Система для різання сирцевого ніздрюватобетонного масиву на блоки
Номер патенту: 99081
Опубліковано: 12.05.2015
Автори: Шпиг Олександр Федорович, Шпиг Федір Іванович, Шпиг Андрій Федорович, Жуков Дмитро Георгійович
Формула / Реферат
1. Система для різання сирцевого ніздрюватобетонного масиву на блоки, що містить основу, раму, струни для різання масиву, тримачі струн, яка відрізняються тим, що система складається з трьох модулів, а саме модуль попереднього та профільного різання, модуль поздовжнього різання, модуль поперечного різання, причому модуль попереднього та профільного різання системи додатково містить ротори та встановлені на роторах ножі, в модулі поздовжнього різання струни додатково оснащено системою автоматичного налагодження їх положення, модуль поперечного різання системи додатково містить вакуумну установку для відділення верхнього підрізного шару масиву.
2. Система для різання сирцевого ніздрюватобетонного масиву на блоки за п. 1, яка відрізняються тим, що основа являє собою принаймні один візок з принаймні одним піддоном для масиву.
3. Система для різання сирцевого ніздрюватобетонного масиву на блоки за п. 1, яка відрізняються тим, що ножі представлені у вигляді бокових ножів, ножів подовжнього різання та ножів профільного різання.
4. Система для різання сирцевого ніздрюватобетонного масиву на блоки за п. 1, яка відрізняються тим, що перший модуль містить індуктивні датчики контроля положення ножів.
5. Система для різання сирцевого ніздрюватобетонного масиву на блоки за п. 1, яка відрізняються тим, що другий модуль містить датчики зворотного зв'язку для регулювання положення струн.
6. Система для різання сирцевого ніздрюватобетонного масиву на блоки за п. 1, яка відрізняються тим, що в третьому модулі вакуумна установка розміщена в верхній частині системи на висоті над піддоном, що більше або дорівнює висоті масиву.
Текст
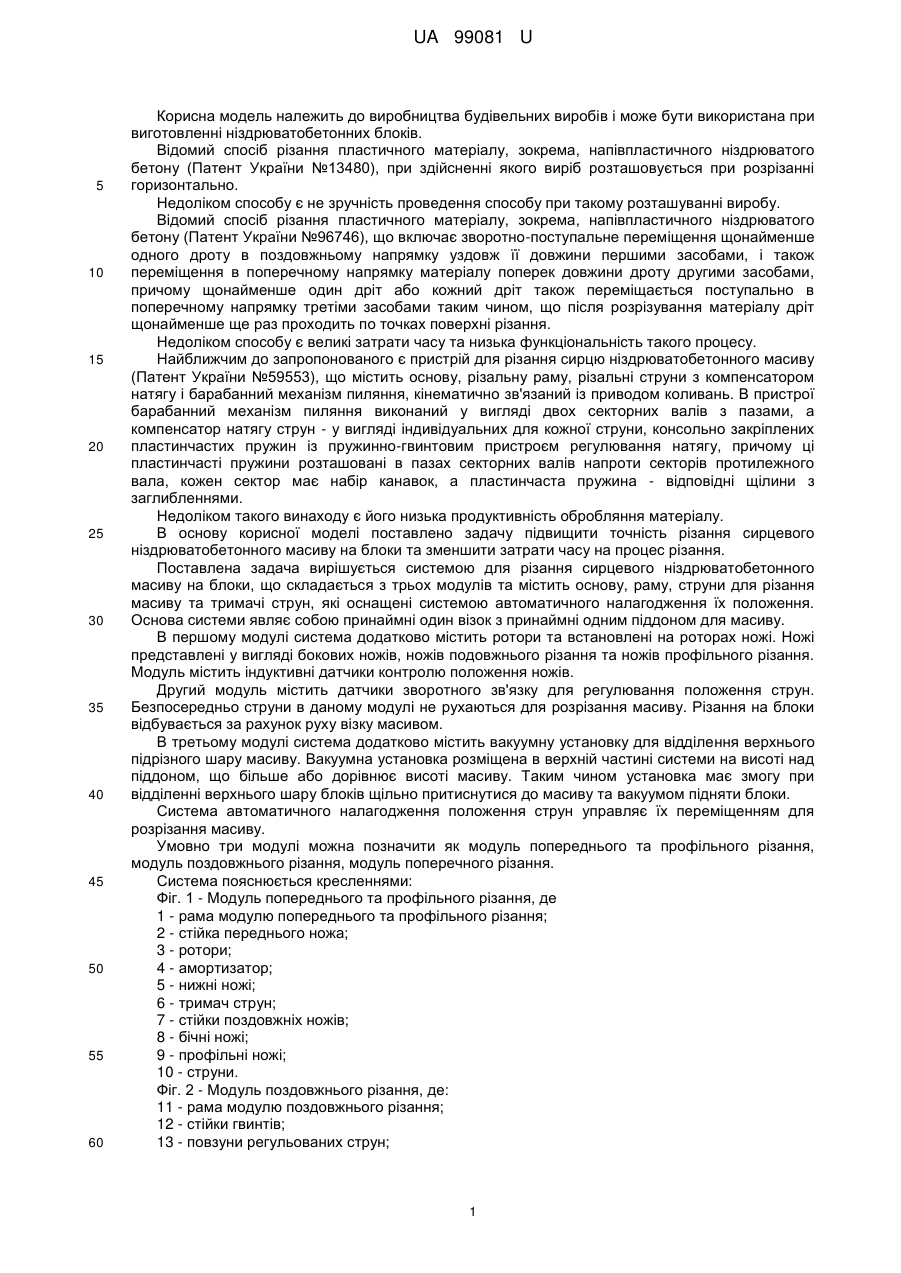
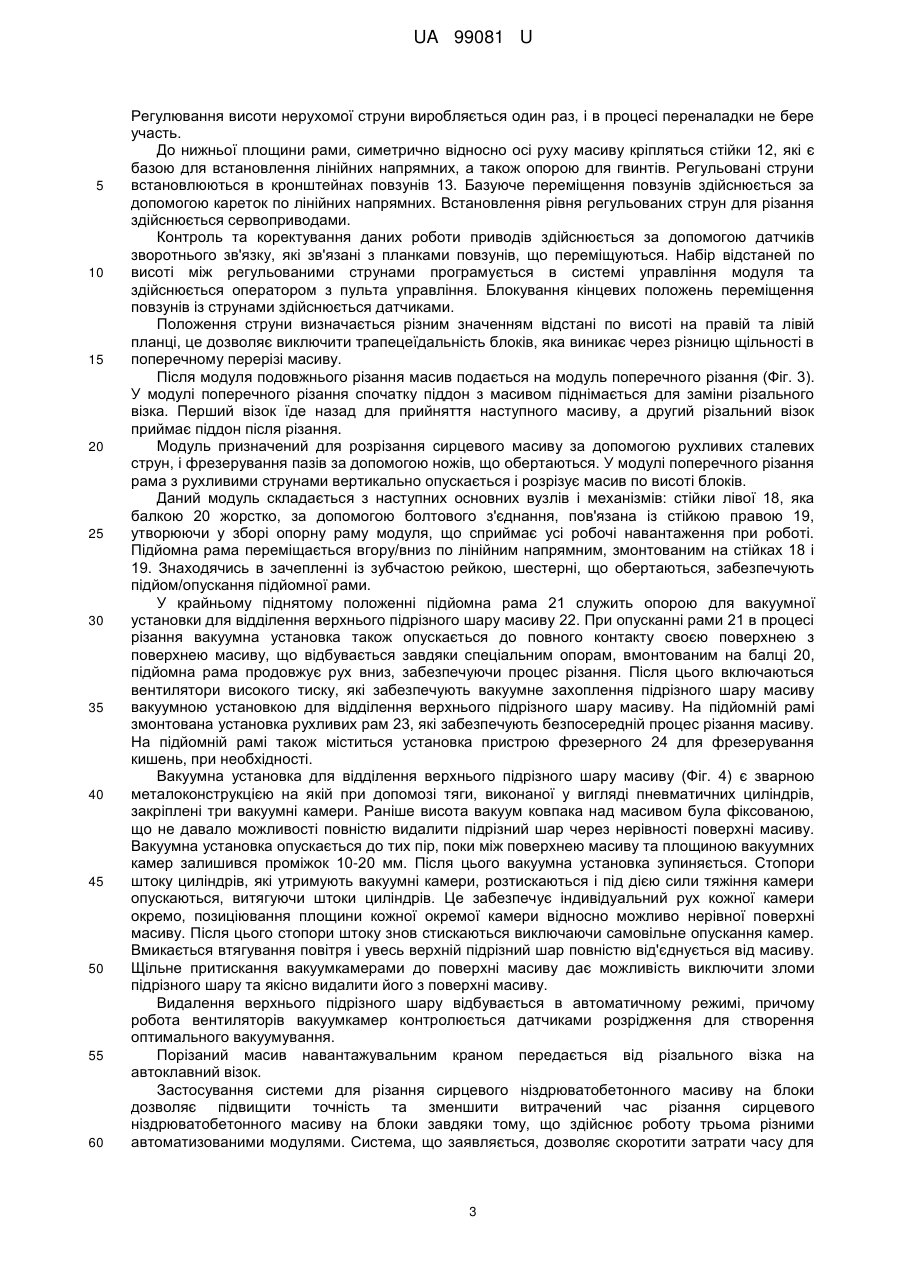
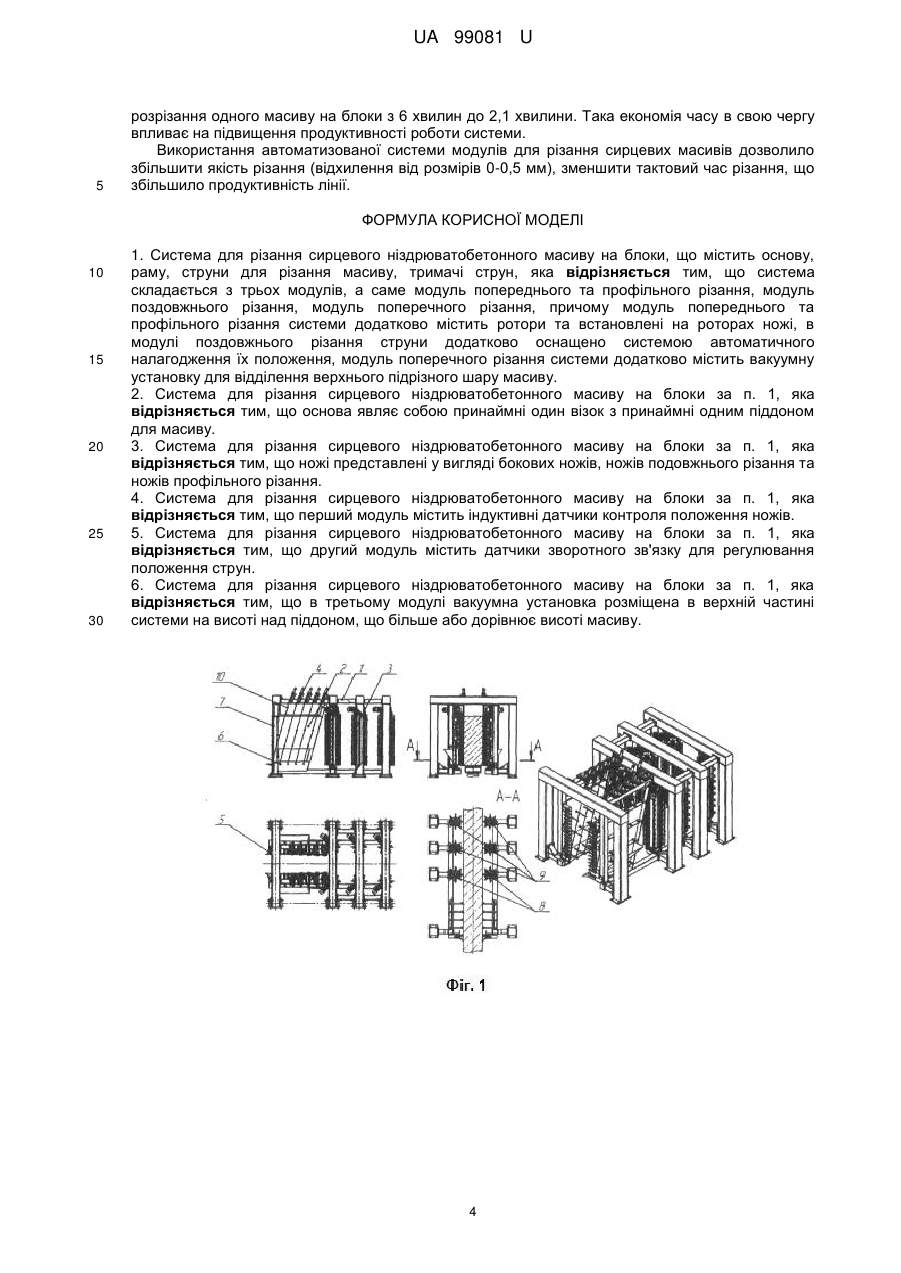
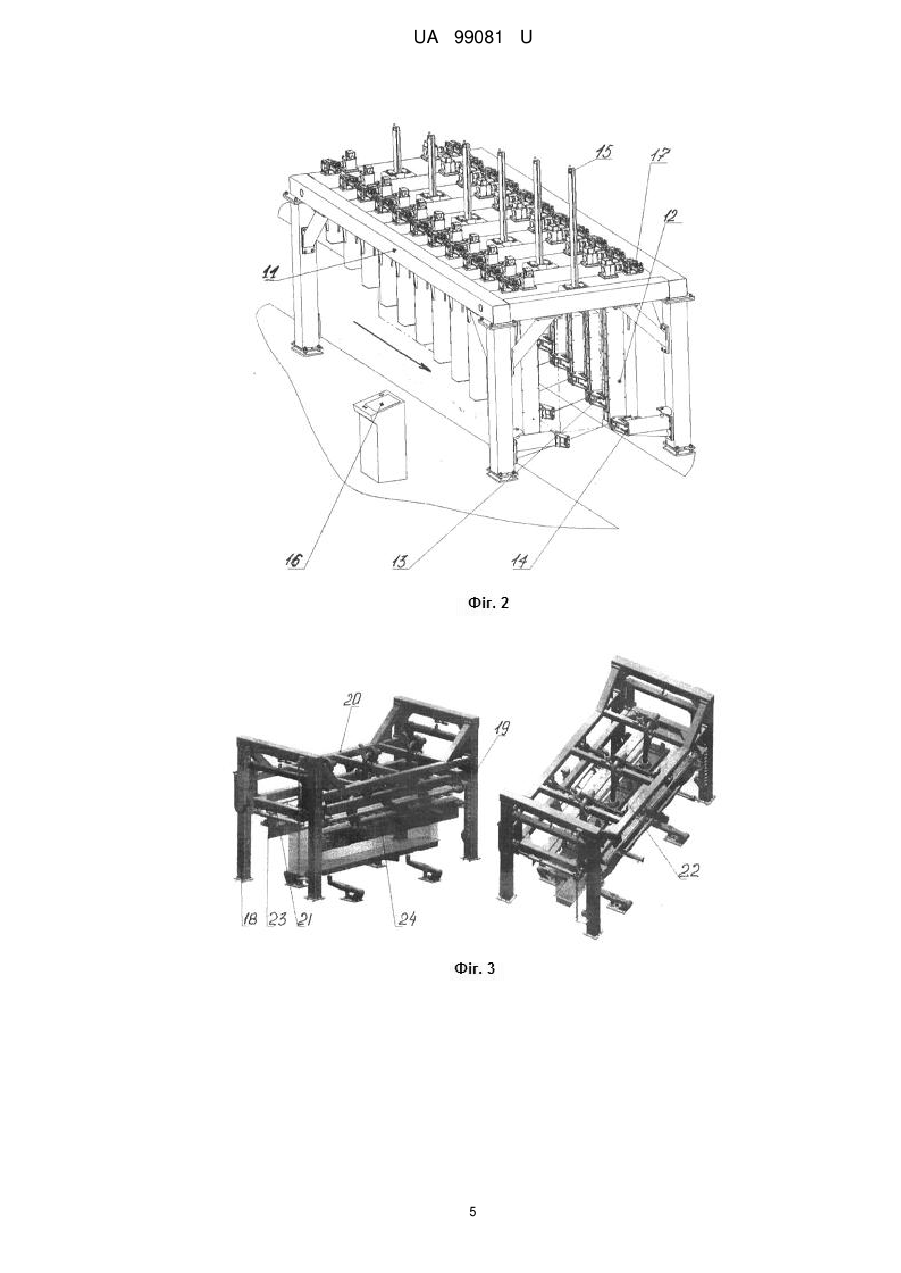
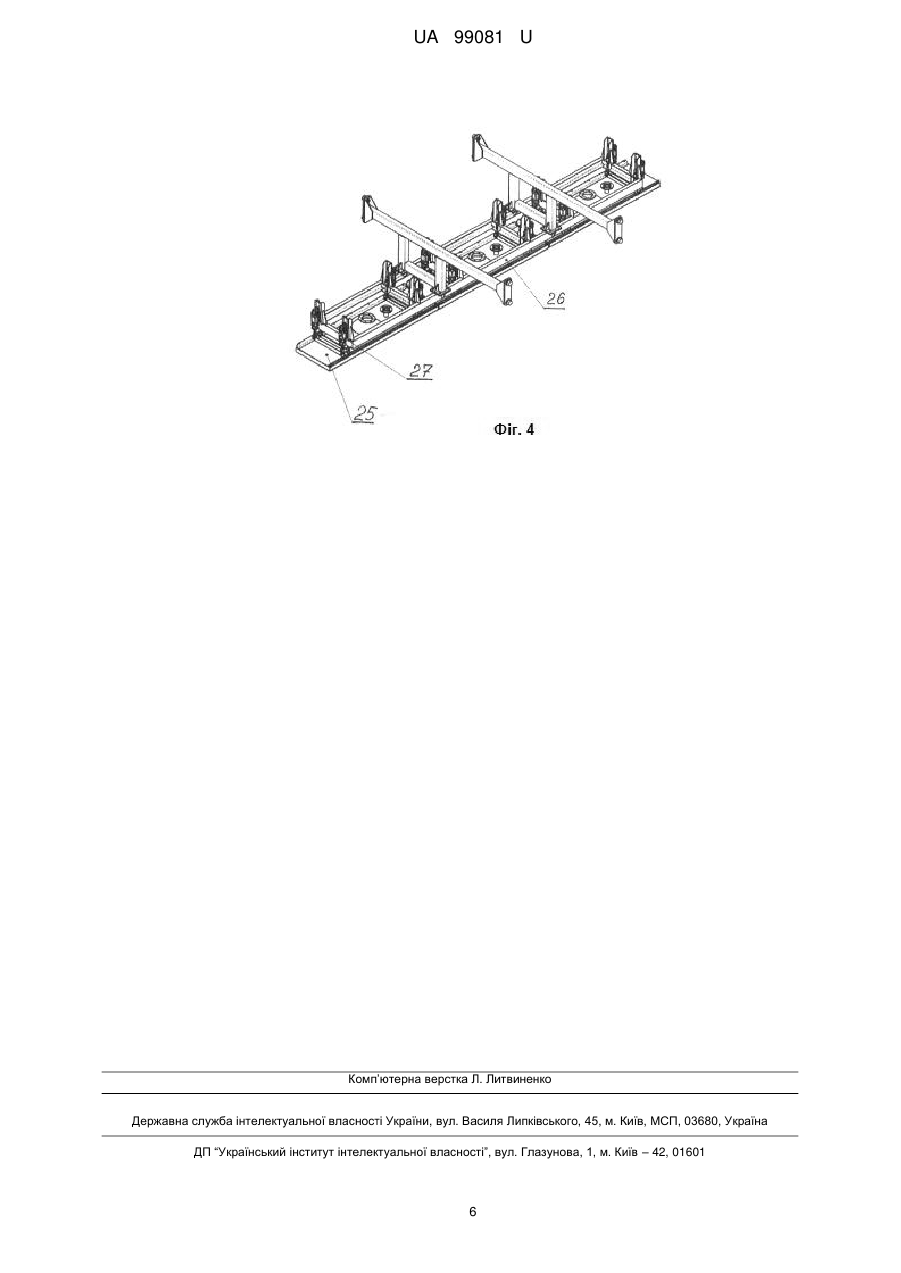
Реферат: Система для різання сирцевого ніздрюватобетонного масиву на блоки містить основу, раму, струни для різання масиву, тримачі струн. Система складається з трьох модулів, а саме модуль попереднього та профільного різання, модуль поздовжнього різання, модуль поперечного різання, причому модуль попереднього та профільного різання системи додатково містить ротори та встановлені на роторах ножі, в модулі поздовжнього різання струни додатково оснащено системою автоматичного налагодження їх положення, модуль поперечного різання системи додатково містить вакуумну установку для відділення верхнього підрізного шару масиву. UA 99081 U (12) UA 99081 U UA 99081 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до виробництва будівельних виробів і може бути використана при виготовленні ніздрюватобетонних блоків. Відомий спосіб різання пластичного матеріалу, зокрема, напівпластичного ніздрюватого бетону (Патент України №13480), при здійсненні якого виріб розташовується при розрізанні горизонтально. Недоліком способу є не зручність проведення способу при такому розташуванні виробу. Відомий спосіб різання пластичного матеріалу, зокрема, напівпластичного ніздрюватого бетону (Патент України №96746), що включає зворотно-поступальне переміщення щонайменше одного дроту в поздовжньому напрямку уздовж її довжини першими засобами, і також переміщення в поперечному напрямку матеріалу поперек довжини дроту другими засобами, причому щонайменше один дріт або кожний дріт також переміщається поступально в поперечному напрямку третіми засобами таким чином, що після розрізування матеріалу дріт щонайменше ще раз проходить по точках поверхні різання. Недоліком способу є великі затрати часу та низька функціональність такого процесу. Найближчим до запропонованого є пристрій для різання сирцю ніздрюватобетонного масиву (Патент України №59553), що містить основу, різальну раму, різальні струни з компенсатором натягу і барабанний механізм пиляння, кінематично зв'язаний із приводом коливань. В пристрої барабанний механізм пиляння виконаний у вигляді двох секторних валів з пазами, а компенсатор натягу струн - у вигляді індивідуальних для кожної струни, консольно закріплених пластинчастих пружин із пружинно-гвинтовим пристроєм регулювання натягу, причому ці пластинчасті пружини розташовані в пазах секторних валів напроти секторів протилежного вала, кожен сектор має набір канавок, а пластинчаста пружина - відповідні щілини з заглибленнями. Недоліком такого винаходу є його низька продуктивність обробляння матеріалу. В основу корисної моделі поставлено задачу підвищити точність різання сирцевого ніздрюватобетонного масиву на блоки та зменшити затрати часу на процес різання. Поставлена задача вирішується системою для різання сирцевого ніздрюватобетонного масиву на блоки, що складається з трьох модулів та містить основу, раму, струни для різання масиву та тримачі струн, які оснащені системою автоматичного налагодження їх положення. Основа системи являє собою принаймні один візок з принаймні одним піддоном для масиву. В першому модулі система додатково містить ротори та встановлені на роторах ножі. Ножі представлені у вигляді бокових ножів, ножів подовжнього різання та ножів профільного різання. Модуль містить індуктивні датчики контролю положення ножів. Другий модуль містить датчики зворотного зв'язку для регулювання положення струн. Безпосередньо струни в даному модулі не рухаються для розрізання масиву. Різання на блоки відбувається за рахунок руху візку масивом. В третьому модулі система додатково містить вакуумну установку для відділення верхнього підрізного шару масиву. Вакуумна установка розміщена в верхній частині системи на висоті над піддоном, що більше або дорівнює висоті масиву. Таким чином установка має змогу при відділенні верхнього шару блоків щільно притиснутися до масиву та вакуумом підняти блоки. Система автоматичного налагодження положення струн управляє їх переміщенням для розрізання масиву. Умовно три модулі можна позначити як модуль попереднього та профільного різання, модуль поздовжнього різання, модуль поперечного різання. Система пояснюється кресленнями: Фіг. 1 - Модуль попереднього та профільного різання, де 1 - рама модулю попереднього та профільного різання; 2 - стійка переднього ножа; 3 - ротори; 4 - амортизатор; 5 - нижні ножі; 6 - тримач струн; 7 - стійки поздовжніх ножів; 8 - бічні ножі; 9 - профільні ножі; 10 - струни. Фіг. 2 - Модуль поздовжнього різання, де: 11 - рама модулю поздовжнього різання; 12 - стійки гвинтів; 13 - повзуни регульованих струн; 1 UA 99081 U 5 10 15 20 25 30 35 40 45 50 55 14 - кронштейни нерухомих струн; 15 - механізм очищення струн; 16 - пульт оператора; 17 - привід регулювання струн. Фіг. 3 - Модуль поперечного різання, де: 18 - стійка ліва; 19 - стійка права; 20 - балка; 21 - рама модулю поперечного різання; 22 - вакуумна установка для відділення верхнього підрізного шару масиву; 23 - рухлива рама; 24 - фрезерний пристрій. Фіг. 4 - Вакуумна установка для відділення верхнього підрізного шару масиву, де: 25 - вакуумна камера; 26 - несуча рама; 27 - тяга. Устаткування нарізання блоків з сирцевого масиву призначено для масивів, які вертикально розташовані на піддонах. Різальний візок з масивом сирцевої міцності на піддоні проходить через систему для різання сирцевого ніздрюватобетонного масиву на блоки. Масив проходить обробку в трьох модулях. В першому модулі системи (модуль попереднього та профільного різання) масив проходить попереднє різання та профілювання. Відбувається двостороннє обрізання масиву до визначеного розміру (наприклад 600 мм) та вирізаються паз і гребінь. Модуль складається з рами 1, стійка переднього ножа 2, ротори З, амортизатор 4, нижні ножі 5, тримач струн нижній 6, стійка поздовжніх ножів 7, закріплені на тримачах струн струни 10, а також ротори 3 зі встановленими на них бічними 8 і профільними ножами 9. В модулі попереднього і профільного різання формують ширину масиву для гладких блоків, а також ширину, геометрію і розміри пазів. В даному модулі системи процес різання масиву можливо умовно розподілити на п’ять зон: зона поздовжніх ножів, де здійснюється передчасне різання шару; зона струн, які розташовані похило, де здійснюється чорнове пошарове обвалення, а також підрізування нижнього шару нижніми ножами; зона бокових ножів, в цій зоні відбувається чистове різання, при якому формується розмір готового блока; зона чорнового профільного різання; зона чистового різання, де формуються остаточні профілі блоків. Стійки подовжніх ножів і нижні ножі за допомогою кронштейнів кріпляться до рами. Бокові та профільні ножі встановлені на роторах, які мають механічний привод. Зміна ножів здійснюється при повертанні роторів, а їх положення контролюється індуктивними датчиками, сигнали з яких передаються на пульт управління лінією різання, що дає можливість автоматично змінювати ножі. Якщо плити не потребують профілювання, оператор з пульту дає сигнал на повертання ротора в таке положення, де ножі для профільного різання приймають положення паралельно масиву, який ріжеться. В такому положенні ножі для профільного різання не приймають участі в різальному процесі. Один кінець струн (нижній) закріплений на нижньому тримачі струн, а верхній на пневматичному амортизаторі, який забезпечує постійне зусилля натягу струни та згладжує напругу, яка виникає при різанні. Спосіб кріплення струн дозволяє здійснювати їх заміну оперативно без вживання інструменту. Крім цього, бокові ножі та найбільш навантажені профільні, дублюються - це збільшує ресурс модуля та дозволяє здійснювати чищення та заміну ножів без зупинок, в автоматичному режимі по сигналу оператора. Після профілювання масив подається в модуль подовжнього різання (Фіг. 2), де натягнутими струнами блок розрізується по ширині. Можливо виконати до п'ятнадцяти розрізів одночасно. Подовжній модуль складається з таких основних частин: рами 11, стійок гвинтів 12, повзунів регульованих струн 13, кронштейнів нерухомих струн 14, механізмів очищення струн 15, пульту оператора 16, приводів регулювання струн 17. На задніх стійках рами 11 монтуються кронштейни нерухомої струни 14, котра виробляє нижній різ на відстані Н від поверхні піддону масиву. Задана відстань Н, а також горизонтальне положення струни встановлюється регулювальними гвинтами і фіксується болтами. 2 UA 99081 U 5 10 15 20 25 30 35 40 45 50 55 60 Регулювання висоти нерухомої струни виробляється один раз, і в процесі переналадки не бере участь. До нижньої площини рами, симетрично відносно осі руху масиву кріпляться стійки 12, які є базою для встановлення лінійних напрямних, а також опорою для гвинтів. Регульовані струни встановлюються в кронштейнах повзунів 13. Базуюче переміщення повзунів здійснюється за допомогою кареток по лінійних напрямних. Встановлення рівня регульованих струн для різання здійснюється сервоприводами. Контроль та коректування даних роботи приводів здійснюється за допомогою датчиків зворотнього зв'язку, які зв'язані з планками повзунів, що переміщуються. Набір відстаней повисоті між регульованими струнами програмується в системі управління модуля та здійснюється оператором з пульта управління. Блокування кінцевих положень переміщення повзунів із струнами здійснюється датчиками. Положення струни визначається різним значенням відстані по висоті на правій та лівій планці, це дозволяє виключити трапецеїдальність блоків, яка виникає через різницю щільності в поперечному перерізі масиву. Після модуля подовжнього різання масив подається на модуль поперечного різання (Фіг. 3). У модулі поперечного різання спочатку піддон з масивом піднімається для заміни різального візка. Перший візок їде назад для прийняття наступного масиву, а другий різальний візок приймає піддон після різання. Модуль призначений для розрізання сирцевого масиву за допомогою рухливих сталевих струн, і фрезерування пазів за допомогою ножів, що обертаються. У модулі поперечного різання рама з рухливими струнами вертикально опускається і розрізує масив по висоті блоків. Даний модуль складається з наступних основних вузлів і механізмів: стійки лівої 18, яка балкою 20 жорстко, за допомогою болтового з'єднання, пов'язана із стійкою правою 19, утворюючи у зборі опорну раму модуля, що сприймає усі робочі навантаження при роботі. Підйомна рама переміщається вгору/вниз по лінійним напрямним, змонтованим на стійках 18 і 19. Знаходячись в зачепленні із зубчастою рейкою, шестерні, що обертаються, забезпечують підйом/опускання підйомної рами. У крайньому піднятому положенні підйомна рама 21 служить опорою для вакуумної установки для відділення верхнього підрізного шару масиву 22. При опусканні рами 21 в процесі різання вакуумна установка також опускається до повного контакту своєю поверхнею з поверхнею масиву, що відбувається завдяки спеціальним опорам, вмонтованим на балці 20, підйомна рама продовжує рух вниз, забезпечуючи процес різання. Після цього включаються вентилятори високого тиску, які забезпечують вакуумне захоплення підрізного шару масиву вакуумною установкою для відділення верхнього підрізного шару масиву. На підйомній рамі змонтована установка рухливих рам 23, які забезпечують безпосередній процес різання масиву. На підйомній рамі також міститься установка пристрою фрезерного 24 для фрезерування кишень, при необхідності. Вакуумна установка для відділення верхнього підрізного шару масиву (Фіг. 4) є зварною металоконструкцією на якій при допомозі тяги, виконаної у вигляді пневматичних циліндрів, закріплені три вакуумні камери. Раніше висота вакуум ковпака над масивом була фіксованою, що не давало можливості повністю видалити підрізний шар через нерівності поверхні масиву. Вакуумна установка опускається до тих пір, поки між поверхнею масиву та площиною вакуумних камер залишився проміжок 10-20 мм. Після цього вакуумна установка зупиняється. Стопори штоку циліндрів, які утримують вакуумні камери, розтискаються і під дією сили тяжіння камери опускаються, витягуючи штоки циліндрів. Це забезпечує індивідуальний рух кожної камери окремо, позиціювання площини кожної окремої камери відносно можливо нерівної поверхні масиву. Після цього стопори штоку знов стискаються виключаючи самовільне опускання камер. Вмикається втягування повітря і увесь верхній підрізний шар повністю від'єднується від масиву. Щільне притискання вакуумкамерами до поверхні масиву дає можливість виключити зломи підрізного шару та якісно видалити його з поверхні масиву. Видалення верхнього підрізного шару відбувається в автоматичному режимі, причому робота вентиляторів вакуумкамер контролюється датчиками розрідження для створення оптимального вакуумування. Порізаний масив навантажувальним краном передається від різального візка на автоклавний візок. Застосування системи для різання сирцевого ніздрюватобетонного масиву на блоки дозволяє підвищити точність та зменшити витрачений час різання сирцевого ніздрюватобетонного масиву на блоки завдяки тому, що здійснює роботу трьома різними автоматизованими модулями. Система, що заявляється, дозволяє скоротити затрати часу для 3 UA 99081 U 5 розрізання одного масиву на блоки з 6 хвилин до 2,1 хвилини. Така економія часу в свою чергу впливає на підвищення продуктивності роботи системи. Використання автоматизованої системи модулів для різання сирцевих масивів дозволило збільшити якість різання (відхилення від розмірів 0-0,5 мм), зменшити тактовий час різання, що збільшило продуктивність лінії. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 25 30 1. Система для різання сирцевого ніздрюватобетонного масиву на блоки, що містить основу, раму, струни для різання масиву, тримачі струн, яка відрізняється тим, що система складається з трьох модулів, а саме модуль попереднього та профільного різання, модуль поздовжнього різання, модуль поперечного різання, причому модуль попереднього та профільного різання системи додатково містить ротори та встановлені на роторах ножі, в модулі поздовжнього різання струни додатково оснащено системою автоматичного налагодження їх положення, модуль поперечного різання системи додатково містить вакуумну установку для відділення верхнього підрізного шару масиву. 2. Система для різання сирцевого ніздрюватобетонного масиву на блоки за п. 1, яка відрізняється тим, що основа являє собою принаймні один візок з принаймні одним піддоном для масиву. 3. Система для різання сирцевого ніздрюватобетонного масиву на блоки за п. 1, яка відрізняється тим, що ножі представлені у вигляді бокових ножів, ножів подовжнього різання та ножів профільного різання. 4. Система для різання сирцевого ніздрюватобетонного масиву на блоки за п. 1, яка відрізняється тим, що перший модуль містить індуктивні датчики контроля положення ножів. 5. Система для різання сирцевого ніздрюватобетонного масиву на блоки за п. 1, яка відрізняється тим, що другий модуль містить датчики зворотного зв'язку для регулювання положення струн. 6. Система для різання сирцевого ніздрюватобетонного масиву на блоки за п. 1, яка відрізняється тим, що в третьому модулі вакуумна установка розміщена в верхній частині системи на висоті над піддоном, що більше або дорівнює висоті масиву. 4 UA 99081 U 5 UA 99081 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюShpyh Andrii Fedorovych
Автори російськоюШпиг Андрей Федорович
МПК / Мітки
МПК: B28B 11/14
Мітки: блоки, сирцевого, система, масиву, різання, ніздрюватобетонного
Код посилання
<a href="https://ua.patents.su/8-99081-sistema-dlya-rizannya-sircevogo-nizdryuvatobetonnogo-masivu-na-bloki.html" target="_blank" rel="follow" title="База патентів України">Система для різання сирцевого ніздрюватобетонного масиву на блоки</a>
Пристрій для різання сирцю ніздрюватобетонного масиву
Номер патенту: 59553
Опубліковано: 15.09.2003
Автори: Ястребцов Владислав Вікторович, Подпальний Анатолій Федорович, Большаков Володимир Іванович, Мартиненко Володимир Олександрович, Бурейко Сергій Володимирович, Яременко Володимир Федорович, Калініна Таміла Федорівна
МПК: B28B 11/14
Мітки: ніздрюватобетонного, різання, пристрій, масиву, сирцю
Формула / Реферат:
Пристрій для різання сирцю ніздрюватобетонного масиву, що містить основу, різальну раму, різальні струни з компенсатором натягу і барабанний механізм пиляння, кінематично зв'язаний із приводом коливань, який відрізняється тим, що барабанний механізм пиляння виконаний у вигляді двох секторних валів з пазами, а компенсатор натягу струн - у вигляді індивідуальних для кожної струни, консольно закріплених пластинчастих пружин із пружинно-гвинтовим...
Пристрій для подовжньо-поперечного різання керамзитогазобетонного масиву
Номер патенту: 8184
Опубліковано: 15.07.2005
Автори: Мальований Віктор Олександрович, Воронко Андрій Анатолійович, Тимофєєв Микола Іванович, Сорокопуд Іван Олександрович
МПК: B28B 11/14, B28B 7/00
Мітки: масиву, різання, пристрій, подовжньо-поперечного, керамзитогазобетонного
Формула / Реферат:
1. Пристрій для подовжньо-поперечного різання керамзитогазобетонного масиву, що містить сирець з керамзитогазобетону, форму з бортами, піддон, раму, струни, деталі кріплення, який відрізняється тим, що він оснащений стрижнем, стійками, кронштейнами з рамою, що знімається, і кріпильними болтами, монтажними петлями, барабаном з ланцюгом Галя та електроприводом, розпірною балкою з блоками, ручною лебідкою, кріпильною балкою з...
Система контролю положення зсувного масиву
Номер патенту: 71720
Опубліковано: 25.07.2012
Автори: Кривоберець Сергій Володимирович, Олінович Ангеліна Степанівна, Хілик Олеся Дмитрівна, Бурачек Всеволод Германович
МПК: G01C 15/10, G01V 8/00
Мітки: зсувного, масиву, система, положення, контролю
Формула / Реферат:
Система контролю положення зсувного масиву, що містить зворотні виски на свердловинах з пристроями фіксації взаємного положення оголовків свердловини відносно власних висків, яка відрізняється тим, що в кожному оголовку свердловини зворотного виска на кронштейні жорстко встановлений оптико-електронний блок з фотоприймальною матрицею і негативною лінзою, а на поплавку зворотного виска встановлений лазерний блок, що формує тонкий світловий...
Система контролю положення зсувного масиву
Номер патенту: 102909
Опубліковано: 27.08.2013
Автори: Кривоберець Сергій Володимирович, Хілик Олеся Дмитрівна, Бурачек Всеволод Германович, Олінович Ангеліна Степанівна
МПК: E21C 39/00, G01C 9/00
Мітки: масиву, система, зсувного, контролю, положення
Формула / Реферат:
Система контролю положення зсувного масиву, що містить зворотні виски в свердловинах з пристроями фіксації взаємного положення оголовків свердловини відносно власних висків, яка відрізняється тим, що в кожному оголовку свердловини зворотного виска на кронштейні жорстко встановлений оптико-електронний блок з фотоприймальною матрицею і негативною лінзою, а на поплавку зворотного виска встановлений лазерний блок з можливістю формування ним...
Пристрій для різання сирцю ніздрюватого бетону
Номер патенту: 51116
Опубліковано: 15.11.2002
Автори: Ястребцов Владислав Вікторович, Мартиненко Володимир Олександрович, Большаков Володимир Іванович, Клименко Владислава Юріївна, Подпальний Анатолій Федорович, Бурейко Сергій Володимирович
МПК: B28B 11/14
Мітки: бетону, пристрій, сирцю, ніздрюватого, різання
Формула / Реферат:
Пристрій для різання сирцю ніздрюватого бетону, що містить привід, рухому раму з різальними струнами, привідні троси і направляючі пристосування для них, який відрізняється тим, що направляючі пристосування в нижній частині рами виконані у вигляді двоступінчастих барабанів, при цьому привідні троси шляхом обмотування закріплені на ступенях меншого діаметра Д1, а різальні струни жорстко зафіксовані на ступенях більшого діаметра Д2 з сектором...
Попередній патент: Багатофункціональний переробний комплекс “rodent”
Наступний патент: Спосіб виготовлення ніздрюватобетонних виробів
Випадковий патент: Гомогенізатор