Система управління реверсивним станом холодної прокатки
Формула / Реферат
Система управлення реверсивным станом холодной прокатки, содержащая приводи валков, разматывателя и моталок с соответствующими блоками управлення, датчик скорости валков и два импульсных датчика, отличающаяся тем, что, с целью повышения выхода годного проката, она дополнительно содержит датчик момента прокатки, узлы задания скоростей и длин раската переднего и заднего концов полосы, два счетчика, два цифроаналоговых преобразователя и два командных блока, причем входы первого счетчика соединены с выходами узла задания длины раската переднего конца полосы, первыми и вторыми выходами первого командного блока, первыми и вторыми выходами первого импульсного датчика, причем входы второго счетчика соединены с выходами узла задания длины раската заднего конца полосы, первым и вторым выходами второго командного блока и второго импульсного датчика, выходы счетчиков и третьи выходы командных блоков соединены с соответствующими входами цифроаналоговых преобразователей, выходы цифроаналоговых: преобразователей соединены с входами узлов задания скорости переднего и заднего концов полосы, другие входы которых соединены с четвертыми выходами соответствующих командных блоков, входы датчика момента соединены с выходами датчиков скорости валков и тока, выходы датчиков момента прокатки и скорости валков соединены с первым и вторым входами командных блоков, выходы узлов задания скорости переднего конца полосы соединены с входами блоков управления приводами разматывателя и валков, выход узла задания скорости заднего конца полосы соединен с вторым входом блока управления приводом валков и с входом блока управления приводом моталок.
Текст
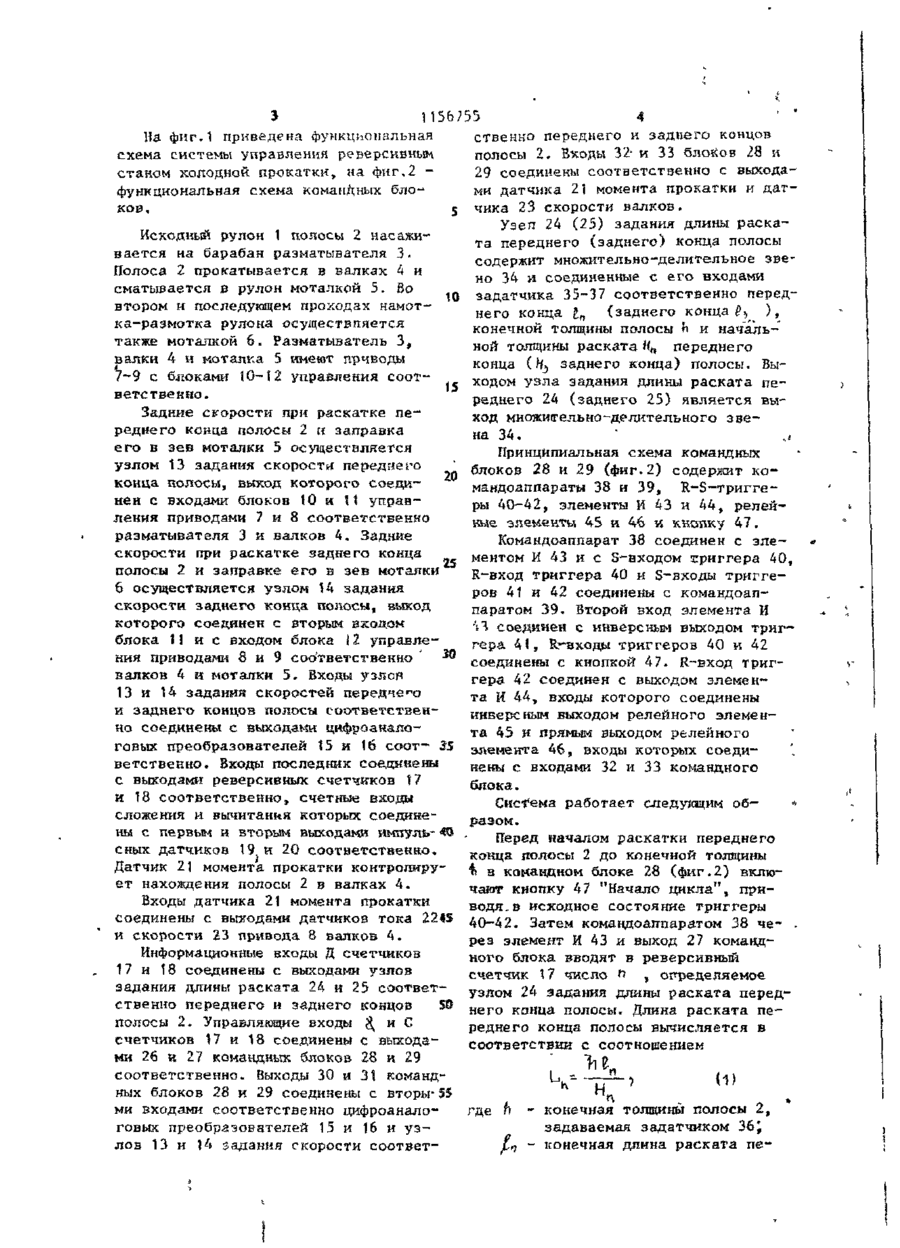
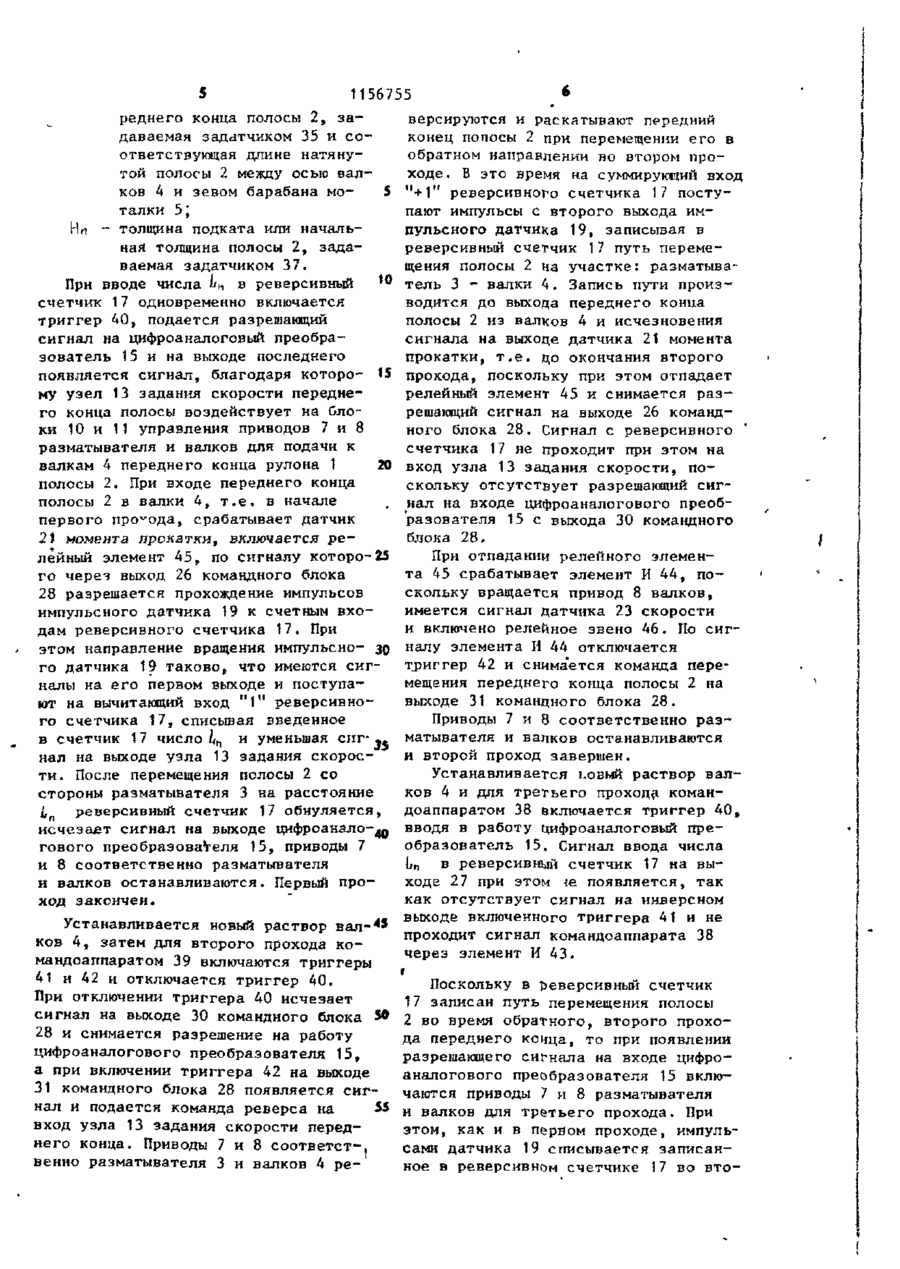
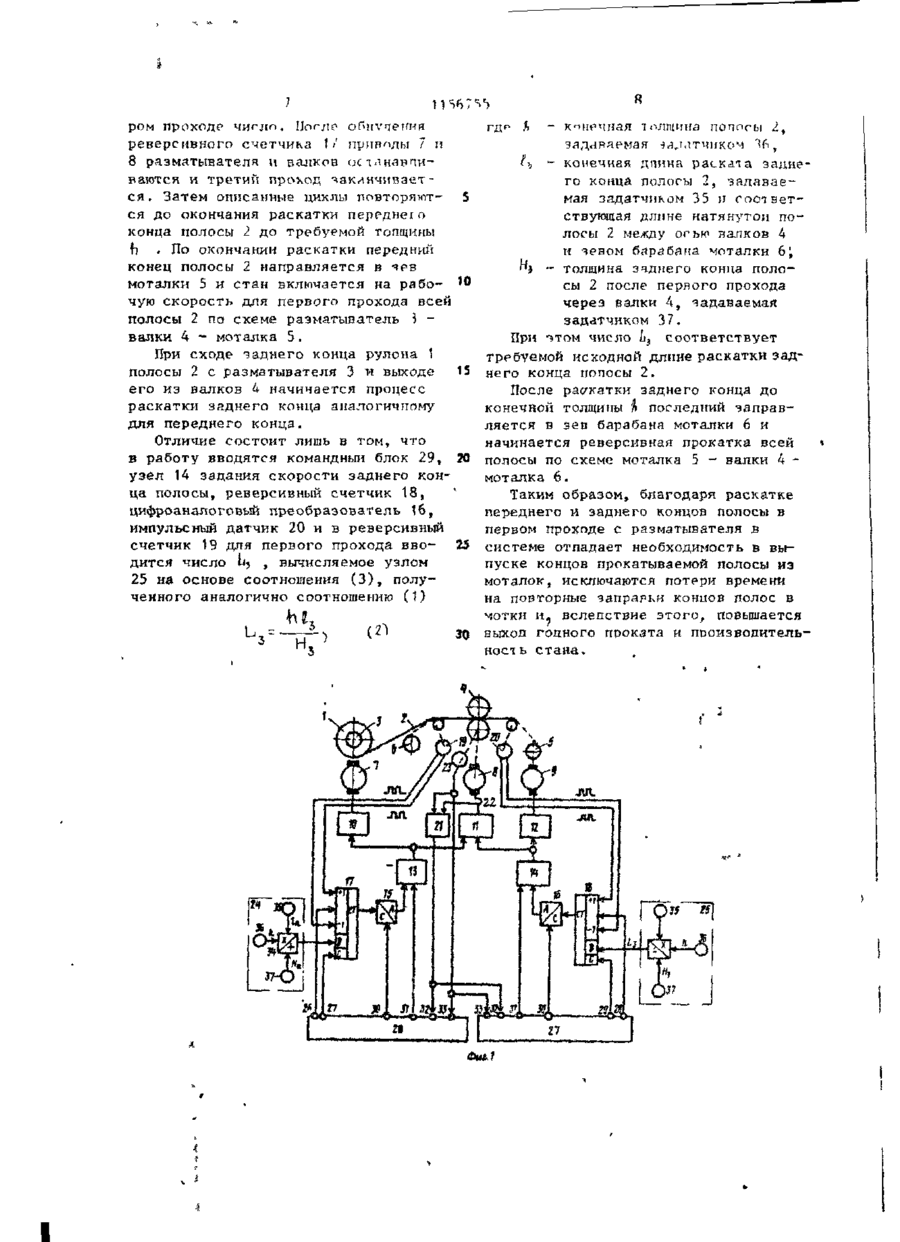
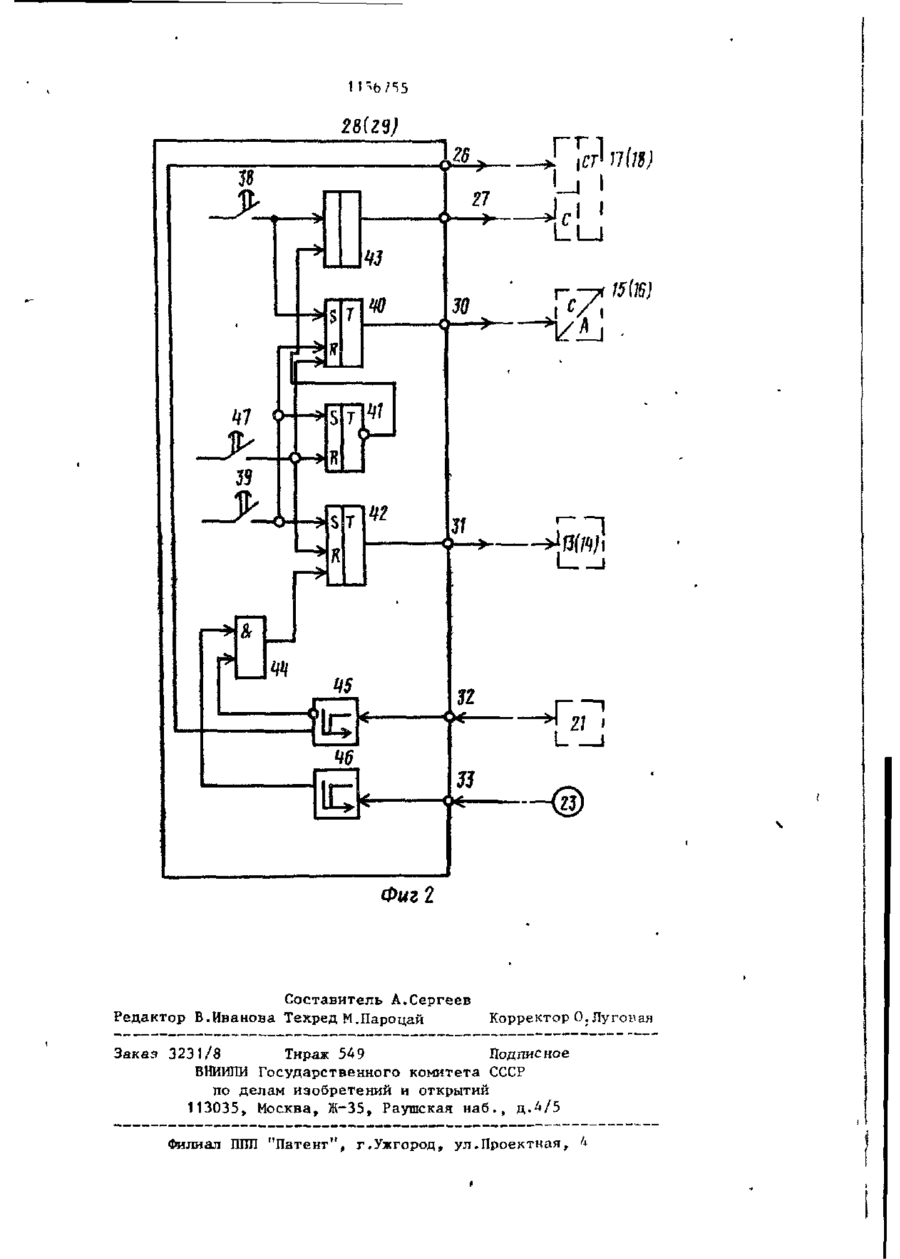
СОЮЗ СОВЕТСКИХ СОЦИАМИСТИЧЕСКИХ РЕСПУБЛИК 4 («9) -£ Р« л *т ш* в» 11д67ы> А А 4(5іу.В 21 В 37/00 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ К (21) 3600582/22-02 (22) 06.06.83 (46) 23.05.85. Бкш. № 19 (72) М.Л.Прудков и Б.П.Рудь (71) Старокраматорский ордена Трудового Красного Знамени машиностроительный завод им.Орджоникидзе (53) 6 2 1 . 7 7 1 . 2 3 ( 0 8 8 . 8 ) (56) 1. Системы управления широкополосными многовалковыми станами холодной прокатки. Обзор Ц И Т И Я М Ш Н ИЭ ТЖ А "Металлургическое оборудование". М., 1980, № 1-80-30. 2. Зеебёк Франц. "Электрооборудование для одноклетевых станов холодной прокатки. - Приложение "Приводы и автоматизация технологических процессов в металлургии", к журналу "Tiemens - Z e i t s c h r i f t " , 1973, № 47. (54) (57) СИСТЕМА УПРАВЛЕНИЯ РЕВЕРСИВН М СТАНОМ ХОЛОДНОЙ ПРОКАТКИ, содерЫ жащая приводы валков, разматывателя И моталок с соответствующими блоками управления, датчик скорости в а л ков и два импульсных датчика, о т л и ч а ю щ а я с я тем, что» с целью повышения выхода годного проката, она дополнительно содержит датчик момента прокатки, узлы задания с к о ростей и длин раската переднего и запнего концов полосы, два счетчика, два цифроаналоговых преобразователя и два командных блока, причем входы первого счетчика соединены с выходами узла задания длины раската переднего конца полосы, первыми и вторыми выходами первого командного блока, первыми и вторыми выходами первого импульсного датчика, причем входы второго счетчика соединены с выходами узла задания длины раската заднего конца полосы, первым к вторым выходами второго командного блока и второго импульсного датчика, выходы счетчиков и третьи выходы командных блоков соединены с соответствующими входами цифроаналоговых преобр а з о в а т е л е й , выходы цифроаналоговых преобразователей соединены с входами узлов задания скорости переднего и заднего концов полосы, другие входы которых соединены с четвертыми выходами соответствующих командных блок о в , входы датчика момента соединены с выходами датчиков скорости в а л ков и т о к а , выходы датчиков момента прокатки и скорости валков соединены с первым и вторым входами командных блоков, выходы узлов задания скорости переднего конца полосы соединены с входами блоков управления приводами разматывателя и валков, выход у з ла задания скорости заднего конца полосы соединен с вторым входом блока управления приводом валков и с входом блока управления приводом моталок . ел I 1156755 ВЬЕХОДЭ годной продукции. Особенно Изобретение относится к устройстнежелателен недокат при прокатке повам для автоматизации процессов холос из дорогостоящих специальных лодней прокатки полос, в частности сплавов и цветных металлов. для автоматического управления реверсивными одноклетевыми станами холод- 5 Целью изобретения является повышеной прокатки. ние выхода годного проката путем раскатки в первом проходе переднего Известна, система управления одноконца полосы до конечной толщины при клетевым реверсивным станом холодной подаче его с разматывателя, а затем прокатки, содержащая приводы валков и моталок с блоками управления и дат-Ю заднего конца полосы до конечной толщины после выхода его с разматычик скорости валков fij • вателя . Недостатком данной системы является т о , что она допускает недокат, Поставленная цель достигается тем, соответствующий непрокатавной длине что система управления реверсивным переднего и заднего концов полосы на 15 станом холодной прокатки, содержащая участке передняя моталка - валки клеприводы валков, разматывателя и моти и валки клети - задняя моталка. талок с соответствующими блоками упНесмотря на т о , что расстояние между равления, датчик скорости валков и моталками и валками клети стремятся два импульсных датчика, дополнительсократить до минимума, полностью и с - 20 но содержит датчик момента прокатки, ключить недокат при этом практически узлы задания скоростей и длин расканевозможно. При последующей обработта переднего и заднего концов полосы, ке недокат по переднему и заднему два счетчика, два цифроаналогоных концам полосы обрезают и направляют на переплав. Это снижает выход год- 25 преобразователя и два командных блока, причем входы первого счетчика соного проката и производительность единены с выходами узла задания длины стана. раската переднего конца полосы, перНаиболее близким к изобретению выми и вторыми выходами первого копо технической сущности и достигаемандного блока, первыми и вторыми мому результату является система уп- зо выходами первого импульсного датчика, равления реверсивным станом холодной причем входы второго счетчика соедипрокатки,.содержащая приводы валков, нены с выходами узла задания длины разматывателя и моталок с соответстраската заднего конца полосы, первым вующими блоками управления, датчик и вторым выходами второго командного скорости валков и два импульсных дат35 блока и второго импульсного датчика, чика. Система •обеспечивает первый выходы счетчиков и третьи выходы копроход с разматывателя, а последующие мандных блоков соединены с соответстпроходы - - с использованием мотавующими входами цифроаналоговых прелок [2] . образователей, ''выходы цифроаналогоНедостатком известной системы 40 вых преобразователей соединены с входами узлов задания скорости переднетакже является недокат переднего и го и заднего конн^в полосы, другие заднего концов полосы, вследствие входы которых соединены с четвертычего снижается выход годного проката ми выходами соответствующих команди производительность с т а н а . Если в каждом проходе выпускать задний и 45 ных блоков, входы датчика момента соединены с выходами датчиков скороспередний концы полосы из моталок и ти валков и тока, выходы датчиков мопрокатывать их в валках клети, а з а мента прокатки и скорости валков соетем снова заправлять в соответствуюдинены с первым и вторым входами кощую моталку, то при этом снижается производительность стана, поскольку 50 мандных блоков, выходы узлов задания скорости переднего конца полосы соезаправка конца полосы в зев моталки динены с входами блоков управления операция весьма трудоемкая и отнимаприводами разматывателя и валков, ет много времени. Поэтому при ревервыход узла задания скорости заднего сивной прокатке заправку концов каждой полосы в моталки производят один 55 конца полосы соединен с вторым входом блока управления приводом валков р а з , что способствует увеличению и с входом блока управления приводом^ производительности стана, но при моталки. этом имеет место недокат и снижение 1156753 На фиг.1 приведена функциональная ственно переднего и заднего концов полосы 2. Входы 32- и 33 блоков 28 и схема системы управления реверсивным 29 соединены соответственно с выходастаком холодной прокатки, на фиг.2 ми датчика 21 момента прокатки и датфункциональная схема командных блоков, 5 чика 23 скорости валков. Узея 24 (25) задания длины раскаИсходный рулон 1 полосы 2 насажита переднего (заднего) конца полосы вается на барабан разнатывателя 3. содержит множительно-делителъное звеПолоса 2 прокатывается в валках 4 и но 34 и соединенные с его входами сматывается в рулон моталкой 5. Во 10 задатчика 35-37 соответственно передвтором и последующем проходах намотнего конца 1п (заднего конца 0^ ) , ка-размотка рулона осуществляется конечной толщины полосы Ь и начальтакже моталкой 6. Разматывателъ 3, ной толщины раската Нп переднего валки 4 и моталка 5 имеют приводы конца (Н^ заднего конца) полосы. Вы7-9 с блоками Ї0-Ї2 управления соотходом узла задания длины раската пеI реднего 24 (заднего 25) является выS ветственно. Задние скорости при раскатке пеход множигельно-делктельного звереднего конца полосы 2 и заправка на 34. ' , « его в зев моталки 5 осуществляется Принципиальная схема командных узлом 13 задания скорости: переднего блоков 28 и 29 (фиг.2) содержит ко20 конца полосы, выход которого соедимандоаппараты 38 и 39, K-S-триггенен с входами блоков 10 и її управры 40-42, элементы И 43 и 44, релейления приводами 7 и 8 соответственно ные элементы 45 и 46 и кнопку 47. разматывателя 3 и валков 4. Задние Командоаппарат 38 соединен с элескорости при раскатке заднего конца ментом И 43 и с S-входом триггера 40, полосы 2 и заправке его в зев моталки 25 R-вход триггера 40 и S-входы тригге6 осуществляется узлом 14 задания ров 41 и 42 соединены с командоапскорости заднего конца полосы, вьоадд паратом 39. Второй вход элемента И которого соединен с вторым входом 'Л соединен с инверсным выходом тригблока И и с входом блока 12 управлегера 4І, Кгвходы триггеров 40 и 42 ния приводами 8 и 9 соответственно ^® соединены с кнопкой 47. R-вход тригвалков 4 и моталки 5, Входы узлов гера 42 соединен с выходом элемен13 и 14 задания скоростей передче^о та И 44, входы которого соединены и заднего концов полосы еоответсТЕенинверсным выходом релейного элеменно соединены с выходами цифроаналота 45 и прямым выходом релейного говых преобразователей 15 и 16 C O O T - 3S элемента 46, входы которых соедиветственно. Входы последних соединены нены с входами 32 и 33 командного с выходами реверсивных счетчиков 17 блока. и 18 соответственно, счетные входь! Система работает следующим обсложения и вычитания которых соединеразом. ны с первым и вторым выходами импуль- 4$ ЕІеред началом раскатки переднего сных датчиков 19 и 20 соответственно. конца полосы 2 до конечной толщины Датчик 21 момента прокатки контролиру4 в командном блоке 28 (фиг.2) вклю> ет нахождения полосы 2 в валках 4. чают кнопку 47 "Начало цикла", приВходы датчика 21 момента прокатки водя, в исходное состояние триггеры соединены с выходами датчиков тока 224S 40-42. Затем командоаппаратом 38 че- . и скорости 23 привода 8 валков 4. рез элемент И 43 и выход 27 командИнформационные входы Д счетчиков ного блока вводят в реверсивный 17 и 18 соединены с выходами узлов счетчик 17 число ft , определяемое задания длины раската 24 и 25 соответ- узлом 24 задания длины раската передственно переднего и заднего концов 50 него конца полосы. Длина раската пеполосы 2. Управляющие входы ^ и С реднего конца полосы вычисляется в счетчиков 17 и 18 соединены с выходасоответствии с соотношением ми 26 к 27 командных блоков 28 и 29 соответственно. Выходы 30 и 31 командных блоков 28 и 29 соединены с вторы-55 Н. ми входами соответственно цифроанало- конечная толщины полосы 2, где говых преобразователей 15 и 16 и уззадаваемая задатчнком 36; лов 13 и 14 задания скорости соответ- конечная длина раската пе и 5 1156755 реднего конца полосы 2, задаваемая задатчиком 35 и соответствующая длине натянутой полосы 2 между осью валков 4 и зевом барабана моталки 5; толщина подката или начальИп ная толщина полосы 2, задаваемая задатчиком 37. При вводе числа Ьи в реверсивный счетчик 17 одновременно включается триггер 40, подается разрешающий сигнал на цифроаналоговый преобразователь 15 и на выходе последнего появляется сигнал, благодаря которо- 15 му узел 13 задания скорости переднего конца полосы воздействует на блоки 10 и 11 управления приводов 7 и 8 разматывателя и валков для подачи к валкам 4 переднего конца рулона 1 20 полосы 2. При входе переднего конца полосы 2 в валки 4, т.е. в начале первого прохода, срабатывает датчик 2J момента прокатки, включается релейный элемент 45, по сигналу которо-25 го через выход 26 командного блока 28 разрешается прохождение импульсов импульсного датчика 19 к счетным входам реверсивного счетчика 17. При этом направление вращения импульсно- 30 го датчика 19 таково, что имеются сигналы на его первом выходе и поступают на вычитающий вход " 1 " реверсивного счетчика 17, списывая введенное в счетчик 17 число 1^ и уменьшая сиг нал на выходе узла 13 задания скорос-35 ти. После перемещения полосы 2 со стороны разматывателя 3 на расстояние { , реверсивный счетчик 17 обнуляется, исчезает сигнал на выходе цифроанало-^д гового преобразователя 15, приводы 7 и 8 соответственно разматывателя и валков останавливаются. Первый проход законченУстанавливается новый раствор вал-** ков 4, затем для второго прохода командоаппаратом 39 включаются триггеры 41 и 42 и отключается триггер 40. При отключении триггера 40 исчезает сигнал на выходе 30 командного блока 5* 28 и снимается разрешение на работу цифроаналогового преобразователя 15, а при включении триггера 42 на выходе 31 командного блока 28 появляется сигнал и подается команда реверса на 5* вход узла 13 задания скорости переднего конца. Приводы 7 и 8 соответст-. венно разматывателя 3 и валков 4 ре версируются и раскатывают передний конец попосы 2 при перемещении его в обратном направлении во втором проходе. В это время на суммирующий вход "+1" реверсивного счетчика 17 поступают импульсы с второго выхода импульсного датчика 19, записывая в реверсивный счетчик 17 путь перемещения полосы 2 на участке: разматыватель 3 - валки 4. Запись пути производится до выхода переднего конца полосы 2 из валков 4 и исчезновения сигнала на выходе датчика 21 момента прокатки, т.е. до окончания второго прохода, поскольку при этом отпадает релейный элемент 45 и снимается разрешающий сигнал на выходе 26 командного блока 28. Сигнал с реверсивного счетчика 17 не проходит при этом на вход узла 13 задания скорости, поскольку отсутствует разрешающий сигнал на входе цифроаналогового преобразователя 15 с выхода 30 командного блока 28. При отпадании релейного элемента 45 срабатывает элемент И 44, поскольку вращается привод 8 валков, имеется сигнал датчика 23 скорости и включено релейное звено 46. По сигналу элемента И 44 отключается триггер 42 и снимается команда перемещения переднего конца полосы 2 на выходе 31 командного блока 28. Приводы 7 и 8 соответственно разматывателя и валков останавливаются и второй проход завершен. Устанавливается і.овмй раствор валков 4 и для третьего прохода командоаппаратом 38 включается триггер 40» вводя в работу цифроаналоговый преобразователь 15. Сигнал ввода числа L , в реверсивный счетчик 17 на выr ходе 27 при этом іе появляется, так как отсутствует сигнал на инверсном выходе включенного триггера 41 и не проходит сигнал командоаппарата 38 через элемент И 43. Поскольку в реверсивный счетчик 17 записан путь перемещения полосы 2 во время обратного, второго прохода переднего конца, то при появлении разрешающего сигнала на входе цифроаналогового преобразователя 15 включаются приводы 7 и 8 разматывателя и валков для третьего прохода. При этом, как и в первом проходе, импульсами датчика 19 списывается записанное в реверсивном счетчике 17 во вто Я ром проходе число. ІІогло оПнупеггия реверсивного счстчиьа t/ приппды 7 и 8 разматывателя и вшікон ос і л нарпиваются и третий проход заканчивает ся. Затем описанные циклы повторяют- 5 ся до окончания раскатки перрднеїо конца полосы 2 до требуемой топщины Ь • По окончании раскатки передний конец полосы 2 направляется в Я Р В моталки 5 и стан включается на рабо- 'О чую скорость для первого прохода всей полосы 2 по схеме раэматыватель 1 валки 4 - моталка 5. При сходе заднего конца рулона 1 полосы 2 с разматывателя 3 и выходе 13 его из валков 4 начинается процесс раскатки заднего конца аналогичному для переднего конца. Отличие состоит лишь в том, что в работу вводятся командным блок 29, 20 узел 14 задания скорости заднего конца полосы, реверсивный счетчик 18, цифроаналоговый преобразователь 16, импульсный датчик 20 и в реверсивный счетчик 19 для первого прохода вво- 25 дится число и-у , вычисляемое узлом 25 на основе соотношения (3), полученного аналогично соотношению (1) Ь3=-ф I (« з о 1 гд* % ~ к п нр ч нал т олшпна по по г ы 2, задаваемая ^ м т ч и к о ч 36, /\ ~ конечная дпина раската заднего конца полоты 2, задаваемая задатчиком 35 и соответствующая длине натянутой полосы 2 между осью валков 4 и чевом барабана моталки Ь\ "ї - толщина заднего конца полосы 2 после перяого прохода через валки 4, задаваемая задатчкком 37. При ^том число /i5 соответствует требуемой исходной длине раскатки заднего конца поносы 2. После раскатки заднего конца до конечной толщины ъ последний заправляется в зев барабана моталки 6 и начинается реверсивная прокатка всей полосы по схеме моталка 5 - валки 4 моталка 6. Таким образом, благодаря раскатке переднего и заднего концов полосы в первом проходе с разматывателя в системе отпадает необходимость в выпуске концов прокатываемой полосы из моталок, исключаются потери времени на повторные запрарки концов полос в мотки и. вследствие этого, повышается выход годного проката и ппоизводительHociь стана. 26(29; Фиг 2 Составитель А.Сергеев Редактор В.Иванова Техред М.Пароцай Корректор О. Лугой аи Заказ 3231/8 Тираж 549 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская н а б . , д.А/5 Филиал ППП "Патент", г.Ужгород, ул»Проектная, А
ДивитисяДодаткова інформація
Назва патенту англійськоюControl system of reversible cold mill
Автори англійськоюPrudkov Mark Lvovych, Rud Volodymyr Pavlovych
Назва патенту російськоюСистема управления реверсивным станом холодной прокатки
Автори російськоюПрудков Марк Львович, Рудь Владимир Павлович
МПК / Мітки
МПК: B21B 37/48, B21B 37/72
Мітки: холодної, прокатки, станом, реверсивним, управління, система
Код посилання
<a href="https://ua.patents.su/6-16176-sistema-upravlinnya-reversivnim-stanom-kholodno-prokatki.html" target="_blank" rel="follow" title="База патентів України">Система управління реверсивним станом холодної прокатки</a>
Система управління електроприводом друкарської машини
Номер патенту: 12225
Опубліковано: 25.12.1996
Автори: Волощак Ігор Андрійович, Верхола Михайло Іванович, Луцків Микола Михайлович
МПК: B41F 33/00
Мітки: друкарської, система, електроприводом, машини, управління
Формула / Реферат:
Система управлення электроприводом печатной машины, содержащая электродвигатель печатного аппарата и электродвигатель фальцаппарата, связанные с соответствующими узлами управления скоростью вращения, импульсные датчики частоты вращения, кинематически связанные с электродвигателями и электрически - с первыми входами соответствующих счетчиков-преобразователей, выходами соединенных с первыми входами соответствующих блоков памяти, один из...
Спосіб прокатки штаб

Номер патенту: 13262
Опубліковано: 28.02.1997
Автори: Васильєв Олександр Геннадійович, Пилипенко Сергій Степанович, Мовшович Вілорд Соломонович, Волков Ігор Анатольєвич, Ніколаєв Віктор Олександрович, Тилик Василь Трохимович, Романіко Сергій Павлович, Трофімов Віталій Олександрович
МПК: B21B 1/26
Формула / Реферат:
(57) Способ прокатки полос, с наклоном полосы на входе к нижнему валку, включающий рассогласование окружных скоростей валков, отличающийся тем, что большую окружную скорость при наличии заднего натяжения придают верхнему рабочему валку, а при отсутствии заднего натяжения - нижнему, при этом разницу в величинах окружных скоростей валков устанавливают по зависимости
Пристрій автоматичного управління виїмковою машиною
Номер патенту: 7597
Опубліковано: 29.09.1995
Автори: Клименко Володимир Іванович, Захаров Володимир Миколаєвич, Бакуменко Володимир Степанович, Сірченко Володимир Миколайович, Кіріченко Костянтин Іванович
МПК: E21C 35/24
Мітки: пристрій, автоматичного, виїмковою, управління, машиною
Формула / Реферат:
Устройство автоматического управления выемочной машиной, содержащее датчик и задатчик нагрузки, подключенные к соответствующим входам первого блока сравнения, выход которого соединен с входами релейного элемента недогрузки и релейного элемента перегрузки, выход последнего подключен к первому входу первого блока выделения наименьшего сигнала, второй и третий входы которого подключены к задатчику скорости подачи и реле времени уменьшения...
Пристрій для управління барабаном різу листорізальної ротаціонної машини
Номер патенту: 12224
Опубліковано: 25.12.1996
Автори: Вязівський Богдан Андрійович, Луцків Микола Михайлович, Верхола Михайло Іванович, Стрепко Ігор Теодорович
МПК: B23D 25/00, B23D 36/00
Мітки: листорізальної, пристрій, барабаном, машини, ротаціонної, різу, управління
Формула / Реферат:
Устройство для управления барабаном реза листорезальной ротационной машины, содержащее блок задания длины реза, сумматор, выходом соединенный через преобразователь код-напряжение с входом регулятора скорости барабана реза, датчики скорости привода барабана реза и мерного цилиндра, отличающееся тем, что, с целью расширения технологических возможностей путем увеличения номенклатуры форматов отрезков ленты, в него введены блок формирования...
Спосіб управління трубопрокатним станом
Номер патенту: 9844
Опубліковано: 30.09.1996
Автори: Кузнецов Євгеній Дмитрович, Ніксдорф Борис Юрійович
МПК: B21B 37/16
Мітки: управління, станом, трубопрокатним, спосіб
Формула / Реферат:
1. Способ управления трубопрокатным станом, включающий измерения толщины стенки трубы по ее длине при относительном вращении датчика и трубы, коррекцию зазора между инструментом и трубой, регулирование величины подачи заготовки, отличающийся тем, что выделяют четыре диапазона частот изменения сигнала толщины стенки трубы по ее длине, для каждого из которых вычисляют значения дисперсии и амплитуды сигнала изменения толщины стенки трубы по ее...
Попередній патент: Стенд для монтажа інструментів
Наступний патент: Барабан моталки
Випадковий патент: Спосіб зміцнення поверхонь деталей машин