Свердловинні насосно-компресорні труби з полімерними гільзами
Номер патенту: 97189
Опубліковано: 10.01.2012
Автори: Тайєр Карін, Оберндорфер Маркус, Лідауер Зігфрід, Анкер Мартін
Формула / Реферат
1. Свердловинна насосно-компресорна труба, що містить множину секцій з прохідним каналом і внутрішнім діаметром, щонайменше частина з яких має полімерні гільзи, встановлені в прохідному каналі секції насосно-компресорної труби, яка відрізняється тим, що полімерні гільзи містять щонайменше один шар зшитого поліетилену.
2. Свердловинна насосно-компресорна труба за п. 1, яка відрізняється тим, що гільзи мають товщину 0,5-10 мм.
3. Свердловинна насосно-компресорна труба за будь-яким попереднім пунктом, яка відрізняється тим, що зшитий поліетилен має щільність, що становить щонайменше 920 кг/м3.
4. Свердловинна насосно-компресорна труба за п. 3, яка відрізняється тим, що зшитий поліетилен є зшитим поліетиленом високої щільності з щільністю 940-964 кг/м3.
5. Свердловинна насосно-компресорна труба за будь-яким попереднім пунктом, яка відрізняється тим, що зшитий поліетилен має міру зшивання 20-90 %.
6. Свердловинна насосно-компресорна труба за будь-яким попереднім пунктом, яка відрізняється тим, що зшитий поліетилен має показник текучості розплаву (190 °С, 2,16 кг), визначений згідно з стандартом 1133 Міжнародної організації по стандартизації, до зшивання 0,1-4 г/10 хв.
7. Свердловинна насосно-компресорна труба за будь-яким попереднім пунктом, яка відрізняється тим, що полімерні гільзи складаються з декількох шарів, при цьому щонайменше внутрішній шар містить зшитий поліетилен.
8. Свердловинна насосно-компресорна труба за будь-яким з пп. 1-6, яка відрізняється тим, що полімерні гільзи є одношаровими.
9. Свердловинна насосно-компресорна труба за будь-яким попереднім пунктом, яка відрізняється тим, що є насосно-компресорною трубою нафтової свердловини.
10. Система видобутку штанговими глибинними насосами, що містить одну або декілька свердловинних насосно-компресорних труб за будь-яким попереднім пунктом і насосні штанги, встановлені в кожній свердловинній насосно-компресорній трубі.
11. Система видобутку за п. 10, в якій кожна насосна штанга містить множину окремих секцій, сполучених одна з одною з'єднувальними муфтами, яка відрізняється тим, що з'єднувальні муфти мають стійкість до поверхневої корозії ≤0,025 мм при 0 °С, визначену згідно з стандартом G 48-03, спосіб С або Е, Американського товариства випробування матеріалів.
12. Система видобутку за п. 10, в якій кожна насосна штанга містить множину окремих секцій, сполучених одна з одною з'єднувальними муфтами, яка відрізняється тим, що з'єднувальні муфти мають шорсткість поверхні Ra≤2,8 мкм.
13. Система видобутку за п. 10 або 11, яка відрізняється тим, що з'єднувальні муфти мають твердість поверхні з числом твердості по Віккерсу HV200≥300.
14. Система видобутку за одним з пп. 10-13, яка відрізняється тим, що з'єднувальні муфти містять зношуваний шар на зовнішній поверхні муфт, що містить напилений метал, сплавлений із зовнішньою поверхнею.
15. Система видобутку за п. 14, яка відрізняється тим, що зношуваний шар містить 0,50-1,00 ваг. % вуглецю, 3,50-5,50 ваг. % кремнію, 12,00-18,00 ваг. % хрому, 2,50-4,5 ваг. % бору, 3,00-5,5 ваг. % заліза, і залишок складає нікель.
16. Система видобутку штанговими глибинними насосами, що містить одну або декілька свердловинних насосно-компресорних труб, кожна з яких містить множину секцій з прохідним каналом і внутрішнім діаметром, щонайменше частина з яких має полімерні гільзи, що встановлені в прохідному каналі секції і складаються із зшитого поліетилену, при цьому насосні штанги встановлені в кожній свердловинній насосно-компресорній трубі, і кожна насосна штанга містить множину секцій з окремими секціями, сполученими одна з одною з'єднувальними муфтами, що мають стійкість до поверхневої корозії ≤0,025 мм при 0 °С, визначену згідно з стандартом G 48-03, спосіб С або Е, Американського товариства випробування матеріалів.
17. Система видобутку штанговими глибинними насосами, що містить одну або декілька свердловинних насосно-компресорних труб, що містять, кожна, множину секцій з прохідним каналом і внутрішнім діаметром, щонайменше частина з яких має полімерні гільзи, що встановлені в прохідному каналі секції і складаються із зшитого поліетилену, при цьому насосні штанги встановлені в кожній свердловинній насосно-компресорній трубі, і кожна насосна штанга містить множину секцій, з окремими секціями, сполученими одна з одною з'єднувальними муфтами, що мають шорсткість поверхні Ra≤2,8 мкм.
Текст
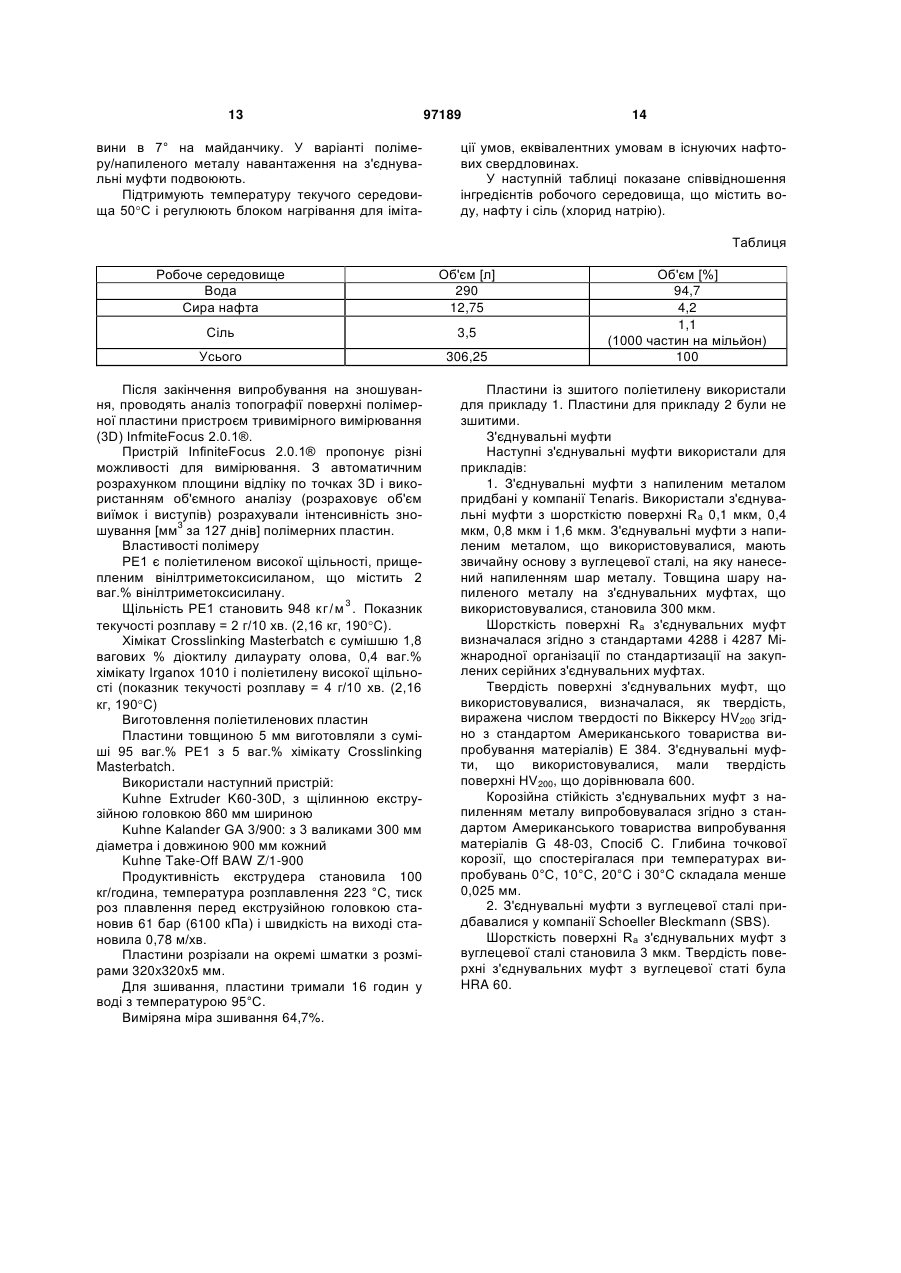
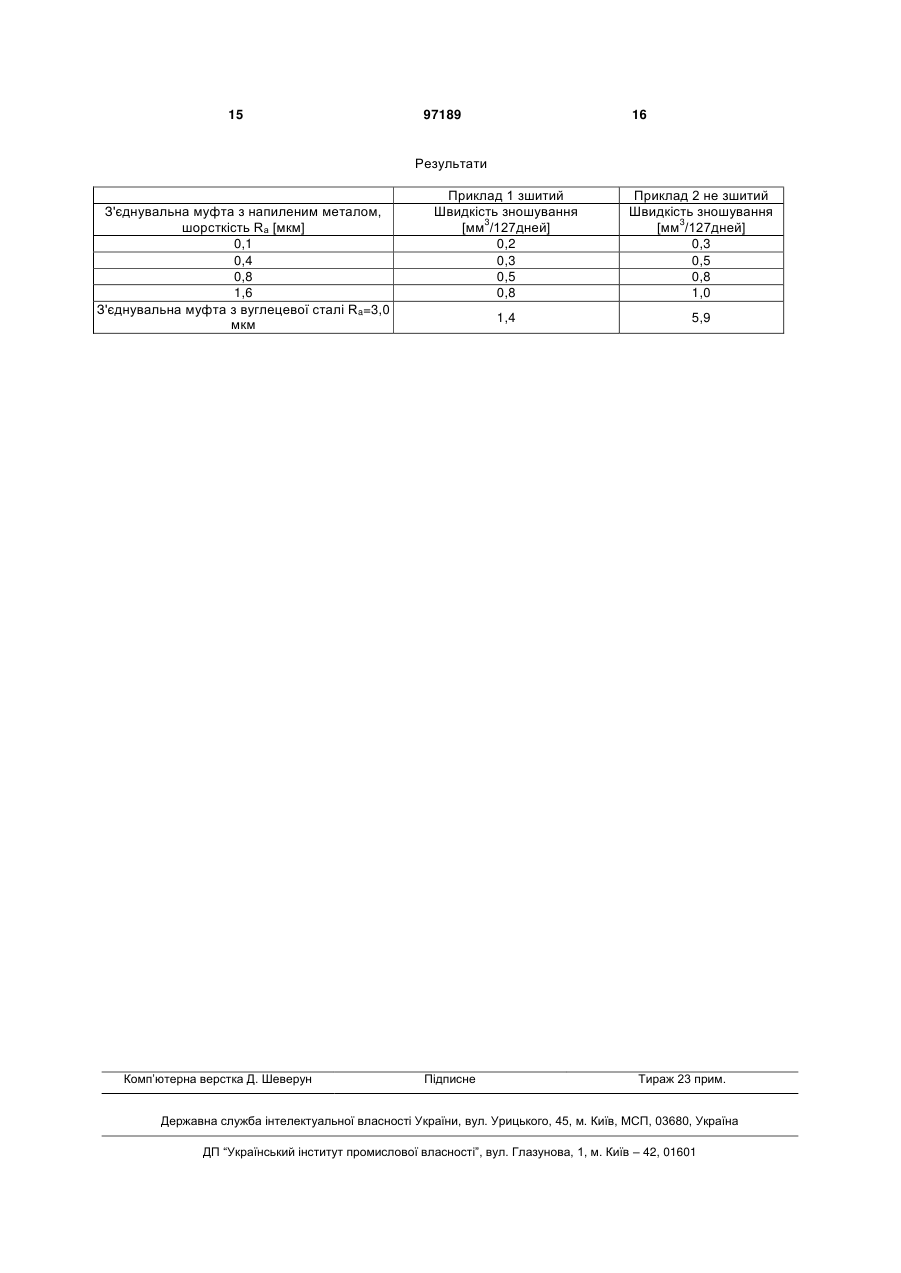
1. Свердловинна насосно-компресорна труба, що містить множину секцій з прохідним каналом і внутрішнім діаметром, щонайменше частина з яких має полімерні гільзи, встановлені в прохідному каналі секції насосно-компресорної труби, яка відрізняється тим, що полімерні гільзи містять щонайменше один шар зшитого поліетилену. 2. Свердловинна насосно-компресорна труба за п. 1, яка відрізняється тим, що гільзи мають товщину 0,5-10 мм. 3. Свердловинна насосно-компресорна труба за будь-яким попереднім пунктом, яка відрізняється тим, що зшитий поліетилен має щільність, що ста3 новить щонайменше 920 кг/м . 4. Свердловинна насосно-компресорна труба за п. 3, яка відрізняється тим, що зшитий поліетилен є зшитим поліетиленом високої щільності з щільніс3 тю 940-964 кг/м . 5. Свердловинна насосно-компресорна труба за будь-яким попереднім пунктом, яка відрізняється тим, що зшитий поліетилен має міру зшивання 2090 %. 6. Свердловинна насосно-компресорна труба за будь-яким попереднім пунктом, яка відрізняється тим, що зшитий поліетилен має показник текучості розплаву (190 °С, 2,16 кг), визначений згідно з стандартом 1133 Міжнародної організації по стандартизації, до зшивання 0,1-4 г/10 хв. 7. Свердловинна насосно-компресорна труба за будь-яким попереднім пунктом, яка відрізняється 2 (19) 1 3 97189 4 має полімерні гільзи, що встановлені в прохідному каналі секції і складаються із зшитого поліетилену, при цьому насосні штанги встановлені в кожній свердловинній насосно-компресорній трубі, і кожна насосна штанга містить множину секцій з окремими секціями, сполученими одна з одною з'єднувальними муфтами, що мають стійкість до поверхневої корозії ≤0,025 мм при 0 °С, визначену згідно з стандартом G 48-03, спосіб С або Е, Американського товариства випробування матеріалів. 17. Система видобутку штанговими глибинними насосами, що містить одну або декілька свердло винних насосно-компресорних труб, що містять, кожна, множину секцій з прохідним каналом і внутрішнім діаметром, щонайменше частина з яких має полімерні гільзи, що встановлені в прохідному каналі секції і складаються із зшитого поліетилену, при цьому насосні штанги встановлені в кожній свердловинній насосно-компресорній трубі, і кожна насосна штанга містить множину секцій, з окремими секціями, сполученими одна з одною з'єднувальними муфтами, що мають шорсткість поверхні Ra≤2,8 мкм. Даний винахід стосується свердловинних насосно-компресорних труб з поліпшеною абразивною і корозійною стійкістю. Конкретно, винахід стосується насосно-компресорних труб для нафтових свердловин, що містять множину секцій з прохідним каналом і внутрішнім діаметром, при цьому щонайменше частина секцій насоснокомпресорної труби має полімерні гільзи, встановлені в прохідному каналі секції. Даний винахід стосується колон насоснокомпресорних труб, що використовуються в свердловинах, конкретно в нафтових свердловинах, що експлуатуються з штанговими глибинними насосами, що є звичайною методикою відкачування нафти з підземних колекторів. На поверхні двигун приводить в дію балансир, сполучений з гирловим сальниковим штоком, який, в свою чергу, сполучений з колоною насосних штанг, що проходять в глибину стовбура свердловини для несіння глибинного насоса. При роботі двигуна, балансир підіймає і опускає гирловий сальниковий шток і колону насосних штанг, примушуючи насос підіймати текуче середовище з колектора на поверхню. По статистиці, свердловини, що експлуатуються з установками звичайних штангових глибинних насосів, стикаються з проблемами виходу з ладу насосно-компресорної труби і/або штанг або з'єднувальних муфт штанг внаслідок абразивного зношування штанг або з'єднувальних муфт штанг об стінки насосно-компресорної труби, коли колона штанг здійснює поворотно-поступальні переміщення. Дані виходи з ладу може прискорити присутність корозійних елементів і/або викривлення стовбура свердловини при бурінні або осідання порід. Винахід додатково стосується свердловинних насосно-компресорних труб, конкретно, насоснокомпресорних труб нафтових свердловин, де додатковий основний спосіб підйому нафти на поверхню з підземного колектора включає в себе використання гвинтових свердловинних насосів. Використання гвинтових свердловинних насосів є переважним способом перекачування, коли нафта містить деяку кількість піску, що викликає високе абразивне зношування. У світі експлуатують мільйони нафтових свердловин, більшість з них одним з вищезазначених способів. Виникнення корозії і абразивного зношу вання робить необхідним заміну колон насоснокомпресорних труб з регулярними інтервалами. У результаті, одержують високі експлуатаційні витрати і втрати видобутку. Для зменшення частоти ремонту/техобслуговування здійснені спроби замінювати облицювання секцій насосно-компресорної труби полімерними гільзами. Полімерний матеріал повинен бути стійким до абразивного зношування і мати низький коефіцієнт тертя. Крім того, полімер повинен бути стійким до текучих середовищ, що добуваються, особливо сирої нафти і сумішей нафти і води і домішок. Переважним матеріалом, що вже використовувався в минулому для заміни облицювання насосно-компресорних труб нафтових свердловин, є поліолефіни, такі як поліпропілен і поліетилен. Використання гільз, що містять поліпропілен, наприклад, описане в патенті США 2006/0124308 A1. Використання гільз, що містять поліетилен, описане в патенті США 5511619. Поліетилен високої щільності, поліетилен надвисокої щільності і поліетилен ультра-високої молекулярної ваги є в цей час переважними типами поліетилену, що використовуються для заміни облицювання. Разом з тим спостерігалася, загалом, незадовільна стійкість до абразивного зношування даних матеріалів. Додаткова проблема виникає при видобутку парафінистої нафти. Я к щ о температура здобутої нафти падає нижче за температуру парафінування, парафінові фракції виділяються, що робить необхідним проведення свердловинних заходів. Такі свердловинні заходи можуть бути необхідними до двох разів на день, приводячи до витрат і втрати видобутку. Цілі винаходу Тому, метою даного винаходу є створення насосно-компресорних труб нафтових свердловин, що мають поліпшену стійкість до абразивного зношування, що забезпечують можливість їх використання для видобутку нафти з високим вмістом парафіну і щонайменше підтримку корозійної стійкості поліолефінових гільз. Вищезазначена мета досягається насоснокомпресорною трубою нафтової свердловини, що містить множину секцій з прохідним каналом і внутрішнім діаметром, при цьому щонайменше части 5 на секцій насосно-компресорної труби має полімерні гільзи, встановлені в прохідному каналі секції насосно-компресорної труби, відмінної тим, що полімерні гільзи складаються із зшитого поліетилену. Свердловинну насосно-компресорну трубу, конкретно, насосно-компресорну трубу нафтової свердловини, згідно з даним винаходом, розуміють, як відомий виріб в технічній галузі видобутку нафти і/або газу. Конкретно, свердловинна насосно-компресорна труба згідно з даним винаходом є свердловинною насосно-компресорною трубою, що використовується для штангового глибинного насоса. Відповідно, свердловинна насоснокомпресорна труба, конкретно, насоснокомпресорна труба нафтової свердловини, складається з множини секцій з прохідним каналом і внутрішнім діаметром. Секції насоснокомпресорної труби з'єднують одна з одною так, що прохідні канали секцій разом утворюють трубу, що проходить від поверхні до забою свердловини. Додатково, колена секція насосно-компресорної труби має полімерну гільзу, встановлену в прохідному каналі. Несподівано було виявлено, що полімерні гільзи із зшитого поліетилену здатні задовольняти вищезазначеним вимогам. Гільзи із зшитого поліетилену пропонують збільшену довговічність відносно абразивних робочих середовищ, наприклад, сирої нафти, що містить пісок, і також проти абразивної дії колони насосних штанг. Разом із збільшеною стійкістю до абразивного зношування, захист від корозії зшитого поліетилену синергетично збільшений в порівнянні з незшитим поліетиленом. Збільшена довговічність гільзи також збільшує термін служби матеріалу самої насоснокомпресорної труби. Гільзи із зшитого поліетилену також демонструють поліпшені механічні параметри при підвищених температурах в порівнянні з гільзами з незшитого поліетилену. Це робить гільзи із зшитого поліетилену відповідними для видобутку сирої нафти при високих температурах. Винахід також застосовний до газових свердловин і водних нагнітальних свердловин, додатковим застосуванням є видобуток метану з вугільних пластів. Винахід можна використати у всіх випадках, де текуче середовище підіймають з підземного пласта на поверхню по насосно-компресорних трубах і воно містить тверді і абразивні частинки і, тому є абразивною і/або корозійною. Внаслідок теплоізолюючої дії і більш низької поверхневої енергії полімерних труб, парафінисті нафти можна простіше добувати, оскільки виділення парафінів запобігається. Разом з тим, у випадку свердловинних заходів з використанням обробки парою, високі температури повинні застосовуватися до насосно-компресорних труб; зшитий поліетилен має більш високу температурну стійкість в порівнянні зі стандартним незшитим поліетиленом насосно-компресорних труб. Внаслідок аналогічної дії осадження асфальтенів також зменшене. Додатково, спостерігаються проблеми твердого відкладення, також що приводять до проведення ряду свердловинних заходів. Внаслідок теплоі 97189 6 золюючої дії і більш низької поверхневої енергії зшитих поліетиленових труб виділення, наприклад, карбонату кальцію меншає. Загальною проблемою в газових свердловинах є накопичення гідратів газу, що вимагає обробки метанолом. При використанні насоснокомпресорних труб з гільзами із зшитого поліетилену проблеми можуть бути зменшені дією, аналогічною згаданій вище. Результатом використання секцій насоснокомпресорної труби з гільзами також є зменшення енергоспоживання для підйому на поверхню сирої нафти. Спостерігалася економія електроенергії до 20%. У даному винаході гільзи є «такими, що встановлюються з натягом», тобто, зовнішній діаметр встановленої гільзи точно дорівнює внутрішньому діаметру прохідного каналу. У техніці існує ряд методик встановлення поліетиленових гільз в труби, наприклад, публікація WO 00/15411, включена в даний опис шляхом посилання, описує спосіб, при якому круглу гільзу деформують з приданням їй геометричної форми з істотно зменшеним габаритним розміром, вставляють деформовану гільзу в існуючу насоснокомпресорну трубу і повертають гільзі круглу форму. Гільзу розширюють на внутрішній поверхні існуючої насосно-компресорної. Патент Великобританії 2272038, також включений в даний опис шляхом посилання, описує спосіб встановлення гільз, виконаних із зшитого поліетилену, в трубопровід за допомогою осьового скручування гільз, збереження гільз в конфігурації з осьовим скручуванням, коли гільзи вставляють в трубопровід і, нарешті, розкручення гільз з розширенням гільз при цьому, і встановлення контакту з внутрішньою поверхнею трубопроводу. Додаткові способи включають в себе «обтиск» і «прикочування», де зовнішній діаметр гільз тимчасово зменшують для простоти втягування в насосно-компресорну трубу перед відновленням діаметра до діаметра прохідного каналу насоснокомпресорної труби. Дані способи забезпечують встановлення гільзи з натягом всередині насоснокомпресорної труби. Всі згадані вище способи підходять для виробництва насосно-компресорних труб нафтових свердловин даного винаходу. Загалом, можна вставляти поліетиленові гільзи в насоснокомпресорну трубу в зшитому або незшитому стані. Якщо вставляють гільзу з незшитого поліетилену, його повинні потім зшити відповідним засобом, наприклад впливом опромінення або води або пари при підвищених температурах. Згідно з переважним варіантом здійснення гільзи, що використовуються в даному винаході, мають товщину стінок 0,5-10 мм. Нижче 0,5 мм термін служби гільзи і, отже, довговічність самої насосно-компресорної труби збільшується недостатньо. Для товщини до 10 мм і вище вимоги до довговічності і корозійної стійкості виконуються, разом з тим, при товщині більше 10 мм, небажано знижується пропускна спроможність насоснокомпресорної труби по транспортуванню текучого середовища. 7 Більш переважна товщина стінок гільз становить 2-8 мм, і найбільш переважна товщина стінок гільз становить 3-6 мм. Загалом, щільність поліетилену, що використовується, не є дуже критичною. Разом з тим, переважне використання поліетилену з щільністю, 3 щонайменше, 920 кг/м . Верхня межа звичайно 3 становить 964 кг/м (етиленовий гомополімер). 3 Поліетилен з щільністю нижче 920 кг/м розглядається заявниками, як дуже м'який для запропонованого застосування. Відповідно, більш переважним є зшитий поліе3 тилен високої щільності з щільністю 940-964 кг/м . Згідно з переважним варіантом здійснення даного винаходу зшитий поліетилен має міру зшивання 20-90%. Загалом, переважна міра зшивання поліетилену, що використовується, щонайменше 20% для упевненості, що гільза виконує вимоги по стійкості до абразивного зношування і збереження механічних властивостей при високих температурах. Можна використати міру зшивання вище 90%, але виявлено, що міра від 20 до 90% звичайно є достатньою. Переважні міри зшивання 30-80%, більш переважні 40-80%о, ще більш переважні 50-80%. Конкретна переважна міра зшивання складає близько 65%. Зшитий поліетилен можна виробляти одним з трьох способів, описаних нижче: 1. Хімічне зшивання (Спосіб Engels/Азо спосіб) 2. Опромінення 3. Одержання силанприщепленого полімеру і гідролізу. 1. Хімічне зшивання У способі Engels використовують поліетилен, що містить високу концентрацію органічного перекису. Поліетилен екструдують і витримують при підвищених температурах протягом деякого періоду часу після екструдування всередині довгих труб під тиском. У цей час перекис розкладається на вільні радикали, вступаючі в реакцію з полімером для утворення вуглець-вуглецевих зв'язків між ланцюгами поліетилену. Високі капітальні витрати на обладнання для екструдування, необхідне для даного способу, перешкоджають його широкому поширенню з 50-х і 60-х років минулого віку, коли мало місце промислове використання першого зшитого поліетилену. Створена зшита структура (прямі зв'язки зшивання вуглецю з вуглецем між ланцюгами поліетилену) є двовимірною/плоскою по характеру і не такою гранично ефективною як структура силанприщепленого поліетилену. Вона також обмежена способами екструдування. Азоспосіб є по характеру аналогічним способу Engels, з використанням азосполуки замість перекису. Азосполука розкладається при дуже високій температурі, звичайно в катенарних трубах нижче по потоку також для утворення вільних радикалів для зшивання разом ланцюгів поліетилену. 2. Опромінення Через литі поліетиленові вироби або вироби, одержані екструдуванням пропускають промені прискорених електронів (бета або гамма випромінювання), створюючих вільні радикали в полімері і 97189 8 напряму з'єднуючі поліетиленові ланцюги один з одним. Створена структура є плоскою, аналогічно структурі в перекисній (хімічній) системі зшивання. Поліетилен, що використовується, містить добавки, що збільшують вартість сировини. 3. Одержання силанприщепленого полімеру і гідролізу У даному способі утворюється привитий співполімер, що зшивається за допомогою щеплення коротких бічних ланцюгів органосиланів на основну структуру поліетилену. Полімер, що виходить в результаті, залишається термопластичним. Спосіб прищеплення звичайно здійснюється у високозрізному екструдері. Звичайно його здійснюють на обладнанні Ko Kneader або двошнековому екструдері з шнеками спільного обертання, з використанням екструдера, як хімічного реактора. Пристрій для лиття, або екструдер потім перемішує прищеплений співполімер з маточною сумішшю каталізатора і екструдує термопластичний матеріал з утворенням готового виробу. При екструдуванні труби або лиття під тиском зшивання не відбувається або відбувається зшивання низького рівня. Зшивання одержують пізніше при реакції труб з вологою або у ваннах з гарячою водою або в пропарювальній камері. Молекули води дифундують в поліетилен, і відбувається хімічна реакція між водою і кінцевими групами бічних ланцюгів органосиланів. Дана реакція утворює силоксанові зшивки, що напряму з'єднують поліетиленові ланцюги. Присутній каталізатор прискорює зшивання і забезпечує досягнення економічно прийнятного часу зшивання. Важливо, що кінець будь-якого силанового бічного ланцюга здатний утворювати зшивки з трьома різними примикаючими силановими бічними ланцюгами. Це дає структуру зшивки у вигляді пучків, що має форму по типу тривимірних гратів. Дана фінальна структура мережі зшивки звичайно є більш стойкою до нагрівання і змін тиску, чим структури площинного типу, які дають підходи з використанням перекису і опромінення. Переважно, зшитий поліетилен, що використовується для даного винаходу виробляють з одержанням силанприщепленого поліетилену і гідролізом. Згідно з переважним варіантом здійснення даного винаходу, зшитий поліетилен має показник текучості розплаву (190°С, 2,16 кг), визначений згідно з стандартом Міжнародної організації по стандартизації 1133, перед зшиванням в 0,1-4 г/10хв. Полімерні гільзи, що використовуються в даному винаході, згідно з переважним варіантом здійснення, складаються з декількох шарів, де щонайменше внутрішній шар містить зшитий поліетилен. Згідно з альтернативним варіантом здійснення, полімерні гільзи є одношаровими. Згідно з переважним варіантом здійснення даного винаходу свердловинні насосно-компресорні труби з гільзами із зшитого поліетилену використовують в системах видобутку з штанговими глибинними насосами, при цьому насосні штанги встановлені в кожній з свердловинних насосно 9 компресорних труб. Як вже підкреслювалося вище, найбільш переважним варіантом здійснення даного винаходу є насосно-компресорна труба нафтової свердловини. Згідно з ще одним додатковим переважним варіантом здійснення даного винаходу, з'єднувальні муфти, ті, що використовуються для з'єднання індивідуальних секцій насосних штанг мають шорсткість поверхні 2,8 мкм. Для базового варіанту здійснення даного винаходу властивості матеріалу секцій насосних штанг і з'єднувальних муфт насосних штанг не важливі, тобто помітно збільшений термін служби має місце тільки при використанні гільз із зшитого поліетилену, навіть коли продовжують використати звичайні насосні штанги із звичайними з'єднувальними муфтами з вуглецевої сталі. Разом з тим, даний позитивний ефект можна ще додатково поліпшити, коли використовують особливі з'єднувальних муфти штанг, що мають вельми низьку шорсткість поверхні. Гладкість поверхні виражається, як шорсткість поверхні Rа 2,8 мкм. Більш переважна шорсткість поверхні Rа 1,6 мкм, ще більш переважна шорсткість поверхні Rа 1,0 мкм, ще більш переважна шорсткість поверхні Rа 0,6 мкм і найбільш переважна шорсткість поверхні Rа 0,2 мкм. Особливо переважна величина шорсткості поверхні Rа близько 0,1 мкм. Згідно з ще одним додатковим переваленим варіантом здійснення, з'єднувальні муфти мають твердість поверхні, виражену числом твердості по Віккерсу, HV200300, більш переважна твердість поверхні HV200450, ще більш переважна твердість поверхні HV200595. Висока твердість поверхні забезпечує збереження гладкої поверхні гладкої протягом тривалого часу, поки експлуатуються з'єднувальні муфти. Комбінація дуже гладкої поверхні (шорсткість поверхні 2,8 мкм) разом з твердістю поверхні в певному діапазоні підтвердила, що дає найкращі результати. Згідно з переважними варіантами здійснення даного винаходу з'єднувальні муфти штанг містять зношувальний шар на зовнішній поверхні з'єднувальної муфти, що містить напилений метал, сплавлений із зовнішньою поверхнею. Напилений метал наноситься на основу за допомогою нанесення покриття напиленням металу при високій температурі. Нанесення покриття напиленням металу при високій температурі включає в себе використання пальника для нагріву матеріалу, що має форму порошку або дроту, до розплавленого або близького до розплавленого стану, і використання газу для просування матеріалу до проектної основи з створенням абсолютно нової поверхні. Матеріал покриття може бути одиночним елементом, сплавом або з'єднанням з унікальними фізичними властивостями, які, в більшості випадків, досяжні тільки способом напилення металу при високій температурі. Нанесення покриття напиленням металу при високій температурі є високо економічно ефективним і надійним способом придания кращих властивостей і якостей показників роботи даної техніч 97189 10 ної поверхні. Різні вироби і покриття, які можна поліпшити напиленням металу при високій температурі, практично необмежені. Покриття звичайно виконують металевими, керамічними, карбідними або з комбінацій даних матеріалів для відповідності ряду фізичних критеріїв. Як сімейство пов'язаних технологій, кожний спосіб напилення металу при високій температурі забезпечує помітні переваги. При цьому забезпечується висока міра гнучкості для відповідності широкому діапазону варіантів застосування і вимог виробництва. Дані способи включають в себе: атмосферне покриття плазменним напиленням, покриття плазменим напиленням в регульованій атмосфері Champro® (фірмова назва компанії Sulzer Metco), Високошвидкісне газополум'яне напилення з використанням газу або рідини, як палива горіння, нанесення покриття напиленням з використанням згоряючого порошку, нанесення покриття напиленням з використанням згоряючого дроту і нанесення покриття напиленням з використанням електродугового дроту. Внаслідок наявності шару напиленого металу з'єднувальні муфти мають високу корозійну стійкість і практично не мають загальної корозії (швидкість загальної корозії в нафтопромислових текучих середовищах 1 мкм/рік). Загалом, корозійна стійкість, виміряна, як глибина точкової корозії з'єднувальних муфт, (що включають в себе з'єднувальні муфти з шаром напиленого металу і без нього) переважно 0,025 мм при температурі 0C, переважно 0,025 мм при 10°С, більш переважно 0,025 мм при 20C і ще більш переважно 0,025 мм при 30C і найбільш переважно 0,025 мм при температурі >30°С, наприклад, при 50C. Дане корозійне випробування проводять згідно з стандартом Американського товариства випробування матеріалів G48-03 (згідно з способом C для сплавів на основі нікелю і що містять хром і згідно з способом E для неіржавіючої сталі). Згідно з найбільш переваленими варіантами здійснення винаходу використовують з'єднувальні муфти штанг, що мають зношувальний зовнішній шар, що містить напилений метал і також мають шорсткість поверхні Rа 0,2 мкм, перевалено близько 0,1 мкм, і з твердістю поверхні, виражену числом твердості по Віккерсу HV200595. Склад напиленого металевого покриття, відповідний для з'єднувальних муфт насосних штанг заданий в специфікації Американського нафтового інституту (AHI)CSpecification for Sucker Rods", Specification 11B, Twenty-Sixth Edition, January 1, 1998; page 6, table 7) Відповідно, переважно шар зношування містить 0,50-1,00 ваг.% вуглецю, 3,50-5,50 ваг.% кремнію, 12,00-18,00 ваг.% хрому, 2,50-4,5 ваг.% бору, 3,00-5,5 ваг.% заліза і залишок з нікелю. Незначні кількості фосфору (0,02 вагових %), сірки (0,02 ваг.%), кобальту (0,10 ваг.%), титану (0,05 ваг.%), алюмінію (0,05 ваг.%) і цирконію (0,05 ваг.%о) також можуть бути присутніми. Дуже специфічним варіантом здійснення дано 11 го винаходу є система видобутку з штанговими глибинними насосами, що містить одну або декілька свердловинних насосно-компресорних труб, кожна з яких містить множину секцій з прохідним каналом і внутрішнім діаметром, при цьому щонайменше частина секцій насосно-компресорної труби має полімерні гільзи, встановлені в прохідному каналі секції і що складаються із зшитого поліетилену, при цьому насосні штанги встановлені в кожній свердловинній насосно-компресорній трубі, і кожна насосна штанга містить множину секцій, при цьому індивідуальні секції штанги сполучені одна з одною з'єднувальними муфтами, що мають поверхневу корозійну стійкість 0,025 мм при 0C, визначену згідно з стандартом Американського товариства випробування матеріалів G4803, спосіб C або Е. Додатково, дуже специфічним варіантом здійснення даного винаходу є система видобутку з штанговими глибинними насосами, що містить одну або декілька свердловинних насоснокомпресорних труб, кожна з яких містить множину секцій з прохідним каналом і внутрішнім діаметром, при цьому щонайменше частина секцій насосно-компресорної труби має полімерні гільзи, встановлені в прохідному каналі секції і що складаються із зшитого поліетилену, при цьому насосні штанги встановлені в кожній свердловинній насосно-компресорній трубі, і кожна насосна штанга містить множину секцій, при цьому індивідуальні секції штанги сполучені одна з одною з'єднувальними муфтами, що мають шорсткість поверхні Rа 2,8 мкм. ПРИКЛАДИ Способи вимірювання Показник текучості розплаву Показник текучості розплаву вимірювали згідно з стандартом Міжнародної організації по стандартизації 1133 з навантаженням 2.16 кг при 190C для поліетилену. Щільність Щільність визначали згідно з стандартом Міжнародної організації по стандартизації 1183. Міра зшивання Міру зшивання поліетилену визначали згідно з стандартом Міжнародної організації по стандартизації 10147. Твердість Твердість напиленого металу визначали, як твердість, виражену числом твердості по Віккерсу HV200 згідно з стандартом Американського товариства випробування матеріалів E 384. Твердість вуглецевої сталі визначали по шкалі твердості Роквелла HRA згідно з стандартом DIN EN 6508 Міжнародної організації по стандартизації. Шорсткість поверхні Шорсткість поверхні визначали як шорсткість Rа згідно з стандартами 4288 і 4287 Міжнародної організації по стандартизації. Корозійна стійкість Корозійну стійкість визначали згідно з стандартом Американського товариства випробування матеріалів G48-03, спосіб C (спосіб E потрібно використати для з'єднувальних муфт з нержавіючої сталі). Інтенсивність зношування 97189 12 Інтенсивність зношування з'єднувальних муфт насосних штанг на поліетиленових матеріалах, що використовуються згідно з даним винаходом, визначали з наступним експериментальним встановленням і процедурою. Випробувальний пристрій імітує поворотнопоступальне переміщення з'єднувальних муфт насосних штанг на закритою полімерною гільзою колоні насосно-компресорних труб в реальних умовах. Для скорочення часу експерименту поворотно-поступальне переміщення замінене на обертання з підвищеною швидкістю. Для імітації переміщення (обертання) використовують вертикально-свердлувальний станок із змінною швидкістю обертання на колоні. Свердлувальний станок встановлений в басейні, заповненому випробувальним текучим середовищем. Зразки полімеру, що випробовуються, закріплені на пластині з нержавіючої сталі, сполученої з механізмом свердлування. Внаслідок незмішуваності води і нафти використовують циркуляційний насос для перемішування текучого середовища під час всієї процедури випробування. Оскільки необхідно імітувати реальні умови, нагрівальний елемент підтримує постійну температуру (50C) текучого середовища. Для запобігання випаровуванню текучого середовища необхідно закривати басейн кришками, для запобігання втратам текучого середовища і для збереження постійного співвідношення між водою і нафтою. Пластини зразка полімеру розрізані механічною пилкою на круглі зразки. Дані круглі пластини закріплені двома металевими кільцями (внутрішнім і зовнішнім кільцем) на нижній стороні стальної пластини. Дві з'єднувальні муфти розміщені на столі вертикально-свердлувального станка і надійно закріплені, щоб не звільнилися під час проведення випробування. Висоту установки свердлувального станка регулюють, так що машина настроєна для торкання полімерною пластиною обох з'єднувальних муфт. Важіль бурильної машини навантажений вибраним вантажем. Басейн заповнюють сумішшю необробленої нафти і води, і циркуляційний насос запускають для перемішування і розподілу робочого середовища. Нагрівальний елемент приводять в дію, і коли задана температура досягнута, і полімерна пластина і з'єднувальні муфти навантажені в однорідну суміш нафти і води, включають в роботу вертикальносвердлувальний станок. При роботі на майданчику частота ходів штангового глибинного насоса становить приблизно 8 ходів за хвилину (в залежності від притоку робочого середовища в насос). Це означає, що з'єднувальна муфта проходить по одному місцю насоснокомпресорної труби 16 разів за хвилину. Вертикально-свердлувальний станок коробчастого перерізу настроєний на швидкість обертання 345 об./хв.. і тривалість роботи 5 днів і 21 година. Таким чином, в даній процедурі випробування зімітували 127 днів роботи на майданчику. Протилежачі частини з полімеру/вуглецевої сталі з'єднувальної муфти, що випробовуються, навантажені вагою 65 кг, (розподілений на дві з'єднувальні муфти або центратор), що корелює з відхиленням свердло 13 вини в 7° на майданчику. У варіанті полімеру/напиленого металу навантаження на з'єднувальні муфти подвоюють. Підтримують температуру текучого середовища 50C і регулюють блоком нагрівання для іміта 97189 14 ції умов, еквівалентних умовам в існуючих нафтових свердловинах. У наступній таблиці показане співвідношення інгредієнтів робочого середовища, що містить воду, нафту і сіль (хлорид натрію). Таблиця Робоче середовище Вода Сира нафта Об'єм [л] 290 12,75 Сіль 3,5 Усього 306,25 Після закінчення випробування на зношування, проводять аналіз топографії поверхні полімерної пластини пристроєм тривимірного вимірювання (3D) InfmiteFocus 2.0.1®. Пристрій InfiniteFocus 2.0.1® пропонує різні можливості для вимірювання. З автоматичним розрахунком площини відліку по точках 3D і використанням об'ємного аналізу (розраховує об'єм виїмок і виступів) розрахували інтенсивність зно3 шування [мм за 127 днів] полімерних пластин. Властивості полімеру PE1 є поліетиленом високої щільності, прищепленим вінілтриметоксисиланом, що містить 2 ваг.% вінілтриметоксисилану. 3 Щільність PE1 становить 948 к г / м . Показник текучості розплаву = 2 г/10 хв. (2,16 кг, 190C). Хімікат Crosslinking Masterbatch є сумішшю 1,8 вагових % діоктилу дилаурату олова, 0,4 ваг.% хімікату Irganox 1010 і поліетилену високої щільності (показник текучості розплаву = 4 г/10 хв. (2,16 кг, 190C) Виготовлення поліетиленових пластин Пластини товщиною 5 мм виготовляли з суміші 95 ваг.% PE1 з 5 ваг.% хімікату Crosslinking Masterbatch. Використали наступний пристрій: Kuhne Extruder K60-30D, з щілинною екструзійною головкою 860 мм шириною Kuhne Kalander GA 3/900: з 3 валиками 300 мм діаметра і довжиною 900 мм кожний Kuhne Take-Off BAW Z/1-900 Продуктивність екструдера становила 100 кг/година, температура розплавлення 223 °С, тиск роз плавлення перед екструзійною головкою становив 61 бар (6100 кПа) і швидкість на виході становила 0,78 м/хв. Пластини розрізали на окремі шматки з розмірами 320x320x5 мм. Для зшивання, пластини тримали 16 годин у воді з температурою 95°С. Виміряна міра зшивання 64,7%. Об'єм [%] 94,7 4,2 1,1 (1000 частин на мільйон) 100 Пластини із зшитого поліетилену використали для прикладу 1. Пластини для прикладу 2 були не зшитими. З'єднувальні муфти Наступні з'єднувальні муфти використали для прикладів: 1. З'єднувальні муфти з напиленим металом придбані у компанії Tenaris. Використали з'єднувальні муфти з шорсткістю поверхні Rа 0,1 мкм, 0,4 мкм, 0,8 мкм і 1,6 мкм. З'єднувальні муфти з напиленим металом, що використовувалися, мають звичайну основу з вуглецевої сталі, на яку нанесений напиленням шар металу. Товщина шару напиленого металу на з'єднувальних муфтах, що використовувалися, становила 300 мкм. Шорсткість поверхні Rа з'єднувальних муфт визначалася згідно з стандартами 4288 і 4287 Міжнародної організації по стандартизації на закуплених серійних з'єднувальних муфтах. Твердість поверхні з'єднувальних муфт, що використовувалися, визначалася, як твердість, виражена числом твердості по Віккерсу HV200 згідно з стандартом Американського товариства випробування матеріалів) E 384. З'єднувальні муфти, що використовувалися, мали твердість поверхні HV200, що дорівнювала 600. Корозійна стійкість з'єднувальних муфт з напиленням металу випробовувалася згідно з стандартом Американського товариства випробування матеріалів G 48-03, Спосіб C. Глибина точкової корозії, що спостерігалася при температурах випробувань 0°С, 10°С, 20°C і 30°C складала менше 0,025 мм. 2. З'єднувальні муфти з вуглецевої сталі придбавалися у компанії Schoeller Bleckmann (SBS). Шорсткість поверхні Rа з'єднувальних муфт з вуглецевої сталі становила 3 мкм. Твердість поверхні з'єднувальних муфт з вуглецевої статі була HRA 60. 15 97189 16 Результати З'єднувальна муфта з напиленим металом, шорсткість Rа [мкм] 0,1 0,4 0,8 1,6 З'єднувальна муфта з вуглецевої сталі Ra=3,0 мкм Комп’ютерна верстка Д. Шеверун Приклад 1 зшитий Швидкість зношування 3 [мм /127дней] 0,2 0,3 0,5 0,8 Приклад 2 не зшитий Швидкість зношування 3 [мм /127дней] 0,3 0,5 0,8 1,0 1,4 5,9 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюWell tubings with polymer liners
Автори англійськоюAnker, Martin, Liedauer, Siegfried, Oberndorfer, Markus, Thayer, Karin
Назва патенту російськоюСкважинные насосно-компрессорные трубы с полимерными гильзами
Автори російськоюАнкер Мартин, Лидауер Зигфрид, Оберндорфер Маркус, Тайер Карин
МПК / Мітки
МПК: E21B 17/00
Мітки: насосно-компресорні, полімерними, трубі, гільзами, свердловинні
Код посилання
<a href="https://ua.patents.su/8-97189-sverdlovinni-nasosno-kompresorni-trubi-z-polimernimi-gilzami.html" target="_blank" rel="follow" title="База патентів України">Свердловинні насосно-компресорні труби з полімерними гільзами</a>
Спосіб виготовлення суцільної пластикової насосно-компресорної труби для нафтових свердловин
Номер патенту: 21824
Опубліковано: 10.04.2007
Автори: Бардіна Олена Олександрівна, Бардін Олександр Олексійович
МПК: E21B 36/00
Мітки: суцільної, виготовлення, пластикової, свердловин, трубі, спосіб, нафтових, насосно-компресорної
Формула / Реферат:
Спосіб виготовлення армованої пластикової насосно-компресорної труби для нафтових свердловин, який відрізняється тим, що насосно-компресорну трубу виготовляють суцільною, армованою обплетенням і електропровідними тросами в тугоплавкій ізоляції, причому трубу виготовляють безпосередньо на буровій свердловині шляхом розміщення термостанка-екструдера над фонтанною арматурою свердловини і формують суцільну пластикову трубу, яку при виході з...
З’єднання насосно-компресорних труб
Номер патенту: 67305
Опубліковано: 15.06.2004
Автори: Колодій Василь Теодорович, Гурняк Любомир Іванович, Кичма Андрій Олексійович, Савула Степан Федорович, Харченко Євген Валентинович
МПК: F16L 15/00
Мітки: насосно-компресорних, труб, з'єднання
Формула / Реферат:
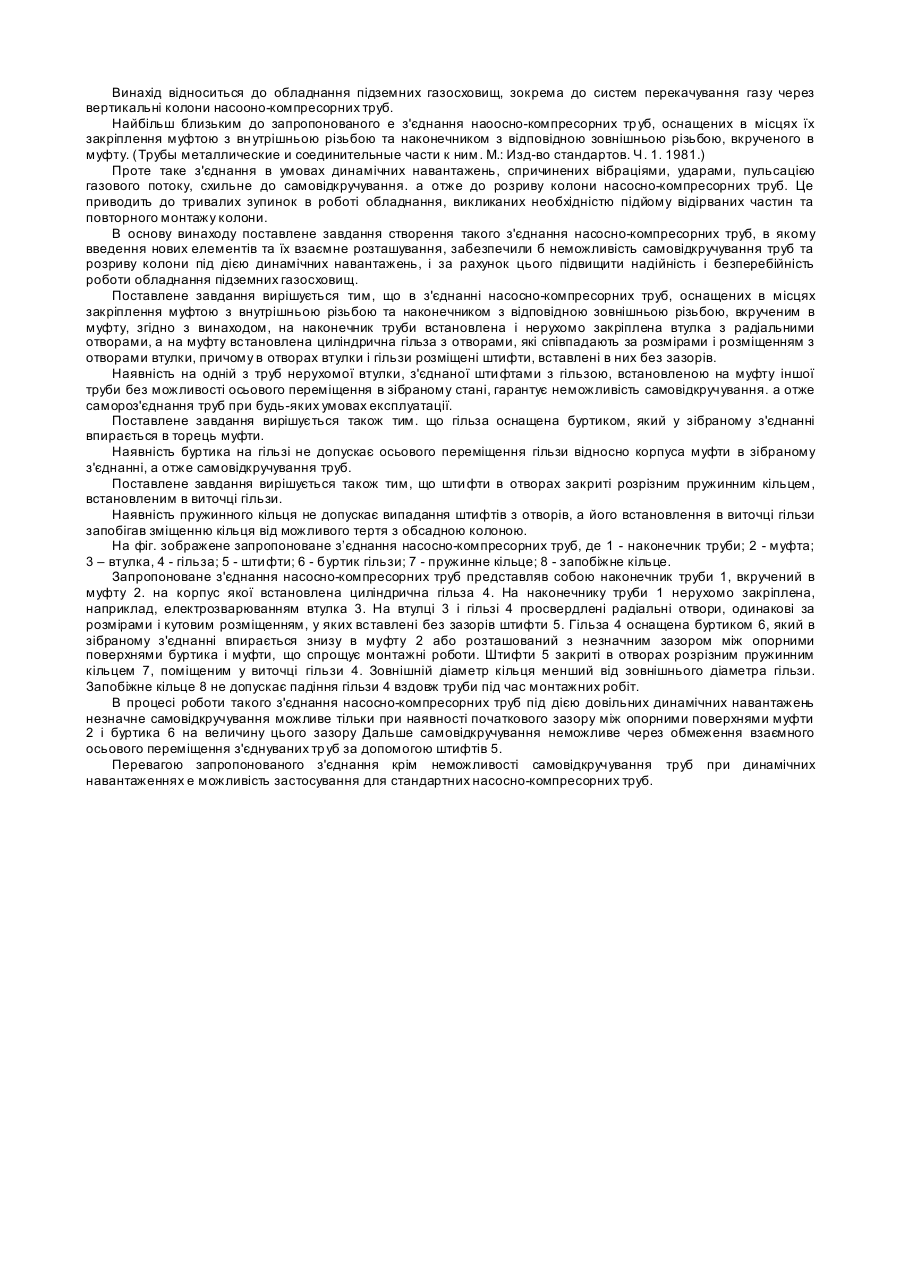
1. З'єднання насосно-компресорних труб, оснащених в місцях закріплення муфтою з внутрішньою різьбою та наконечником з відповідною зовнішньою різьбою, вкрученим в муфту, яке відрізняється тим, що на наконечник з зовнішньою різьбою встановлена і нерухомо закріплена втулка з радіальними отворами, а на муфту встановлена циліндрична гільза з такими ж отворами, які за розміщенням і розмірами співпадають з отворами втулки, причому в отвори втулки і...
Спосіб ліквідації відкладень в насосно-компресорних трубах свердловини під тиском
Номер патенту: 66918
Опубліковано: 15.06.2004
Автори: Мельник Михайло Петрович, Вайсберг Григорій Львович, Ленкевич Юрій Євгенович, Марухняк Володимир Миколайович, Рибчин Ілля Йосипович, Концур Іван Володимирович, Подолянчук Олександр Вікторович, Хорощак Василь Антонович, Римчук Данило Васильович
МПК: E21B 21/00, E21B 37/00
Мітки: відкладень, трубах, свердловини, спосіб, ліквідації, насосно-компресорних, тиском
Формула / Реферат:
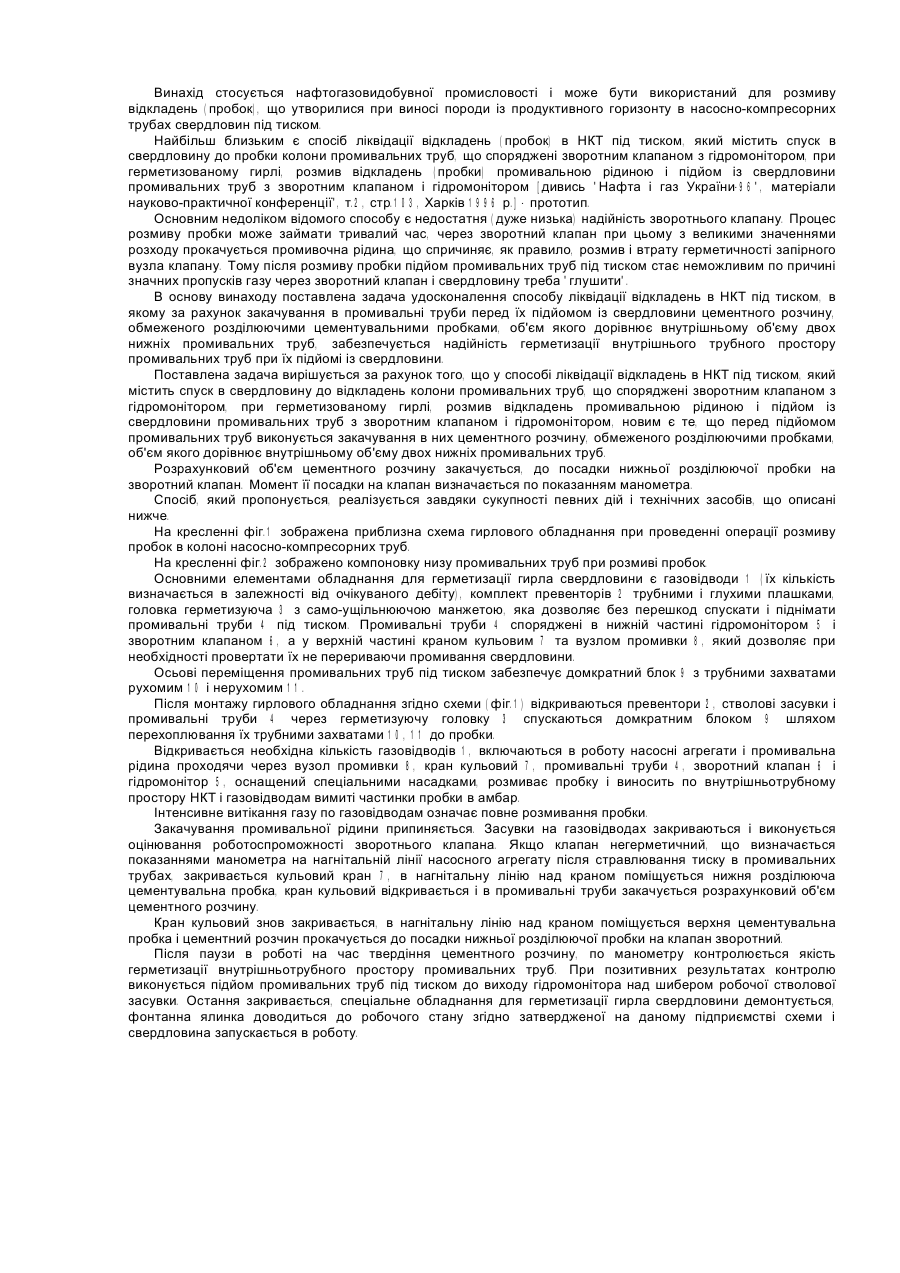
Спосіб ліквідації відкладень в насосно-компресорних трубах під тиском, який містить спуск в свердловину до відкладень колони промивальних труб, що споряджені зворотним клапаном з гідромонітором, при герметизованому гирлі, розмив відкладень промивальною рідиною і підйом із свердловини промивальних труб з зворотним клапаном і гідромонітором, який відрізняється тим, що перед підйомом промивальних труб виконується закачування в них цементного...
Пристрій для захисту від корозії внутрішньої поверхні насосно-компресорних труб
Номер патенту: 31880
Опубліковано: 15.12.2000
Автори: Нийгер Федір Васильович, Куртов Веніамин Дмитрович, Дядик Микола Миколайович, Манюк Семен Васильович, Тарабаринов Петро Васильович
МПК: E21B 41/00, C23F 13/00
Мітки: труб, насосно-компресорних, внутрішньої, пристрій, корозії, захисту, поверхні
Текст:
...м, пр от яжний пр ист рі й вико на ний у вигляді пат ру б ка з насос но - ко шір еео р ної тр уб и, пр ичо му внут рі шня і то р ць о ві по вер х ні патр уб ка футе ро ва ні проте кто рним м атеріа ло м. В яко ст і пр от е кто р но го мат ер іа лу ир имі нял и с пла в на ос но ві ал юмі ні ю. Дл я цьо го ст ал ь ний пат ру бо к мар ки Р -І 05 /в за вод сь ких у мо ва х / на гр і ва л и д о т е м пе р а т у р и 6 6 0 ° С . ї а к с а мо го т у...
Пристрій підвіски колони насосно-компресорних труб
Номер патенту: 13844
Опубліковано: 25.04.1997
Автори: Ленкевич Юрій Євгенович, Субаєв Абдулла Закірович, Римчук Данило Васильович
МПК: E21B 33/03
Мітки: підвіски, насосно-компресорних, пристрій, колони, труб
Формула / Реферат:
Устройство подвески колонны насосно-компрессорных труб, содержащее корпус, подвеску колонны насосно-компрессорных труб, уплотнительные элементы затрубного пространства и механизм фиксации подвески относительно корпуса, отличающееся тем, что на торце выступа наружной боковой поверхности подвески равномерно по окружности выполнены резьбовые отверстия, в нижней части которых со стороны корпуса устройства выполнены радиальные отверстия, в...
Попередній патент: Комплект для лікування і корекції еректильної дисфункції
Наступний патент: Застосування іонних рідин на основі полііоненів – похідних оксиранових сполук як компонента рідких і полімерних електролітів для електрохімічних пристроїв
Випадковий патент: Сонячний колектор