Спосіб виготовлення клеєного склопакета
Номер патенту: 71370
Опубліковано: 15.11.2004
Автори: Сребродольський Андрій Григорович, Маміконян Аркадій Іванович
Формула / Реферат
1. Спосіб виготовлення клеєного склопакета, який включає мірне різання скла, виготовлення розпірної рамки, зборку і герметизацію склопакета за допомогою клею-герметика, який відрізняється тим, що тонують і/чи декорують внутрішні і/чи зовнішні стекла, розпірну рамку виготовляють з бічних стекол, що “гумують” за допомогою поліпропіленової тканини і клейової суміші, виконують мірне різання тонованих стекол для внутрішніх ребер розпірної рамки, які наклеюють на “гумовані” бічні стекла за допомогою клейової суміші, потім здійснюють зборку склопакета в наступній послідовності: з'єднують два ребра розпірної рамки клейовою сумішшю і закріплюють кут зовні, отриману конструкцію сушать, потім у кут вставляють усі внутрішні стекла на клейову суміш і з'єднують інші ребра розпірної рамки за допомогою клейової суміші, використовуючи яку вклеюють перше зовнішнє скло склопакета, закріплюють інші кути розпірної рамки і виконують сушіння отриманої конструкції, далі за допомогою клейової суміші вклеюють друге зовнішнє скло і закріплюють кути склопакета за допомогою поліпропіленової тканини і клейової суміші, і виконують остаточне сушіння.
2. Спосіб виготовлення клеєного склопакета за п. 1, який відрізняється тим, що мірне різання всіх стекол виконують з точністю до 0,1 мм.
3. Спосіб виготовлення клеєного склопакета за п. 1, який відрізняється тим, що як клейову суміш використовують суміш: клей ПВА й акрилові клеї і/чи фарби.
4. Спосіб виготовлення клеєного склопакета за пп. 1 і 3, який відрізняється тим, що температурний коефіцієнт об'ємного розширення клейової суміші дорівнює температурному коефіцієнту об'ємного розширення скла.
5. Спосіб виготовлення клеєного склопакета за пп. 1 і 3, який відрізняється тим, що клейовий шов, одержуваний при використанні клейової суміші, є еластичним.
6. Спосіб виготовлення клеєного склопакета за пп. 1 і 3, який відрізняється тим, що клейовий шов, одержуваний при використанні клейової суміші, виконує функцію ніпеля для внутрішнього і зовнішнього повітря в склопакеті.
7. Спосіб виготовлення клеєного склопакета за п. 1, який відрізняється тим, що режими сушіння вибирають такими: 24 години при температурі близько 18-21°С чи 3 години при температурі 50-60°С.
8. Спосіб виготовлення клеєного склопакета за п. 1, який відрізняється тим, що усередині склоблока є простір для розміщення абсорбенту.
9. Спосіб виготовлення клеєного склопакета за п. 1, який відрізняється тим, що тонування внутрішніх і/чи зовнішніх стекол виконують за допомогою спеціальних плівок і/чи за допомогою барвників.
10. Спосіб виготовлення клеєного склопакета за п. 1, який відрізняється тим, що декорування внутрішніх і/чи зовнішніх стекол виконують за допомогою механічної, електрохімічної обробки і/чи обробки за допомогою барвників.
11. Спосіб виготовлення клеєного склопакета за п. 1, який відрізняється тим, що закріплюють кути розпірної рамки зовні, наприклад за допомогою липкої малярської стрічки.
Текст
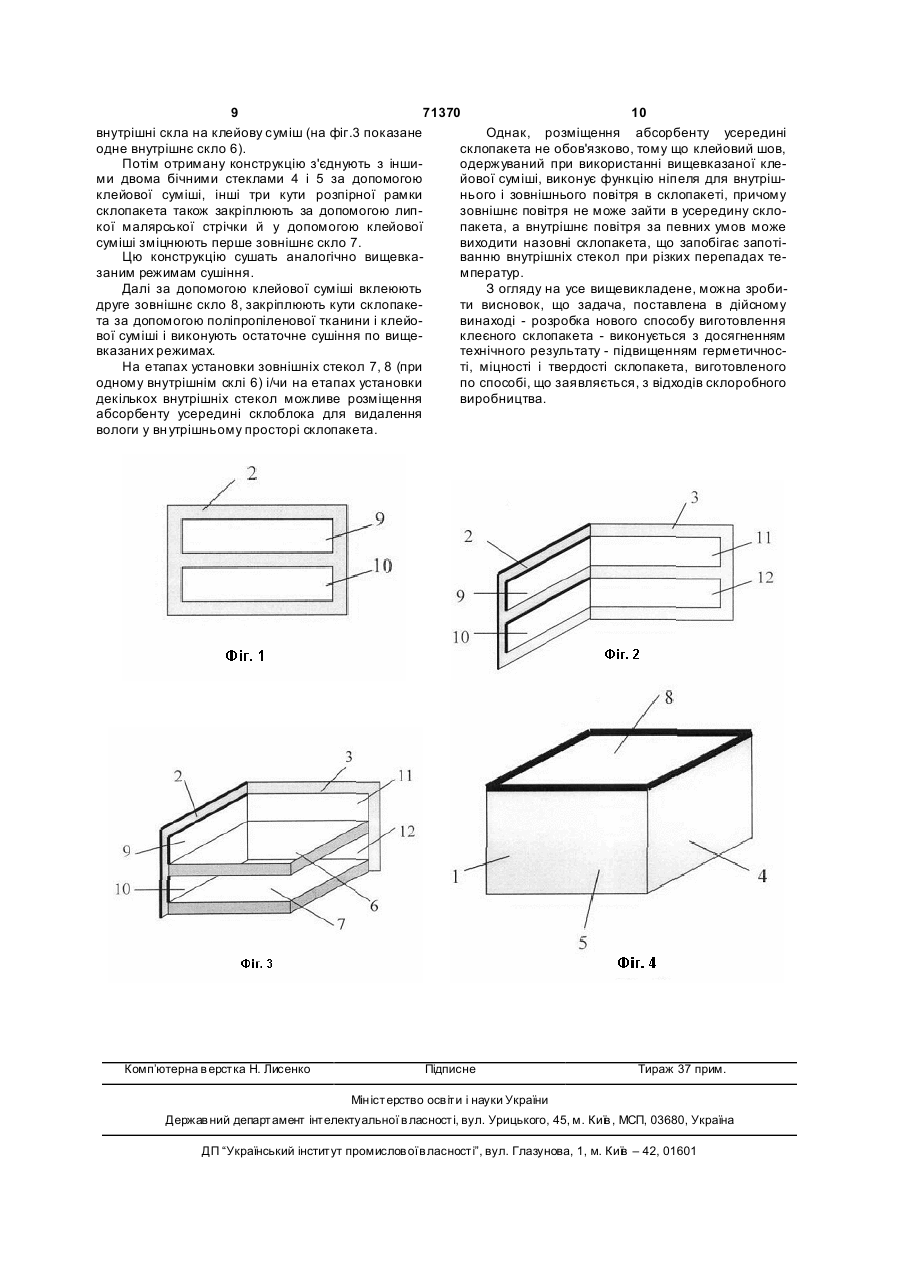
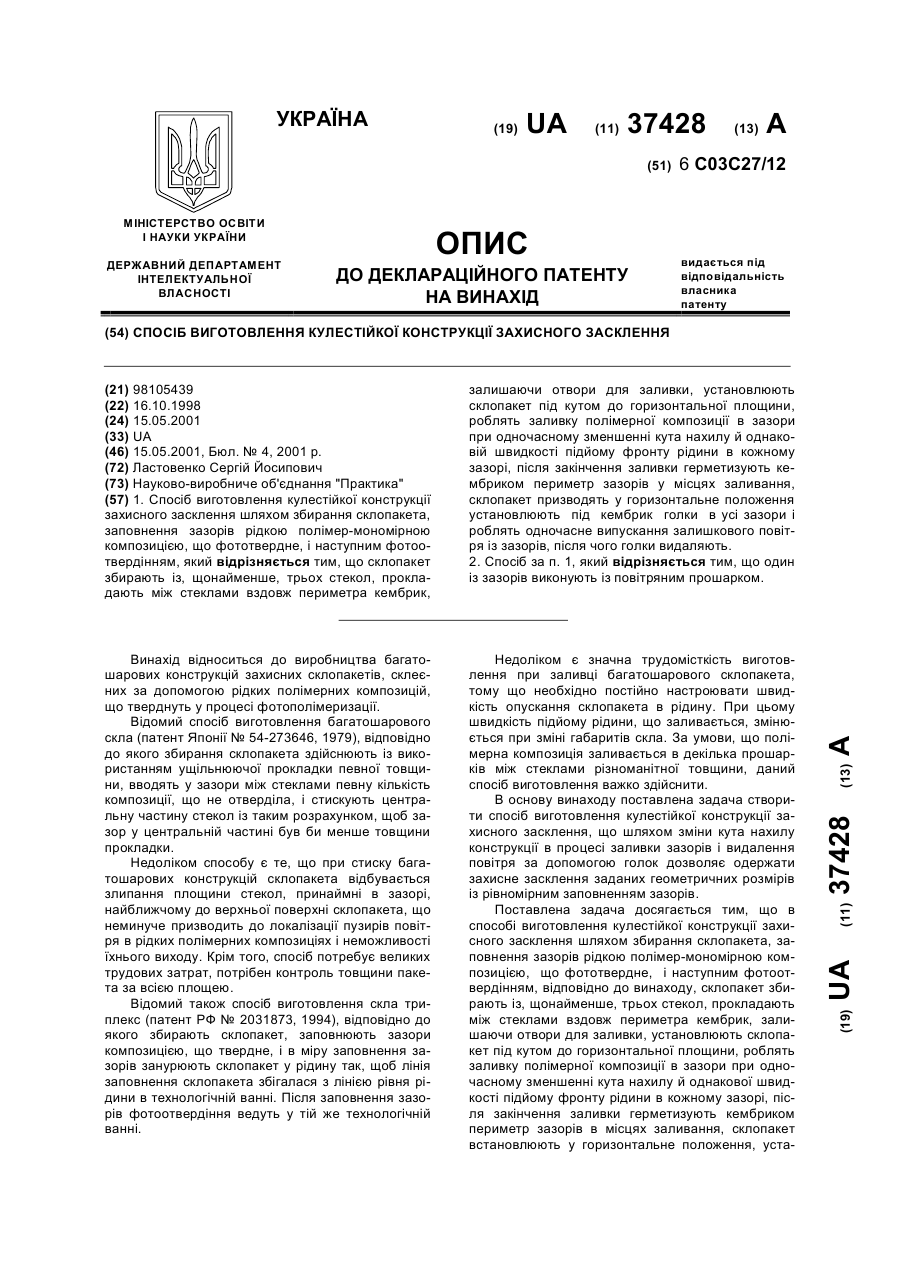
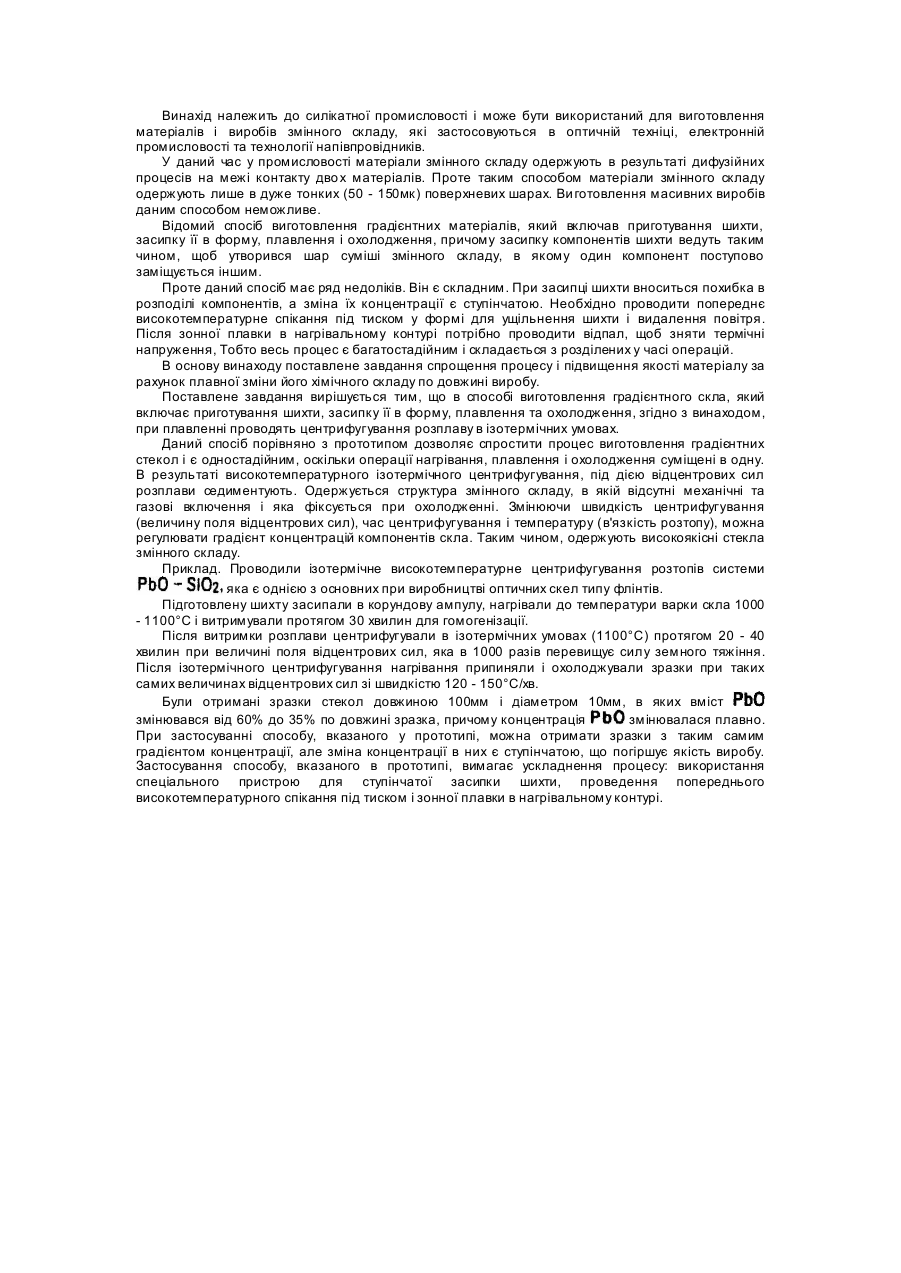
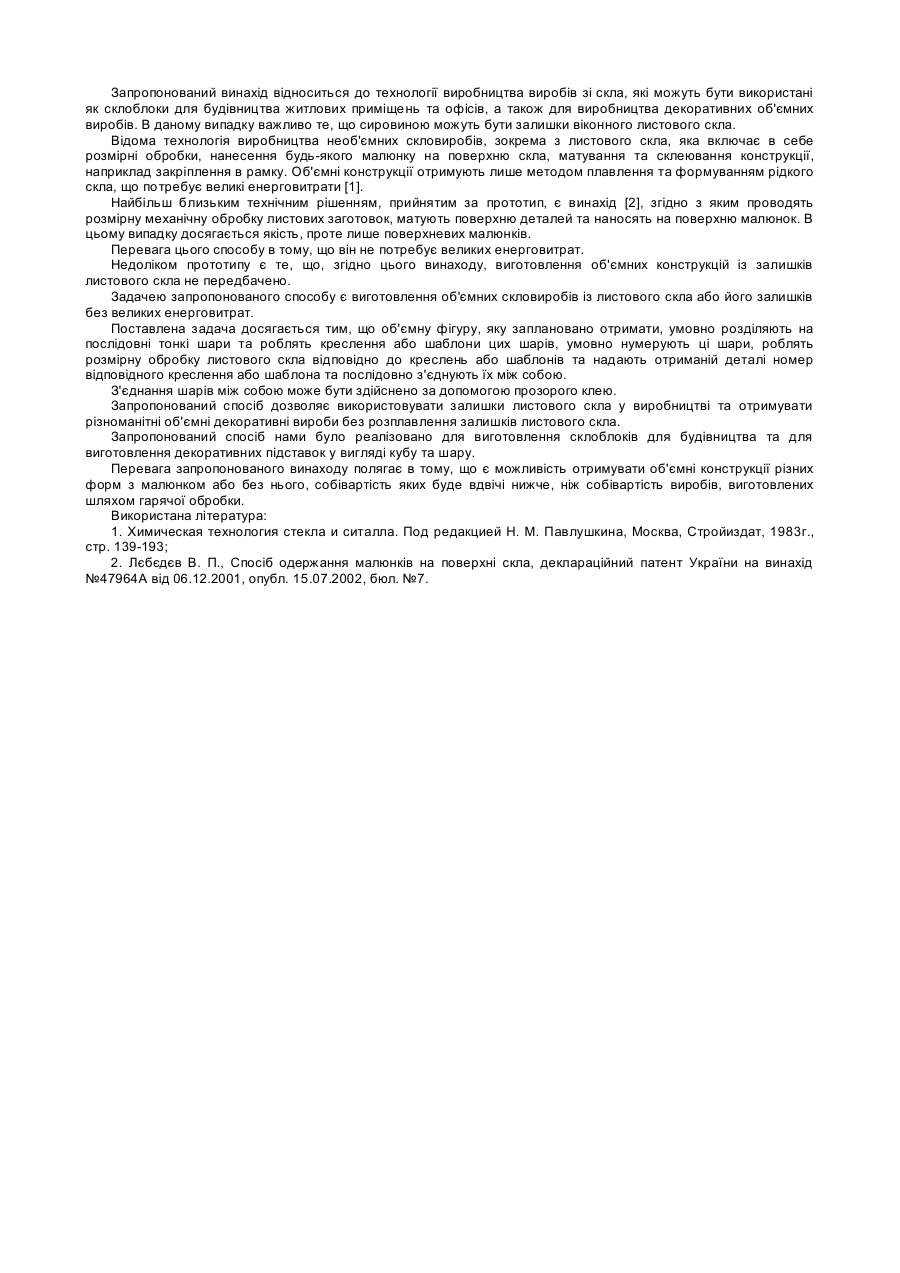
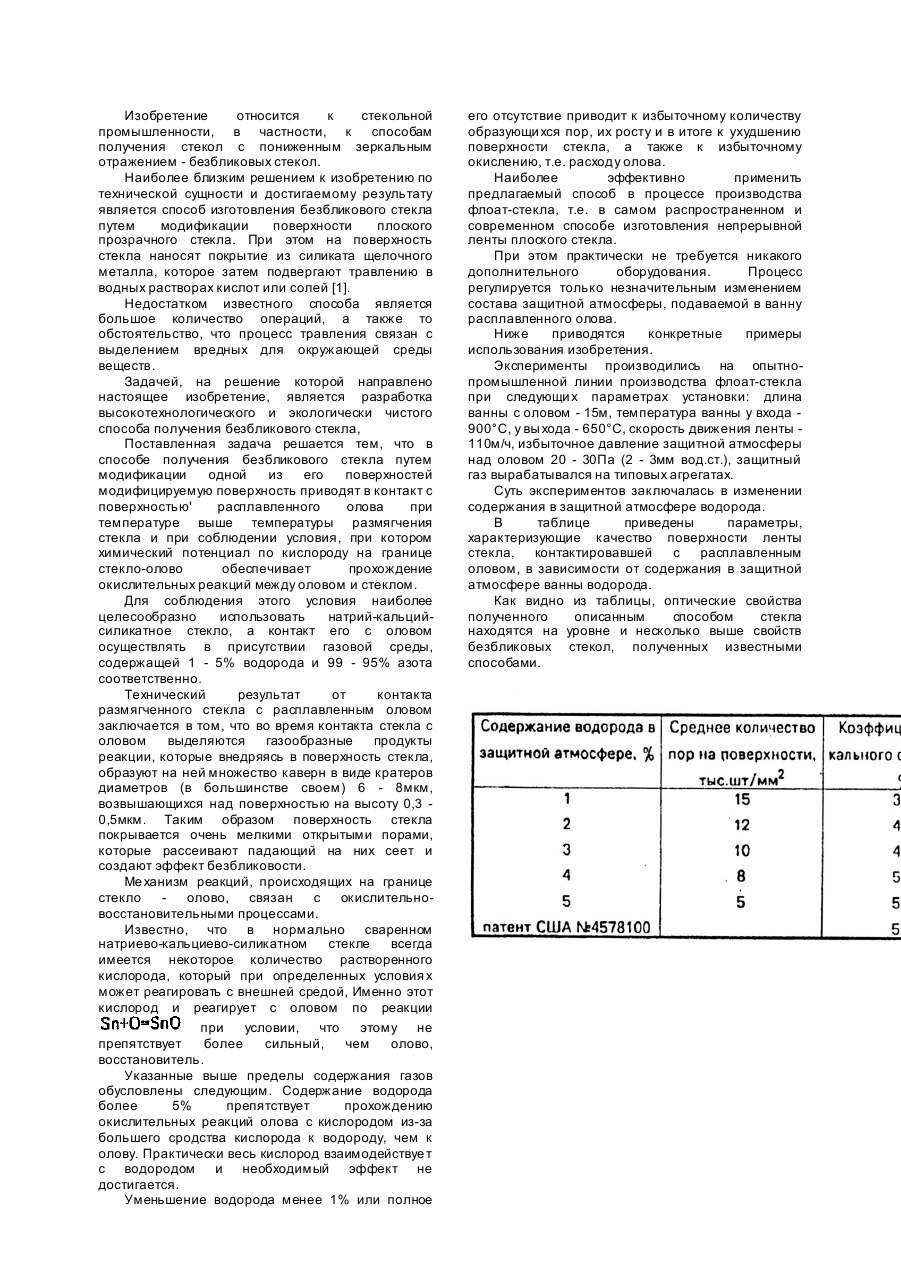
1. Спосіб виготовлення клеєного склопакета, який включає мірне різання скла, виготовлення розпірної рамки, зборку і герметизацію склопакета за допомогою клею-герметика, який відрізняє ться тим, що тонують і/чи декорують внутрішні і/чи зовнішні стекла, розпірну рамку виготовляють з бічних стекол, що “гумують” за допомогою поліпропіленової тканини і клейової суміші, виконують мірне різання тонованих стекол для внутрішніх ребер розпірної рамки, які наклеюють на “гумовані” бічні стекла за допомогою клейової суміші, потім здійснюють зборку склопакета в наступній послідовності: з'єднують два ребра розпірної рамки клейовою сумішшю і закріплюють кут зовні, отриману конструкцію сушать, потім у кут вставляють усі вн утрішні стекла на клейову суміш і з'єднують інші ребра розпірної рамки за допомогою клейової суміші, використовуючи яку вклеюють перше зовнішнє скло склопакета, закріплюють інші кути розпірної рамки і виконують сушіння отриманої конструкції, далі за допомогою клейової суміші вклеюють друге зовнішнє скло і закріплюють кути склопакета за допомогою поліпропіленової тканини і клейової суміші, і виконують остаточне сушіння. 2. Спосіб виготовлення клеєного склопакета за п.1, який відрізняється тим, що мірне різання всіх стекол виконують з точністю до 0,1 мм. 3. Спосіб виготовлення клеєного склопакета за п.1, який відрізняється тим, що як клейову суміш ви A 2 UA 1 3 71370 4 товленні склопакетів є відходи склоробного визони герметизації мастикою, що не твердіє, і запоробництва. внення другої зони герметизації вулканізіруючим Відомий спосіб виготовлення «Клеєного склогерметиком і заповнення простору між стеклами пакета» (А.с. СРСР №688451, МПК-2 С03В23/24, осушеним повітрям чи газом шляхом продувки в БВ-36-1979р.), якій включає заготівлю елементів процесі виготовлення склопакета з наступною герозпірної рамки, заповнення їх просушеним волорметизацією каналів для продувки. гопоглиначем, установку пробок, обтиск профілю Недоліком способу по прототипу є викориспо шаблону з метою додання йому визначеної тання великої кількості різнорідних матеріалів при форми, зварювання стику рамки, нанесення на виготовленні склопакета, що утр удняє нормальну полки рамки мастики, що не твердіє, із застосуексплуатацію склопакета при різких перепадах ванням серійного устаткування, накладку розпірної температури і вологості через різні температурні рамки на скло, свердління дегідратаційних отворів, коефіцієнти об'ємного розширення використовуванакладення другого скла, підпресовку стеклопакених при виготовленні склопакета матеріалів. Це та, нанесення герметика в торцевої паз (другої викликає необхідність застосування для герметизони герметизації), наклейку на торець стеклопазації внутрішнього простору склопакета мастики, кета при радіусних кутах клейкої захисної стрічки, що не твердіє, нанесення герметика в другу зону при прямокутних кутах - захисної металевої обойгерметизації. ми. Склопакет, виготовлений по прототипу, має Недоліком відомого способу є використання невисокі механічні міцни параметри, що не дозвовеликої кількості різнорідних матеріалів при виголяє збирати склопакети, виготовлені по способутовленні склопакета, що утр удняє нормальну експрототипу, у великі по розмірах конструкції при плуатацію склопакета при різких перепадах темзаповненні віконних прорізів, при виготовленні ператури і вологості через різні температурні світлопрозорих будівельних перекриттів і інших коефіцієнти об'ємного розширення використовувабудівельних конструкцій. них при виготовленні склопакета матеріалів. Це Крім того, спосіб по прототипу не дозволяє вивикликає необхідність застосування для герметикористовувати для виготовлення склопакета в зації внутрішнього простору склопакета мастики, якості єдиного конструкційного матеріалу тільки що не твердіє, нанесення герметика в другу зону відходи склоробного виробництва. герметизації. Крім того, відомий спосіб не дозвоЗадачею дійсного винаходу є розробка нового ляє використовувати для виготовлення склопакета способу виготовлення клеєного склопакета з досяв якості єдиного конструкційного матеріалу тільки гненням технічного результату - підвищення гервідходи склоробного виробництва. метичності, міцності і твердості склопакета, вигоВідомий «Склопакет і спосіб його виготовлентовленого по способі, що заявляється, з відходів ня» (А.с. СРСР №767038, МПК-3 С03В23/24, БВсклоробного виробництва. 36-1980р.), якій включає набір аркушів скла, кріпПоставлена задача досягається тим, що в лення розпірної і рам. що обрамляють, і гермети«Способі виготовлення клеєного склопакета», якій зацію, причому кріплення рам здійснюють шляхом включає мірне різання скла, виготовлення розпірустановки аркушів скла в рознімну форму з утвоної рамки, зборку і герметизацію склопакета за ренням зазору між ними по периметрі, заливання в допомогою клею-герметика, тонують і/чи декорузазор эпоксидного пінопласту, нагрівання форми ють внутрішні і/чи зовнішні стекла, розпірну рамку до температури 60-1000°С с витримкою протягом виготовляють з бічних стекол, що «гумують» за 1-3ч і наступного охолодження на повітрі. допомогою поліпропіленової тканини і клейової Недоліком відомого способу є використання суміші, виконують мірне різання тонованих стекол эпоксидного пінопласту для виготовлення розпірдля внутрішніх ребер розпірної рамки, що накленої рамі, та рамі, що обрамляє, тому що, незважаюють на «гумовані» бічні скла за допомогою клеючи на простоту способу виготовлення склопакейової суміші, потім здійснюють зборку склопакета та, останній має невисокі механічні міцни в наступній послідовності: з'єднують два ребра параметри, що не дозволяє збирати склопакеты, розпірної рамки на клейову суміш і закріплюють виготовлені по відомому способі, у великі по розкут зовні, отриману конструкцію сушать, потім у кут мірах конструкції при заповненні віконних прорізів, уставляють усі внутрішні стекла на клейову суміш і при виготовленні світлопрозорих будівельних пез'єднують інші ребра розпірної рамки за допоморекриттів і інших будівельних конструкцій. При гою клейової суміші, використовуючи яку вклеюцьому при виготовленні склопакетов по відомому ють перше зовнішнє скло склопакета, закріплюють способі неможливо використовува ти відходи склоінші кути розпірної рамки і виконують сушіння отробного виробництва в якості основного констриманої конструкції, далі за допомогою клейової рукційного матеріалу. суміші вклеюють друге зовнішнє скло і закріплюНайбільш близьким по технічній сутності і те хють кути склопакета за допомогою поліпропіленонічному результату, якій досягається, і обраним як вої тканини і клейової суміші і виконують остаточпрототип є спосіб виготовлення «Клеєного склопане сушіння, крім того, мірне різання всіх стекол кета» (А.с. СРСР №580186, МПК-2, С03В23/24, виконують з точністю до 0,1мм, а як клейову суміш БВ-42-1977р.), якій включає мірне різання скла, використовують суміш: клей ПВА й акрилові клеї виготовлення розпірної рамки зі сдвоеного профіі/чи фарби, при цьому температурний коефіцієнт лю, армування зовнішнього елемента розпірної об'ємного розширення клейової суміші дорівнює рамки металевим проводом, установка внутріштемпературному коефіцієнту об'ємного розширеннього порожнього елемента розпірної рамки, запоня скла, а клейовий шов, одержуваний при виковненого вологопоглиначем, заповнення першої ристанні клейової суміші, є еластичним і виконує 5 71370 6 функцію ніпеля для внутрішнього і зовнішнього - клейовий шов, одержуваний при використанповітря в склопакете, при цьому режими сушіння ні клейової суміші, є еластичним і виконує функцію вибирають 24 години при температурі близько 18ніпеля для внутрішнього і зовнішнього повітря в 21°С чи 3 години при температурі 50-60°С, усересклопакете; дині склоблока мається простір для розміщення - режими сушіння вибирають 24 години при абсорбенту, тон ування внутрішніх і/чи зовнішніх температурі близько 18-21°С чи 3 години при темстекол виконують за допомогою спеціальних пліпературі 50-60°С; вок і/чи за допомогою барвників, декорування вну- усередині склоблока мається простір для трішніх і/чи зовнішніх стекол виконують за допоморозміщення абсорбенту; гою механічної, електрохімічної обробки і/чи - тонування внутрішні х і/чи зовнішніх стекол обробки за допомогою барвників і закріплюють виконують за допомогою спеціальних плівок і/чи за кути розпірної рамки зовні за допомогою, напридопомогою барвників; клад, липкої малярської стрічки. - декорування внутрішні х і/чи зовнішніх стекол Суттєвими ознаками способу, якій заяввиконують за допомогою механічної, електрохімічляється, співпадаючими з прототипом, є наступні ної обробки і/чи обробки за допомогою барвників; ознаки: закріплюють кути розпірної рамки зовні за до- мірне різання скла; помогою, наприклад, липкої малярської стрічки. - виготовлення розпірної рамки; Технічний результат, якій досягається, полягає - зборка і герметизація склопакета за допомов підвищення герметичності, міцності і твердості гою клею-герметика. склопакета, виготовленого по способі, що заявляВідмітними від прототипу суттєвими ознаками ється, з відходів склоробного виробництва. способу, якій заявляється, є наступні ознаки: Між суттєвими ознаками технічного рішення, тонують і/чи декорують внутрішні і/чи зовнішні що заявляється, і досягаємим з їхньою допомогою стекла; технічним результатом існує наступний причинно- розпірну рамку виготовляють з бічних стекол; наслідковий зв'язок. - бічні стекла «гумують» за допомогою поліДійсно, склопакет, що заявляється, відрізняпропіленової тканини і клейової суміші; ється великою твердістю конструкції, тому що всі виконують мірне різання тонованих стекол для торцеві стінки склопакета (так називана, розпірна внутрішніх ребер розпірної рамки; рамка) зібрані з двох шарів стекол, товщина яких внутрішні ребра наклеюють на «гумовані» бічні визначається вимогами, пропонованими до склостекла за допомогою клейової суміші; пакету й умовами його експлуатації. здійснюють зборку склопакета в наступній При цьому, товщина торцевих стінок склопакепослідовності: та може бути більше товщини внутрішні х і зовніш- з'єднують два ребра розпірної рамки на ніх стекол, зважаючи на те, що фактично твердість клейову суміш; усього склопакета забезпечують саме торцеві сті- закріплюють кут зовні; нки. - отриману конструкцію сушать; А тому що вся конструкція склопакета зібрана - у кут уставляють усі вн утрішні стекла на практично тільки зі скла, то коливання температуклейову суміш; ри, а також різниця температур зовнішнього і вну- з'єднують інші ребра розпірної рамки за дотрішнього повітря. не приводять до втрати гермепомогою клейової суміші; тичності склопакета чи до його руйнування, тому - за допомогою клейової суміші вклеюють що температурний коефіцієнт об'ємного розшиперше зовнішнє скло склопакета; рення у всі х елементів конструкції склопакета - закріплюють інші кути розпірної рамки; внутрішніх і зовнішніх стекол, а також стекол тор- виконують сушіння отриманої конструкції; цевих стінок - однаковий і дорівнює температур- за допомогою клейової суміші вклеюють друному коефіцієнту об'ємного розширення клейової ге зовнішнє скло; суміші, що виявляє основним і єдиним конструк- закріплюють кути склопакета за допомогою ційним елементом, якій з'єднує всі деталі склопаполіпропіленової тканини і клейової суміші; кета між собою. Цим досягається герметичність - виконують остаточне сушіння. склопакета. Перерахована сукупність загальних із протоВисока точність різа стекол - близько 0,1мм типом і відмітних суттєвих ознак є необхідною і дозволяє дуже точно і з мінімальною кількістю достатньою у всіх випадках використання винахоклейової суміші з'єднувати всі деталі склопакета ду, на які поширюється обсяг правової охорони, між собою. Цим досягається велика міцність і що проситься, зазначений у формулі винаходу. твердість усієї конструкції, що заявляється. Приватними відмітними від прототипу Міцність і твердість конструкції склопакета, що суттєвими ознаками способу, якій заявляється, є заявляється, досягається також за рахунок того, наступні ознаки: що всі к ути склопакета закріплюють за допомогою - мірне різання всіх стекол виконують з поліпропіленової тканини і клейової суміші. точністю до 0,1 мм; Крім того, міцність склопакета досягається не- як клейову суміш використовують суміш: клей обхідними параметрами стекол, використовуваних ПВА й акрилові клеї і/чи фарби; у склопакете. - температурний коефіцієнт об'ємного розшиВикористання для захисту і тонування стекол рення клейової суміші дорівнює температурному спеціальних і захисних плівок також значно підвикоефіцієнту об'ємного розширення скла; щує міцність що заявляється склопакета. 7 71370 8 Інші суттєві ознаки винаходу, якій заявляється, усередині приміщення. стійкі до високих темперає необхідними і достатніми для одержання висотур, створюють ефект дорогого тонованого скла і коякісного виробу, що володіє високими эстетичезміцнюють зовнішні стекла від ушкоджень. Випусскими властивостями, а це дозволяє ефективно каються широкої колірної гами - більш 25 видів використовува ти предмет дійсного винаходу в від бронзи до золота. різних варіантах: вітраж, заповнення віконних проПротиударні плівки ArmoGard (виробник - амерізів, виготовлення вікон і дверей, виготовлення риканська корпорація Solar Gard), наклеєні в двадекоративних перегородок, виготовлення світлотри шару і перетворюють звичайне скло в бронеспрозорих перекриттів і підлоги й ін. кло, витримують високі температури, що виникаДуже важливою обставиною є те, що основють при пожежі. Випускається більш 16 типів таких ним і єдиним конструкційним елементом стеклопаплівок - прозорі, тоновані, дзеркальні. кета, що заявляється, є скло, причому для виготоДекоративні плівки американської корпорації влення склопакета використовуються тільки Solar Gard забезпечують при наклейці оригінальвідходи склоробного виробництва чи відходи мірний і незвичайний вид звичайних стекол. Випусканого різання скла. ються з різноманітними малюнками - «Весняні квіНа підставі усього вищевикладеного, можна ти», «Абстрактна», «Срібна тінь», «Зимова зробити висновок, що задача, поставлена в паморозь» і багато інші. дійсному винаході, виконується з досягненням Відомі також аналогічні плівки фірми Solarmax технічного результату. зазначеного вище. і інших фірм. Винахід ілюстрований наступними кресленняМірне різання скла виконують дуже акуратно, ми. витримуючи задані розміри елементів склопакета На фіг.1 показана конструкція однієї стінки з точністю до 0,1мм. розпірної рамки; Потім бічні стекла 2-5 розпірної рамки «гумуна фіг.2 зображений зібраний кут розпірної ють» за допомогою поліпропіленової тканини, для рамки; чого бічні стекла 2-5 оклеюють із двох сторін цією на фіг.3 зображений склопакет із уставленими тканиною з використанням клейової суміші, що внутрішнім і одним зовнішнім стеклами (інші дві складає з клею ПВА й акрилового клею і/чи акристінки розпірної рамки склопакета умовно не покалової фарби. зані); Клей ПВА - полівінілацетатний клей, маркіруна фіг.4 зображений склопакет у зборі. вання КСПП-ПХ-412-1 - являє собою продукт поСклопакет складається з наступних основних лімеризації вінілацетату у водяному середовищі з елементів: розпірної рамки 1, що складає з зовніемульгаторами й ініціаторами. Клей ПВА випусшніх бічних стінок 2-5 (при чотирикутній формі кається готовим до вживання у вигляді білої рідкої склопакета), внутрішнього скла 6 (таких стекол емульсії (густо ти сметани). Клей ПВА легко розможе бути декілька) і двох зовнішніх стекол 7 і 8. бавляється водою. Цей клей випускається під Зовнішня бічна стінка 2 складається з зовнішмарками ПВА, ПВА-М, ЭПВА, «Оріон». нього скла 2, до якого приклеєні два внутрішніх Акрилові клеї і/чи фарби використовують наребра 9 і 10, причому їхні розміри і розташування ступних типів: на стінці 2 обрані в точній відповідності товщині - клей термопластичний КС-609 (КСПП-12хвнутрішнього скла 6, зовнішніх стекол 7 і 8 і зовні412-23); шніх бічни х стекол 2-5. Аналогічно виконані інші - клеї термореактивні: К-139 (КСК-9У-221-17) бічні стінки 3-5. ТУЇ 1-313-62 або К-153 (КСК-9У-221-17) ТУ 6-05Один кут розпірної рамки 1 складається з двох 1584-72; зовнішніх бічних стекол 2 і 3 із внутрішніми ребра- клей пластомерний БМК-5 (КСПП-12Х-412ми 9,10 і 11,12, з'єднаних між собою за допомогою 12) ТУ36-978-77; клейової суміші. - фарба водоемульсійна Э-АК-111, ГОСТ Інші три кути розпірної рамки 1 виконані ана20833-83 - на основі поліакрилата. логічно. Поліпропіленова тканина використовується Внутрішнє скло б і зовнішні стекла 7 і 8 вставмарки СУФ, яка являє собою нетканий матеріал лені в зібрану розпірну рамку 1 і укріплені за допотипу "Спанбонд" з поверхневою плотностью 17г/м 2 могою клейової суміші. або 42г/м 2. Спосіб виготовлення, що заявляється, Потім збирають бічні стекла 2-5 зовнішньої клеєного склопакета реалізується таким чином. рамки 1, для чого на кожне бічне скло, наприклад, Спочатку виконують мірне різання заготівель на бічне скло 2 наклеюють внутрішні ребра 9 і 10. скла по ескізах склопакета, причому внутрішні і Далі беруть два бічні стекла, наприклад, 2 і 3, зовнішні стекла можуть бути тонованими, склеєз наклеєними на них внутрішніми ребрами 9,10 і ними захисними чи спеціальними плівками, мо11,12 , і з'єднують їх під кутом за допомогою клежуть бути оброблені за допомогою різних барвнийової суміші, а зовні отриманий кут закріплюють за ків для скла, а також декоровані і/чи тоновані за допомогою, наприклад, липкої малярської стрічки. допомогою механічної і/чи електрохімічної обробки Отриману конструкцію сушать, вибираючи наповерхні. ступні режими сушіння: 24 години при температурі Захисні плівки можуть бути використані наблизько 18-21°С чи 3 години при температурі 50ступних типів. 60°С. Дзеркальні сонцезахисні плівки Solar Gard (виПотім у готовий кут, що складається з двох робник - американська корпорація Solar Gard) добічних стекол, наприклад, 2 і З, уставляють усі зволяють підтримувати оптимальний мікроклімат 9 71370 10 внутрішні скла на клейову суміш (на фіг.3 показане Однак, розміщення абсорбенту усередині одне внутрішнє скло 6).склопакета не обов'язково, тому що клейовий шов, Потім отриману конструкцію з'єднують з іншиодержуваний при використанні вищевказаної клеми двома бічними стеклами 4 і 5 за допомогою йової суміші, виконує функцію ніпеля для внутрішклейової суміші, інші три кути розпірної рамки нього і зовнішнього повітря в склопакеті, причому склопакета також закріплюють за допомогою липзовнішнє повітря не може зайти в усередину склокої малярської стрічки й у допомогою клейової пакета, а внутрішнє повітря за певних умов може суміші зміцнюють перше зовнішнє скло 7. виходити назовні склопакета, що запобігає запотіЦю конструкцію сушать аналогічно вищевкаванню внутрішніх стекол при різких перепадах тезаним режимам сушіння. мператур. Далі за допомогою клейової суміші вклеюють З огляду на усе вищевикладене, можна зробидруге зовнішнє скло 8, закріплюють кути склопакети висновок, що задача, поставлена в дійсному та за допомогою поліпропіленової тканини і клейовинаході - розробка нового способу виготовлення вої суміші і виконують остаточне сушіння по вищеклеєного склопакета - виконується з досягненням вказаних режимах. технічного результату - підвищенням герметичносНа етапах установки зовнішніх стекол 7, 8 (при ті, міцності і твердості склопакета, виготовленого одному внутрішнім склі 6) і/чи на етапах установки по способі, що заявляється, з відходів склоробного декількох внутрішніх стекол можливе розміщення виробництва. абсорбенту усередині склоблока для видалення вологи у вн утрішньому просторі склопакета. Комп’ютерна в ерстка Н. Лисенко Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for making the sized glass pack
Назва патенту російськоюСпособ изготовления клеенного стеклопакета
МПК / Мітки
МПК: C03B 23/00
Мітки: виготовлення, клеєного, спосіб, склопакета
Код посилання
<a href="https://ua.patents.su/5-71370-sposib-vigotovlennya-kleehnogo-sklopaketa.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення клеєного склопакета</a>
Спосіб виготовлення кулестійкої конструкції захисного засклення
Номер патенту: 37428
Опубліковано: 15.05.2001
Автор: Ластовенко Сергій Йосипович
МПК: C03C 27/12
Мітки: засклення, конструкції, спосіб, виготовлення, захисного, кулестійкої
Формула / Реферат:
1. Спосіб виготовлення кулестійкої конструкції захисного засклення шляхом збирання склопакета, заповнення зазорів рідкою полімер-мономірною композицією, що фототвердне, і наступним фотоотвердінням, який відрізняється тим, що склопакет збирають із, щонайменше, трьох стекол, прокладають між стеклами вздовж периметра кембрик, залишаючи отвори для заливки, установлюють склопакет під кутом до горизонтальної площини, роблять заливку полімерної...
Спосіб виготовлення градієнтних стекол
Номер патенту: 9549
Опубліковано: 30.09.1996
Автори: Милянич Андрій Остапович, Дигдалович Андрій Михайлович, Чернікова Ірина Валеріївна, Шередько Микола Андрійович, Бек Юрій Маркіянович
МПК: C03C 3/076
Мітки: спосіб, градієнтних, виготовлення, стекол
Формула / Реферат:
Спосіб виготовлення градієнтних стекол, який включає приготування шихти, засипку її в форму, плавлення та охолодження, який відрізняється тим, що при плавленні проводять центрифугування розплаву в ізотермічних умовах.
Спосіб виготовлення скловиробів
Номер патенту: 69294
Опубліковано: 16.08.2004
Автори: Родічев Юрій Михайлович, Євплов Юрій Миколайович, Сарсембаєва Анна Зулхаїрівна, Маслов Володимир Петрович
МПК: C03C 17/00
Мітки: скловиробів, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення скловиробів, який полягає в тому, що проводять розмірну механічну обробку листових заготовок, матують поверхню та наносять на поверхню малюнок, який відрізняється тим, що об'ємну фігуру, яку заплановано отримати, умовно розділяють на послідовні тонкі шари та виконують креслення або шаблони цих шарів, умовно нумерують ці шари, виконують розмірну обробку листового скла відповідно до креслень або шаблонів та надають отриманій...
Спосіб виготовлення безвідблискового скла
Номер патенту: 15419
Опубліковано: 30.06.1997
Автори: Живенкова Галіна Григорівна, Полохливець Едуард Кіндратович, Фабрикант Семен Аронович, Прівень Ілля Володимирович, Гойхман Валерій Юрійович
МПК: C03C 23/00
Мітки: скла, безвідблискового, спосіб, виготовлення
Формула / Реферат:
1. Способ изготовления безбликового стекла путем модификации одной из поверхностей плоского прозрачного стекла, отличающийся тем, что модифицируемую поверхность стекла приводят в контакт с поверхностью расплавленного олова при температуре выше температуры размягчения стекла и при этом создают условия, при которых химический потенциал по кислороду на границе стекло-олово в момент контакта обеспечивает прохождение окислительных реакций между...
Спосіб групового виготовлення мікромініатюрних тензоперетворювачів
Номер патенту: 14398
Опубліковано: 25.04.1997
Автори: Сафонов Володимир Олександрович, Решетіло Ганна Павлівна, Таран Галина Олександрівна
МПК: H01L 21/02, H01L 21/18
Мітки: спосіб, тензоперетворювачів, групового, виготовлення, мікромініатюрних
Формула / Реферат:
1. Способ группового изготовления микроминиатюрных тензопреобразователей, включающий окисление двух кремниевых пластин, травление первой пластины до получения мембран, формирование диффузионных тензорезисторов и металлической разводки, нанесение слоя алюмоборсиликатного стекла на вторую пластину, соединение пластин слоем стекла при нагревании и разделение пластин на отдельные тензопреобра-зователи, отличающийся тем, что, с целью повышения...
Попередній патент: Джерело з об’ємною генерацією негативних іонів
Наступний патент: Спосіб накладання шва на лапаротомну рану
Випадковий патент: Спосіб синтезу енантіомерно чистого і хімічно чистого 3,4-метанопроліну