибольшая корреляция наблюдалась пахарактеристикам с помощью специальной раметров сигнала П2 с качеством инструмента. программы. Так, изменяя угол развалки роликов от 2° до Для определения граничных частот по- 26°, удалось получить трубы с дове-й 30 лосовых фильтров проводится активный рительным интервалом функции распредеэксперимент, в котором прокатывалась пар- ления (2,13-1,66) а. Худшие трубы, у которых тия труб с варьируемыми технологическими угол развалки был до 10° и не изменялся, факторами (подача, угол развалки роликов, имели доверительный интервал функции скорость). Сигнал толщины стенки получен- распределения сигнала П2 (2,3-2,1) сг, ных труб пропускался через полосовые 35 -для выделения сигнала ПЗ, характерифильтры с различными границами и опреде- зующего эксцентриситет трубы, целесообразно лялся по стандартной программе квадрат применение полосового фильтра с граничными множественной корреляции (КМК) каждой частотами (0,9-1,1)F. зависимой переменной (дисперсия и ампли- Как показал анализ сигнала ПЗ по кажтуда отфильтрованного сигнала) с независи- 40 дой трубе экспериментальной партии, мыми переменными (технологические вклад эксцентриситета в суммарную диспараметры). персию сигнала толщины стенки составляет от Сигналы П1, П2, ПЗ и П4 с выхода филь- 11 до 15%, что свидетельствует о существенных тров, проходя через аналоговый коммута- резервах возможности повышения тор, с помощью АЦП преобразовывались в 45 точности труб за счет отбраковки заготовки цифровой код с периодом дискретизации по эксцентриситету; Тд = 0,00125 сек и поступали в вычислитель- оптимальные границы частот полосо ное устройство. В качестве вычислительно- вого фильтра для сигнала П4 составляют го устройства использовалась мини-ЭВМ (0,05-0,9)F. За счет изменения подачи удаСМ-4. Система управления работает в двух 50 лось получить трубы, у которых доверительрежимах: обучения и управления. В режиме ный интервал функции распределения обучения через установку РПА пропускали эта- сигнала П4 уменьшился с (2,4-1,4) Опч до (1,7-2) лонную трубу и вычислительное устройство а™; подсчитывало величину дисперсии и амплитув результате оптимальной ды сигналов ПІ, П2, ПЗ и 114. Эти значения настройки записывались на магнитный диск и в дальней- 55 стана по технологическим параметрам уда шем использовались как эталонные. лось получить трубы, у которых доверитель В режиме управления через установку ный интервал функции распределения РПА пропускали изготавливаемые трубы и отклонения толщины стенки уменьшился с (3,5-3,19) а до (1,9-1,7) а 9844 Датчик толщины стенки Полосовой фильтр 3 Лотосовой По/ІОСО 80Й, М Л2 Коммутатор аналоговых сигналов 7 ПЗ фильтр' Фильтр Вычислительное устройство Впок хране ния эталонных значенні Упорядник Замовлення Техред М.Моргентал 4554 Коректор О.Обручар Тираж Підписне Державне па тентне ві домство України, 254655, ГСП, Киї в-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101 К2 КЗ
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of control of tube mill
Автори англійськоюKuznetsov Yevhenii Dmytrovych
Назва патенту російськоюСпособ управления трубопрокатным станом
Автори російськоюКузнецов Евгений Дмитривич
МПК / Мітки
МПК: B21B 37/16
Мітки: трубопрокатним, управління, станом, спосіб
Код посилання
<a href="https://ua.patents.su/4-9844-sposib-upravlinnya-truboprokatnim-stanom.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління трубопрокатним станом</a>
Спосіб управління станом породного масиву та пристрій для його здійснення
Номер патенту: 5458
Опубліковано: 28.12.1994
Автори: Булат Анатолій Федорович, Курносов Анатолій Тимофійович, Габріелян Самвел Аревшатович
МПК: E21F 5/00
Мітки: управління, станом, здійснення, породного, масиву, пристрій, спосіб
Формула / Реферат:
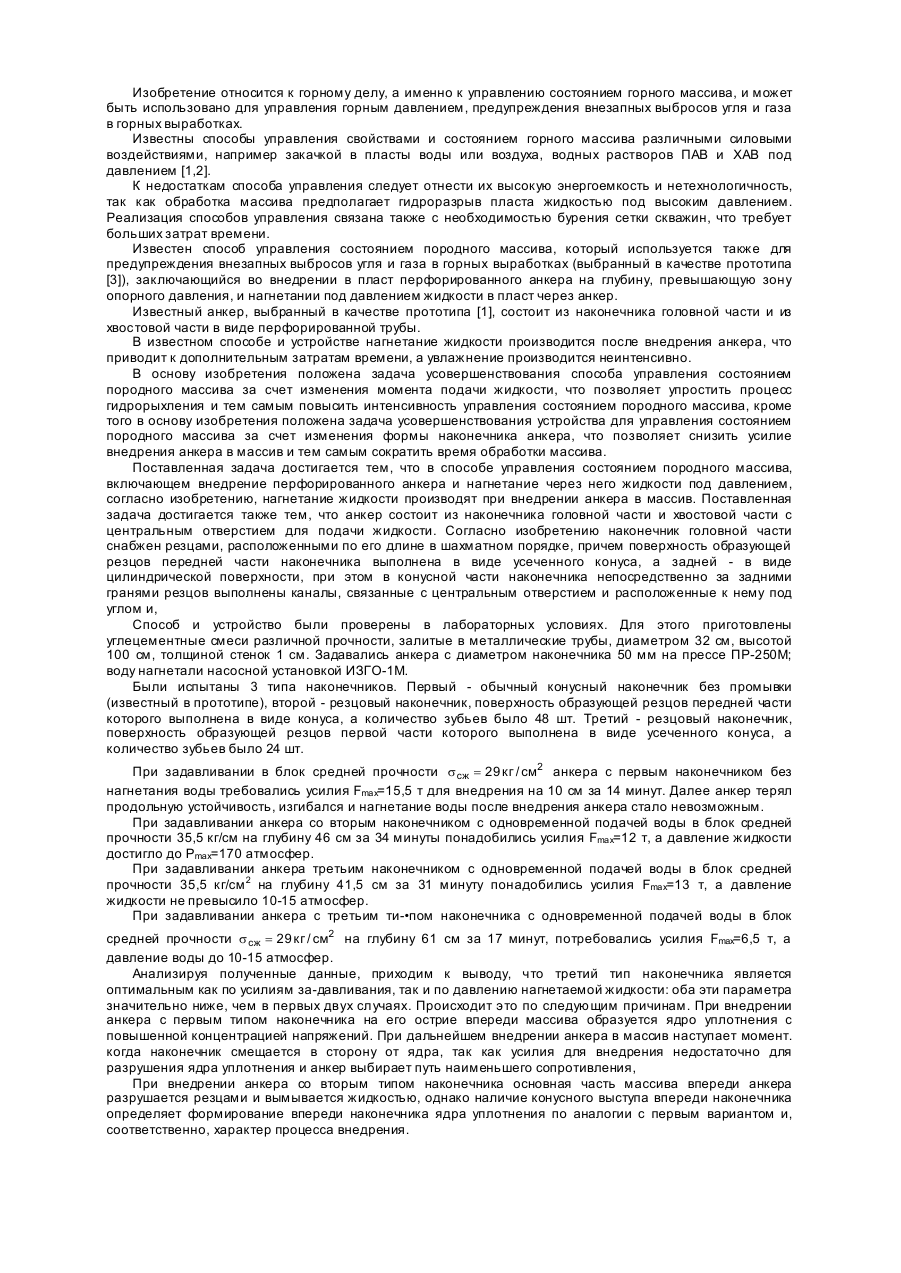
1. Способ управления состоянием породного массива, включающий внедрение в массив перфорированного анкера и нагнетание через него жидкости под давлением, отличающийся тем, что нагнетание жидкости производят при внедрении анкера в массив,2. Устройство для управления состоянием породного массива представляет собой перфорированный анкер, состоящий из наконечника головной части и из хвостовой части с центральным отверстием для подачи...
Спосіб управління електропневматичним гальмом залізничного транспортного засобу
Номер патенту: 7221
Опубліковано: 30.06.1995
Автори: Козюлін Лев Васільєвіч, Іноземцев Владімір Грігорьєвіч
МПК: B60T 13/68
Мітки: гальмом, спосіб, транспортного, засобу, управління, залізничного, електропневматичним
Формула / Реферат:
Способ управления электропневматическим тормозом железнодорожного транспортного средства, заключающийся в формировании управляющего пневматического сигнала, подаче его на управляющие входы пневматических воздухораспределительных органов, преобразующих управляющий пневматический сигнал в исполнительные пневматические сигналы, контроле уровня управляющего пневматического сигнала и формировании электрического управляющего сигнала на...
Спосіб управління розкроєм зливка на машині безперервного лиття заготовок
Номер патенту: 5399
Опубліковано: 28.12.1994
Автори: Кошелев Олександр Євдокимович, Каплан Володимир Нусійович, Фалькович Валерій Михайлович, Шмельцер Іван Іванович, Худанов Володимир Констянтинович, Кац Григорій Аронович, Крамарь Віктор Григорович
МПК: B22D 11/16
Мітки: машини, зливка, спосіб, заготовок, лиття, управління, розкроєм, безперервного
Формула / Реферат:
(57) Способ управления раскроем слитка на машине непрерывного литья заготовок, включающий размещение датчика длины на редукторе тянущей клети, задание длины заготовки, определение текущей длины заготовки и подачу команды на рез, отличающийся тем, что проводят измерение раствора валков тянущих клетей, по которым вычисляют коэффициенты удлинения слитка для каждой тянущей клети, а текущую длину заготовки определяют по...
Спосіб керування тепловим станом доменної печі
Номер патенту: 4351
Опубліковано: 27.12.1994
Автори: Первушин Сергій Іванович, Бошняков Аркадій Миколайович, Шумілов Кирило Андрійович, Мікрюков Борис Григорович, Вишняк Євген Григорович, Секачов Віктор Гавриілович
МПК: C21B 7/24
Мітки: доменної, спосіб, керування, станом, печі, тепловим
Формула / Реферат:
Способ управления тепловым состоянием доменной печи, включающий прогнозирование на интервал времени t+ЗТ, где t-транспортное запаздывание; Т - постоянные времени канала "рудная нагрузка - кремний в чугуне", изменений содержания кремния в чугуне, вызванных контролируемыми изменениями состава и массы загружаемых шихтовых материалов, и коррекцию рудной нагрузки, пропорциональную прогнозируемым изменениям кремния от заданных...
Спосіб передачі та прийому команд управління по проводах трифазної мережі соколова в.ф.
Номер патенту: 1080
Опубліковано: 30.12.1993
Автор: Соколов Вячеслав Федорович
МПК: G08C 19/02
Мітки: спосіб, соколова, управління, проводах, мережі, трифазної, в.ф, команд, передачі, прийому
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Способ передачи и приема команд управления по проводам трехфазной сети, основанный на формировании команды управления из сигнала заданной полуволны напряжения переменного тока в одном из фазных проводов трехфазной сети, передаче команды управления по одному из фазных проводов трехфазной сети, приеме команды управления и преобразовании ее в сигнал управления исполнительным элементом, о т л и ч а ю щ...
Попередній патент: Пристрій для очищення бджіл від паразитів
Наступний патент: Пристрій для контролю сходу ізолюючих стиків
Випадковий патент: Пристрій для обігрівання