Пристрій для обробки планірного лючка та планірних дверцят дверей коксової печі
Номер патенту: 9894
Опубліковано: 30.09.1996
Автори: Суднікович Аркадій Наумович, Тютюник Михайло Дмитрович, Тищенко Олег Миколайович
Формула / Реферат
(57) 1. Устройство для обработки планирного лючка и планирной дверцы двери коксовой печи, содержащее станину с размещенным на ней рабочим органом и механизмом подачи рабочего органа, отличающееся тем, что рабочий орган выполнен в виде каретки и поворотной резцовой головки, закрепленной на каретке, причем каретка снабжена подвижными в осевом направлении установочными штырями и взаимосвязана со станиной посредством ходового винта, гайки и направляющих, а сама станина дополнительно снабжена съемным приспособлением для обработки ножа планирной дверцы.
2. Устройство по п. 1, отличающееся тем, что съемное приспособление для обработки ножа планирной дверцы выполнено в виде прямоугольной рамки с упорами и прижимом.
3. Устройство по п. 1, отличающееся тем, что установочные штыри подпружинены и снабжены фиксирующими втулками с фигурными вырезами.
Текст
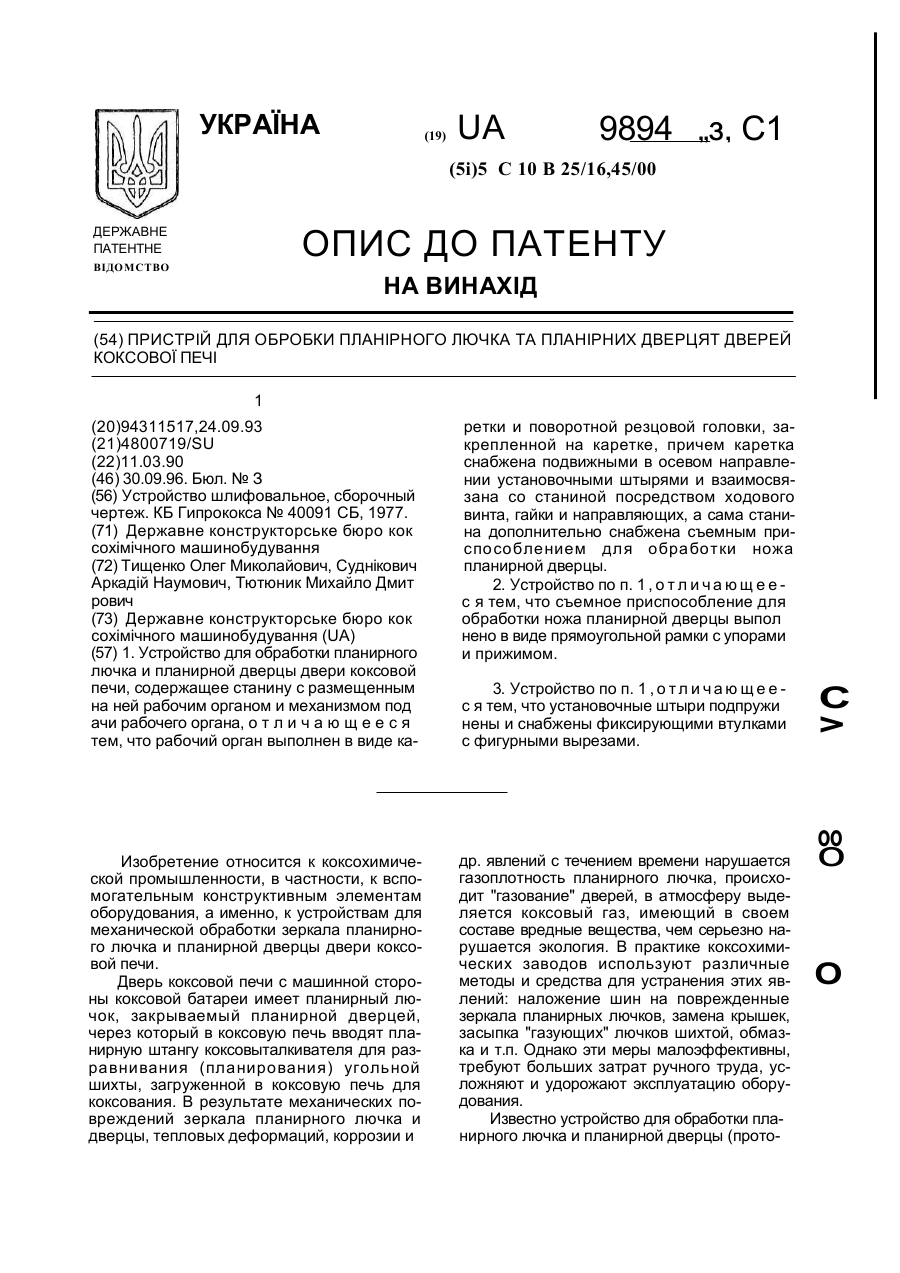
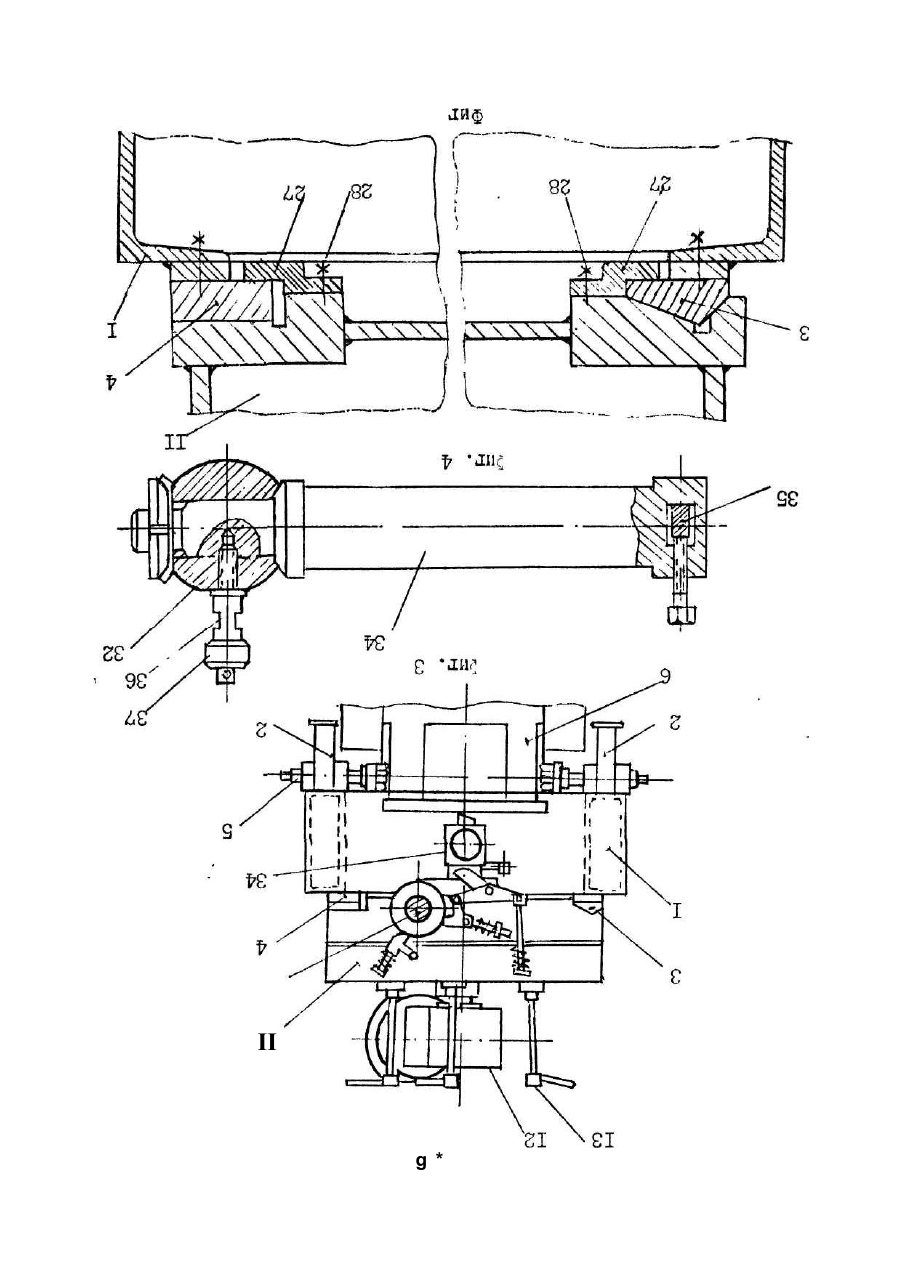
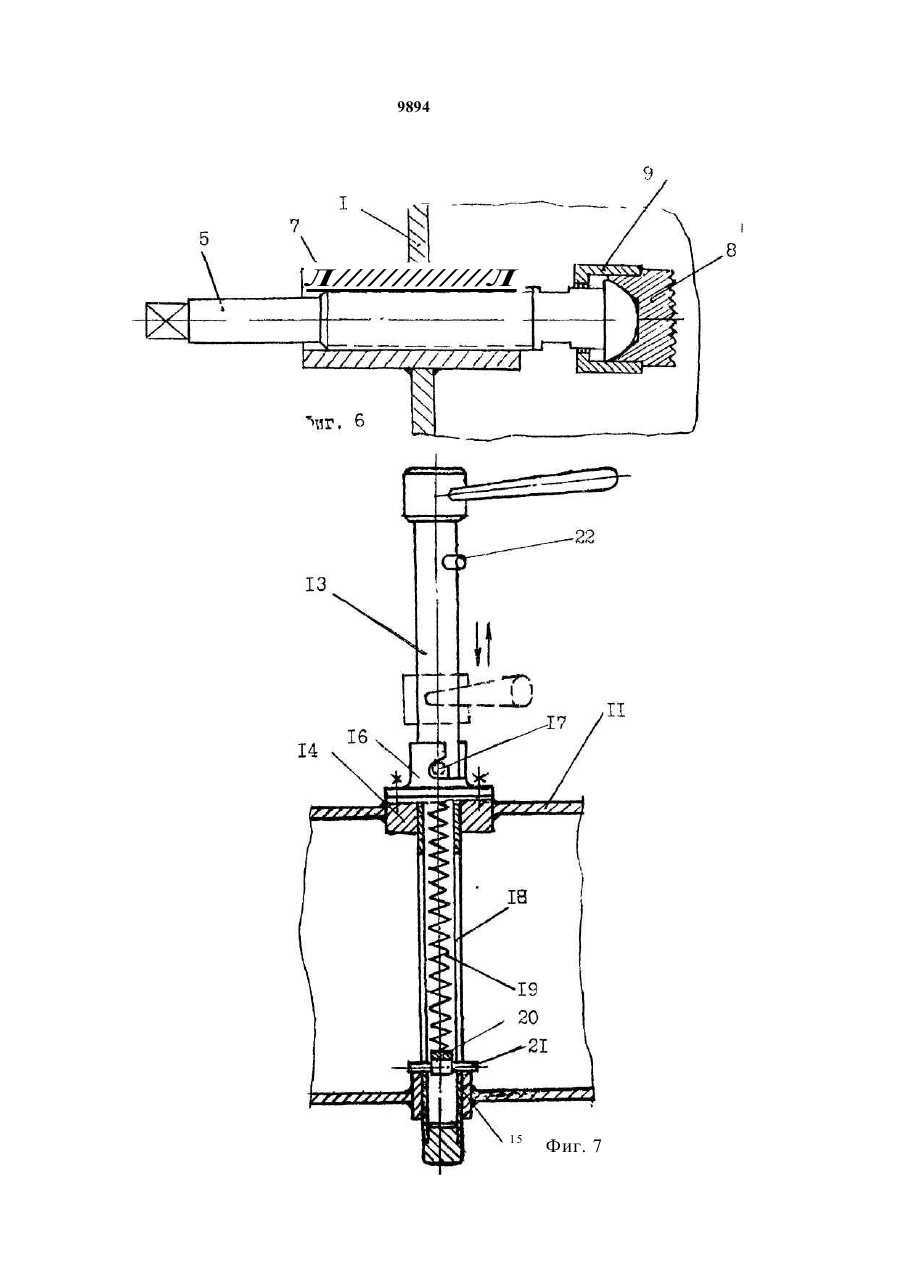
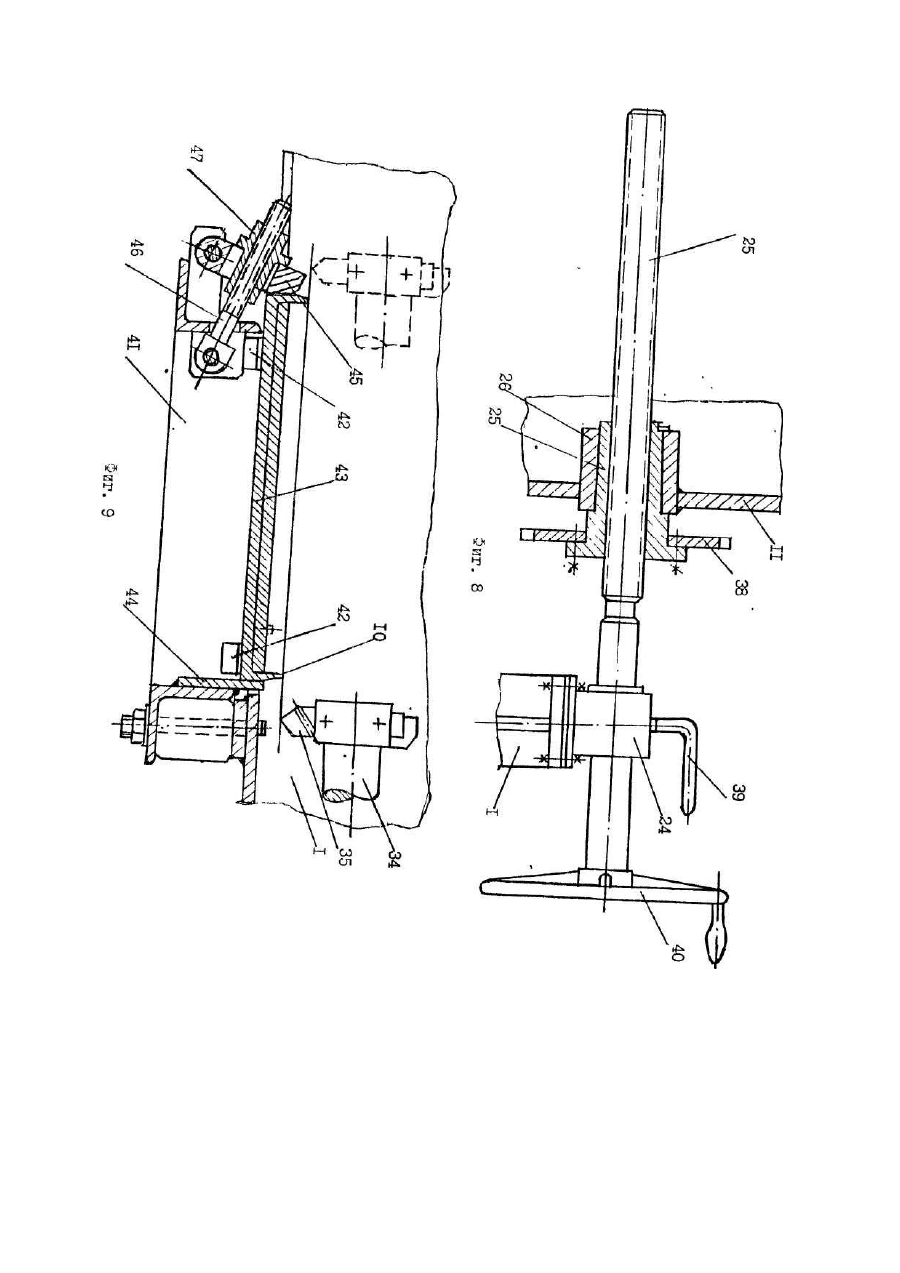
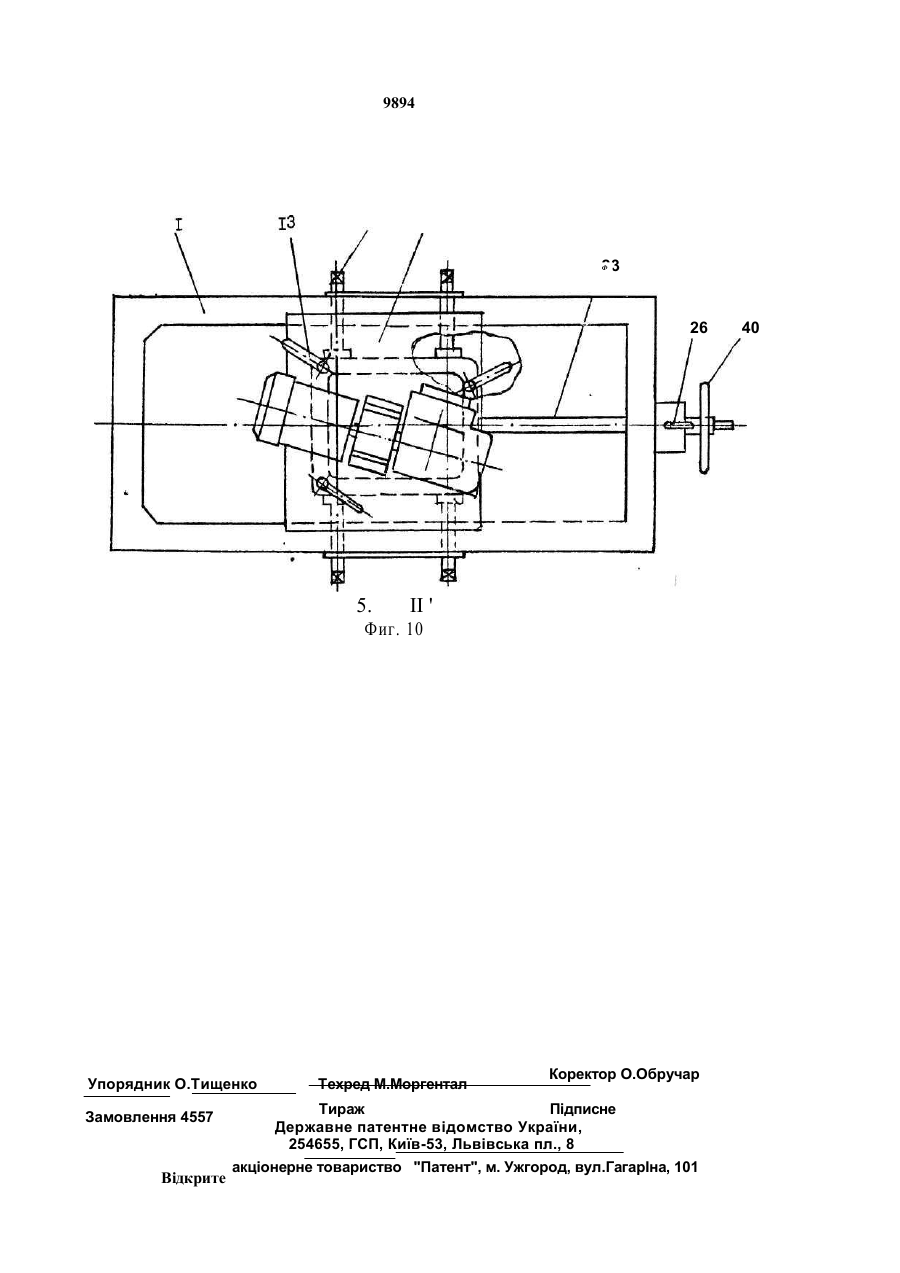
1. Устройство для обработки планирного лючка и планирной дверцы двери коксовой печи, содержащее станину с размещенным на ней рабочим органом и механизмом под ачи рабочего органа, о т л и ч а ю щ е е с я тем, что рабочий орган выполнен в виде ка Изобретение относится к коксохимической промышленности, в частности, к вспомогательным конструктивным элементам оборудования, а именно, к устройствам для механической обработки зеркала планирного лючка и планирной дверцы двери коксовой печи. Дверь коксовой печи с машинной стороны коксовой батареи имеет планирный лючок, закрываемый планирной дверцей, через который в коксовую печь вводят планирную штангу коксовыталкивателя для разравнивания (планирования) угольной шихты, загруженной в коксовую печь для коксования. В результате механических повреждений зеркала планирного лючка и дверцы, тепловых деформаций, коррозии и ретки и поворотной резцовой головки, закрепленной на каретке, причем каретка снабжена подвижными в осевом направлении установочными штырями и взаимосвязана со станиной посредством ходового винта, гайки и направляющих, а сама станина дополнительно снабжена съемным приспособлением для обработки ножа планирной дверцы. 2. Устройство по п. 1 , о т л и ч а ю щ е е с я тем, что съемное приспособление для обработки ножа планирной дверцы выпол нено в виде прямоугольной рамки с упорами и прижимом. 3. Устройство по п. 1 , о т л и ч а ю щ е е с я тем, что установочные штыри подпружи нены и снабжены фиксирующими втулками с фигурными вырезами. др. явлений с течением времени нарушается газоплотность планирного лючка, происходит "газование" дверей, в атмосферу выделяется коксовый газ, имеющий в своем составе вредные вещества, чем серьезно нарушается экология. В практике коксохимических заводов используют различные методы и средства для устранения этих явлений: наложение шин на поврежденные зеркала планирных лючков, замена крышек, засыпка "газующих" лючков шихтой, обмазка и т.п. Однако эти меры малоэффективны, требуют больших затрат ручного труда, усложняют и удорожают эксплуатацию оборудования. Известно устройство для обработки планирного лючка и планирной дверцы (прото С > оо о О 9894 тип), содержащее станину с размещенным на ней рабочим органом и механизмом подачи рабочего органа. Применение указанного устройства ограничено, поскольку метод шлифования по- 5 зволяет устранить лишь мелкие дефекты '(выбоины, раковины и т.п.), распространенные на небольших площадках и на небольшую глубину. При наличии глубоких повреждений, не устраняемых шлифоваль- 10 ным кругом, а также нарушении плоскостности зеркала лючка газоплотность лючка не восстанавливается. Указанные недостатки могут быть устранены методами механической обработки в 15 стационарных условиях, например в ремонтно-механическом цехе. Однако в условиях действующего коксохимического предприятия такой ремонт чрезвычайно затруднен, в связи с чем идут за замену изношенных кок- 20 совых печей новыми, что, в свою очередь, значительно увеличивает затраты на эксплуатацию. Целью настоящего изобретения является повышение качества обработки поверх- 25 ности. Указанная цель достигается тем, что в устройстве для обработки планирного лючка и планирнои дверцы двери коксовой печи, содержащем станину с размещенным на ней 30 рабочим органом и механизмом подачи рабочего органа, согласно изобретению, рабочий орган выполнен в виде каретки и поворотной резцовой головки, закрепленной на каретке, причем каретка снабжена 35 подвижными в осевом направлении установочными штырями и взаимосвязана со станиной посредством ходового винта, гайки и направляющих, а сама станина снабжена съемным приспособлением для обработки 40 ножа планирнои дверцы. При этом съемное приспособление для обработки ножа планирнои дверцы может быть выполнено в виде прямоугольной рам ки с упорами и прижимом. 45 Кроме того, установочные штыри могут быть подпружинены и снабжены фиксирующими втулками с фигурными вырезами. Сущность изобретения поясняется чертежами, где на фиг. 1 изображен общий вид 50 устройства, вид сбоку, в момент начала обработки зеркала планирного лючка; на фиг. 2 общий вид устройства в плане; на фиг. 3 общий вид устройства по стрелке А на фиг. 1; на фиг. 4 - фрагмент оправки резцовой 55 головки; на фиг. 5 - поперечный разрез Б-Б фиг. 1 (станины и каретки устройства с фрагментами направляющей); на фиг. 6 - фиксирующий винт в продольном разрезе В-В фиг. 1; на фиг. 7 - фрагмент установочных штырей на зеркале планирного лючка; на фиг. 8 - фрагмент установки ходового винта; на фиг. 9 - общий вид приспособления для обработки ножа планирнои дверцы на станине устройства в продольном разрезе; на фиг. 10 - общий вид устройства в плане в позиции установки на зеркале планирного лючка. Устройство для обработки планирного лючка и планирнои дверцы двери коксовой печи содержит стакану 1 с размещенным на ней рабочим органом и механизмом подачи рабочего органа (фиг. 1, 2, 3). Станина 1 снабжена опорами 2 и направляющими 3 и 4. На боковых сторонах станины 1 установлены четыре фиксирующих винта 5, предназначенных для фиксации устройства на горловине б планирного лючка. Винты 5 установлены в резьбовых втулках 7, закрепленных на станине 1, и снабжены зубчатыми головками 8, установленными шарнирно на полусферических головках винтов 5 посредством крышек 9. Станина 1 дополнительно снабжена съемным приспособлением для обработки ножа 10 планирнои дверцы. Рабочий орган выполнен в виде каретки 11 и поворотной резцовой головки 12, за крепленной на каретке (фиг. 1, 2). При этом каретка 11 снабжена подвижными в осевом направлении установочными штырями 13. Каждый штырь зафиксирован в корпусе ка ретки 11 посредством втулок 14 и 15 и удер живается фиксирующей втулкой 16 с фигурным вырезом 17 (фиг. 7). Нижняя часть штыря 13 выполнена полой с продольными вырезами 18. В полости установочного шты ря 13 помещена пружина 19, зафиксирован ная пробкой 20 с направляющим штырем 21, опирающимся на втулку 15. В верхней части штыря 13 закреплен палец 22, взаимодейст вующий с фигурным вырезом 17 фиксирую щей втулки 16. Каретка 10 взаимодействует со станиной 1 посредством ходового винта 23, установленного посредством подшипни ка 24 на станине 1, гайки 25, свободно уста новленной во втулке 26 каретки 11, и направляющих 3 и 4 (фиг. 1, 2). Каретка 11 удерживается на направляющих 3 и 4 стани ны посредством накладок 27, зафиксирован ных на каретке 11 болтами 28 (фиг. 5). Резцовая головка 12 содержит электродвигатель 29 и червячный редуктор 30, соединенный муфтой 31 (закрыта кожухом). Вертикальный вал 32 редуктора 30 помещен в подшипниковую обойму 33 и снабжен оправкой 34 с резцом 35. На вертикальном валу 32 посредством пальца 36 закреплен копир 37 (ролик) (фиг. 4). 9894 Механизм подачи рабочего органа (фиг. 8) содержит храповое колесо 38, осуществляющее передачу крутящего момента от оправки 34 гайке 25 и ходовому винту 23. В неподвижном положении винт 23 фиксируется стопором 39, а приведение его в действие вручную осуществляют посредством маховичка 40. В комплект устройства входит приспособление для обработки ножа планирной дверцы (фиг. 9) Приспособление состоит из рамки 41 с упорами 42, на которые укладывают планирную дверцу 43 уплотняющим ножом кверху. Дверцу прижимают к упору 44 посредством прижима 45, взаимодействующего с тягой 46 посредством гайки 47. Устройство работает следующим образом. Обработка планирного лючка и дверцы двери коксовой печи заключается в выравнивании контактных поверхностей - зеркала лючка и уплотнительного ножа планирной дверцы - методом строгания при круговом вращении резца в плоскости, параллельной обрабатываемой поверхности. При обработке зеркала планирного лючка (фиг. 10) устройство устанавливают на дверь коксовой печи по базе, в качестве которой используют зеркало обрабатываемого планирного лючка. Для этого освобождают стопор 39 и, вращая вручную маховичок 40, перемещают каретку 11 посредством ходового винта 23 в среднее положение (относительно станины 1). Затем опускают вниз установочные штыри 13 и фиксируют их в фигурных вырезах фиксирующих втулок 16 (показано пунктиром на фиг. 7). Выступающие из каретки 11 концы установочных штырей 13 опирают на зеркало планирного лючка (фиг. 10) в трех точках, обеспечивая параллельность плоскостей зеркала планирного лючка и плоскости вращения резца 35. После этого завинчивают фиксирующие винты 5 (фиг. 6), обеспечивая плотное сцепление 'зубчатых головок 8 с наружными стенками планирного лючка 6 и надежно фиксируя станину 1 на корпусе двери коксовой печи. Последняя операция установки устройства подъем в верхнее положение установочных штырей 13 для беспрепятственного вращения оправки 34 с резцом 35 и отвод каретки 11 в исходное положение (фиг. 1). Для обработки зеркала планирного лючка резец 35 устанавливают в оправке 34 на требуемую глубину резания, стопорят ходовой винт 23 стопором 39 и включают электродвигатель 29 резцовой головки 12. При этом начинает вращаться оправка 34, а каретка 11 получает поступательное движение вдоль станины 1, чем осуществляют подачу резца 35 на обрабатываемую поверхность. Глубину резания и величину подачи согласовывают таким образом, чтобы получить необходимую чистоту обрабатываемой 5 поверхности. Подачу каретки 11 осуществляют автоматически посредством механизма подачи (фиг. 3, 8). При вращении оправки 34 храпо10 вое колесо 38 поворачивается на один шаг и, взаимодействуя на гайку 25, перемещают каретку 11 вперед относительно неподвижного ходового винта 23. Подачу каретки 11 на один шаг производят при каждом оборо15 те вертикального вала 32 с оправкой 34. Процесс обработки заканчивают после обработки всей поверхности зеркала планирного лючка и выхода за его пределы резца 35 (показано пунктиром на фиг. 1). При 20 этом электродвигатель 29 автоматически отключается конечным выключателем 48, взаимодействующим с упором 49. При обработке ножа планирной дверцы 10 (фиг. 9) внизу станины 1 посредством вин25 тов 5 закрепляют рамку 41, укладывают на ее опоры 42 ножом вверх дверцу 43 планирного лючка и прижимают ее к упору 44 прижимом 45, врвщая гайку 47. Обработку ножа планирной дверцы производят так же, как и 30 обработку зеркала планирного лючка. После обработки зеркала планирного лючка освобождают винты 5, снимают устройство с корпуса двери коксовой печи и устанавливают его на стеллаж на опоры 2. 35 После обработки ножа 10 планирной дверцы 43 освобождают прижим 45, снимают с рамки 41 дверцу 43 и снимают саму рамку 41 со станины 1. Использование изобретения в произ40 водстве позволит повысить качество обработки зеркала планирного лючка и его дверцы и обеспечить их надлежащую газоплотность. Технико-экономические преимущества устройства заключаются в том, что 45 устройство является переносным и может быть использовано непосредственно на коксовой батарее при профилактических ремонтах коксовых дверей, при замене их огнеупорной футеровки, правке уплотняю50 щих рамок и т.п., что в значительной мере упрощает и удешевляет проведение ремонтов коксовых дверей. Конструктивные особенности устройст-55 ва позволяют точно устанавливать устройство при работе на базе-зеркале планирного лючка. При этом повышается точность обработки. Принцип резания, реализованный в устройстве, обеспечивает необходимую чистоту поверхности, достаточную для прида 7 ния надежной газоплотности планирному лючку. Использование устройства позволя 9894 8 ет, по крайней мере, в два раза повысить срок службы корпуса двери. Фиг. I Фи г. 2 П 31 II 32 30 13 II g * 9894 Л/////////////Л 15 Фиг. 7 9894 23 Ф 26 5. II ' Фиг. 10 Упорядник О.Тищенко Замовлення 4557 Відкрите Техред М.Моргентал Коректор О.Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101 40
ДивитисяДодаткова інформація
Назва патенту англійськоюThe device for treatment of leveling hatch and leveling gate of the door of coke oven
Автори англійськоюTyschenko Oleh Mykolaiovych, Tiutiunyk Mykhailo Dmytrovych
Назва патенту російськоюУстройство для обработки планирного лючка и планирной дверцы дверей коксовой печи
Автори російськоюТищенко Олег Николаевич, Тютюнык Михаил Дмитриевич
МПК / Мітки
МПК: C10B 45/00, C10B 25/00
Мітки: планірних, печі, планірного, дверей, обробки, коксової, пристрій, лючка, дверцят
Код посилання
<a href="https://ua.patents.su/8-9894-pristrijj-dlya-obrobki-planirnogo-lyuchka-ta-planirnikh-dvercyat-dverejj-koksovo-pechi.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обробки планірного лючка та планірних дверцят дверей коксової печі</a>
Пристрій для знімання та установлення двері коксової печі
Номер патенту: 6119
Опубліковано: 29.12.1994
Автори: Гетьман Володимир Миколайович, Макаренко Віктор Данилович
МПК: C10B 25/00
Мітки: установлення, пристрій, коксової, печі, двері, знімання
Формула / Реферат:
1. Устройство для улавливания выбросов пыли при выдаче кокса, включающее кожух конического сечения с диффузором в верхней части, пылеуловитель, форсунки, установленные над пылеуловителем, средства для подачи воды в форсунки и средства для сбора и отвода шламовых вод, отличающееся тем, что, с целью повышения эффективности работы, пылеуловитель установлен в диффузоре и выполнен в виде зонта жалюзийного типа, угол наклона лопастей которого...
Пристрій для відведення газу із коксової печі

Номер патенту: 9892
Опубліковано: 30.09.1996
Автори: Кочкін Васілій Васільєвіч, Канцлєр Рудольф Робєртовіч, Анацький Володимир Федорович, Горобець Леонід Олександрович
МПК: C10B 27/00
Мітки: печі, газу, коксової, відведення, пристрій
Формула / Реферат:
(57) Устройство для отвода газа из коксовой печи, содержащее корпус с фланцем, шарнирно закрепленную крышку с рычагом, коллектор для подвода инертного газа или пара, соединенный с фланцем каналами, отличающееся тем, что фланец корпуса выполнен переменного сечения с закругленным выступом в верхней его части, а крышка с кольцевой проточной и сопряженной с ней выемкой, выполненной со скосами, аналогичными выступу фланца.
Пристрій для чистки рам та броні коксової печі
Номер патенту: 8656
Опубліковано: 30.09.1996
Автори: Бобров Леонід Іванович, Марапулець Генадій Миколайович, Чернишов Юрій Олексійович, Гущін Валерій Аркадійович, Бровенко Петро Костянтинович, Шакун Георгій Васильович
МПК: C10B 43/00
Мітки: печі, чистки, броні, коксової, рам, пристрій
Формула / Реферат:
1. Устройство для чистки рам и броней коксовых печей, содержащее направляющую раму с приводом горизонтального перемещения, установленную в раме каретку с приводом вертикального перемещения, боковые и торцовые скребки, отличающееся тем, что, с целью повышения надежности и эффективности работы, оно снабжено дополнительной кареткой, снабженной пружинной подвеской и опорными роликами, связанными с основной кареткой и подпружиненной траверсой...
Пристрій для відведення газу з коксової печі
Номер патенту: 4296
Опубліковано: 27.12.1994
Автори: Марченко Андрій Андрійович, Власов Генадій Олександрович, Недосекін Микола Сергійович, Цонева Маргарита Семенівна, Передерій Володимир Тимофійович
МПК: C10B 27/00
Мітки: газу, пристрій, відведення, коксової, печі
Формула / Реферат:
Устройство для отвода газа из коксовой печи, включающее последовательно соединенные между собой корпус с крышкой, колено и установленную на газосборнике клапанную коробку, содержащую корпус, раструб, седло и поворотный клапан, закрепленный на горизонтальном валу, отличающееся тем, что, с целью повышения надежности работы и снижения металлоемкости, поворотный клапан установлен перпендикулярно к продольной оси газосборника, корпус клапанной...
Пристрій для ущільнення кришок завантажувальних люків коксової печі
Номер патенту: 6122
Опубліковано: 29.12.1994
Автори: Каліберда Микола Стефанович, Сєнічкін Анатолій Федорович, Поролов Володимир Васильович
МПК: C10B 25/00
Мітки: кришок, люків, печі, пристрій, завантажувальних, ущільнення, коксової
Формула / Реферат:
1. Устройство для уплотнения крышек загрузочных люков коксовой печи, включающее распределительное кольцо, установленное на люкосьеме, резервуар с мешалкой для раствора, установленный на портале углезагрузочной машины, и дозатор для выдачи определенного объема раствора из резервуара в распредилительное кольцо, отличающееся тем, что, с целью повышения эксплуатационной надежности устройства, дозатор выполнен в виде соединенной с нижней...
Попередній патент: Пристрій для відведення газу із коксової печі
Наступний патент: Пристрій для чистки рам пекококсових печей
Випадковий патент: Віброекстракційна лінія виробництва хмельових екстрактів