Спосіб виготовлення виробів з пінополістиролу та пристрій для його здійснення
Номер патенту: 83594
Опубліковано: 25.07.2008
Автори: Фоменко Сергій Володимирович, Кийко Володимир Дмитрович, Карий Михайло Олександрович
Формула / Реферат
1. Спосіб виготовлення виробів з пінополістиролу, який включає завантаження гранул пінополістиролу у форму, теплову обробку гранул пінополістиролу шляхом подачі теплоносія у форму при постійному обертанні форми та витримку спіненого пінополістиролу у формі після припинення подачі теплоносія, який відрізняється тим, що подачу теплоносія у форму здійснюють шляхом почергового і синхронного до обертання форми подання теплоносія у окремі зони внутрішнього об'єму форми.
2. Пристрій для виготовлення виробів із пінополістиролу, який містить дві опори, форму у вигляді паралелепіпеда, стінки якої з'єднані між собою, форсунки, які призначені для подачі теплоносія до внутрішнього об'єму форми або відводу теплоносія з внутрішнього об'єму форми, привод обертання, два вузли обертання, які розташовані на двох сторонах форми, який відрізняється тим, що містить трубопроводи, які виконані з можливістю з'єднання форсунок між собою та з вузлами обертання, стінки форми виконані у вигляді окремих листів - двох торцевих листів і чотирьох бічних листів, що містять ребра жорсткості на поверхні листів, причому у всіх листах виконані отвори, форсунки розташовані у отворах в листах та з'єднані між собою трубопроводами у декілька груп форсунок, причому кожна група з'єднаних форсунок також з'єднана з одним із вузлів обертання, вузли обертання розташовані на двох торцевих листах форми і виконані з можливістю виконання функції з'єднання форми із опорами передачі крутного моменту від приводу обертання до форми, входу теплоносія до пристрою для виготовлення пінополістиролу та виходу теплоносія з пристрою для виготовлення пінополістиролу, і розподілення теплоносія для здійснення почергової та синхронної до обертання форми подачі теплоносія на окремі групи форсунок.
3. Пристрій за п. 2, який відрізняється тим, що кожний з вузлів обертання містить:
- корпус, який виконаний у вигляді циліндра та з'єднаний з одним із торцевих листів таким чином, що одна з торцевих стінок корпусу притиснута до поверхні торцевого листа, причому корпус виконаний із наскрізними радіальними отворами у бічній стінці,
- кришку, яка виконана у формі циліндра з дископодібним виступом на одній з торцевих стінок, у бічній стінці кришки виконані наскрізні радіальні отвори, причому кількість наскрізних радіальних отворів у кришці співпадає із кількістю наскрізних радіальних отворів у корпусі, і кришка з'єднана з корпусом таким чином, що циліндр кришки розташований в об'ємі корпусу і осі наскрізних радіальних отворів у кришці розташовано співвісно з осями наскрізних радіальних отворів у корпусі,
- перегородку, яка виконана у вигляді диска із центральним осьовим отвором і розташована в об'ємі корпусу перпендикулярно до бічної стінки корпусу таким чином, що поділяє об'єм корпусу на дві камери,
- ущільнення із осьовим отвором, яке розташоване у осьовому отворі перегородки,
- дві коаксіально розташовані зовнішню та внутрішню труби, які з'єднані між собою на одному кінці, а другий кінець внутрішньої труби розташований у осьовому отворі ущільнення, і другий кінець зовнішньої труби просторово розташований у кришці, причому зовнішня труба нерухомо закріплена на опорі,
- золотник, який виконаний у вигляді циліндра із фігурним заглибленням на зовнішній поверхні бічної сторони циліндра та просторово розташований на одному з кінців зовнішньої труби таким чином, що між зовнішньою поверхнею золотника на рівні фігурного заглиблення та внутрішньою поверхнею бічної стінки кришки на рівні наскрізних радіальних отворів виникає зазор, причому золотник нерухомо з'єднаний із зовнішньою трубою,
- втулку, яка нерухомо з'єднана із кришкою,
- підшипник ковзання, який розташований між зовнішньою трубою та втулкою.
4. Пристрій за п. 3, який відрізняється тим, що один з вузлів обертання додатково містить шків, який розташований на втулці та нерухомо з'єднаний із нею.
5. Пристрій за будь-яким з пп. 3, 4, який відрізняється тим, що зовнішні та внутрішні труби вузлів обертання оснащені патрубками.
6. Пристрій за будь-яким з пп. 2-5, який відрізняється тим, що кожна з форсунок складається з корпусу із центральним отвором, на одній торцевій стороні корпусу виконано кільцеве заглиблення, гайки, яка нагвинчена на корпус форсунки, диска із приєднаним до нього циліндром з нарізкою, який з'єднаний з корпусом таким чином, що диск просторово розташований у кільцевому заглибленні у корпусі.
7. Пристрій за будь-яким з пп. 2-6, який відрізняється тим, що додатково містить проміжні штуцери, які розташовані на ребрах жорсткості або на форсунках та призначені для з'єднання між собою окремих форсунок за допомогою трубопроводів.
8. Пристрій за будь-яким з пп. 2-7, який відрізняється тим, що одна із опор виконана рухливою.
Текст
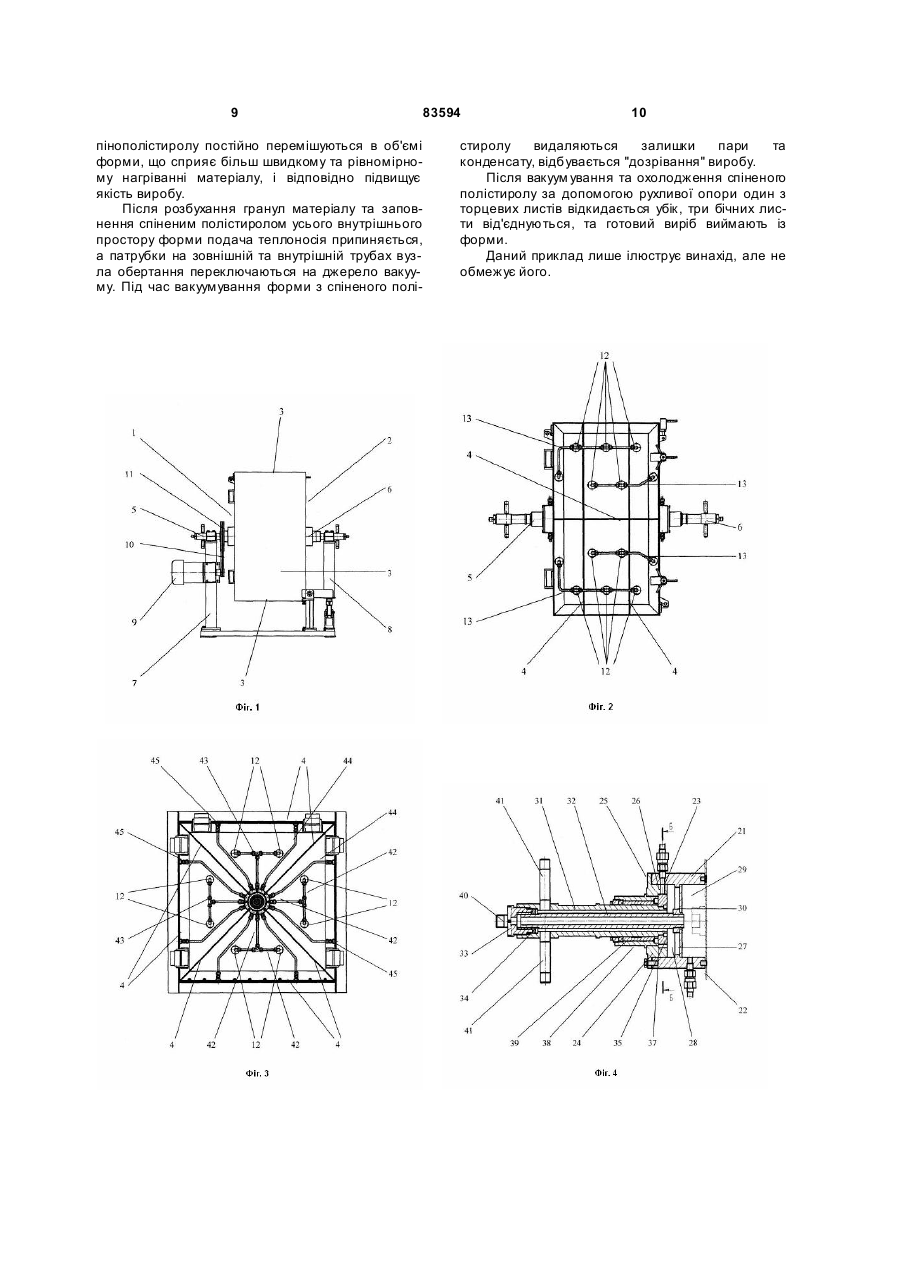
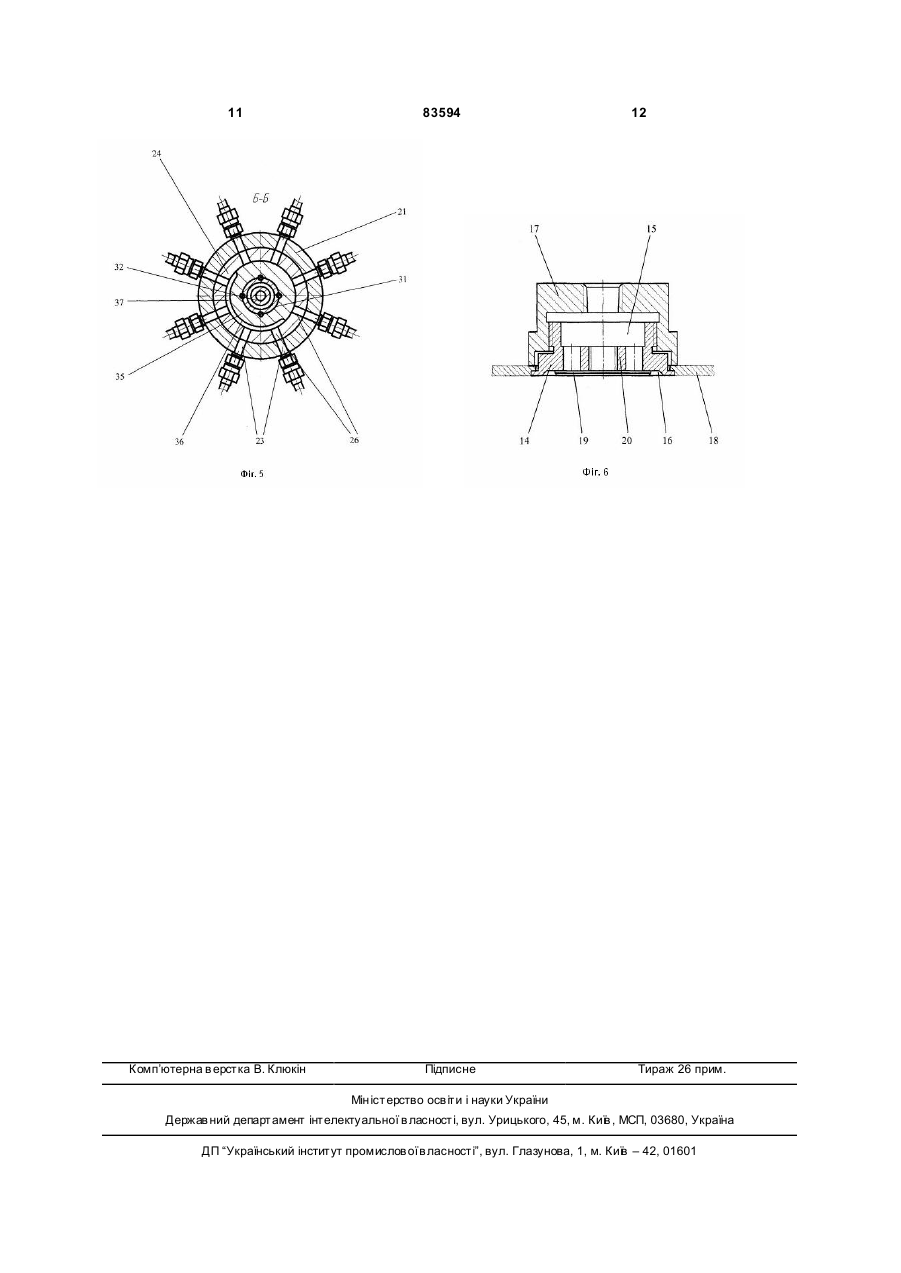
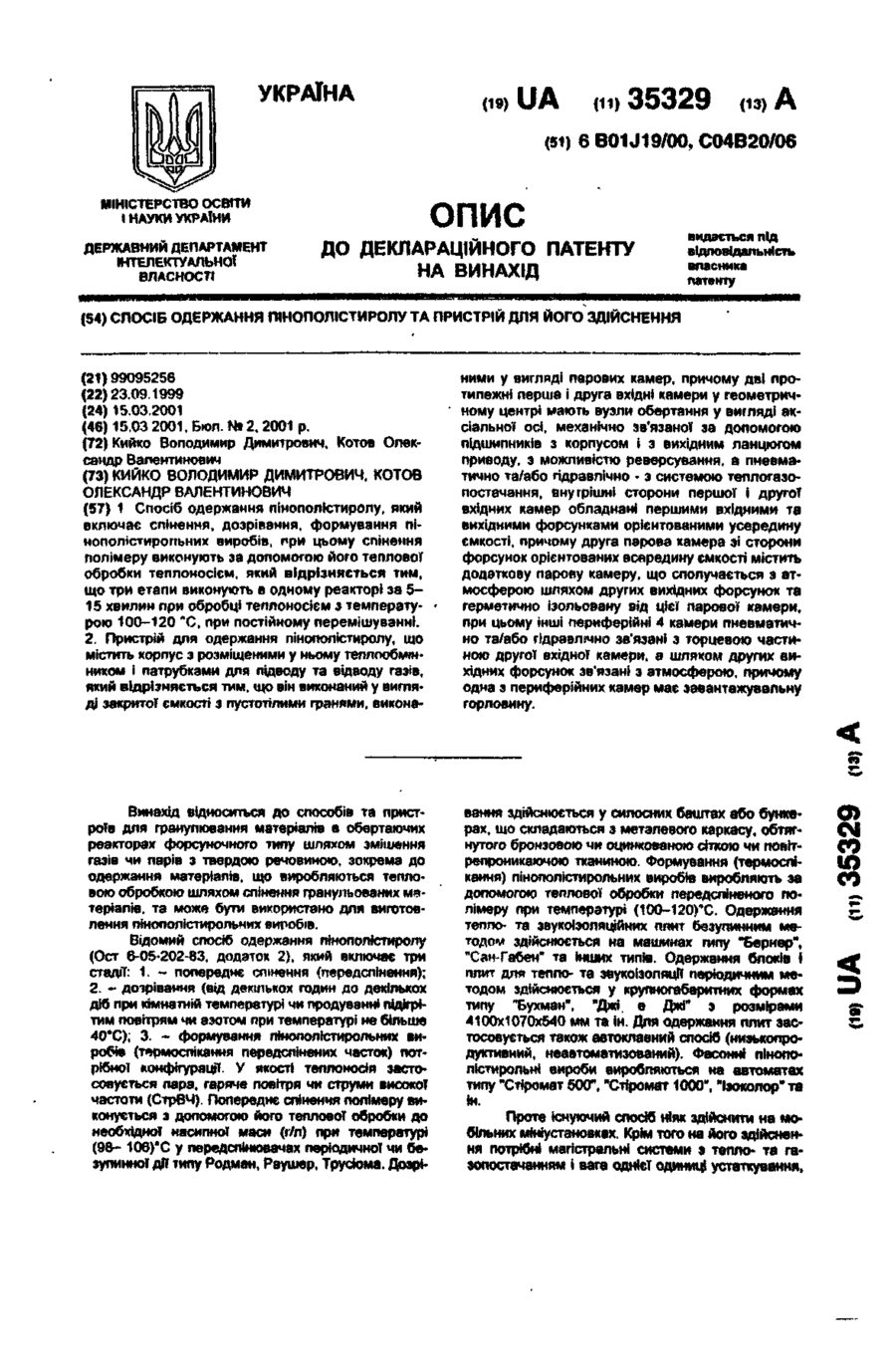
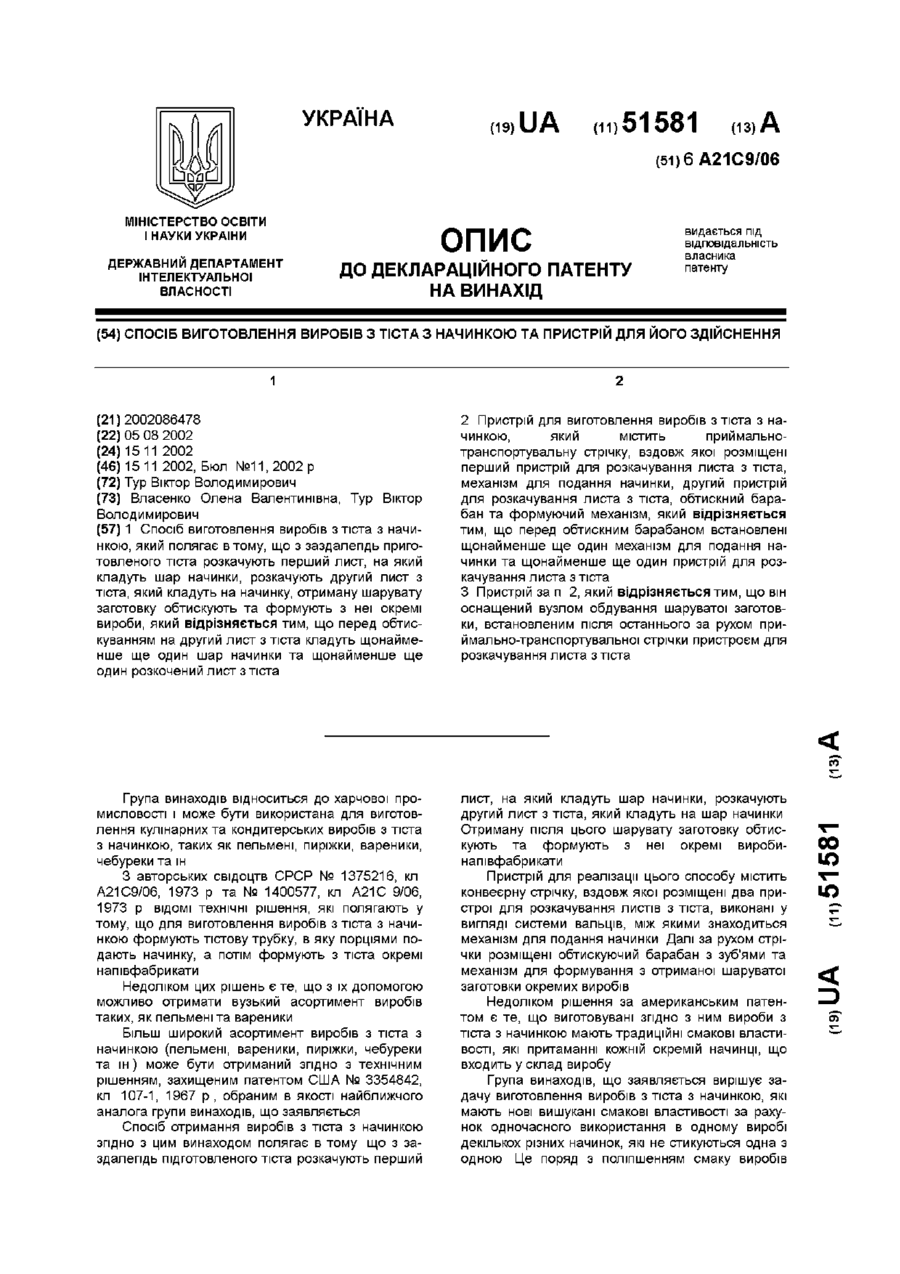
1. Спосіб виготовлення виробів з пінополістиролу, який включає завантаження гранул пінополістиролу у форму, теплову обробку гранул пінополістиролу шляхом подачі теплоносія у форму при постійному обертанні форми та витримку спіненого пінополістиролу у формі після припинення подачі теплоносія, який відрізняє ться тим, що подачу теплоносія у форму здійснюють шляхом почергового і синхронного до обертання форми подання теплоносія у окремі зони внутрішнього об'єму форми. 2. Пристрій для виготовлення виробів із пінополістиролу, який містить дві опори, форму у вигляді паралелепіпеда, стінки якої з'єднані між собою, форсунки, які призначені для подачі теплоносія до внутрішнього об'єму форми або відводу теплоносія з внутрішнього об'єму форми, привод обертання, два вузли обертання, які розташовані на двох сторонах форми, який відрізняється тим, що містить трубопроводи, які виконані з можливістю з'єднання форсунок між собою та з вузлами обертання, стінки форми виконані у вигляді окремих листів - двох торцевих листів і чотирьох бічних листів, що містять ребра жорсткості на поверхні листів, причому у всі х листа х виконані отвори, форсунки розташовані у отворах в листа х та з'єднані між собою трубопроводами у декілька груп форсунок, причому кожна група з'єднаних форсунок також з'єднана з одним із вузлів обертання, вузли обертання розташовані на двох торцевих листах форми і виконані з можливістю виконання функції з'єднання 2 (19) 1 3 83594 4 що між зовнішньою поверхнею золотника на рівні фігурного заглиблення та внутрішньою поверхнею бічної стінки кришки на рівні наскрізних радіальних отворів виникає зазор, причому золотник нерухомо з'єднаний із зовнішньою трубою, - втулку, яка нерухомо з'єднана із кришкою, - підшипник ковзання, який розташований між зовнішньою трубою та втулкою. 4. Пристрій за п. 3, який відрізняється тим, що один з вузлів обертання додатково містить шків, який розташований на втулці та нерухомо з'єднаний із нею. 5. Пристрій за будь-яким з пп. 3, 4, який відрізняється тим, що зовнішні та внутрішні тр уби вузлів обертання оснащені патрубками. 6. Пристрій за будь-яким з пп. 2-5, який відрізняється тим, що кожна з форсунок складається з корпусу із центральним отвором, на одній торцевій стороні корпусу виконано кільцеве заглиблення, гайки, яка нагвинчена на корпус форсунки, диска із приєднаним до нього циліндром з нарізкою, який з'єднаний з корпусом таким чином, що диск просторово розташований у кільцевому заглибленні у корпусі. 7. Пристрій за будь-яким з пп. 2-6, який відрізняється тим, що додатково містить проміжні штуцери, які розташовані на ребрах жорсткості або на форсунках та призначені для з'єднання між собою окремих форсунок за допомогою трубопроводів. 8. Пристрій за будь-яким з пп. 2-7, який відрізняється тим, що одна із опор виконана рухливою. Винахід відноситься до галузі виробництва будівельних виробів, зокрема, до пристроїв для виготовлення виробів із спіненого гранульованого матеріалу - пінополістиролу. Відомий пристрій для виготовлення виробів із пінополістиролу [UA 35329 A, B01J19/00, опубл. 15.03.2001], що складається з корпусу з розміщеними у ньому теплообмінником і патрубками для підводу та відводу теплоносію (газу або пару), теплообмінник виконаний у вигляді закритої ємності з пустотілими гранями, виконаними у вигляді парових камер, причому дві протилежні перша і друга вхідні камери у геометричному центрі мають вузли обертання у вигляді аксіальної осі, механічно зв'язаної за допомогою підшипників з корпусом і з вихідним ланцюгом приводу, з можливістю реверсування, а пневматичне та/або гідравлічно - з системою теплогазопостачання, внутрішні сторони першої і другої вхідних камер обладнані першими вхідними та вихідними форсунками орієнтованими усередину ємності, причому друга парова камера зі сторони форсунок орієнтованих всередину ємності містить додаткову парову камеру, що сполучається з атмосферою шляхом других вихідних форсунок та герметично ізольовану від цієї парової камери, при цьому периферійні парові камери пневматично та/або гідравлічно зв'язані з торцевою частиною другої вхідної камери, а шляхом други х ви хідних форсунок зв'язані з атмосферою, причому одна з периферійних камер має завантажувальну горловину. Пристрій працює наступним чином. Через горловину виконується завантаження сировини усередину ємності. Вмикається привід обертання ємності і через вузли обертання з підшипниками дає змогу ємності відносно корпусу виконувати обертання. Одночасно крізь патрубки теплоносій (пар чи газ) від системи теплогазопостачання подається через аксіальну вісь усередину першої та др угої вхідних камер. Через вхідні і вихідні форсунки виповнюється циркуляція теплоносія через ємність, а за допомогою додаткової парової камери і других ви хідних форсунок - зв'язок з атмосферою. Через торцеву частину др угої вхідної камери теп лоносій подається на периферійні парові камери, а через другі вихідні форсунки випускається в атмосферу. Недоліком пристрою є: складність виготовлення пристрою - виготовлення сторін форми у вигляді спеціальних парових камер ускладнює конструкцію пристрою та підвищує витрати метал при виготовленні, підвищує вагу форми і відповідно витрати енергії для обертання форми; нерівномірність розігріву парових камер - вхідна камера розігрівається більше ніж вихідна парова камера; технологічні викиди в атмосферу, які можуть містити випари стиролу та інши х органічних речовин; розігріті форсунки вхідної камери, через які постійно подається теплоносій, можуть зруйнувати стр уктуру матеріалу готового виробу; неможливість регулювання потоку теплоносія в технологічному процесі. Крім того, одночасна подача теплоносія у всі форсунки одразу призводить до нерівномірності нагріву гранул пінополістиролу та відповідно до нерівномірності спінювання матеріалу, а це у свою чергу призводить до зниження якості готового виробу. Задачею винаходу є створення способу, який дозволяє отримувати вироби із спіненого полістиролу високої якості, та створення пристрою для виготовлення виробів із пінополістиролу із більш високими технологічними характеристиками. Перша задача вирішується способом виготовлення виробів з пінополістиролу, що включає завантаження гранул пінополістиролу у форму, теплову обробку гранул пінополістиролу шляхом подачі теплоносія у форму при постійному обертанні форми та витримка спіненого пінополістиролу у формі після припинення подачі теплоносія, причому подачу теплоносія у форму здійснюють шляхом почергового і синхронного до обертання форми подання теплоносія у окремі зони внутрішнього об'єму форми. Друга задача вирішується пристроєм для виготовлення виробів із пінополістиролу, який містить дві опори, форму у вигляді паралелепіпеду, стінки якої з'єднані між собою, форсунки, які призначені для подачі теплоносія до внутрішнього 5 83594 об'єму форми або відводу теплоносія з внутрішнього об'єму форми, привод обертання, два вузли обертання, які розташовані на двох сторонах форми, і крім того, містить трубопроводи, які з'єднують форсунки між собою та з вузлами обертання, стінки форми виконані у ви гляді окремих листів двох торцевих листів і чотирьох бічних листів, що містять ребра жорсткості на поверхні листів, причому у всі х листа х виконані отвори, форсунки розташовані у отворах в листа х та з'єднані між собою трубопроводами у декілька груп форсунок, причому кожна група з'єднаних форсунок також з'єднана з одним із вузлів обертання, вузли обертання розташовані на двох торцевих листах форми і виконані такими, що виконують функції з'єднання форми із опорами, передачі моменту, що крутить, від приводу обертання до форми, входу теплоносія до пристрою для виготовлення пінополістиролу та виходу теплоносія з пристрою для виготовлення пінополістиролу, і розподілення теплоносія для здійснення почергової та синхронної до обертання форми подачі теплоносія на окремі групи форсунок. Крім того, кожний з вузлів обертання містить: корпус, який виконаний у вигляді циліндру та з'єднується з одним із торцевих листів таким чином, що одна з торцевих стінок корпусу притискується до поверхні торцевого листа, причому корпус виконаний із наскрізними радіальними отворами у бічній стінці; кришку, яка виконана у формі циліндру з дископодібним виступом на одній з торцевих стінок, у бічній стінці кришки виконані наскрізні радіальні отвори, причому кількість наскрізних радіальних отворів у кришці співпадає із кількістю наскрізних радіальних отворів у корпусі, і кришка з'єднується з корпусом таким чином, що циліндр кришки розташовується в об'ємі корпусу і вісі наскрізних радіальних отворів у кришці співпадають з вісями наскрізних радіальних отворів у корпусі; перегородки, яка виконана у вигляді диску із центральним вісьовим отвором і розташована в об'ємі корпусу перпендикулярно до бічної стінки корпусу таким чином, що поділяє об'єм корпусу на дві камери; ущільнення із вісьовим отвором, яке розташоване у вісьовому отворі перегородки; дві коаксиально розташовані зовнішня та внутрішня труби, які з'єднані між собою на одному кінці, а другий кінець внутрішньої труби розташований у вісьовому отворі ущільнення, і другий кінець зовнішньої труби просторово розташований у кришці, причому зовнішня труба нерухомо закріплена на опорі; золотник, який виконаний у вигляді циліндру із фігурним заглибленням на зовнішній поверхні бічної сторони циліндру, та просторово розташований на одному з кінців зовнішньої труби таким чином, що між зовнішньою поверхнею золотника на рівні фігурного заглиблення та внутрішньою поверхнею бічної стінки кришки на рівні наскрізних радіальних отворів виникає зазор, причому золотник нерухомо з'єднаний із зовнішньою трубою; втулка, яка нерухомо з'єднується із кришкою; підшипник ковзання, який розташований між зовнішньою трубою та втулкою. 6 Крім того, один з вузлів обертання додатково містить шків, який розташований на втулці та нерухомо з'єднаний із нею. Крім того, кожна з форсунок складається з корпусу із центральним отвором, на одній торцевій стороні корпусу виконано кільцеве заглиблення, гайки, яка нагвинчується на корпус форсунки, диску із приєднаним до нього циліндром з нарізкою, який з'єднується з корпусом таким чином, що диск просторово розташований у кільцевому заглибленні у корпусі. Крім того, одна із опор виконана рухливою. Технічний результат, який досягається винаходом: спрощення виготовлення і зменшення кількості браку при виготовленні виробів; підвищення однорідності матеріалу виробів і відповідно якості самих виробів; зменшення технологічних викидів в оточуюче середовище; можливість оперативного регулювання технологічного процесу. Приклад виконання винаходу показано на Фіг.1-6 Фіг.1 - загальний вид пристрою для виготовлення виробів із пінопол і стиролу. Фіг.2 - вид форми з вузлами обертання спереду. Фіг.3 - вид форми з вузлами обертання збоку. Фіг.4 - вид вузла обертання у повздовжньому розрізі. Фіг.5 - вид вузла обертання у поперечному розрізі у площині Б-Б за Фіг.4. Фіг.6 - вид форсунки у розрізі. Пристрій (Фіг.1) містить форму, яка складається з шести листів - двох торцевих 1 і 2 та чотирьох бічних 3, які з'єднуються між собою за допомогою роз'ємних з'єднань. Листи виконані із ребрами жорсткості 4, які надають міцність конструкції. У зібраному стані форма має вигляд паралелепіпеду. Застосування листів замість парових камер спрощує виго товлення пристрою та зменшує металоємність конструкції. На двох протилежних торцевих листах розташовані два вузли обертання 5 і 6, які закріплено нерухомо відповідно на опорах 7 і 8. Одна із опор може бути виконаною рухливою, наприклад, вона може мати змогу відхилятись убік, і таким чином буде відповідно відхилятись один із торцевих листів, що у свою чергу дозволяє вийняти готовий виріб із форми. Привод обертання форми 9 кінематично зв’язаний з однім із вузлів обертання за допомогою ременю 10 та шківу 11, що з'єднаний нерухомо з одним із вузлів обертання, та відповідно приводить форму у обертання. На зовнішніх стінках торцевих листів та бічних листів виконані отвори, в яких розташовані форсунки 12 (Фіг.2, 3), які з'єднуються між собою та з вузлами обертання трубопроводами 13. Для спрощення з'єднання між собою окремих форсунок, які встановлені на різних листах або на одному листі, в окремі групи, на ребрах жорсткості та на самих форсунках встановленні проміжні штуцера, які допомагають як швидко з'єднати форсунки за допомогою трубопроводів, так і при необхідності швидко розібрати пристрій. 7 83594 Кожна форсунка (Фіг.6) складається з корпусу 14 із зовнішньою нарізкою, в якому виконані центральний отвір 15 для проходу теплоносія та кільцеподібне заглиблення 16, гайки 17, яка нагвинчується на корпус таким чином, що корпус форсунки закріплюється до листа 18, диску 19, до якого приєднаний циліндр з нарізкою 20. Диск з'єднується з корпусом таким чином, щоб диск був просторово розташований у кільцевому заглибленні у корпусі. Кожний з вузлів обертання (Фіг.4, 5) містить: корпус 21, який виконаний у вигляді циліндру та з'єднується з одним із торцевих листів 22 за допомогою гвинтів (не показані) - при з'єднані торцева стінка корпусу притискується упритул до поверхні торцевого листа. У корпусі у бічній стінці виконані наскрізні радіальні отвори 23. Кришка 24 виконана у формі циліндру з дископодібним виступом 25 на одній з торцевих стінок кришки - за допомогою отворів у дископодібному виступі кришка з'єднується гвинтами (не показані) до торцевої стінки корпусу. У бічній стінці кришки виконані наскрізні радіальні отвори 26, Кількість наскрізних радіальних отворів у кришці роблять однаковою із кількістю наскрізних радіальних отворів у корпусі. Наскрізні радіальні отвори у корпусі 21 і кришці 24 (Фіг.4, 5) виконують таким чином, щоб у зібраному стані вісі наскрізних радіальних отворів у кришці співпадали з вісями наскрізних радіальних отворів у корпусі. У зібраному стані циліндр кришки розташовується в об'ємі корпусу. Перегородка 27 (Фіг.4 ) виконана у вигляді диску із центральним вісьовим отвором і розташована в об'ємі корпусу перпендикулярно до бічної стінки корпусу. Перегородка поділяє об'єм корпусу на дві камери 28 і 29. У вісьовому отворі перегородки розташоване ущільнення 30, яку у свою чергу теж має вісьовий отвір. Дві коаксиально розташовані зовнішня труба 31 та внутрішня труба 32 можуть бути з'єднані між собою на одному кінці будь-яким відомим способом, наприклад, за допомогою гайки 33 та ущільнення 34. Другий кінець внутрішньої труби проходить через вісьовий отвір ущільнення 30, і таким чином камера 29 за допомогою перегородки, ущільнення та внутрішньої труби ізольована від камери 28, і має вихід назовні через канал внутрішньої труби. На другому кінці зовнішньої труби надягнуто золотник 35. Зовнішня труба у кожному вузлі обертання нерухомо закріплена на опорі. Золотник 35 виконаний у вигляді циліндру (Фіг.4, 5) із фігурним заглибленням 36 на зовнішній поверхні бічної сторони циліндру. Між зовнішньою поверхнею золотника на рівні фігурного заглиблення та внутрішньою поверхнею бічної стінки кришки на рівні наскрізних радіальних отворів у кришці виникає зазор 37. Золотник нерухомо з'єднаний із зовнішньою трубою. Золотник розподіляє подачу теплоносія, який поступає у камеру 28 (Фіг.4, 5), таким чином, щоб при обертання форми теплоносій почергово попадав тільки у деякі з наскрізних радіальних отворів, виконаних у кришці та корпусі вузла обертання. 8 Втулка 38 (Фіг.4) надягнута на зовнішню трубу та нерухомо з'єднується із кришкою. Між зовнішньою трубою та втулкою розташований підшипник ковзання 39. Камера 28 є ізольованою від камери 29 та має вихід назовні через кільцевий канал між зовнішньою та внутрішньою трубами. Теплоносій поступає у пристрій через кільцевий канал між зовнішньою трубою та внутрішньою трубою до камери 28, звідкіля він розподіляється по групам форсунок, та виводиться з пристрою через камеру 29 та канал внутрішньої труби. Зовнішня труба та внутрішня труба можуть бути оснащені патрубками 40 та 41 (Фіг.4) для з'єднання пристрою із джерелом теплоносія або джерелом вакууму. Форсунки (Фіг.3), які розташовані на торцевому листі з'єднуються з вузлом обертання за допомогою трубопроводів 42 та проміжних штуцерів 43. Форсунки, що розташовані на бічних листах (не показані), з'єднуються з вузлом обертання за допомогою трубопроводів 44 та проміжних штуцерів 45, які розташовані на ребрах торцевих листів. Окремі форсунки з'єднані між собою та з наскрізними радіальними отворами у корпусі вузла обертання за допомогою трубопроводів в окремі групи форсунок певним чином так, щоб у випадку попаданні теплоносія в один трубопровід теплоносій поступає або відводиться одночасно з однієї групи форсунок. Пристрій працює наступним чином. Включають джерело теплоносія та подають теплоносій - водяну пару до патрубку внутрішньої труби. Пар потрапляє спочатку до камери 29 одного з вузлів обертання, а потім через форсунки, що розташовані на торцевих листах, потрапляє до внутрішнього об'єму форми. Подаючи невеликий час пару прогрівають форму. Після попереднього прогріву форми припиняють подачу пари і відкривають форму - від'єдн уючи одну із стінок форми. У форму засипають визначену кількість гранульованого полістиролу та з'єднують між собою стінки форми. Включають привод обертання, форма починає обертатись. У той же час через патрубки подають пару до кільцевого каналу між зовнішньою та внутрішньою трубами вузла обертання. Пара потрапляє до камери 28, а потім у зазор 37 між зовнішньою поверхнею золотника на рівні фігурного заглиблення та внутрішньою поверхнею бічної стінки кришки на рівні наскрізних радіальних отворів у кришці. При обертанні форми кришка вузла обертання із втулкою постійно обертаються навколо нерухомого золотника. Так як частина наскрізних радіальних отворів у кришці періодично закрита для доступу пари золотником, а пара попадає тільки у ті отвори у кришці, які розташовані безпосередньо у зоні фігурного заглиблення на поверхні золотника, то при обертанні форми пара попадає почергово до окремих груп форсунок, причому розподіл пари по окремих групах форсунок здійснюється синхронно до обертання форми. Пара постійно подається тільки у певні визначені зони форми, які необхідно нагрівати більш за інші зони форми. Завдяки такому способі подання пари та постійному обертанню форми гранули 9 83594 пінополістиролу постійно перемішуються в об'ємі форми, що сприяє більш швидкому та рівномірному нагріванні матеріалу, і відповідно підвищує якість виробу. Після розбухання гранул матеріалу та заповнення спіненим полістиролом усього внутрішнього простору форми подача теплоносія припиняється, а патрубки на зовнішній та внутрішній трубах вузла обертання переключаються на джерело вакууму. Під час вакуумування форми з спіненого полі 10 стиролу видаляються залишки пари та конденсату, відбувається "дозрівання" виробу. Після вакуум ування та охолодження спіненого полістиролу за допомогою рухливої опори один з торцевих листів відкидається убік, три бічних листи від'єднуються, та готовий виріб виймають із форми. Даний приклад лише ілюструє винахід, але не обмежує його. 11 Комп’ютерна в ерстка В. Клюкін 83594 Підписне 12 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of manufacturing of articles made of cellular polystyrene
Автори англійськоюKaryi Mykhailo Oleksandrovych, Fomenko Serhii Volodymyrovych, Kyiko Volodymyr Dmytrovych
Назва патенту російськоюСпособ изготовления изделий из пенополистирола и устройство для его осуществления
Автори російськоюКарый Михаил Александрович, Фоменко Сергей Владимирович, Кийко Владимир Дмитриевич
МПК / Мітки
МПК: E04C 2/10, B29C 44/00, C04B 38/00, C08J 9/00
Мітки: пристрій, виготовлення, пінополістиролу, здійснення, виробів, спосіб
Код посилання
<a href="https://ua.patents.su/6-83594-sposib-vigotovlennya-virobiv-z-pinopolistirolu-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення виробів з пінополістиролу та пристрій для його здійснення</a>
Спосіб одержання пінополістиролу та пристрій для його здійснення
Номер патенту: 35329
Опубліковано: 15.03.2001
Автори: Котов Олександр Валентинович, Кийко Володимир Димитрович
МПК: B01J 19/26, C04B 20/00
Мітки: здійснення, одержання, пристрій, спосіб, пінополістиролу
Формула / Реферат:
1. Спосіб одержання пінополістиролу, який включає спінення, дозрівання, формування пінополістирольних виробів, при цьому спінення полімеру виконують за допомогою його теплової обробки теплоносієм, який відрізняється тим, що три етапи виконують в одному реакторі за 5-15 хвилин при обробці теплоносієм з температурою 100-120 °С, при постійному перемішуванні. 2. Пристрій для одержання пінополістиролу, що містить корпус з розміщеними у...
Спосіб виготовлення виробів з тіста з начинкою та пристрій для його здійснення
Номер патенту: 51581
Опубліковано: 15.11.2002
Автор: Тур Віктор Володимирович
МПК: A21C 9/00
Мітки: виготовлення, здійснення, начинкою, пристрій, виробів, спосіб, тіста
Формула / Реферат:
1. Спосіб виготовлення багатошаруватих виробів з тіста з начинкою, який полягає в тому, що з заздалегідь приготовленого тіста розкачують перший лист, на який кладуть шар начинки, розкачують другий лист з тіста, який кладуть на начинку, отриману шарувату заготовку обтискують та формують з неї окремі вироби, який відрізняється тим, що перед обтискуванням на другий лист з тіста кладуть щонайменше ще один шар начинки та щонайменше ще один...
Спосіб виготовлення бетонних виробів у формі для лиття і пристрій для його здійснення
Номер патенту: 48699
Опубліковано: 15.08.2002
Автор: Чутчев Сергій Вікторович
МПК: B28B 7/00
Мітки: виготовлення, форми, здійснення, пристрій, лиття, виробів, спосіб, бетонних
Формула / Реферат:
1. Спосіб виготовлення бетонних виробів у формі для лиття, що полягає в завантаженні попередньо підготовленої бетонної суміші у форму для лиття з латексу, розташовану в матриці, ущільненні на вібростенді, витримці у формі до отвердіння і розформуванні, який відрізняється тим, що для розформування виріб витягають з матриці разом з формою для лиття, яку потім знімають з виробу.2. Спосіб по п. 1, який відрізняється тим, що внутрішню...
Спосіб виготовлення виробів типу “мухолов” та пристрій для його здійснення
Номер патенту: 72359
Опубліковано: 15.02.2005
Автори: Коношенков Володимир Федорович, Яськов Віктор Васильович, Бельдій Микола Миколайович, Харченко Євген Валентинович, Плащенко Микола Миколайович
Мітки: здійснення, типу, пристрій, виробів, спосіб, мухолов, виготовлення
Формула / Реферат:
1. Спосіб виготовлення виробів типу «Мухолов», що містить у собі операції подачі двох стрічок із термозварювального матеріалу, нанесення клейкої маси на ділянку стрічки, що не підлягає зварюванню, зварювання стрічок по краях уздовж напрямку подачі та періодично поперек напрямку подачі термозварювальними барабанами, розділення готових виробів, який відрізняється тим, що між операціями нанесення клейкої маси та зварювання здійснюється операція...
Спосіб виготовлення порошкових виробів з малими отворами та пристрій для його здійснення
Номер патенту: 78946
Опубліковано: 25.04.2007
Автори: Гарбузов Євген Олександрович, Циркін Аркадій Тимофійович, Баранов Олександр Геннадійович, Рябічева Людмила Олександрівна, Скляр Олександр Павлович
МПК: B22F 3/22, B22F 5/10, B22F 3/02
Мітки: виробів, здійснення, малими, порошкових, пристрій, спосіб, виготовлення, отворами
Формула / Реферат:
1. Спосіб виготовлення порошкових виробів із малими отворами, за яким встановлюють в матрицю дріт, діаметр якого дорівнює діаметру отвору виробу, заповнюють матрицю порошком, фіксують кінці дроту та його натягнення, пресують порошок, звільнюють кінці дроту, видаляють його і випресовують виріб, який відрізняється тим, що фіксацію і натяг дроту здійснюють безупинно, а звільнення кінців дроту і його видалення здійснюють після того, як...
Попередній патент: Спосіб стимуляції росту та розвитку рослин рису
Наступний патент: Спосіб виявлення наявності соєвих білків у молоці та молочних продуктах
Випадковий патент: Вентиляторно-шнекова транспортувальна система подрібнювача для соломистої маси