Лусочки з матеріалів типу скла
Формула / Реферат
1. Лусочки зі скла, призначені для застосування в іншому матеріалі для поліпшення однієї або більше його механічних властивостей, які відрізняються тим, що мають середню товщину до 200 нм і принаймні 80 % яких мають товщину в межах 20 % від номінальної середньої товщини.
2. Лусочки за п. 1, які відрізняються тим, що їх середня товщина становить 10-100 нм.
3. Лусочки за п. 1 або 2, які відрізняються тим, що їх середня товщина становить 40-100 нм.
4. Лусочки за будь-яким з попередніх пунктів, які відрізняються тим, що мають аспектне відношення максимального поперечного розміру до товщини від 50:1 до 25000:1.
5. Лусочки за п. 1, які відрізняються тим, що скло являє собою ECR-скло, С-скло або Е-скло.
6. Лусочки за будь-яким з попередніх пунктів, які відрізняються тим, що включають два або більше металів або оксидів металів.
7. Обладнання для виготовлення лусочок, що включає чашу, встановлену з можливістю обертання навколо поздовжньої осі, засіб для подачі розплавленого скла в цю чашу, засіб для обертання чаші навколо згаданої осі, в результаті чого плівка розплавленого скла змушена радіально стікати по ободу чаші, і пластини, що утворюють кільцеву трубу Вентурі, для приймання плівки розплавленого скла, яке відрізняється тим, що включає ізоляційний засіб, розташований принаймні частково навколо чаші.
8. Обладнання для виготовлення лусочок, що включає чашу, встановлену з можливістю обертання навколо поздовжньої осі, засіб для подачі розплавленого скла в цю чашу, засіб для обертання чаші навколо згаданої осі, в результаті чого плівка розплавленого скла змушена радіально стікати по ободу чаші, і пластини, що утворюють кільцеву трубу Вентурі, для приймання плівки розплавленого скла, яке відрізняється тим, що включає засіб для нагрівання чаші під час її обертання.
9. Обладнання за п. 7 або 8, яке відрізняється тим, що включає засіб для нагрівання розплавленого скла у міру його подачі в чашу.
10. Обладнання за будь-яким з пп. 7-9, яке відрізняється тим, що включає ємність для утримання розплавленого скла, причому ця ємність оснащена насадкою для регулювання потоку, що витікає з неї, при цьому відстань між регулюючою насадкою та входом в обертову чашу становить 75-850 мм,
11. Обладнання за будь-яким з пп. 7-10, яке відрізняється тим, що відстань між ободом чаші та входом у кільцеву трубу Вентурі становить 10-75 мм.
12. Обладнання за будь-яким з пп. 7-11, яке відрізняється тим, що відстань між пластинами, що утворюють кільцеву трубу Вентурі, становить 2-12 мм.
Текст
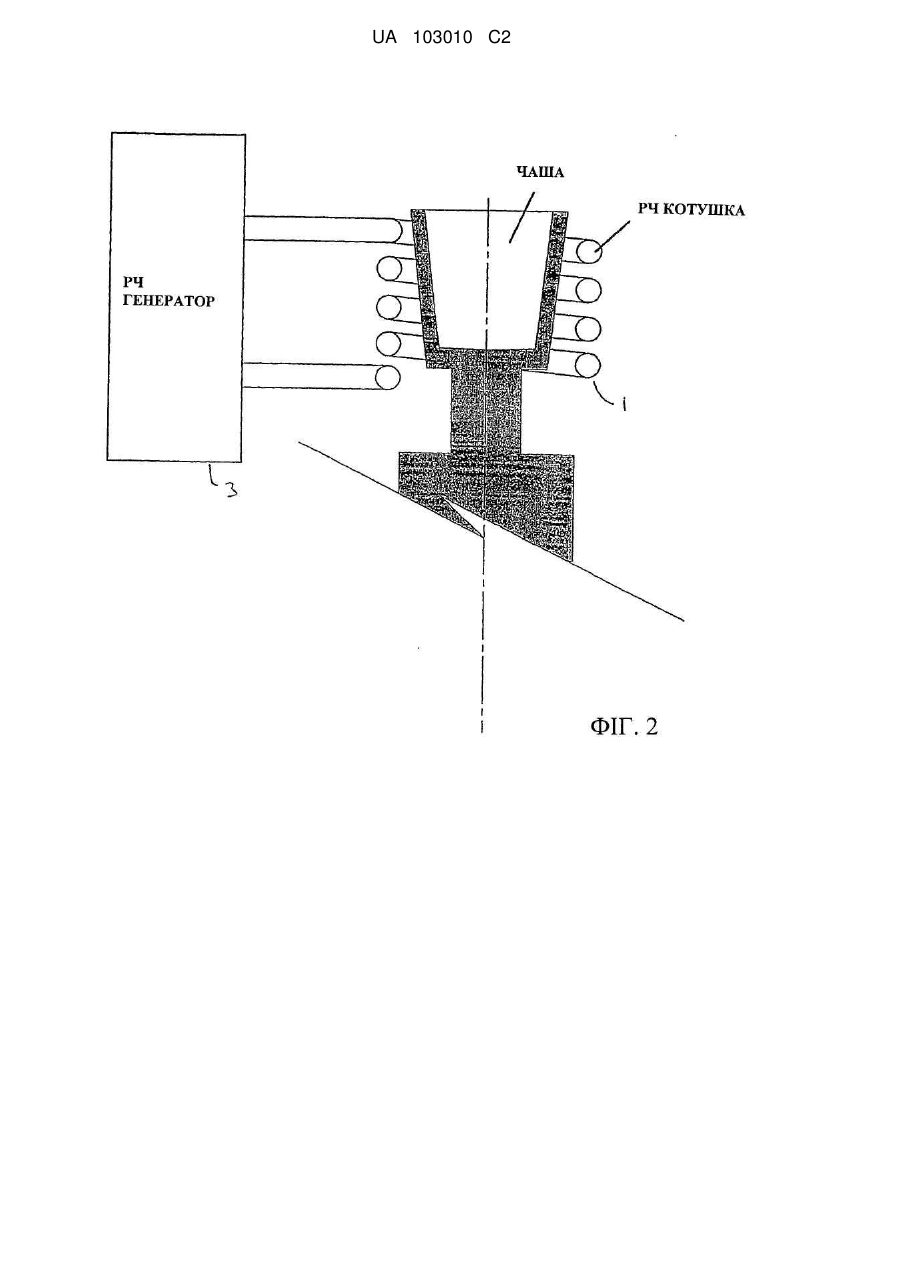
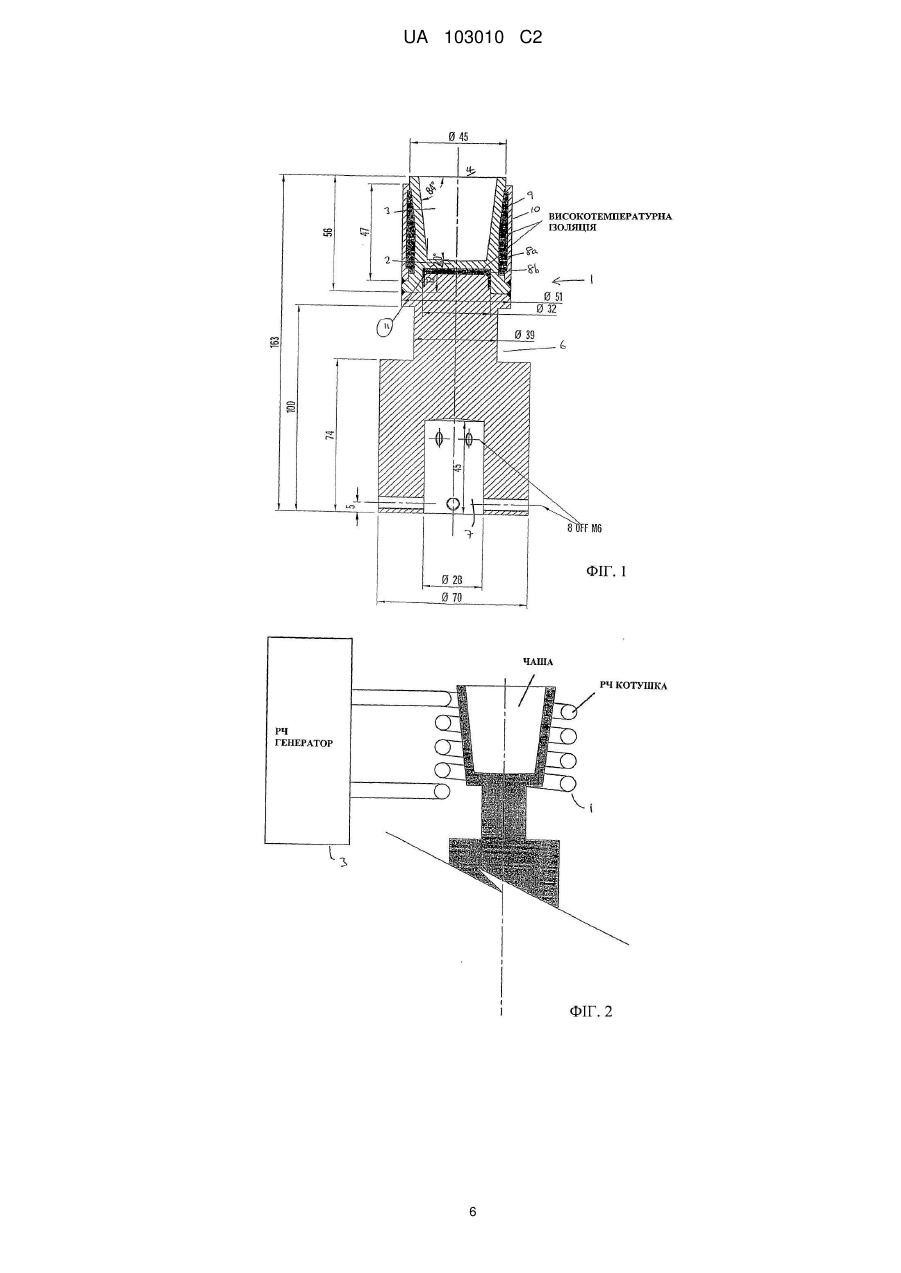
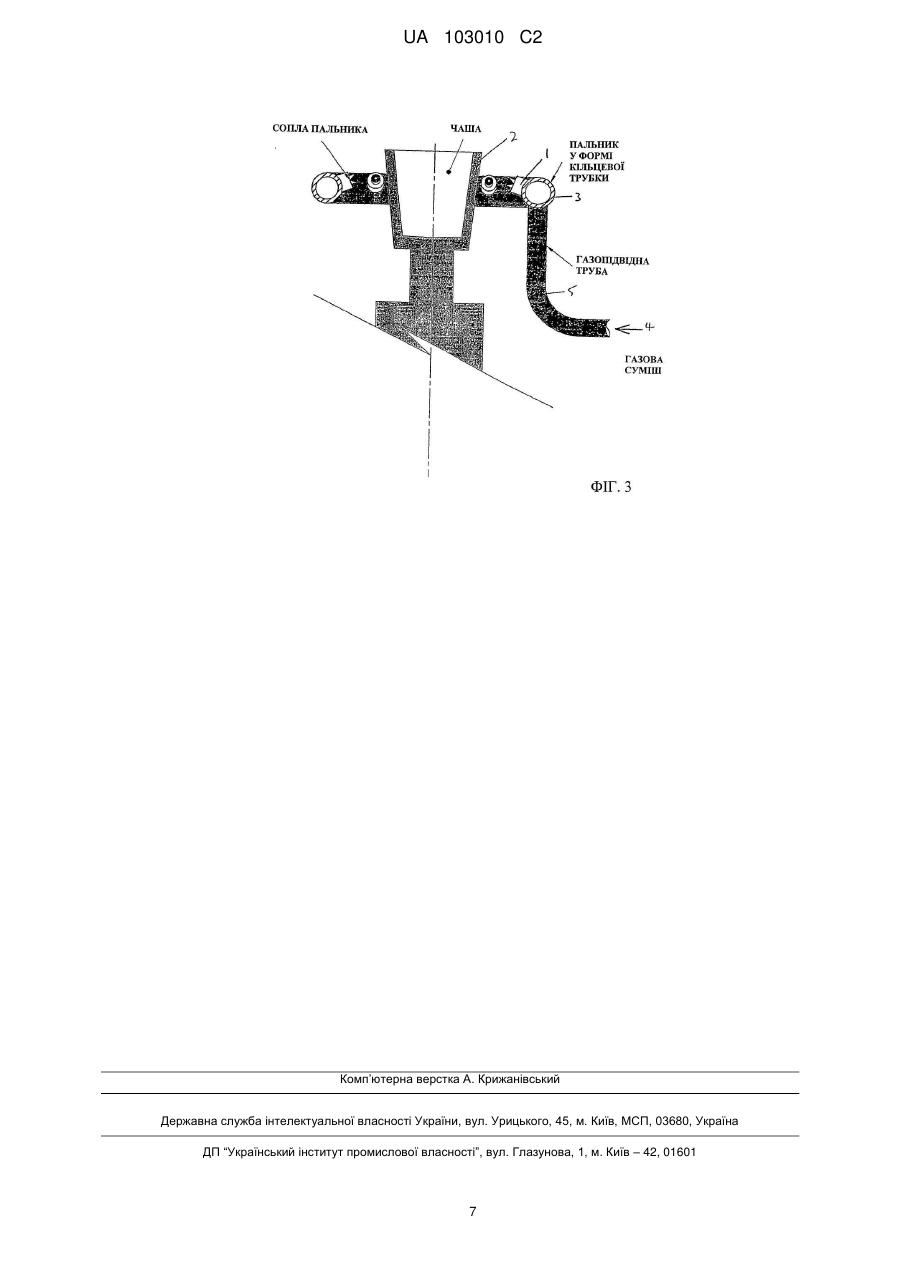
Реферат: Винахід пропонує лусочки товщиною не більше 200 нм, виготовлені зі скла. Також описане обладнання для виготовлення таких лусочок. Обладнання включає установлену з можливістю обертання чашу для приймання розплавленого скла. Обладнання, крім того, включає або ізоляційний засіб, розміщений принаймні частково навколо чаші, або засіб для нагрівання чаші під час її обертання. UA 103010 C2 (12) UA 103010 C2 UA 103010 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь техніки Винахід відноситься до лусочок або інших частинок скла або інших склоподібних, керамічних або металічних матеріалів, зокрема до лусочок або частинок малої товщини, до способів виготовлення таких лусочок або частинок, конкретних видів їхнього застосування та до виробів, що їх містять. Рівень техніки Відомий спосіб виготовлення скляних лусочок, який передбачає використання обертової чаші, для утворення тонкої плівки розплавленого скла, що радіально стікає по ободу цієї обертової чаші. Плівка подається між двох пластин, що утворюють кільцеву трубу Вентурі, та охолоджується примусовим потоком повітря. Ця плівка розбивається завдяки згаданому високошвидкісному потоку повітря та переданому ним опору (опору тертя). Такий спосіб і пристрій для його здійснення є предметом винаходу ЕР 0289240. Параметри, застосовувані для ефективного виробництва плоских скляних лусочок рівномірної товщини, згідно зі способом, описаним в ЕР 0289240, є різноманітними та складними і включають: - склад, температуру плавлення та в'язкість скла - температуру скла в резервуарі для розплаву - потік маси скла, що виходить з резервуара і входить в чашу - температуру скла, що входить в чашу - відстань між виходом з резервуара для скла та входом в чашу - діаметр і глибину чаші - тепловідвідні властивості чаші - швидкість обертання чаші - відстань між ободом чаші та входом у радіальну трубу Вентурі - відстань між пластинами, що утворюють радіальну трубу Вентурі - діаметр пластин труби Вентурі - об'єм і тиск повітря, яке продувають між пластинами труби Вентурі - температуру повітря, що проходить між пластинами труби Вентурі - діаметр і конструкцію циклонного колектора. Всі ці параметри можна змінювати, в результаті чого будуть чи не будуть утворюватися скляні лусочки. Лусочки можуть бути плоскими або хвилястими, можуть суттєво відрізнятися за товщиною або мати дуже узгоджену товщину. Лусочки можуть бути великими та маленькими у поперечному перерізі та/або за товщиною. Завдяки цьому способу та відповідному регулюванню вищезазначених параметрів спочатку стало можливим виготовляти лусочки із середньою товщиною 1-10 мкм. В результаті подальших розробок змогли виготовляти лусочки із середньою товщиною 350 нм - 1 мкм. Однак цей спосіб не можна застосовувати для виготовлення лусочок з діоксиду кремнію (скла) із середньою товщиною менше 350 нм. Для виготовлення лусочок розміром менше 350 нм пристрій, описаний у міжнародній заявці WO 2004/056716, забезпечує нагрівання нисхідного потоку скла, що виходить з резервуара склоплавильної печі, шляхом пропускання крізь цей потік електричного струму між верхнім електродом біля вихідного отвору резервуара склоплавильної печі та нижнім електричним з'єднанням, прикріпленим до обертового пристрою. Однак такий пристрій має ряд недоліків. Поперше, таке обладнання зазвичай потребує дуже високої напруги (більше 5000 В, а в багатьох випадках - до 10000 В) для забезпечення достатнього нагрівання, і це створює серйозний ризик ураження оператора електричним струмом. По-друге, таке обладнання часто не може ефективно функціонувати впродовж тривалої промислової експлуатації. Не прив'язуючись до будь-якої теорії, вважають, що це обумовлено тим, що гарячий потік скла, що входить в чашу, твердне при контакті з набагато холоднішою масою обертової чаші і утворює електроізоляційний шар, який значно зменшує величину струму, що надходить до нисхідного потоку скла і, таким чином, зменшує відповідне нагрівання. У міжнародній заявці WO 2004/056716 також запропоноване нагрівання нисхідного потоку скла шляхом радіочастотного (РЧ) індукційного нагрівання, але цей спосіб виявився неефективним і важким для реалізації у виробництві. Суть винаходу Лусочки Винахід пропонує лусочки із середньою товщиною не більше 350 нм. У кращому варіанті такі лусочки мають середню товщину не більше 200 нм. Особлива перевага віддається товщині в межах 10-100 нм, в тому числі в межах 40-100 нм. 1 UA 103010 C2 5 10 15 20 25 30 35 40 45 50 55 Аспектне відношення максимального поперечного розміру до товщини у кращому варіанті становить від50:1 до 25000:1, переважно від 50:1 до 1500:1. Запропоновані лусочки можуть складатися зі скла, базальту, кераміки, наприклад оксиду алюмінію, графіту та металів, наприклад міді. Кращим матеріалом є скло, наприклад ECR-скло (безлужне скло, що не містить бору та фтору). Іншими прикладами є С-скло, Е-скло, LA-скло. У кращому варіанті запропоновані скляні лусочки мають рівномірну товщину. Принаймні 80 % скляних лусочок переважно мають товщину в межах 20 % від номінальної середньої товщини. Спосіб виготовлення лусочок Було виявлено, що для виготовлення запропонованих скляних лусочок малої товщини та/або з невеликим розподілом товщини необхідно ретельно регулювати наступні параметри: - склад, температуру плавлення та в'язкість скла - температуру скла в резервуарі для розплаву - потік маси скла, що виходить з резервуара і входить в чашу - температуру скла, що входить в чашу - відстань між виходом з резервуара для скла та входом в чашу - діаметр і глибину чаші - тепловідвідні властивості чаші - швидкість обертання чаші - відстань між ободом чаші та входом у радіальну трубу Вентурі - відстань між пластинами, що утворюють радіальну трубу Вентурі - діаметр пластин труби Вентурі - об'єм і тиск повітря, яке продувають між пластинами труби Вентурі - температуру повітря, що проходить між пластинами труби Вентурі - діаметр і конструкцію циклонного колектора Крім того, було виявлено, що для виготовлення запропонованих скляних лусочок резервуар склоплавильної печі повинен працювати при високих температурах, в діапазоні 1050-1600 °C. Також виявили, що для виготовлення таких лусочок особливо важливо дуже ретельно регулювати (і) температуру потоку скла, що виходить з резервуара для розплаву; (іі) потік маси розплавленого скла; (ііі) тепловтрату скла в обертовій чаші; (iv) обертання розплавленої плівки та її розтягування (перед тим, як вона переохолодиться і розіб'ється на лусочки). Що стосується регулювання температури потоку скла, що виходить з резервуара склоплавильної печі, в заданому діапазоні, то важливо зменшувати величину тепловтрати до дуже низького рівня. Виявили, що розплавлене скло втрачає багато тепла в обертовій чаші, виготовленій з металу і яка має великі масу, проводимість і питому теплоємність відносно кількості розплавленого скла, що знаходиться в ній, за станом на будь-який момент часу впродовж процесу виробництва. Несподіванно виявили, що величина тепловтрати у відомих чашах, яка є бажаною для виготовлення більш товстих лусочок, є обмежуючим фактором при виготовленні тонких лусочок на відомому обладнанні. Було виявлено, що для зменшення товщини кінцевих лусочок у запропонованому способі їх виготовлення, необхідно забезпечити чашу ізоляцією для запобігання тепловтраті. Крім того, дійшли висновку, що потрібен пристрій для нагрівання чаші. При використанні такої ізоляції та/або нагрівання можна обійтися без зовнішнього РЧ (мікрохвильового) нагрівання нисхідного потоку скла (типу, описаного у WO 2004/056716) або цього можна досягти із збільшеним виходом скла, що полегшує таким чином керування обладнання оператором. У кращому варіанті винаходу застосовують і зовнішнє РЧ-нагрівання, і ізоляцію та/або нагрівання чаші. В результаті цього скло має можливість виходити з чаші і входити в трубу Вентурі з набагато вищою температурою, ніж у відомих способах, що дає можливість виготовляти маленькі лусочки із середньою товщиною 10-350 нм. Не прив'язуючись до будьякої теорії, вважають, що зовнішнє нагрівання скла під час його сходження зі склоплавильної печі, гарантує, що ізольована та/або нагріта чаша зберігає набагато вищу температуру, що дає можливість утворювати зі скла, що виходить, більш тонкі лусочки при проходженні через пластини Вентурі. Чаша Далі ізоляція чаші буде описана більш детально з посиланням на фіг. 1 супровідних креслень, на якій представлений поздовжній профіль частини запропонованого обладнання. Чашу 1 виконано, наприклад, з відповідної сталі, але можна використовувати й інші метали, наприклад платину, а також інші сплави. Верхню частину чаші утворює верхня секція 2. Ця 2 UA 103010 C2 5 10 15 20 25 30 35 40 верхня секція має видалену центральну конічну секцію 3. Діаметр видаленої секції 3 становить 48 мм зверху і 28 мм знизу, і внутрішня глибина чаші 1 становить 15-16 мм. Верхню секцію 2 можна знімати з нижньої секції 6 та з'єднувати з нею з можливістю закріплення. Нижня секція 6 має нижню видалену цилиндричну секцію 7 для знімного з'єднання нижньої секції 6 з вторинним приводним валом електродвигуна (не показаний). Для виготовлення запропонованих лусочок необхідно забезпечити дуже ефективну ізоляцію навколо центральної конічної секції 3. Відповідна ізоляція показана на фіг. 1 (8а і 8b). Верхня секція 3 має виточене в ній заглиблення 9. Відповідними матеріалами для ізоляції є високотемпературне захисне покриття з керамічного волокна. Для утримання ізоляції 8а на місці передбачена зовнішня щільно прилягаюча практично циліндрична секція 1, яку можна знімно або постійно з'єднувати з верхньою секцією 2 відомим з'єднувальними засобами, наприклад болтами (не показані), або зварюванням. Було виявлено, що для стабільного виготовлення запропонованих лусочок вигідні застосовувати додаткову ізоляцію 8Ь на нижньому кінці центральної конічної секції 3. І вставляють у виточене заглиблення 11 і утримують на місці, коли нижню секцію 6 з'єднуют з верхньою секцією 2 відомими з'єднувальними засобами, наприклад болтами (не показані} або зварюванням. Нагрівальний пристрій Нагрівальний пристрій для чаші далі буде описаний детальніше з посиланням на фіг.2 і 3 супровідних креслень. На фіг. 2 показаний відповідний нагрівальний пристрій, що включає котушку 1 щільно приладжену навколо обертової чаші 2, з'єднаної з РЧ (мікрохвильовим) генератором 3, що при роботі передає енергію безпосередньо металевій чаші 2. На фіг. 3 показана альтернативна конструкція з газополуменевими соплами 1 спрямованими безпосередньо всередину від пальника 3 у формі кільцевої труби (в якиі подається газова суміш 4 по газопідвідній трубі 5) на зовнішню поверхню чаші 2 для ї нагрівання або просто для зменшення тепловтрати обертової чаші. Кращим способом нагрівання є РЧ-нагрівання, описане вище і показане на фіг. 2 оскільки при застосуванні такого нагрівання немає ризику, що газові сопла ненавмисне попередньо нагріють потік охолодного повітря, що входить між пластинами Вентурі. Так< попереднє нагрівання може зробити неможливим або утруднити виготовленню (систематичне) заданих лусочок. Приклади Далі наведені приклади способу, в якому застосований запропонований пристрій. Приклад 1 Тип скла ECR-скло Температура скла на 1230 °C виході з резервуара Висота падіння 400 мм Зазор між пластинами 10 мм Вентурі 380 мм водяного Тиск повітря стовпа Діаметр чаші 48 мм Тип чаші з ізоляцією Швидкість обертання 5000 об/хв чаші Середня товщина 350 нм виготовлених лусочок Щодо регулювання потоку маси скла, що виходить з резервуара склоплавильної печі, то його можна також збільшувати або зменшувати, тобто регулювати, переважно за допомогою насадки, яка є більшою за розміром, ніж розмір заданого потоку. Цю насадку охолоджують, в результаті чого скло на випускному діаметрі отвору цієї насадки твердне і обмежує потік скла перед тим, як його подадуть вниз за допомогою відповідного охолоджувального пристрою (наприклад, такого, який описано у міжнародній патентній заявці WO 2004/056716). Як варіант, для регулювання потоку попереду насадки можна прикріпити пристрій з висувним шибером. 3 UA 103010 C2 Приклад 2 Тип скла 5 10 15 20 25 30 35 40 45 Боросилікатне скло LAG6 Температура скла на 1360 °C виході з резервуара Висота падіння 350 мм Зазор між пластинами 8 мм Вентурі 420 мм водяного Тиск повітря стовпа Діаметр чаші 38 мм Тип чаші з ізоляцією Швидкість обертання 6000 об/хв чаші Середня товщина 100 нм виготовлених лусочок Існують більш жорсткі допуски щодо розміру чаші та кільцевої трубки Вентурі, і застосовують більшу швидкість проходження через трубу Вентурі та нижчий тиск повітря. Для кожного конкретного складу скла є набір параметрів, завдяки яким отримують плоскі лусочки постійної товщини. Для виготовлення дуже тонких запропонованих лусочок можна прийняти наступні діапазони та умови, або принаймні деякі з них: - потік маси скла - 0,2-2,5 кг/хв - температура скла біля регулюючої насадки - 1200-1450 °C - температура скла в обертовій чаші - 1220-1350 °C - відстань між регулюючою насадкою резервуара для розплаву та входом в обертову чашу 75-500 мм - діаметр обертової чаші - 28-48 мм по зовнішньому діаметру - глибина обертової чаші - 15-60 мм - швидкість обертання чаші - 5000-14000 об/хв - обертова чаша має зовнішню ізоляцію, як у Прикладі 2, та/або нагріта - відстань між ободом чаші та входом у кільцеву трубу Вентурі - 10-75 мм - відстань між пластинами, що утворюють кільцеву трубу Вентурі - 2-12 мм - тиск повітря всередині системи - 180-580 мм водяного стовпа. При вищенаведених параметрах, для даного потоку маси і температури, можна виготовляти нанорозмірні лусочки з товщиною в зазначених межах. Склад скла може бути дуже різним, можна також виготовляти керамічні лусочки при наведених параметрах, але застосовуючи температуру 1450-1800 °C та охолоджену обертову чашу. Для виготовлення лусочок з металів або інших плавких матеріалів ці параметри потребуватимуть змін. Застосування лусочок Запропоновані скляні лусочки можуть бути компонентом багатьох інших матеріалів, наприклад наповнювачів. Ці інші матеріали можна вибирати з великої кількості відомих матеріалів. Прикладами таких матеріалів є поліолефінові пластики, такі як поліетилен, поліпропілен, політетрафторетилен, полівінілдифторид і полібутани. Інші матеріали включають поліефіри, епоксидні смоли та полісилоксани. Було виявлено, що включення запропонованих скляних лусочок в інші матеріали поліпшує механічні властивості, наприклад ударну міцність, зносостійкість, міцність на розрив, гнучкість, міцність при стисканні та деформацію повзучості. Матеріали, що включають запропоновані скляні лусочки, можуть утворювати захисні плівки та ламінати і не потребують окремого захисного покриття. Крім того, вони можуть бути включені в еластомери, наприклад силіконові каучуки та природні каучуки, наприклад у стрічкових конвейєрах і шинах. Описані лусочкі можна включати в пакувальні матеріали, товстіші за плівки (ті, що використовують при виготовленні пляшок) для припинення дифузії газу або замість нанорозмірних лусочок природної глини для поліпшення ефекту при нижчій вартості. Запропоновані скляні лусочки можна додавати в сполуки та композиції, застосовувані при виготовленні лінолеуму для підлоги або керамічної плитки для поліпшення зносостійкості та зовнішнього вигляду. Запропоновані скляні лусочки можна додавати в сполуки та композиції, застосовувані при виготовленні ізоляції електричного кабелю для підвищення вогнезахисту та/або зменшення димоутворення. 4 UA 103010 C2 5 10 15 20 Запропоновані скляні лусочки можна також додавати в сполуки та композиції, застосовувані при виготовленні підкладкових матеріалів для підлогових покриттів і килимів, наприклад таких, які використовують в літаках, також для підвищення вогнезахисту та/або зменшення димоутворення. Запропоновані скляні лусочки можна застосовувати при виготовленні покриттів, наприклад політетрафторетиленових, для сковорід або іншого кухонного посуду з підвищеною термостійкістю та стійкістю до дряпання. Запропоновані скляні лусочки можна додавати в сполуки та композиції, застосовувані при виготовленні гальмівних колодок і башмаків, заявдяки чому підвищується фрикційне затискання та зменшується зношення. Запропоновані скляні лусочки можна також використовувати при виготовленні паперу для підвищення стійкості до розриву та стійкості до пошкодження водою. Запропоновані скляні лусочки можна також використовувати в сполуках чи композиціях або зі сполуками чи композиціями, застосовуваними при виготовленні друкованих схем і гнучкої електронної узагальненої друкованої схеми для поліпшення однієї або більше з таких характеристик як міцність, термостабільність та опір електричному струму. З іншого боку, можна виготовляти вироби нормальної міцності, термостабільності та/або опору, використовуючи тонший матеріал, що веде до зниження вартості. В описаних видах застосування скляні лусочки можуть бути покриті агентом першої хімічної групи, що взаємодіє зі скляними лусочками, і другої хімічної групи, що взаємодіє зі сполукою або композицією, до якої скляні лусочки додані. В описаних видах застосування може виникнути необхідність використання в'яжучих, зв'язуючих або інших стабілізуючих агентів або домішок, відомих в галузі, для сприяння ефективному використанню лусочок. 25 ФОРМУЛА ВИНАХОДУ 30 35 40 45 50 55 1. Лусочки зі скла, призначені для застосування в іншому матеріалі для поліпшення однієї або більше його механічних властивостей, які відрізняються тим, що мають середню товщину до 200 нм і принаймні 80 % яких мають товщину в межах 20 % від номінальної середньої товщини. 2. Лусочки за п. 1, які відрізняються тим, що їх середня товщина становить 10-100 нм. 3. Лусочки за п. 1 або 2, які відрізняються тим, що їх середня товщина становить 40-100 нм. 4. Лусочки за будь-яким з попередніх пунктів, які відрізняються тим, що мають аспектне відношення максимального поперечного розміру до товщини від 50:1 до 25000:1. 5. Лусочки за п. 1, які відрізняються тим, що скло являє собою ECR-скло, С-скло або Е-скло. 6. Лусочки за будь-яким з попередніх пунктів, які відрізняються тим, що включають два або більше металів або оксидів металів. 7. Обладнання для виготовлення лусочок, що включає чашу, встановлену з можливістю обертання навколо поздовжньої осі, засіб для подачі розплавленого скла в цю чашу, засіб для обертання чаші навколо згаданої осі, в результаті чого плівка розплавленого скла змушена радіально стікати по ободу чаші, і пластини, що утворюють кільцеву трубу Вентурі, для приймання плівки розплавленого скла, яке відрізняється тим, що включає ізоляційний засіб, розташований принаймні частково навколо чаші. 8. Обладнання для виготовлення лусочок, що включає чашу, встановлену з можливістю обертання навколо поздовжньої осі, засіб для подачі розплавленого скла в цю чашу, засіб для обертання чаші навколо згаданої осі, в результаті чого плівка розплавленого скла змушена радіально стікати по ободу чаші, і пластини, що утворюють кільцеву трубу Вентурі, для приймання плівки розплавленого скла, яке відрізняється тим, що включає засіб для нагрівання чаші під час її обертання. 9. Обладнання за п. 7 або 8, яке відрізняється тим, що включає засіб для нагрівання розплавленого скла у міру його подачі в чашу. 10. Обладнання за будь-яким з пп. 7-9, яке відрізняється тим, що включає ємність для утримання розплавленого скла, причому ця ємність оснащена насадкою для регулювання потоку, що витікає з неї, при цьому відстань між регулюючою насадкою та входом в обертову чашу становить 75-850 мм. 11. Обладнання за будь-яким з пп. 7-10, яке відрізняється тим, що відстань між ободом чаші та входом у кільцеву трубу Вентурі становить 10-75 мм. 12. Обладнання за будь-яким з пп. 7-11, яке відрізняється тим, що відстань між пластинами, що утворюють кільцеву трубу Вентурі, становить 2-12 мм. 5 UA 103010 C2 6 UA 103010 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюFlakes made of materials such as glass
Автори російськоюWatkinson, Charles
МПК / Мітки
МПК: C03B 37/005, C03C 12/00, B22F 1/00
Мітки: лусочки, матеріалів, типу, скла
Код посилання
<a href="https://ua.patents.su/9-103010-lusochki-z-materialiv-tipu-skla.html" target="_blank" rel="follow" title="База патентів України">Лусочки з матеріалів типу скла</a>
Спосіб створення адгезійного з`єднання деталей з неметалевих матеріалів типу неорганічного скла та ситалів
Номер патенту: 14571
Опубліковано: 15.05.2006
Автори: Ляшенко Борис Артемович, Ліпінська Наталія Володимирівна, Родічев Юрій Михайлович
МПК: C03C 27/06
Мітки: ситалів, типу, спосіб, скла, створення, деталей, матеріалів, неорганічного, з'єднання, неметалевих, адгезійного
Формула / Реферат:
Спосіб створення адгезійного з'єднання деталей з неметалевих матеріалів типу неорганічного скла та ситалів, що включає операції шліфування і полірування поверхонь деталей, які з'єднують, напилення проміжного прошарку адгезійно-активного металу на поверхню однієї із з'єднуваних деталей, призначену для сполучення з відповідно підготовленою поверхнею другої деталі, введення деталей в контакт підготовленими поверхнями, фіксації положення деталей...
Спосіб і пристрій для термічної обробки матеріалів зі скла та природних матеріалів, зокрема вулканічного походження
Номер патенту: 72250
Опубліковано: 15.02.2005
Автори: Гаєк Мілан, Волф Вацлав, Возаб Ярослав, Драгош Їржі
Мітки: зокрема, обробки, походження, спосіб, матеріалів, пристрій, природних, термічної, вулканічного, скла
Формула / Реферат:
1. Спосіб термічної обробки матеріалів зі скла та природних матеріалів, зокрема, вулканічного походження, який відрізняється тим, що в періодичному чи безперервному процесі виробництва матеріал при температурі в діапазоні від температури навколишнього середовища до 1800°С піддають дії мікрохвиль з частотою коливання від 1 МГц до 10 ГГц .2. Спосіб за п. 1, який відрізняється тим, що частота коливання мікрохвиль лежить у діапазонах 1...
Вузол з’єднання деталей зі скла чи склокристалічних матеріалів
Номер патенту: 16714
Опубліковано: 15.08.2006
Автор: Маслов Володимир Петрович
МПК: H05B 3/16, B60L 1/00, H05B 1/00, G02B 11/00
Мітки: скла, деталей, склокристалічних, матеріалів, вузол, з'єднання
Формула / Реферат:
Вузол з'єднання деталей зі скла чи склокристалічних матеріалів, що з'єднані шаром алюмінію, який відрізняється тим, що як з'єднувальний шар використовують фольгу з алюмінію або його сплавів.
Спосіб виготовлення тонкого листового полірованого скла
Номер патенту: 38341
Опубліковано: 15.05.2001
Автори: Мінаков Віктор Павлович, Копейченко Дмитро Миколайович, Чорний Богдан Петрович, Надемський Віктор Анатолійович, Лазоркін Віктор Андрійович, Атраментов Володимир Олексійович
МПК: C03B 13/00, C03B 23/02
Мітки: листового, скла, тонкого, виготовлення, спосіб, полірованого
Формула / Реферат:
1. Спосіб виготовлення тонкого листового полірованого скла із скломаси шляхом переміщення її по поверхні розлитого у ванні розплавленого металу з подальшим зняттям у вигляді твердого листа, який відрізняється тим, що скломасу, отриману шляхом нагрівання товстого листового скла до температури 720-880°С, яке потім прокатують валками прокатного стану, вміщеними у розплавлений метал.2. Спосіб виготовлення тонкого листового полірованого...
Барвник для скла

Номер патенту: 44856
Опубліковано: 15.03.2002
Автори: Пантус Дмитро Євгенович, Пантус Неля Олександрівна, Мілян Михайло Йосипович
МПК: C03C 1/00
Формула / Реферат:
Барвник для скла, який містить Аl2O3, Fе2O3, CaO, Na2O, SiO2, який відрізняється тим, що додатково містить MgO і МnО2 при наступному співвідношенні компонентів, мас. % : Аl2О3 0,5-2,0 Fе2O3 60-70 CaO 7-13 Na2O 1-5 SiO2 14-19 MgO 0,5-2,0 ...