Пристрій для абразивної обробки
Номер патенту: 101990
Опубліковано: 27.05.2013
Автори: Матюха Петро Григорович, Благодарний Антон Олегович, Гонопольський Микола Якович
Формула / Реферат
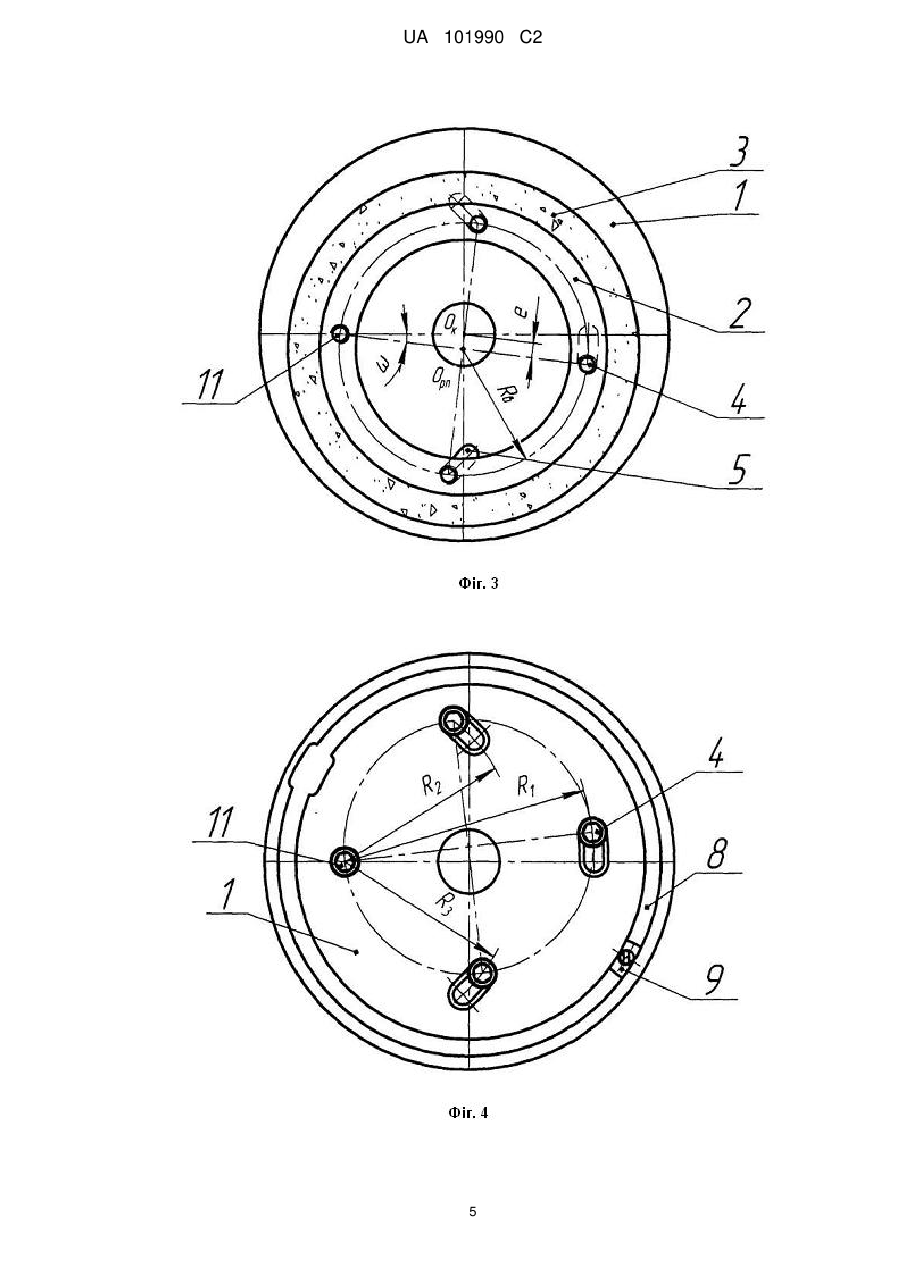
1. Пристрій для абразивної обробки, який містить корпус, ексцентрично розташоване відносно осі обертання корпуса кільце з робочою поверхнею, гвинти для закріплення кільця з робочою поверхнею на корпусі, який відрізняється тим, що кільце встановлене на корпусі з можливістю зміни величини ексцентриситету, при цьому на торцевій поверхні корпуса, протилежній тій, на якій розташована робоча поверхня, виконана кільцева канавка для закріплення вантажів, за допомогою яких усувають дисбаланс, а величина ексцентриситету робочої поверхні визначається згідно залежності
![]() ,
,
де e - величина ексцентриситету;
Вз - максимальний розмір прямокутної оброблюваної поверхні заготовки;
b - ширина робочої поверхні;
Δ - величина перебігу.
2. Пристрій для абразивної обробки за п. 1, який відрізняється тим, що для закріплення кільця на корпусі виконані прорізі для розміщення гвинтів.
3. Пристрій для абразивної обробки за п. 1 або 2, який відрізняється тим, що прорізі на корпусі виконані дугоподібними, радіус кривизни яких визначається відстанню від гвинта-осі до відповідного закріплюючого гвинта.
4. Пристрій для абразивної обробки за п. 1, який відрізняється тим, що кільце виконане в вигляді магнітного індуктора.
Текст
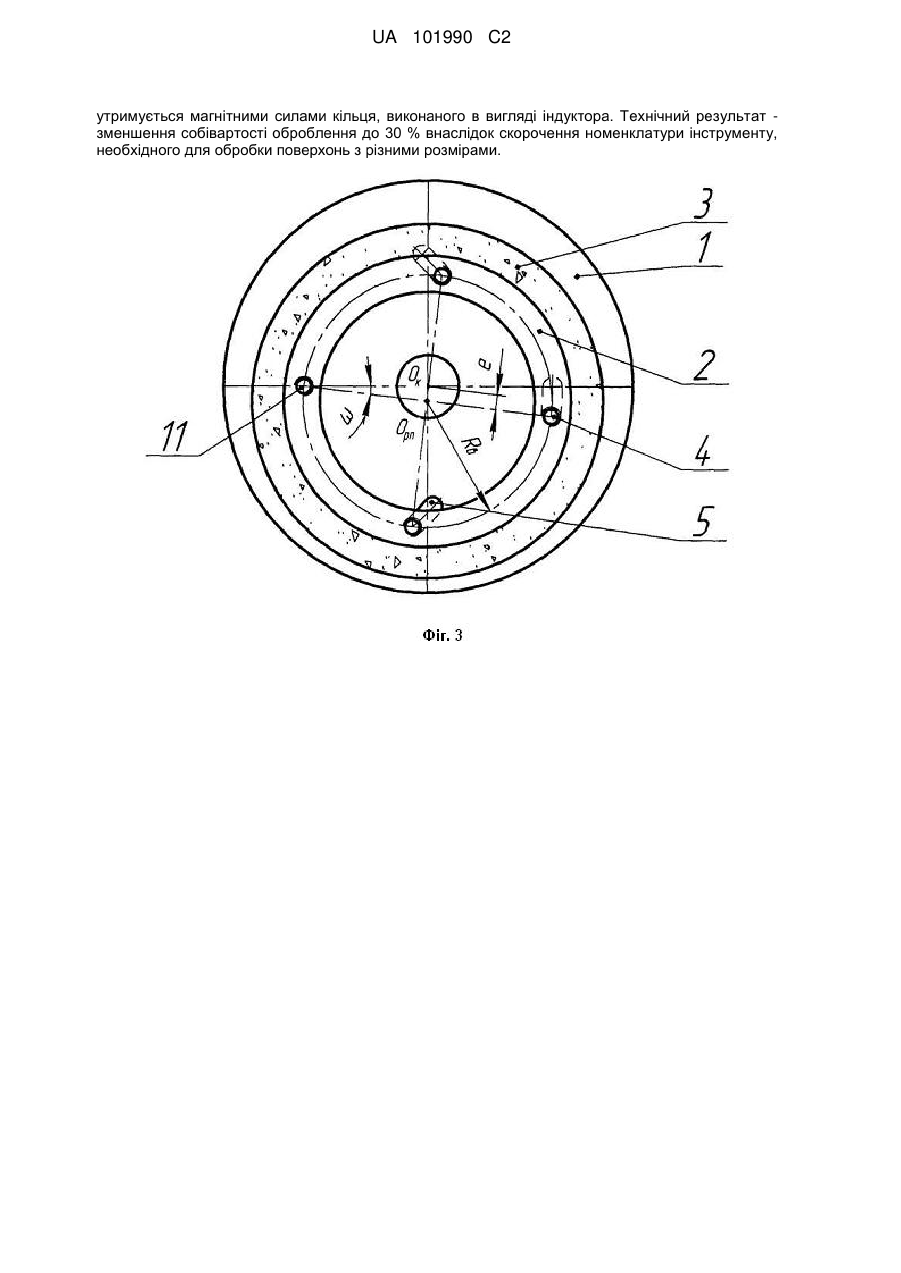
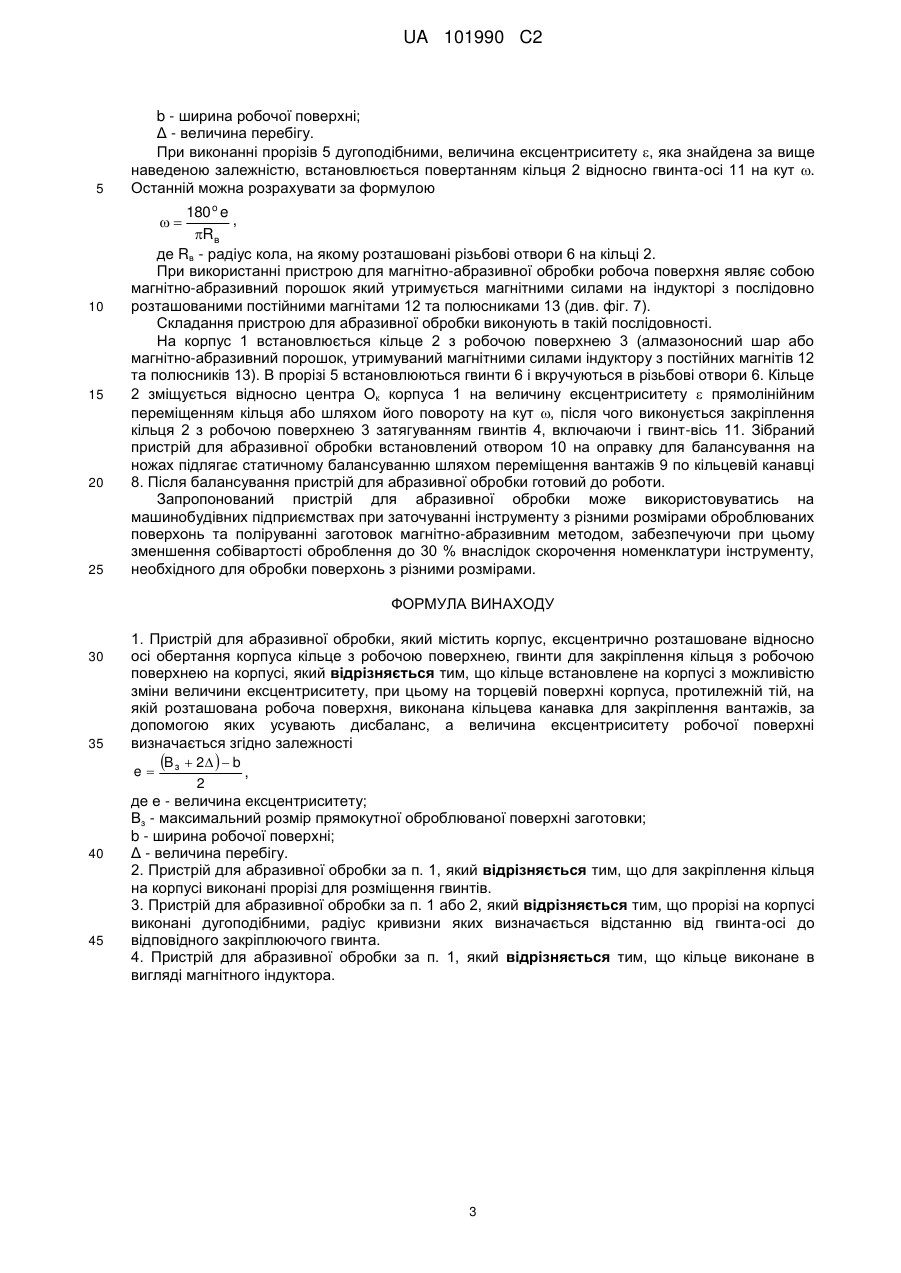
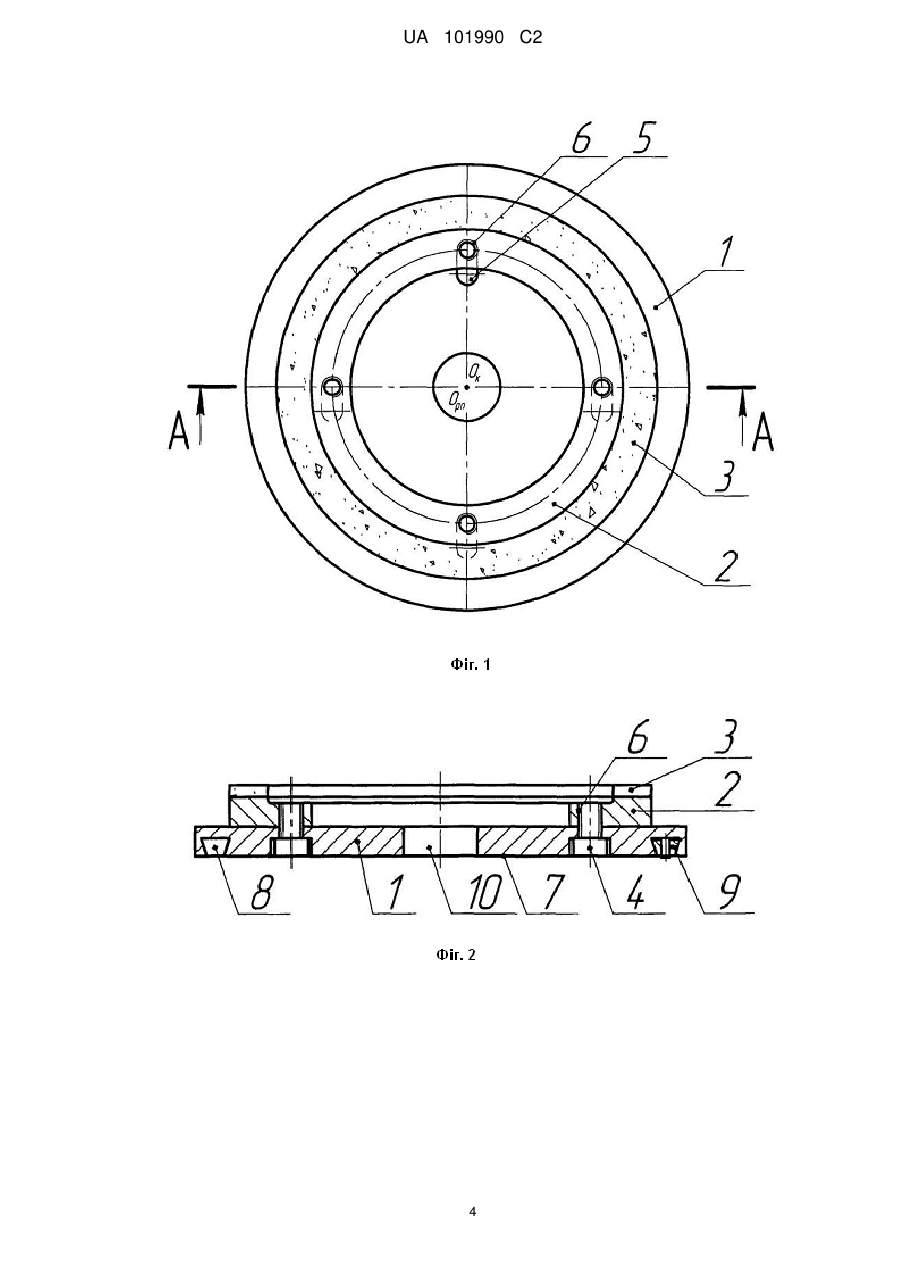
Реферат: Винахід належить до галузі механічної обробки, а саме до шліфування плоских поверхонь, включаючи і магнітно-абразивну обробку. Пристрій для абразивної обробки містить корпус, ексцентрично розташоване відносно осі обертання корпуса кільце з робочою поверхнею, гвинти для закріплення робочої поверхні на корпусі. Додатково кільце встановлене на корпусі з можливістю зміни величини ексцентриситету за рахунок розташування гвинтів для закріплення кільця в прорізях корпусу, на торцевій поверхні корпуса, протилежній тій, на якій розташована робоча поверхня, виконана кільцева канавка для закріплення вантажів, за допомогою яких усувають дисбаланс, а величина ексцентриситету робочої поверхні визначається згідно залежності B 2 b e з , 2 де e - величина ексцентриситету; Вз - максимальний розмір прямокутної оброблюваної поверхні заготовки; b - ширина робочої поверхні; Δ - величина перебігу. Крім того, прорізі на корпусі виконані дугоподібними, радіус кривизни яких визначається відстанню від гвинта-осі до відповідного закріплюючого гвинта. При використанні пристрою для магнітно-абразивної обробки робоча поверхня являє собою магнітно-абразивний порошок, який UA 101990 C2 (12) UA 101990 C2 утримується магнітними силами кільця, виконаного в вигляді індуктора. Технічний результат зменшення собівартості оброблення до 30 % внаслідок скорочення номенклатури інструменту, необхідного для обробки поверхонь з різними розмірами. UA 101990 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузі механічної обробки, а саме до шліфування плоских поверхонь, включаючи і магнітно-абразивну обробку. Відома конструкція алмазного чашкового шліфувального круга типу АЧК (2724-0001) [(Таблиця 2.33, стор. 89). Абразивная и алмазная обработка материалов. Справочник. Под ред. д-ра техн. наук А.Н. Резникова. - М.: Машиностроение, 1977. - 391 с.]. Круг складається з металевого корпуса та робочої поверхні в вигляді алмазоносного шару, який розташований на торці корпуса концентрично відносно осі його обертання. Недоліком конструкції є швидка пристосовуваність рельєфу круга до оброблюваної поверхні при врізному шліфуванні нерухомих заготовок, що призводить до втрати різальної спроможності робочої поверхні. Відомий пристрій для магнітно-абразивного полірування плоских поверхонь [(Рис. 1.9, д), стор. 10). Барон Ю.М. Магнитно-абразивная и магнитная обработка изделий и режущих инструментов. - Л.: Машиностроение. Ленингр. отд-ние, 1986. - 176 с.]. Він складається з корпуса (індуктора), на торцевій поверхні якого розташована робоча поверхня в вигляді розміщених по кільцю по черзі полюсників та постійних магнітів. Магнітно-абразивний порошок, який закріплюється силами магнітного поля на торцевій поверхні індуктора, обертається разом з індуктором і полірує поверхню заготовки, яка поступально переміщується відносно робочої поверхні індуктора. Недоліком конструкції є низька продуктивність оброблення при поліруванні нерухомих заготовок внаслідок наявності тільки одного робочого руху - обертання індуктора. Найбільш близьким аналогом пристрою для абразивної обробки, який заявляється, є конструкція чашкового алмазного круга, який складається з корпуса та ексцентрично розташованого відносно осі обертання корпуса кільця з робочою поверхнею в вигляді алмазоносного шару та гвинтів закріплення кільця на корпусі [(Рис. 2.9, стор. 92). Абразивная и алмазная обработка материалов. Справочник. Под ред. д-ра техн. наук А.Н. Резникова. - М.: Машиностроение, 1977. - 391 с.]. Використання таких кругів для шліфування твердих сплавів забезпечує зменшення питомих витрат алмазів та сил різання, та поліпшення якості обробленої поверхні. Недоліком найближчого аналогу є технологічна обмеженість, яка при шліфуванні нерухомих заготовок залежить від ширини робочої поверхні b (розміром алмазоносного шару) та ексцентриситету , величина якого має постійне значення. Таким чином аналог призначений для оброблення певного розміру обробленої поверхні і не може бути використаний для обробки інших розмірів. Усунення дисбалансу, що виникає внаслідок ексцентричного розташування робочої поверхні, на таких кругах, як правило, виконується видаленням на корпусі необхідного об'єму матеріалу корпуса свердленням, який залежить від величини ексцентриситету. В основу винаходу поставлена задача удосконалення пристрою для абразивної обробки, в якому за рахунок нових конструктивних елементів, які забезпечують зміну амплітуди осцилюючого руху, що дає можливість оброблення плоских поверхонь нерухомих заготовок різних розмірів. Поставлена задача вирішується за рахунок того, що у відомому пристрої для абразивної обробки, який містить корпус, ексцентрично розташоване відносно осі обертання корпуса кільце з робочою поверхнею, гвинти для закріплення кільця з робочою поверхнею на корпусі, згідно з винаходом, кільце встановлене на корпусі з можливістю зміни величини ексцентриситету, при цьому на торцевій поверхні корпуса, протилежній тій, на якій розташована робоча поверхня, виконана кільцева канавка для закріплення вантажів, за допомогою яких усувають дисбаланс, а величина ексцентриситету робочої поверхні визначається згідно залежності B 2 b , з 2 де - величина ексцентриситету; Вз - максимальний розмір прямокутної оброблюваної поверхні заготовки; b - ширина робочої поверхні; Δ - величина перебігу. Можливість зміни величини ексцентриситету робочої поверхні відносно осі обертання корпусу забезпечується тим, що для закріплення кільця на корпусі виконані прорізі для розміщення гвинтів. Для підвищення надійності закріплення кільця на корпусі прорізі корпусу виконані дугоподібними, радіус кривизни яких визначається відстанню від гвинта-осі до відповідного закріплюючого гвинта. 1 UA 101990 C2 5 10 15 20 25 30 35 40 45 50 55 З метою використання пристрою, який має можливість змінювати амплітуду осцилюючого руху для магнітно-абразивної обробки плоских поверхонь, кільце виконане в вигляді магнітного індуктора. В запропонованому пристрої для абразивної обробки розширення його технологічних можливостей забезпечується за рахунок ознак, які відрізняють заявлений пристрій для абразивної обробки. Пристрій для абразивної обробки забезпечує оброблення нерухомих зразків різних розмірів за рахунок зміни величини осцилюючого руху, адже розмір обробленої поверхні В3 та ширина робочої поверхні В визначає величину ексцентриситету , який з урахуванням величини перебігів А може бути знайдений згідно залежності B 2 b . з 2 Враховуючи те, що зі зміною величини ексцентриситету, змінюється і дисбаланс пристрою, на торцевій поверхні корпуса, протилежній тій, на якій розташована робоча поверхня, виконана кільцева канавка для закріплення вантажів, за допомогою яких усувають дисбаланс. Виконання на корпусі прорізів дугоподібними, радіус кривизни яких визначається відстанню від гвинта-осі до відповідного закріплюючого гвинта, підвищує надійність закріплення робочої частини на корпусі за рахунок того, що силам, які діють в площині прилягання поверхонь корпусу та кільця, протидіють не тільки сили тертя, що виникають при затягуванні гвинтів для закріплення робочої частини, але і сили, які виникають як реакція в місцях дотику бокових поверхонь гвинта та прорізі. Внаслідок такого рішення забезпечується можливість збільшення режимів обробленні (наприклад, величини подачі на врізання), і, як наслідок, продуктивності обробки. При виконанні прорізів з паралельно розташованими поздовжніми осями симетрії, при збіганні напрямку дії сил різання з напрямком поздовжньої осі симетрії прорізів, кільце буде утримуватись на корпусі тільки за рахунок сил тертя, які виникають при затягуванні гвинтів для закріплення кільця, що може призвести до обмеження режимів обробки. Виконання, кільця в вигляді магнітного індуктора дозволить використовувати пристрій, який має можливість змінювати амплітуду осцилюючого руху, для магнітно-абразивної обробки плоских поверхонь. На фіг. 1 показаний пристрій для абразивної обробки з концентрично розташованою робочою поверхнею відносно осі обертання корпусу з паралельно розташованими поздовжніми осями симетрії прорізів в корпусі, вид зверху; на фіг. 2 - переріз А-А пристрою для абразивної обробки на фіг. 1; на фіг. 3 - пристрій для абразивної обробки з ексцентрично розташованою робочою поверхнею відносно осі обертання корпусу з дугоподібними прорізями, вид зверху; фіг. 4 - пристрій для абразивної обробки з ексцентрично розташованою робочою поверхнею відносно осі обертання корпусу з дугоподібними прорізями, вид знизу; на фіг. 5 - розташування робочої поверхні відносно оброблюваної поверхні заготовки при знаходженні ексцентриситету зліва від осі обертання корпуса; на фіг. 6 - розташування робочої поверхні відносно оброблюваної поверхні заготовки при знаходженні ексцентриситету справа від осі обертання корпуса; на фіг. 7 - пристрій для абразивної обробки з ексцентрично розташованою робочою поверхнею відносно осі обертання корпусу із магнітно-абразивного порошку, утримуваного магнітними силами індуктора на постійних магнітах. Пристрій для абразивної обробки складається з корпусу 1 з центром Ок, на якому розташоване кільце 2 з робочою поверхнею 3 з центром Орп. Гвинти 4 для закріплення кільця 2 на корпусі 1 розташовані в прорізях 5, виконаних на корпусі 1 і вкручені в різьбові отвори 6 на кільці 2. На торцевій поверхні 7 корпуса 1, протилежній тій, на якій розташована робоча поверхня 3, виконана кільцева канавка 8 для закріплення вантажів 9, за допомогою яких усувають дисбаланс. Отвір 10 служить для закріплення корпусу 1 на шпинделі верстата. Прорізі 5 на корпусі 1 можуть бути виконаними з паралельними поздовжніми осями симетрії (див фіг. 1) або дугоподібними (див фіг. 3, фіг. 4). В останньому випадку один із закріплюючих гвинтів 4 виконує додаткову роль гвинта-осі 11, а радіуси кривизни прорізів R1, R2, R3 визначаються відстанню від гвинта-осі 11 до відповідного закріплюючого гвинта 4. При виконанні прорізів 5 з паралельними поздовжніми осями симетрії ексцентриситет e робочої поверхні відносно осі обертання корпуса 1 встановлюється прямолінійним переміщенням кільця 2 на необхідну величину, яка визначається за залежністю B 2 b , з 2 де - величина ексцентриситету; Вз - максимальний розмір прямокутної оброблюваної поверхні заготовки; 2 UA 101990 C2 5 b - ширина робочої поверхні; Δ - величина перебігу. При виконанні прорізів 5 дугоподібними, величина ексцентриситету , яка знайдена за вище наведеною залежністю, встановлюється повертанням кільця 2 відносно гвинта-осі 11 на кут . Останній можна розрахувати за формулою 180 o e , Rв де Rв - радіус кола, на якому розташовані різьбові отвори 6 на кільці 2. При використанні пристрою для магнітно-абразивної обробки робоча поверхня являє собою магнітно-абразивний порошок який утримується магнітними силами на індукторі з послідовно розташованими постійними магнітами 12 та полюсниками 13 (див. фіг. 7). Складання пристрою для абразивної обробки виконують в такій послідовності. На корпус 1 встановлюється кільце 2 з робочою поверхнею 3 (алмазоносний шар або магнітно-абразивний порошок, утримуваний магнітними силами індуктору з постійних магнітів 12 та полюсників 13). В прорізі 5 встановлюються гвинти 6 і вкручуються в різьбові отвори 6. Кільце 2 зміщується відносно центра Ок корпуса 1 на величину ексцентриситету прямолінійним переміщенням кільця або шляхом його повороту на кут , після чого виконується закріплення кільця 2 з робочою поверхнею 3 затягуванням гвинтів 4, включаючи і гвинт-вісь 11. Зібраний пристрій для абразивної обробки встановлений отвором 10 на оправку для балансування на ножах підлягає статичному балансуванню шляхом переміщення вантажів 9 по кільцевій канавці 8. Після балансування пристрій для абразивної обробки готовий до роботи. Запропонований пристрій для абразивної обробки може використовуватись на машинобудівних підприємствах при заточуванні інструменту з різними розмірами оброблюваних поверхонь та поліруванні заготовок магнітно-абразивним методом, забезпечуючи при цьому зменшення собівартості оброблення до 30 % внаслідок скорочення номенклатури інструменту, необхідного для обробки поверхонь з різними розмірами. 10 15 20 25 ФОРМУЛА ВИНАХОДУ 30 35 40 45 1. Пристрій для абразивної обробки, який містить корпус, ексцентрично розташоване відносно осі обертання корпуса кільце з робочою поверхнею, гвинти для закріплення кільця з робочою поверхнею на корпусі, який відрізняється тим, що кільце встановлене на корпусі з можливістю зміни величини ексцентриситету, при цьому на торцевій поверхні корпуса, протилежній тій, на якій розташована робоча поверхня, виконана кільцева канавка для закріплення вантажів, за допомогою яких усувають дисбаланс, а величина ексцентриситету робочої поверхні визначається згідно залежності B 2 b e з , 2 де e - величина ексцентриситету; Вз - максимальний розмір прямокутної оброблюваної поверхні заготовки; b - ширина робочої поверхні; Δ - величина перебігу. 2. Пристрій для абразивної обробки за п. 1, який відрізняється тим, що для закріплення кільця на корпусі виконані прорізі для розміщення гвинтів. 3. Пристрій для абразивної обробки за п. 1 або 2, який відрізняється тим, що прорізі на корпусі виконані дугоподібними, радіус кривизни яких визначається відстанню від гвинта-осі до відповідного закріплюючого гвинта. 4. Пристрій для абразивної обробки за п. 1, який відрізняється тим, що кільце виконане в вигляді магнітного індуктора. 3 UA 101990 C2 4 UA 101990 C2 5 UA 101990 C2 6 UA 101990 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for abrading
Автори англійськоюMatiukha Petro Hryhorovych, Blahodarnyi Anton Olehovych, Honopolskyi Mykola Yakovych
Назва патенту російськоюУстройство для абразивной обработки
Автори російськоюМатюха Петр Григорьевич, Благодарный Антон Олегович, Гонопольский Николай Яковлевич
МПК / Мітки
МПК: B24B 31/10, B24D 7/00
Мітки: абразивної, обробки, пристрій
Код посилання
<a href="https://ua.patents.su/9-101990-pristrijj-dlya-abrazivno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для абразивної обробки</a>
Пристрій для магнітно-абразивної обробки
Номер патенту: 100458
Опубліковано: 25.12.2012
Автори: Гонопольський Микола Якович, Матюха Петро Григорович, Благодарний Антон Олегович
МПК: B24B 31/112
Мітки: магнітно-абразивної, пристрій, обробки
Формула / Реферат:
Пристрій для магнітно-абразивної обробки, який складається зі станини, індуктора, зібраного з розташованих по черзі відносно робочої поверхні індуктора постійних магнітів та магнітопроводів, встановленого з можливістю переміщення відносно станини, та приводу індуктора, який відрізняється тим, що корпус індуктора встановлений на валу приводу з гарантованим зазором, на корпусі індуктора розміщене кільце опорного кулькового підшипника, інше...
Пристрій для вібраційної абразивної обробки деталей
Номер патенту: 31745
Опубліковано: 15.12.2000
Автор: Симонюк Володимир Павлович
МПК: B24B 31/06
Мітки: вібраційної, абразивної, деталей, обробки, пристрій
Текст:
...над сердечником якого з нижньої сторони по центру днища робочого контейнера жорстко прикріплена пластина з магнітного матеріалу. На направляючих вільно посаджені циліндричні пружини вільні кінці яких фіксовані фланцями-мутрами ( Див. пат. України № 18052, В 24 В 31/06; В 06 В1/18, 1997 ). Суттєвим недоліком такої системи віброзбудження вібраційного верстата є застосування двох приводів, а саме, для обертального руху один і поступального...
Пристрій для струминно-абразивної обробки поверхонь
Номер патенту: 48600
Опубліковано: 25.03.2010
Автори: Ткаченко Самсон Олексієвич, Бережний Григорій Федорович, Лященко Борис Володимирович, Яременко Володимир Федорович
Мітки: обробки, поверхонь, пристрій, струминно-абразивної
Формула / Реферат:
Пристрій для струминно-абразивної обробки поверхонь, що містить бункер для абразивного матеріалу, компресор, паливний бак, обладнаний трубопроводами, та генератор абразивного струменя, камера згорання якого обмежена жаровою трубою з отворами, а на її вхід підведено патрубок подання стисненого повітря до завихрювача і порожнин охолодження, матеріальний патрубок подання повітряно-абразивної суміші та трубопровід подання палива, який...
Пристрій для магнітно-абразивної об’ємної обробки деталей
Номер патенту: 92513
Опубліковано: 10.11.2010
Автори: Гейчук Володимир Миколайович, Гаврушкевич Андрій Юрійович, Майборода Віктор Станіславович
МПК: B24B 31/112
Мітки: магнітно-абразивної, пристрій, деталей, об'ємної, обробки
Формула / Реферат:
1. Пристрій для магнітно-абразивної об'ємної обробки деталей, що містить магнітопровід з двома парами полюсних наконечників, на робочій радіальній поверхні кожного з яких виконані гвинтові канавки, кожна пара з полюсних наконечників розташована по торцях зубчатого вінця деталі вздовж осі робочої зони, в якій розміщена оброблювана деталь з утворенням торцевих та радіальних робочих зазорів, пристрій для встановлення деталі з можливістю її...
Пристрій для абразивної обробки замкнених внутрішніх контурів деталей
Номер патенту: 30991
Опубліковано: 15.12.2000
Автори: Крук Людмила Олександрівна, Крук Сергій Григорович, Халід Абу Ель Хусейн, Петраков Юрій Володимирович
МПК: B24B 21/00
Мітки: замкнених, внутрішніх, деталей, пристрій, абразивної, контурів, обробки
Текст:
...ролик 6 передає рух абразивній стрічці 8, котра охоплює притиск 4 і ведений ролик 7 та натягується натяжним механізмом 9. Крім того, обертання вала 11 двигуна 12 через шків 15, кліноремінну передачу 14 передається на несучий шків 13. Таким чином, ролики 6 і 7 разом зі стрічкою 8 обертаються навколо притиску 4, котрий взаємодіє з поверхнею деталі 25, що має можливість самовстановлення завдяки пружному закріпленню стільця 26 на верхній...
Попередній патент: Пристрій для видалення згустків осаду та спосіб видалення згустків осаду, отриманих при фільтрації під тиском у герметичному резервуарі
Наступний патент: Система та спосіб позиціонування
Випадковий патент: Спосіб здійснення полум'яного гідролізу галогенідів або органогалогенідів металів