Спосіб виготовлення брелока

Формула / Реферат
1. Спосіб виготовлення брелока, що включає вирізування заготовок підкладки по заданому контуру, нанесення зображення на підкладку, формування каркасно-несучо-захисного шару і установку елемента кріплення, який відрізняється тим, що як підкладку використовують листовий прозорий полімерний матеріал, а зображення наносять нероз'ємним способом на обидві або на одну із сторін підкладки з відступом від краю на 0,1-10,0 мм, після чого проводять поперемінну заливку сторін до самого краю підкладки прозорим шаром двокомпонентного твердого епоксидного або двокомпонентного твердого поліуретанового, або твердого поліефірного, або твердого акрилового, або твердого УФ-отверджуваного покриття товщиною 0,1-10,0 мм, а установку кільця для ключів здійснюють за допомогою металевого вертлюга, поміщеного в сформований на торці верхньої частини корпусу брелока паз і залитий тужавіючим полімером.
2. Спосіб за п. 1, який відрізняється тим, що як листовий прозорий полімерний матеріал використовують або поліметилметакрилат (ПММА), або полівінілхлорид (ПВХ), або поліпропілен (ПП), або полікарбонат (ПК), або поліетилентерефталат (ПЕТ).
3. Спосіб за п. 1, який відрізняється тим, що товщина листового прозорого полімерного матеріалу складає від 0,1 мм до 10,0 мм.
4. Спосіб за п. 1, який відрізняється тим, що зображення на підкладку брелока наносять на обидві сторони основи в прямому зображенні або на одну сторону підкладки в дзеркальному і потім в прямому зображенні, або на одну сторону дзеркальне зображення, фон і потім пряме зображення.
5. Спосіб за п. 1, який відрізняється тим, що зображення на підкладку наносять з використанням технології шовкотрафаретного друку або термопереносом, або сублімацією, або струменевим друком, або аплікацією, або тисненням, або термотрансферним друком, або гравіюванням, або комбінацією перерахованих способів.
6. Спосіб за п. 1, який відрізняється тим, що паз для вертлюга формують свердленням або фрезеруванням, або випалюванням.
7. Спосіб за п. 1, який відрізняється тим, що заливку вертлюга проводять за допомогою клею на основі розчинника або розплавленого поліметилметакрилату (ПММА), або епоксидної смоли, або поліуретанової смоли, або УФ-отверджуваної смоли.
Текст
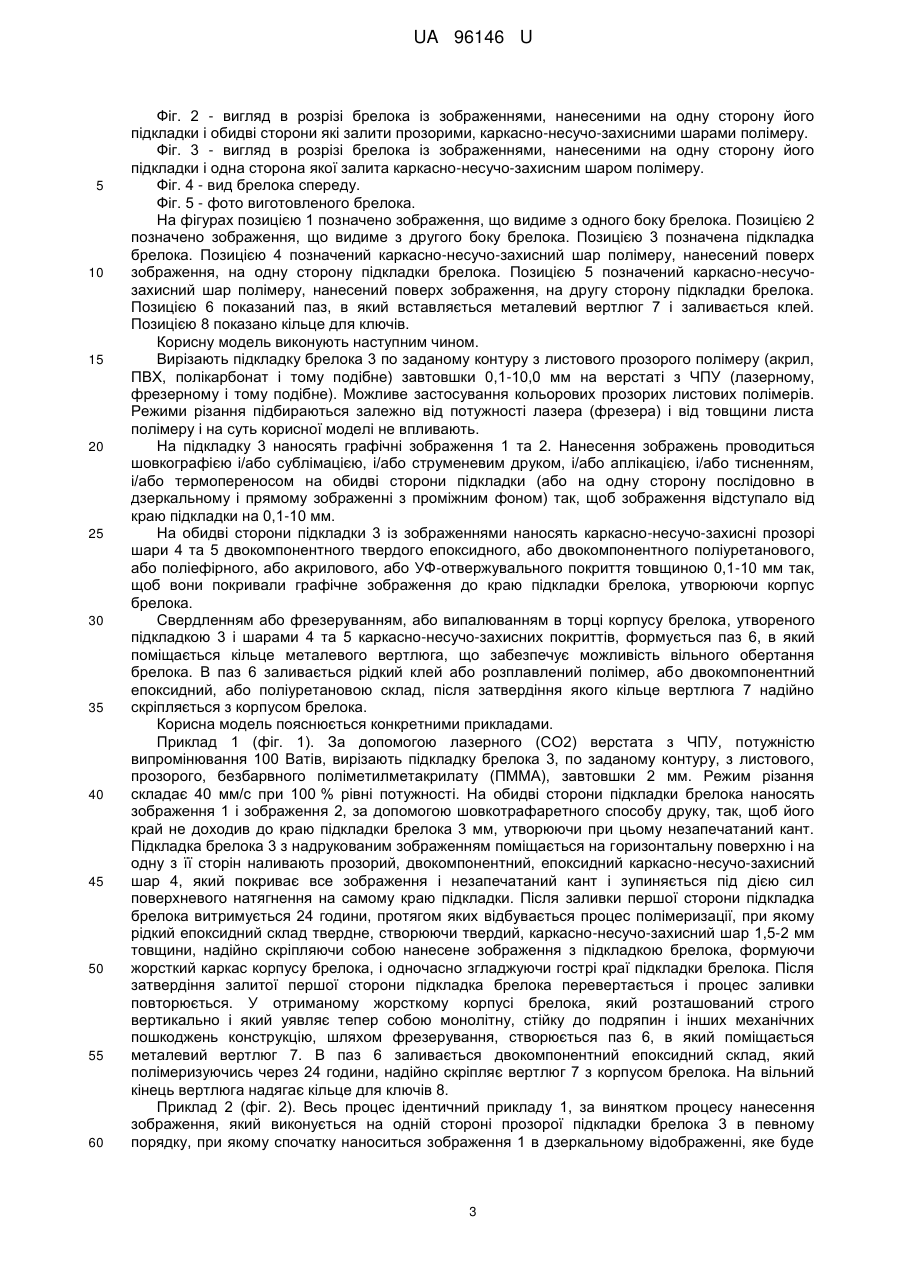
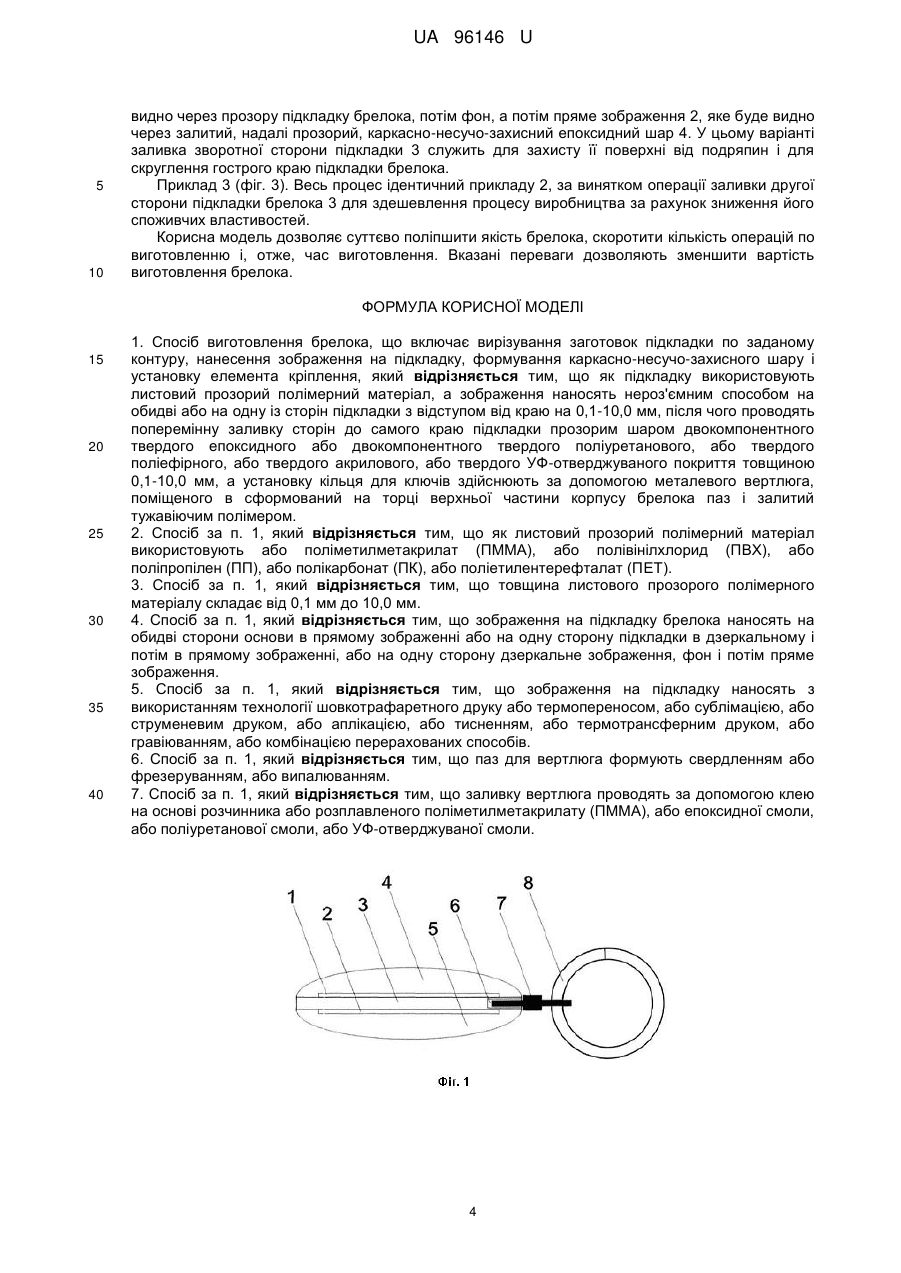
Реферат: UA 96146 U UA 96146 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі рекламно-сувенірної продукції, а точніше до способів виготовлення виробів, що відображають фірмову приналежність товарів і послуг і може бути використано для виготовлення брелоків, значків, табличок, емблем і іншої продукції. Зокрема брелоки в сучасному суспільстві використовуються для вирішення самих різних завдань: від ідентифікації ключів готельних номерів і осередків в супермаркетах (так звані номерні брелоки) до просування торгових марок (промо-брелоки). Відомий аналог є спосіб виготовлення брелока "під поліграфічну вставку" за допомогою лиття пластмас під тиском двох частин корпусу, з подальшим розміщенням між ними паперової вставки з нанесеним поліграфічним зображенням (див. http://www.nagradv.com.ua/trinkets-ofplastics). Недоліками аналогу є необхідність виготовлення оснащення у вигляді прес-форм для лиття, а також невисокий естетичний вид брелока із-за паперового носія зображення і наявності деякого простору між зображенням і корпусом брелока. Відомий аналог є спосіб виготовлення брелока "Гравірований", який здійснюється шляхом вирізування і гравірування з листового двошарового непрозорого пластика або з одношарового пластика з подальшим затиранням фарбою для створення контрастного зображення. Недоліками аналогу є обмежена кількість кольорів (максимум два - фон і зображення), незахищеність гравірованого зображення від забруднень у поєднанні з складністю їх подальшого видалення, наявність гострих граней, що знижують тактильні відчуття при контакті та в результаті - низький естетичний рівень зовнішнього вигляду брелока (див. http://gudvil.com.ua/produkciia brelki.html). Відомий аналог є спосіб виготовлення брелока шляхом травлення з листового металу з подальшою обробкою поверхні для додання їй антикорозійних і декоративних властивостей, нанесенням кольорових емалевих фарбників з подальшим їх запіканням. Недоліками аналогу є екологічна шкідливість процесів травлення і нанесення декоративного гальванічного покриття, неможливість нанесення повнокольорового зображення, відсутність захисту зображення від забруднення, дорожнеча виробництва (див. http://tdznak.com.ua/breloki). Відомий аналог є спосіб виготовлення брелока "Штампований" шляхом штампування з листового металу з подальшою обробкою поверхні для надання їй антикорозійних і декоративних властивостей, нанесенням кольорових емалевих фарбників з подальшим їх запіканням. Недоліками аналогу є необхідність виготовлення оснащення у вигляді штампу, шкідливість процесу нанесення декоративного гальванічного покриття, неможливість нанесення повнокольорового зображення, відсутність захисту зображення від забруднення, дорожнеча (див. http://imagegrad.com.ua/tech.php?tid=12). Відомий аналог є спосіб виготовлення брелока шляхом лиття з розплавленого металу або з пластмас, в заздалегідь виготовлені литтєві форми. Недоліком аналогу є необхідність виготовлення оснащення у вигляді литтєвих форм, неможливість нанесення повнокольорового покриття, відсутність захисту рельєфного зображення від забруднень у поєднанні з складністю їх подальшого видалення, дорожнеча (див.http://www.liteyka.com/index/brelki/0-6). Відомий аналог є спосіб виготовлення брелока "Пластізольовий" шляхом заливки кольорового полімеру в рельєфне металеве оснащення і послідовного запікання кольорових шарів в печі, при високій температурі. Недоліком аналогу є необхідність виготовлення оснащення у вигляді рельєфної металевої матриці, екологічна шкідливість процесу запікання пластизолі (гуми), відсутність захисту рельєфного зображення від забруднень у поєднанні з подальшою складністю його видалення, низька експлуатаційна стійкість із-за слабкої (гумовою) основи кріплення брелока (див. http://shape.com.ua/brelki). Найбільш близьким аналогом до корисної моделі є спосіб виготовлення брелока, описаний в патенті Російської Федерації № 2279839, що включає нанесення зображення на папір (підкладку), установку плівки на папір, вирізування заготовок заданої форми, з'єднання деталей брелока і установку елемента кріплення. Зображення, нанесене на папір, ламінують холодним способом плівкою, виконаною на сольвентній основі. Вирізану заготівку заданої форми поверхнею із зображенням встановлюють щільно до стінки прес-форми, заповнюють її пластмасою з боку, зворотного зображенню. Пластмасу нагрівають до розплавленого стану. Найближчий аналог та корисна модель мають такі спільні ознаки: - вирізування заготовок підкладки по заданому контуру; - нанесення зображення на підкладку; - формування каркасно-несучо-захисного шару; 1 UA 96146 U 5 10 15 20 25 30 35 40 45 50 55 - установку елемента кріплення. Проте найближчий аналог має наступні недоліки: 1. Зображення наноситься на паперову основу (підкладку), яка надалі може піддаватися намоканню через незахищений торець і подальшому розшаровуванню. 2. Потрібне виготовлення оснащення у вигляді прес-форми. 3. Потрібне складне спеціальне устаткування для формування каркасно-несучо-захисного шару. В основу корисної моделі поставлена задача спрощення і здешевлення способу виготовлення брелока, підвищення його споживчих властивостей і збільшення терміну експлуатації шляхом зміни технології виробництва. Поставлена задача вирішується тим, що спосіб включає вирізування заготовок підкладки по заданому контуру, нанесення зображення на підкладку, формування каркасно-несучо-захисного шару і установку елемента кріплення, згідно з корисною моделлю, як підкладку використовують листовий прозорий полімерний матеріал, а зображення наносять нероз'ємним способом на обидві або на одну із сторін підкладки з відступом від краю на 0,1-10,0 мм, після чого проводять поперемінну заливку сторін до самого краю підкладки прозорим шаром двокомпонентного твердого епоксидного або двокомпонентного твердого поліуретанового, або твердого поліефірного, або твердого акрилового, або твердого УФ-отверджувального покриття товщиною 0,1-10,0 мм, а установку кільця для ключів здійснюють за допомогою металевого вертлюга, поміщеного в сформований на торці верхньої частини корпусу брелока паз і залитий тужавіючим полімером. Крім того, як листовий прозорий полімерний матеріал використовують або поліметилметакрилат (ПММА), або полівінілхлорид (ПВХ), або поліпропілен (ПП), або полікарбонат (ПК), або поліетилентерефталат (ПЕТ). Крім того, товщина листового прозорого полімерного матеріалу складає від 0,1 мм до 10,0 мм. Крім того, зображення на підкладку брелока наносять на обидві сторони основи в прямому зображенні або на одну сторону підкладки в дзеркальному і потім в прямому зображенні, або на одну сторону дзеркальне зображення, фон і потім пряме зображення… Крім того, зображення на підкладку наносять з використанням технології шовкотрафаретного друку або термопереносом, або сублімацією, або струменевим друком, або аплікацією, або тисненням, або термотрансферним друком, або гравіюванням, або комбінацією перерахованих методів… Крім того, паз для вертлюга формують свердленням, або фрезеруванням, або випалюванням. Крім того, заливку вертлюга проводять за допомогою клею на основі розчинника або розплавленого поліметилметакрилату (ПММА), або епоксидної смоли, або поліуретанової смоли, або УФ-отверджуваної смоли. Нанесення зображення на обидві або на одну із сторін підкладки, як підкладку використовують листовий прозорий полімерний матеріал і подальша заливка сторін прозорим шаром двокомпонентного твердого епоксидного або двокомпонентного твердого поліуретанового, або твердого поліефірного, або твердого акрилового, або твердого УФотверджувального покриття товщиною 0,1-10,0 мм, що створює каркасно-несучо-захисний шар, дозволяє забезпечити нерозривне з'єднання зображення з основною частиною брелка. Цей шар надійно скріплює собою нанесене зображення з підкладкою брелока, формуючи жорсткий каркас корпусу брелока, і одночасно згладжуючи гострі краї підкладки брелока. При цьому формується монолітна конструкція і відсутня необхідність виготовлення складного оснащення для створення каркасно-несучого захисного шару. Крім того, термін експлуатації брелока збільшується завдяки підвищенню механічної міцності, що запобігає забрудненню і стиранню зображення, що нанесене на підкладку. Термін експлуатації збільшується також завдяки типу кріплення брелока, що забезпечує підвищену механічну стійкість і можливість вільного обертання брелока щодо кільця. Дана технологія дозволяє підвищити споживчі властивості за рахунок відсутності обмежень форми та дизайну, кількості нанесення кольорів друку, включаючи повнокольорове зображення і рельєф, можливості нанесення металізованих кольорів, а також відсутності порожніх просторів між зображенням і "корпусом" брелока. Корисна модель пояснюється кресленнями, де: Фіг.1 - вигляд в розрізі брелока із зображеннями, нанесеними на обидві сторони підкладки і обидві сторони, які залити прозорими, каркасно-несучо-захисними шарами полімеру. 2 UA 96146 U 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 2 - вигляд в розрізі брелока із зображеннями, нанесеними на одну сторону його підкладки і обидві сторони які залити прозорими, каркасно-несучо-захисними шарами полімеру. Фіг. 3 - вигляд в розрізі брелока із зображеннями, нанесеними на одну сторону його підкладки і одна сторона якої залита каркасно-несучо-захисним шаром полімеру. Фіг. 4 - вид брелока спереду. Фіг. 5 - фото виготовленого брелока. На фігурах позицією 1 позначено зображення, що видиме з одного боку брелока. Позицією 2 позначено зображення, що видиме з другого боку брелока. Позицією 3 позначена підкладка брелока. Позицією 4 позначений каркасно-несучо-захисний шар полімеру, нанесений поверх зображення, на одну сторону підкладки брелока. Позицією 5 позначений каркасно-несучозахисний шар полімеру, нанесений поверх зображення, на другу сторону підкладки брелока. Позицією 6 показаний паз, в який вставляється металевий вертлюг 7 і заливається клей. Позицією 8 показано кільце для ключів. Корисну модель виконують наступним чином. Вирізають підкладку брелока 3 по заданому контуру з листового прозорого полімеру (акрил, ПВХ, полікарбонат і тому подібне) завтовшки 0,1-10,0 мм на верстаті з ЧПУ (лазерному, фрезерному і тому подібне). Можливе застосування кольорових прозорих листових полімерів. Режими різання підбираються залежно від потужності лазера (фрезера) і від товщини листа полімеру і на суть корисної моделі не впливають. На підкладку 3 наносять графічні зображення 1 та 2. Нанесення зображень проводиться шовкографією і/або сублімацією, і/або струменевим друком, і/або аплікацією, і/або тисненням, і/або термопереносом на обидві сторони підкладки (або на одну сторону послідовно в дзеркальному і прямому зображенні з проміжним фоном) так, щоб зображення відступало від краю підкладки на 0,1-10 мм. На обидві сторони підкладки 3 із зображеннями наносять каркасно-несучо-захисні прозорі шари 4 та 5 двокомпонентного твердого епоксидного, або двокомпонентного поліуретанового, або поліефірного, або акрилового, або УФ-отвержувального покриття товщиною 0,1-10 мм так, щоб вони покривали графічне зображення до краю підкладки брелока, утворюючи корпус брелока. Свердленням або фрезеруванням, або випалюванням в торці корпусу брелока, утвореного підкладкою 3 і шарами 4 та 5 каркасно-несучо-захисних покриттів, формується паз 6, в який поміщається кільце металевого вертлюга, що забезпечує можливість вільного обертання брелока. В паз 6 заливається рідкий клей або розплавлений полімер, або двокомпонентний епоксидний, або поліуретановою склад, після затвердіння якого кільце вертлюга 7 надійно скріпляється з корпусом брелока. Корисна модель пояснюється конкретними прикладами. Приклад 1 (фіг. 1). За допомогою лазерного (СО2) верстата з ЧПУ, потужністю випромінювання 100 Ватів, вирізають підкладку брелока 3, по заданому контуру, з листового, прозорого, безбарвного поліметилметакрилату (ПММА), завтовшки 2 мм. Режим різання складає 40 мм/с при 100 % рівні потужності. На обидві сторони підкладки брелока наносять зображення 1 і зображення 2, за допомогою шовкотрафаретного способу друку, так, щоб його край не доходив до краю підкладки брелока 3 мм, утворюючи при цьому незапечатаний кант. Підкладка брелока 3 з надрукованим зображенням поміщається на горизонтальну поверхню і на одну з її сторін наливають прозорий, двокомпонентний, епоксидний каркасно-несучо-захисний шар 4, який покриває все зображення і незапечатаний кант і зупиняється під дією сил поверхневого натягнення на самому краю підкладки. Після заливки першої сторони підкладка брелока витримується 24 години, протягом яких відбувається процес полімеризації, при якому рідкий епоксидний склад твердне, створюючи твердий, каркасно-несучо-захисний шар 1,5-2 мм товщини, надійно скріпляючи собою нанесене зображення з підкладкою брелока, формуючи жорсткий каркас корпусу брелока, і одночасно згладжуючи гострі краї підкладки брелока. Після затвердіння залитої першої сторони підкладка брелока перевертається і процес заливки повторюється. У отриманому жорсткому корпусі брелока, який розташований строго вертикально і який уявляє тепер собою монолітну, стійку до подряпин і інших механічних пошкоджень конструкцію, шляхом фрезерування, створюється паз 6, в який поміщається металевий вертлюг 7. В паз 6 заливається двокомпонентний епоксидний склад, який полімеризуючись через 24 години, надійно скріпляє вертлюг 7 з корпусом брелока. На вільний кінець вертлюга надягає кільце для ключів 8. Приклад 2 (фіг. 2). Весь процес ідентичний прикладу 1, за винятком процесу нанесення зображення, який виконується на одній стороні прозорої підкладки брелока 3 в певному порядку, при якому спочатку наноситься зображення 1 в дзеркальному відображенні, яке буде 3 UA 96146 U 5 10 видно через прозору підкладку брелока, потім фон, а потім пряме зображення 2, яке буде видно через залитий, надалі прозорий, каркасно-несучо-захисний епоксидний шар 4. У цьому варіанті заливка зворотної сторони підкладки 3 служить для захисту її поверхні від подряпин і для скруглення гострого краю підкладки брелока. Приклад 3 (фіг. 3). Весь процес ідентичний прикладу 2, за винятком операції заливки другої сторони підкладки брелока 3 для здешевлення процесу виробництва за рахунок зниження його споживчих властивостей. Корисна модель дозволяє суттєво поліпшити якість брелока, скоротити кількість операцій по виготовленню і, отже, час виготовлення. Вказані переваги дозволяють зменшити вартість виготовлення брелока. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 30 35 40 1. Спосіб виготовлення брелока, що включає вирізування заготовок підкладки по заданому контуру, нанесення зображення на підкладку, формування каркасно-несучо-захисного шару і установку елемента кріплення, який відрізняється тим, що як підкладку використовують листовий прозорий полімерний матеріал, а зображення наносять нероз'ємним способом на обидві або на одну із сторін підкладки з відступом від краю на 0,1-10,0 мм, після чого проводять поперемінну заливку сторін до самого краю підкладки прозорим шаром двокомпонентного твердого епоксидного або двокомпонентного твердого поліуретанового, або твердого поліефірного, або твердого акрилового, або твердого УФ-отверджуваного покриття товщиною 0,1-10,0 мм, а установку кільця для ключів здійснюють за допомогою металевого вертлюга, поміщеного в сформований на торці верхньої частини корпусу брелока паз і залитий тужавіючим полімером. 2. Спосіб за п. 1, який відрізняється тим, що як листовий прозорий полімерний матеріал використовують або поліметилметакрилат (ПММА), або полівінілхлорид (ПВХ), або поліпропілен (ПП), або полікарбонат (ПК), або поліетилентерефталат (ПЕТ). 3. Спосіб за п. 1, який відрізняється тим, що товщина листового прозорого полімерного матеріалу складає від 0,1 мм до 10,0 мм. 4. Спосіб за п. 1, який відрізняється тим, що зображення на підкладку брелока наносять на обидві сторони основи в прямому зображенні або на одну сторону підкладки в дзеркальному і потім в прямому зображенні, або на одну сторону дзеркальне зображення, фон і потім пряме зображення. 5. Спосіб за п. 1, який відрізняється тим, що зображення на підкладку наносять з використанням технології шовкотрафаретного друку або термопереносом, або сублімацією, або струменевим друком, або аплікацією, або тисненням, або термотрансферним друком, або гравіюванням, або комбінацією перерахованих способів. 6. Спосіб за п. 1, який відрізняється тим, що паз для вертлюга формують свердленням або фрезеруванням, або випалюванням. 7. Спосіб за п. 1, який відрізняється тим, що заливку вертлюга проводять за допомогою клею на основі розчинника або розплавленого поліметилметакрилату (ПММА), або епоксидної смоли, або поліуретанової смоли, або УФ-отверджуваної смоли. 4 UA 96146 U 5 UA 96146 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюYudin Volodymyr Mykolayovych
Автори російськоюЮдин Владимир Николаевич
МПК / Мітки
МПК: A44C 3/00
Мітки: спосіб, брелока, виготовлення
Код посилання
<a href="https://ua.patents.su/8-96146-sposib-vigotovlennya-breloka.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення брелока</a>
Спосіб виготовлення підкладки з липким монтажним шаром

Номер патенту: 62332
Опубліковано: 15.12.2003
Автори: Мурогіна Людмила Леонідівна, Медведєва Валентина Іванівна, Кимак Ірина Миколаївна
МПК: C09J 7/02
Мітки: спосіб, виготовлення, липким, монтажним, шаром, підкладки
Формула / Реферат:
Спосіб виготовлення підкладки з липким монтажним шаром, який включає нанесення клею постійної липкості на підкладку та його сушіння, який відрізняється тим, що нанесення клею відбувається за допомогою розташованого під підкладкою поролонового валика з дрібною структурою пор.
Спосіб виготовлення бокової прорізної кишені “в рамку”
Номер патенту: 42147
Опубліковано: 25.06.2009
Автори: Приймак Людмила Василівна, Михайличенко Ганна Леонідівна, Марченко Лідія Павлівна
МПК: A41D 27/20
Мітки: спосіб, виготовлення, рамку, бокової, прорізної, кишені
Формула / Реферат:
Спосіб виготовлення бокової прорізної кишені "в рамку", при якому верхню та нижню обшивки з'єднують з пілочкою, підкладку з'єднують з нижньою обшивкою і підзором, бокові зрізи підкладки з'єднують між собою, який відрізняється тим, що підкладку з'єднують з підзором по нижньому його зрізу, а верхню обшивку та підзор виконують за одне ціле.
Спосіб виготовлення фільтрувального елемента трубчастого типу
Номер патенту: 47685
Опубліковано: 15.07.2002
Автори: Шаповал Олександр Євгенович, Загороднюк Юрій Вікторович, Карпенко Петро Олександрович, Сова Ромен Юхимович, Прушанський Максим Йосипович, Луцько Василь Степанович
МПК: B01D 29/00, B01D 27/00, B01D 39/02
Мітки: трубчастого, елемента, типу, спосіб, виготовлення, фільтрувального
Формула / Реферат:
Спосіб виготовлення фільтрувального елемента трубчастого типу, який включає розміщення між підкладками, що виготовлені з нетканого пористого волокна на основі поліетилену і/або поліпропілену, послідовно розміщених шарів фільтрувального матеріалу, один з яких являє собою папір, виготовлений із карбоксиметилцелюлози з бентонітом і/або палигорскітом, а наступний - шар паперу, виготовлений із фосфатцелюлози, причому підкладки формують...
Спосіб ідентифікації брелока двосторонньою автомобільною охоронною системою
Номер патенту: 48425
Опубліковано: 10.03.2010
Автори: Алексєєв Олег Вадимович, Бабарикін Олексій Валентинович, Ткаленко Андрій Олександрович, Голубєв Олександр Анатолійович
МПК: B60R 25/00
Мітки: брелока, двосторонньою, охоронною, системою, спосіб, автомобільною, ідентифікації
Формула / Реферат:
1. Спосіб ідентифікації брелка двосторонньою автомобільною охоронною системою, що включає двосторонній зв'язок брелка із системним блоком, який відрізняється тим, що натискаючи на одну з кнопок брелка, відправляють повідомлення у закодованому вигляді з даною командою до системного блока, де за допомогою системи його розкодовують, при успішному розкодуванні повідомлення, використовуючи внутрішню базу запитань та відповідей, що знаходиться в...
Спосіб виготовлення пластин
Номер патенту: 94105
Опубліковано: 11.04.2011
Автори: Рубіш Василь Михайлович, Шпирко Григорій Миколайович, Проц Лариса Анатоліївна, Ткаченко Віктор Іванович
МПК: B24B 1/00, B24B 21/00, B24B 37/04
Мітки: пластин, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення пластин, який включає формування однієї плоскої поверхні заготовки, виготовлення підкладки з принаймні однією плоскою поверхнею, нанесення на плоску поверхню підкладки шару термопластичного матеріалу, нагрівання підкладки з термопластичним матеріалом та заготовки до температури розм'якшення термопластичного матеріалу, притискання заготовки плоскою стороною до плоскої сторони підкладки, охолодження та подальше шліфування...
Попередній патент: Спосіб отримання котельного палива “біомазут”
Наступний патент: Упакування для транспортування і зберігання рослинної продовольчої сировини
Випадковий патент: Композиція інгредієнтів для виробництва варених ковбас