Пристрій для безперервного горизонтального розливання і формування заготовки штаби з розплаву металу
Формула / Реферат
1. Пристрій для безперервного горизонтального розливання і формування заготовки штаби з розплаву металу, який містить резервуар (2) для рідкого металу, видавальну камеру (5), з'єднання (4) між резервуаром (2) і видавальною камерою (5), а також пристрій (20) подавання, що має дно (21) і бічні стінки (22, 23) та виконаний для розподілу рідкого металу на бажану ширину (8) на безперервній рухомій стрічці (9), при цьому видавальна камера (5) з'єднана з пристроєм (20) подавання за допомогою замкненого трубчастого з'єднання (6), причому на поверненому від видавальної камери (5) кінці пристрою (20) подавання передбачена замикаюча стінка (26) і між замикаючою стінкою (26) і розташованою спереду стінкою (25) передбачений випускний отвір (27).
2. Пристрій за п. 1, який відрізняється тим, що замкнене трубчасте з'єднання (6) являє собою щонайменше замкнену трубу.
3. Пристрій за п. 1 або 2, який відрізняється тим, що замкнене трубчасте з'єднання (6) містить в собі множину замкнених труб.
4. Пристрій за п. 3, який відрізняється тим, що множина замкнених труб (6) розташована під і/або, відповідно, поруч одна з одною.
5. Пристрій за п. 3, який відрізняється тим, що множина замкнених труб (6) розташована паралельно одна одній.
6. Пристрій за п. 3, який відрізняється тим, що множина замкнених труб (6) розташована одна відносно одної по типу віяла.
7. Пристрій за будь-яким з пп. 2-6, який відрізняється тим, що щонайменше одна замкнена труба виконана зі сплющеним або розширеним кінцевим контуром (13).
8. Пристрій за будь-яким з пп. 1-7, який відрізняється тим, що видавальна камера (5) виконана так, що вхід (12) для рідкого металу в зоні видавальної камери (5) при експлуатації пристрою знаходиться нижче поверхні рідкого металу (3) у видавальній камері (5).
9. Пристрій за будь-яким з пп. 1-8, який відрізняється тим, що випускний отвір (27) передбачений в дні (21).
10. Пристрій за будь-яким з пп. 1-9, який відрізняється тим, що бічні стінки (22, 23) і замикаюча стінка (28) мають однакову висоту.
11. Пристрій за будь-яким з пп. 1-10, який відрізняється тим, що розташована спереду стінка (25) має відносно бічних стінок (22, 23) і/або замикаючої стінки (26) меншу висоту.
Текст
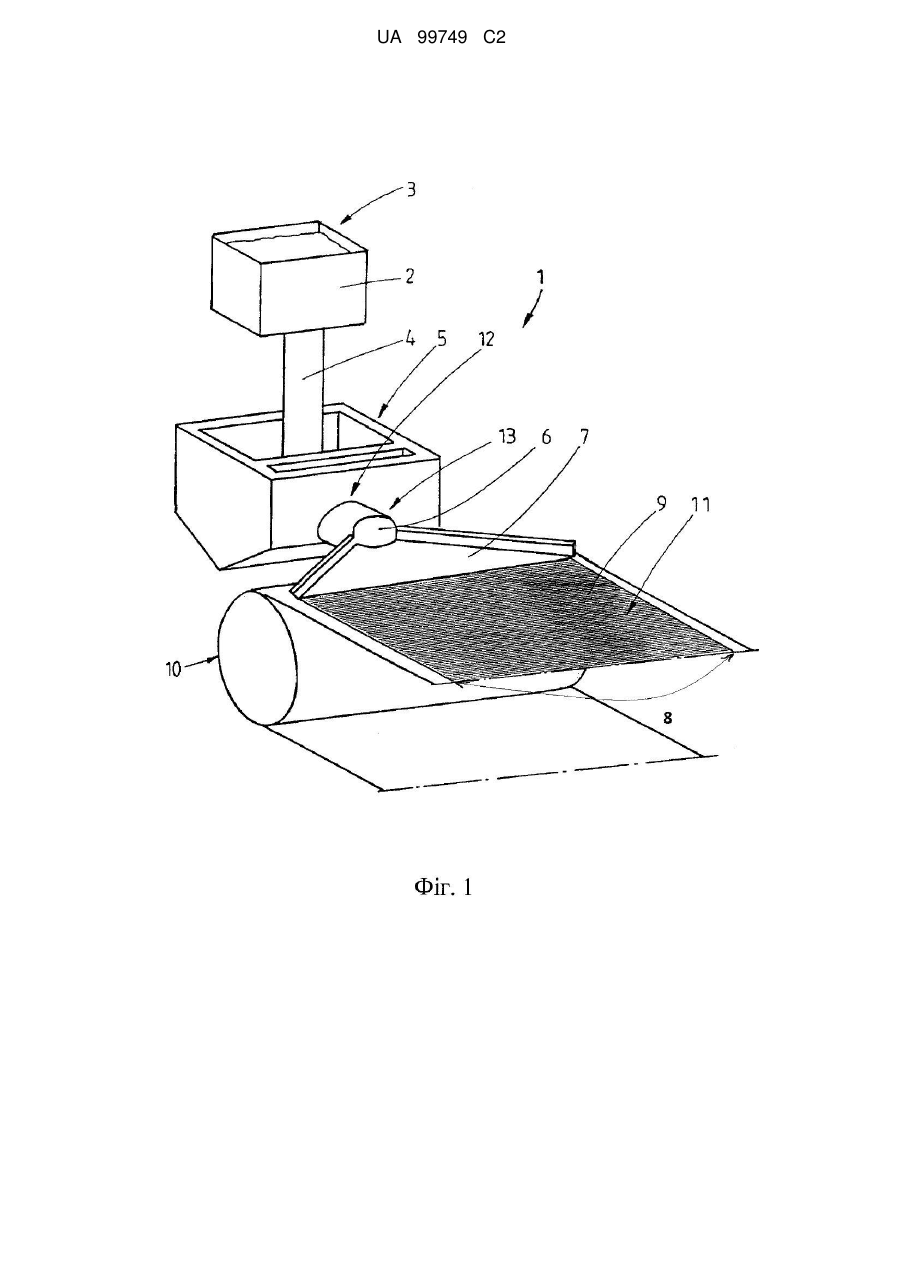
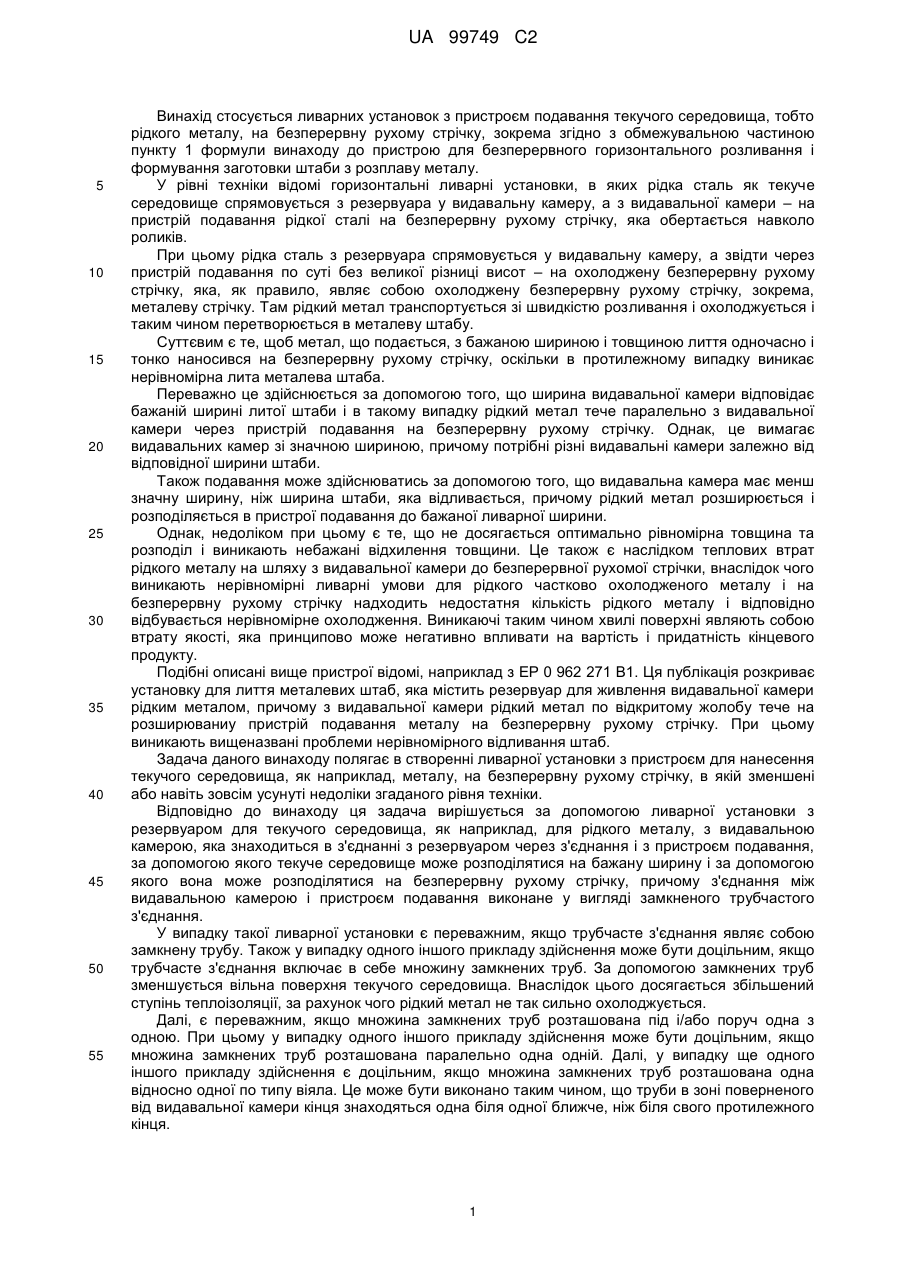
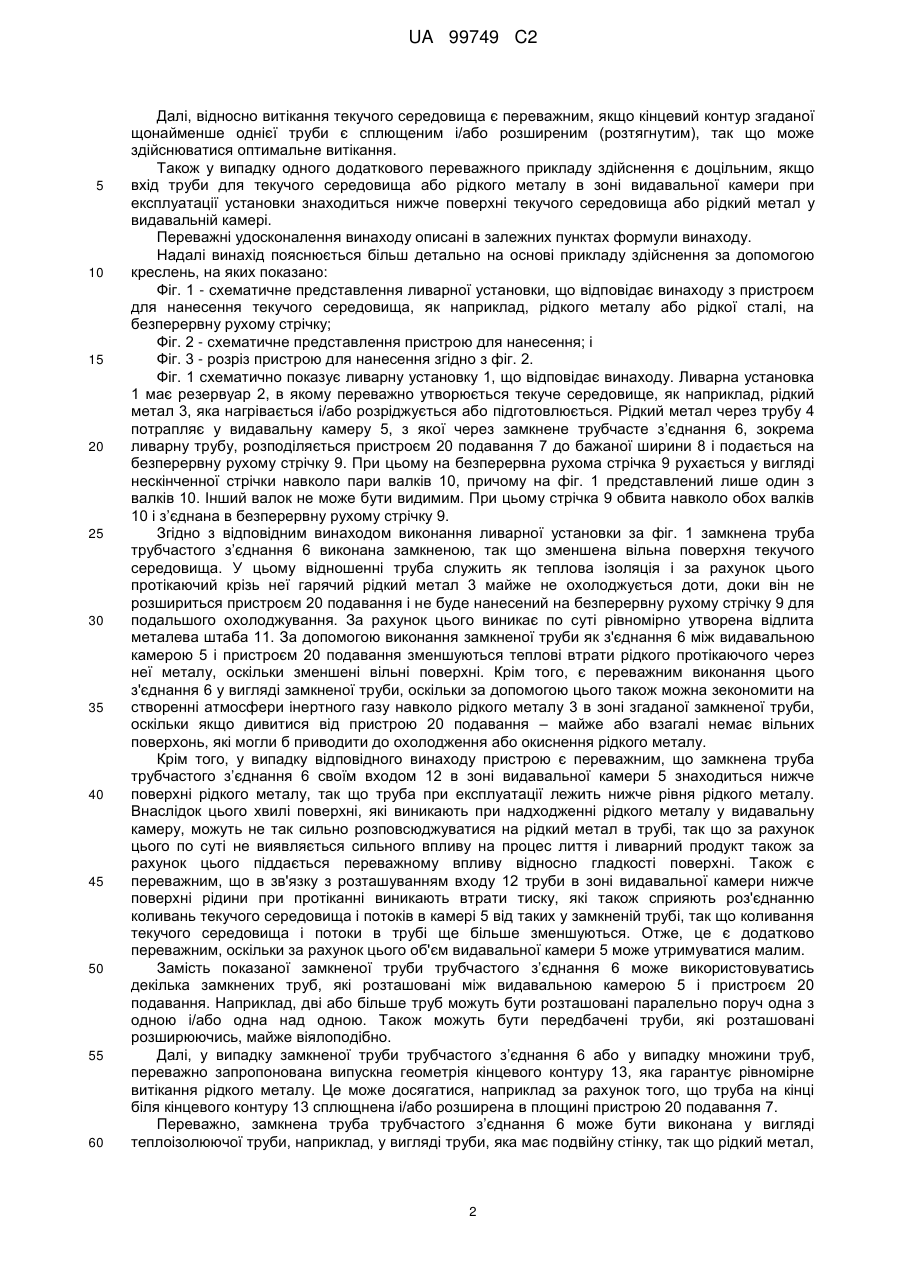
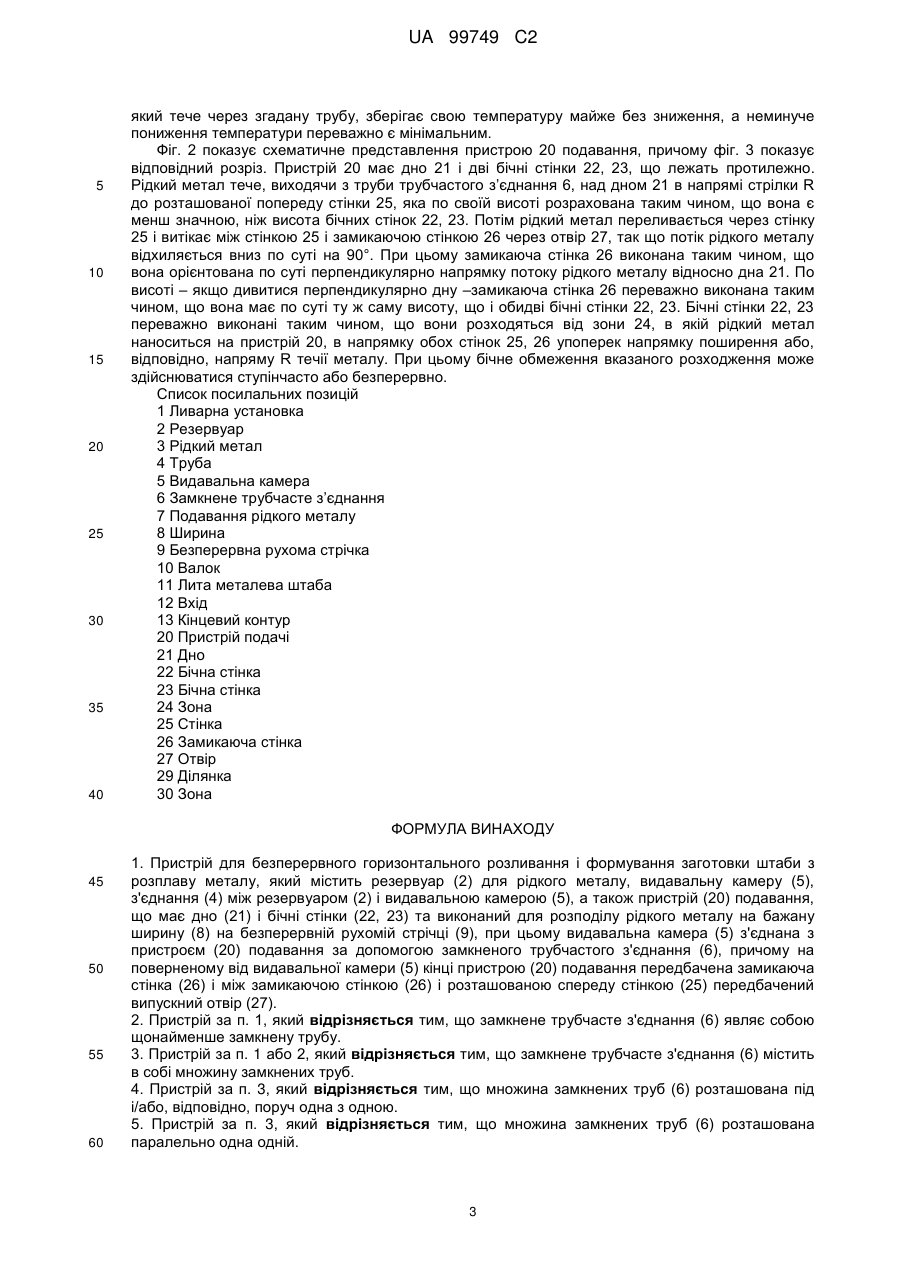
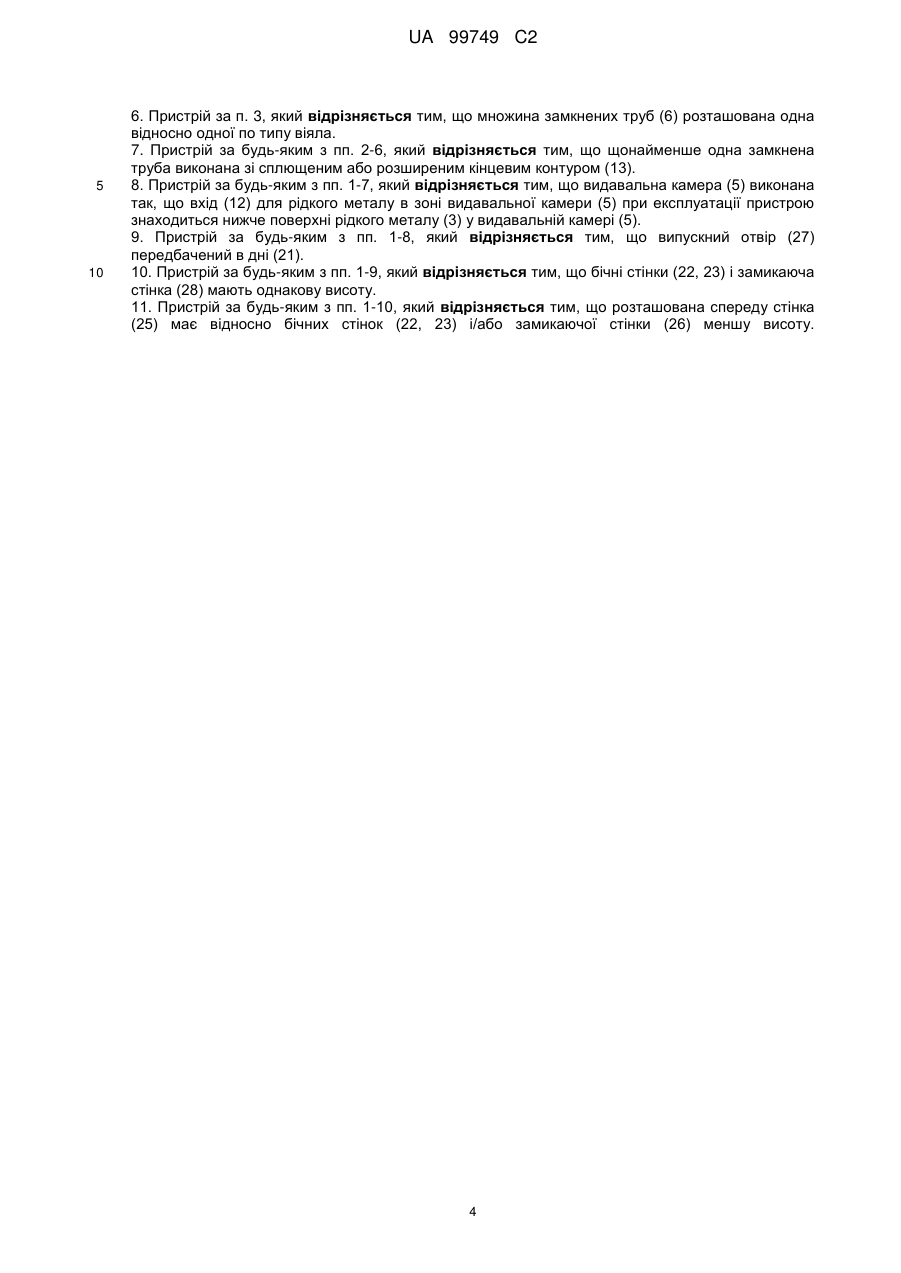
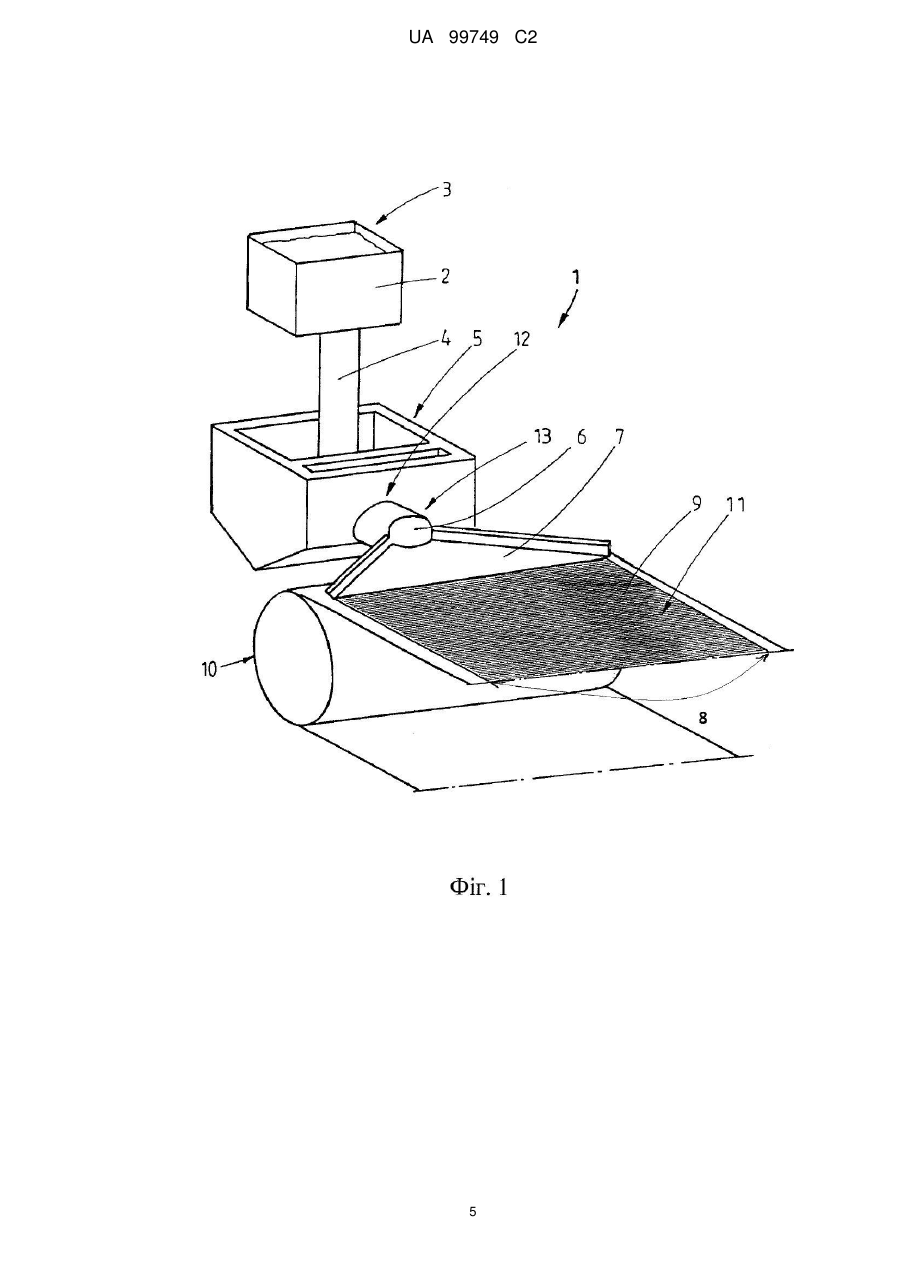
Реферат: Винахід належить до пристрою (1), зокрема, який містить резервуар (2) для рідкого металу (3), що знаходиться в з'єднанні (4) між резервуаром (2) і видавальною камерою (5), і пристрій (7) подавання, за допомогою якого рідкий метал може розподілятися на бажану ширину (8) і за допомогою якого він може розподілятися на рухомій стрічці (9), причому з'єднання між видавальною камерою (5) і пристроєм (7) подавання виконане у вигляді замкненого трубчастого з'єднання (6). UA 99749 C2 (12) UA 99749 C2 UA 99749 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід стосується ливарних установок з пристроєм подавання текучого середовища, тобто рідкого металу, на безперервну рухому стрічку, зокрема згідно з обмежувальною частиною пункту 1 формули винаходу до пристрою для безперервного горизонтального розливання і формування заготовки штаби з розплаву металу. У рівні техніки відомі горизонтальні ливарні установки, в яких рідка сталь як текуче середовище спрямовується з резервуара у видавальну камеру, а з видавальної камери – на пристрій подавання рідкої сталі на безперервну рухому стрічку, яка обертається навколо роликів. При цьому рідка сталь з резервуара спрямовується у видавальну камеру, а звідти через пристрій подавання по суті без великої різниці висот – на охолоджену безперервну рухому стрічку, яка, як правило, являє собою охолоджену безперервну рухому стрічку, зокрема, металеву стрічку. Там рідкий метал транспортується зі швидкістю розливання і охолоджується і таким чином перетворюється в металеву штабу. Суттєвим є те, щоб метал, що подається, з бажаною шириною і товщиною лиття одночасно і тонко наносився на безперервну рухому стрічку, оскільки в протилежному випадку виникає нерівномірна лита металева штаба. Переважно це здійснюється за допомогою того, що ширина видавальної камери відповідає бажаній ширині литої штаби і в такому випадку рідкий метал тече паралельно з видавальної камери через пристрій подавання на безперервну рухому стрічку. Однак, це вимагає видавальних камер зі значною шириною, причому потрібні різні видавальні камери залежно від відповідної ширини штаби. Також подавання може здійснюватись за допомогою того, що видавальна камера має менш значну ширину, ніж ширина штаби, яка відливається, причому рідкий метал розширюється і розподіляється в пристрої подавання до бажаної ливарної ширини. Однак, недоліком при цьому є те, що не досягається оптимально рівномірна товщина та розподіл і виникають небажані відхилення товщини. Це також є наслідком теплових втрат рідкого металу на шляху з видавальної камери до безперервної рухомої стрічки, внаслідок чого виникають нерівномірні ливарні умови для рідкого частково охолодженого металу і на безперервну рухому стрічку надходить недостатня кількість рідкого металу і відповідно відбувається нерівномірне охолодження. Виникаючі таким чином хвилі поверхні являють собою втрату якості, яка принципово може негативно впливати на вартість і придатність кінцевого продукту. Подібні описані вище пристрої відомі, наприклад з ЕР 0 962 271 В1. Ця публікація розкриває установку для лиття металевих штаб, яка містить резервуар для живлення видавальної камери рідким металом, причому з видавальної камери рідкий метал по відкритому жолобу тече на розширюваниу пристрій подавання металу на безперервну рухому стрічку. При цьому виникають вищеназвані проблеми нерівномірного відливання штаб. Задача даного винаходу полягає в створенні ливарної установки з пристроєм для нанесення текучого середовища, як наприклад, металу, на безперервну рухому стрічку, в якій зменшені або навіть зовсім усунуті недоліки згаданого рівня техніки. Відповідно до винаходу ця задача вирішується за допомогою ливарної установки з резервуаром для текучого середовища, як наприклад, для рідкого металу, з видавальною камерою, яка знаходиться в з'єднанні з резервуаром через з'єднання і з пристроєм подавання, за допомогою якого текуче середовище може розподілятися на бажану ширину і за допомогою якого вона може розподілятися на безперервну рухому стрічку, причому з'єднання між видавальною камерою і пристроєм подавання виконане у вигляді замкненого трубчастого з'єднання. У випадку такої ливарної установки є переважним, якщо трубчасте з'єднання являє собою замкнену трубу. Також у випадку одного іншого прикладу здійснення може бути доцільним, якщо трубчасте з'єднання включає в себе множину замкнених труб. За допомогою замкнених труб зменшується вільна поверхня текучого середовища. Внаслідок цього досягається збільшений ступінь теплоізоляції, за рахунок чого рідкий метал не так сильно охолоджується. Далі, є переважним, якщо множина замкнених труб розташована під і/або поруч одна з одною. При цьому у випадку одного іншого прикладу здійснення може бути доцільним, якщо множина замкнених труб розташована паралельно одна одній. Далі, у випадку ще одного іншого прикладу здійснення є доцільним, якщо множина замкнених труб розташована одна відносно одної по типу віяла. Це може бути виконано таким чином, що труби в зоні поверненого від видавальної камери кінця знаходяться одна біля одної ближче, ніж біля свого протилежного кінця. 1 UA 99749 C2 5 10 15 20 25 30 35 40 45 50 55 60 Далі, відносно витікання текучого середовища є переважним, якщо кінцевий контур згаданої щонайменше однієї труби є сплющеним і/або розширеним (розтягнутим), так що може здійснюватися оптимальне витікання. Також у випадку одного додаткового переважного прикладу здійснення є доцільним, якщо вхід труби для текучого середовища або рідкого металу в зоні видавальної камери при експлуатації установки знаходиться нижче поверхні текучого середовища або рідкий метал у видавальній камері. Переважні удосконалення винаходу описані в залежних пунктах формули винаходу. Надалі винахід пояснюється більш детально на основі прикладу здійснення за допомогою креслень, на яких показано: Фіг. 1 - схематичне представлення ливарної установки, що відповідає винаходу з пристроєм для нанесення текучого середовища, як наприклад, рідкого металу або рідкої сталі, на безперервну рухому стрічку; Фіг. 2 - схематичне представлення пристрою для нанесення; і Фіг. 3 - розріз пристрою для нанесення згідно з фіг. 2. Фіг. 1 схематично показує ливарну установку 1, що відповідає винаходу. Ливарна установка 1 має резервуар 2, в якому переважно утворюється текуче середовище, як наприклад, рідкий метал 3, яка нагрівається і/або розріджується або підготовлюється. Рідкий метал через трубу 4 потрапляє у видавальну камеру 5, з якої через замкнене трубчасте з’єднання 6, зокрема ливарну трубу, розподіляється пристроєм 20 подавання 7 до бажаної ширини 8 і подається на безперервну рухому стрічку 9. При цьому на безперервна рухома стрічка 9 рухається у вигляді нескінченної стрічки навколо пари валків 10, причому на фіг. 1 представлений лише один з валків 10. Інший валок не може бути видимим. При цьому стрічка 9 обвита навколо обох валків 10 і з’єднана в безперервну рухому стрічку 9. Згідно з відповідним винаходом виконання ливарної установки за фіг. 1 замкнена труба трубчастого з’єднання 6 виконана замкненою, так що зменшена вільна поверхня текучого середовища. У цьому відношенні труба служить як теплова ізоляція і за рахунок цього протікаючий крізь неї гарячий рідкий метал 3 майже не охолоджується доти, доки він не розшириться пристроєм 20 подавання і не буде нанесений на безперервну рухому стрічку 9 для подальшого охолоджування. За рахунок цього виникає по суті рівномірно утворена відлита металева штаба 11. За допомогою виконання замкненої труби як з'єднання 6 між видавальною камерою 5 і пристроєм 20 подавання зменшуються теплові втрати рідкого протікаючого через неї металу, оскільки зменшені вільні поверхні. Крім того, є переважним виконання цього з'єднання 6 у вигляді замкненої труби, оскільки за допомогою цього також можна зекономити на створенні атмосфери інертного газу навколо рідкого металу 3 в зоні згаданої замкненої труби, оскільки якщо дивитися від пристрою 20 подавання – майже або взагалі немає вільних поверхонь, які могли б приводити до охолодження або окиснення рідкого металу. Крім того, у випадку відповідного винаходу пристрою є переважним, що замкнена труба трубчастого з’єднання 6 своїм входом 12 в зоні видавальної камери 5 знаходиться нижче поверхні рідкого металу, так що труба при експлуатації лежить нижче рівня рідкого металу. Внаслідок цього хвилі поверхні, які виникають при надходженні рідкого металу у видавальну камеру, можуть не так сильно розповсюджуватися на рідкий метал в трубі, так що за рахунок цього по суті не виявляється сильного впливу на процес лиття і ливарний продукт також за рахунок цього піддається переважному впливу відносно гладкості поверхні. Також є переважним, що в зв'язку з розташуванням входу 12 труби в зоні видавальної камери нижче поверхні рідини при протіканні виникають втрати тиску, які також сприяють роз'єднанню коливань текучого середовища і потоків в камері 5 від таких у замкненій трубі, так що коливання текучого середовища і потоки в трубі ще більше зменшуються. Отже, це є додатково переважним, оскільки за рахунок цього об'єм видавальної камери 5 може утримуватися малим. Замість показаної замкненої труби трубчастого з’єднання 6 може використовуватись декілька замкнених труб, які розташовані між видавальною камерою 5 і пристроєм 20 подавання. Наприклад, дві або більше труб можуть бути розташовані паралельно поруч одна з одною і/або одна над одною. Також можуть бути передбачені труби, які розташовані розширюючись, майже віялоподібно. Далі, у випадку замкненої труби трубчастого з’єднання 6 або у випадку множини труб, переважно запропонована випускна геометрія кінцевого контуру 13, яка гарантує рівномірне витікання рідкого металу. Це може досягатися, наприклад за рахунок того, що труба на кінці біля кінцевого контуру 13 сплющнена і/або розширена в площині пристрою 20 подавання 7. Переважно, замкнена труба трубчастого з’єднання 6 може бути виконана у вигляді теплоізолюючої труби, наприклад, у вигляді труби, яка має подвійну стінку, так що рідкий метал, 2 UA 99749 C2 5 10 15 20 25 30 35 40 який тече через згадану трубу, зберігає свою температуру майже без зниження, а неминуче пониження температури переважно є мінімальним. Фіг. 2 показує схематичне представлення пристрою 20 подавання, причому фіг. 3 показує відповідний розріз. Пристрій 20 має дно 21 і дві бічні стінки 22, 23, що лежать протилежно. Рідкий метал тече, виходячи з труби трубчастого з’єднання 6, над дном 21 в напрямі стрілки R до розташованої попереду стінки 25, яка по своїй висоті розрахована таким чином, що вона є менш значною, ніж висота бічних стінок 22, 23. Потім рідкий метал переливається через стінку 25 і витікає між стінкою 25 і замикаючою стінкою 26 через отвір 27, так що потік рідкого металу відхиляється вниз по суті на 90°. При цьому замикаюча стінка 26 виконана таким чином, що вона орієнтована по суті перпендикулярно напрямку потоку рідкого металу відносно дна 21. По висоті – якщо дивитися перпендикулярно дну –замикаюча стінка 26 переважно виконана таким чином, що вона має по суті ту ж саму висоту, що і обидві бічні стінки 22, 23. Бічні стінки 22, 23 переважно виконані таким чином, що вони розходяться від зони 24, в якій рідкий метал наноситься на пристрій 20, в напрямку обох стінок 25, 26 упоперек напрямку поширення або, відповідно, напряму R течії металу. При цьому бічне обмеження вказаного розходження може здійснюватися ступінчасто або безперервно. Список посилальних позицій 1 Ливарна установка 2 Резервуар 3 Рідкий метал 4 Труба 5 Видавальна камера 6 Замкнене трубчасте з’єднання 7 Подавання рідкого металу 8 Ширина 9 Безперервна рухома стрічка 10 Валок 11 Лита металева штаба 12 Вхід 13 Кінцевий контур 20 Пристрій подачі 21 Дно 22 Бічна стінка 23 Бічна стінка 24 Зона 25 Стінка 26 Замикаюча стінка 27 Отвір 29 Ділянка 30 Зона ФОРМУЛА ВИНАХОДУ 45 50 55 60 1. Пристрій для безперервного горизонтального розливання і формування заготовки штаби з розплаву металу, який містить резервуар (2) для рідкого металу, видавальну камеру (5), з'єднання (4) між резервуаром (2) і видавальною камерою (5), а також пристрій (20) подавання, що має дно (21) і бічні стінки (22, 23) та виконаний для розподілу рідкого металу на бажану ширину (8) на безперервній рухомій стрічці (9), при цьому видавальна камера (5) з'єднана з пристроєм (20) подавання за допомогою замкненого трубчастого з'єднання (6), причому на поверненому від видавальної камери (5) кінці пристрою (20) подавання передбачена замикаюча стінка (26) і між замикаючою стінкою (26) і розташованою спереду стінкою (25) передбачений випускний отвір (27). 2. Пристрій за п. 1, який відрізняється тим, що замкнене трубчасте з'єднання (6) являє собою щонайменше замкнену трубу. 3. Пристрій за п. 1 або 2, який відрізняється тим, що замкнене трубчасте з'єднання (6) містить в собі множину замкнених труб. 4. Пристрій за п. 3, який відрізняється тим, що множина замкнених труб (6) розташована під і/або, відповідно, поруч одна з одною. 5. Пристрій за п. 3, який відрізняється тим, що множина замкнених труб (6) розташована паралельно одна одній. 3 UA 99749 C2 5 10 6. Пристрій за п. 3, який відрізняється тим, що множина замкнених труб (6) розташована одна відносно одної по типу віяла. 7. Пристрій за будь-яким з пп. 2-6, який відрізняється тим, що щонайменше одна замкнена труба виконана зі сплющеним або розширеним кінцевим контуром (13). 8. Пристрій за будь-яким з пп. 1-7, який відрізняється тим, що видавальна камера (5) виконана так, що вхід (12) для рідкого металу в зоні видавальної камери (5) при експлуатації пристрою знаходиться нижче поверхні рідкого металу (3) у видавальній камері (5). 9. Пристрій за будь-яким з пп. 1-8, який відрізняється тим, що випускний отвір (27) передбачений в дні (21). 10. Пристрій за будь-яким з пп. 1-9, який відрізняється тим, що бічні стінки (22, 23) і замикаюча стінка (28) мають однакову висоту. 11. Пристрій за будь-яким з пп. 1-10, який відрізняється тим, що розташована спереду стінка (25) має відносно бічних стінок (22, 23) і/або замикаючої стінки (26) меншу висоту. 4 UA 99749 C2 5 UA 99749 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting system with device for applying casting strip
Автори англійськоюVogl, Norbert, Bausch, Jorg
Назва патенту російськоюУстройство для непрерывной горизонтальной разливки и формования заготовки полосы из расплава металла
Автори російськоюФогль Норберт, Бауш Йорг
МПК / Мітки
МПК: B22D 11/06
Мітки: заготовки, розплаву, горизонтального, штаби, формування, пристрій, металу, розливання, безперервного
Код посилання
<a href="https://ua.patents.su/8-99749-pristrijj-dlya-bezperervnogo-gorizontalnogo-rozlivannya-i-formuvannya-zagotovki-shtabi-z-rozplavu-metalu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для безперервного горизонтального розливання і формування заготовки штаби з розплаву металу</a>
Пристрій для формування злитка з рідкого металу на вертикальній установці безперервного розливання сталі
Номер патенту: 82153
Опубліковано: 11.03.2008
Автори: Попов Анатолій Васильович, Бойко Володимир Семенович, Кирильченко Петро Миколайович, Степнов Ксенофонт Ксенофонтович, Лук'янчиков Олександр Миколайович, Фентісов Ігор Миколайович, Попов Борис Анатольович, Зеленський Віктор Євгенович
МПК: B22D 11/059, B22D 11/041, B22D 11/04, B22D 11/043, B22D 11/055
Мітки: злитка, рідкого, сталі, формування, вертикальний, установці, пристрій, безперервного, металу, розливання
Формула / Реферат:
Пристрій для формування злитка з рідкого металу на вертикальній установці безперервного розливання сталі, який містить чотири мідні стінки (1), робочі поверхні яких покриті матеріалом високої твердості і жаростійкості, канали (6) для охолоджувальної рідини та датчики контролю рівня рідкого металу, який відрізняється тим, що мідні стінки (1) виконано з декількох окремих секцій (13), які охолоджуються водою, набраних по периметру...
Установка безперервного розливання металу
Номер патенту: 1267
Опубліковано: 17.06.2002
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/16
Мітки: розливання, установка, металу, безперервного
Формула / Реферат:
1. Установка безперервного розливання металу, що містить металоприймач, з'єднаний з кристалізатором, і пристрій нагрівання рідкого металу в металоприймачі, яка відрізняється тим, що пристрій нагрівання рідкого металу виконаний у вигляді трьох електродів, рівномірно розташованих по периметру металоприймача в його бокових стінках з можливістю контактування з рідким металом і підключених до трифазної мережі через регулятор потужності.2....
Спосіб та пристрій для безперервного розливу металу з безпосереднім обтисненням металевої заготовки, зокрема сталевої заготовки
Номер патенту: 77269
Опубліковано: 15.11.2006
Автори: Летцель Дірк, Вейєр Аксель, Мілевскі Вілфрід, Цайбер Адольф-Густав, Гертнер Хорст
МПК: B22D 11/20, B22D 11/128, B22D 11/22, B22D 11/124, B22D 11/12
Мітки: безперервного, спосіб, безпосереднім, заготовки, сталевої, пристрій, обтисненням, металу, металевої, зокрема, розливу
Формула / Реферат:
1. Спосіб безперервного розливу металу з безпосереднім обтисненням металевої заготовки (1), зокрема сталевої заготовки, яка має форму прямокутника, злитка, чорнового профілю, сортової або круглої заготовки, за яким заготовку (1) після кристалізатора (2) проводять в криволінійній проводці (3) і піддають повторному охолоджуванню рідким охолоджувачем (4), при цьому за допомогою регулювання досягають однорідного, необхідного для процесу...
Спосіб та пристрій для встановлення відносно заготовки щонайменше одного роликового сегмента напрямного пристрою для заготовки, виготовленої методом безперервного розливання
Номер патенту: 88241
Опубліковано: 25.09.2009
Автори: Классен Ханс Езау, Штольп Крістіан, Вейєр Аксель
МПК: B21B 37/00, B22D 11/12, B22D 11/20
Мітки: відносної, методом, одного, пристрій, спосіб, напрямного, заготовки, безперервного, щонайменше, сегмента, встановлення, розливання, виготовленої, роликового, пристрою
Формула / Реферат:
1. Спосіб встановлення відносно заготовки щонайменше одного роликового сегмента (110) напрямного пристрою (100) для слябової заготовки, яка відливається, причому роликовий сегмент має верхню і нижню роликоопори (114, 112), які підтримують відповідно щонайменше один ролик (116, 118) для направлення заготовки (200) між роликами, і, причому, правій і лівій стороні роликового сегмента (110), при розгляді в напрямку переміщення матеріалу, наданий...
Установка безперервного розливання металу

Номер патенту: 64405
Опубліковано: 16.02.2004
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/00
Мітки: металу, розливання, безперервного, установка
Формула / Реферат:
Установка безперервного розливання металу, що включає металоприймач, кристалізатор, вхід якого з'єднаний з порожниною металоприймача, проміжну ємність, розміщену над металоприймачем і з'єднану з порожниною металоприймача розливним стаканом, розливний ківш, виконаний з можливістю подачі рідкого металу в проміжну ємність, джерело газу постійного тиску, яке з'єднано з порожниною металоприймача через витратомір, систему управління витратами...
Попередній патент: Способи і пристрій для самостійного конфігурування мережних зв’язків
Наступний патент: Регулятор витрати
Випадковий патент: Розподільник гідравлічний