Пристрій для транспортування та зберігання ливарної труби для перенесення рідкого металу
Формула / Реферат
1. Пристрій для транспортування та зберігання щонайменше однієї ливарної труби (18) установки для лиття рідкого металу, де ливарна труба (18) має канал, який дозволяє проходження рідкого металу і простягається переважно вздовж осі, зазначений пристрій включає стійку (22), влаштовану для зберігання ливарної труби (18) в робочому положенні, в якому вісь канала вертикальна, при цьому зазначена стійка (22) надає доступ (33) ззовні до бокової сторони труби, коли вона перебуває в робочому положенні, який відрізняється тим, що він включає засоби фіксації та розташування труби відносно стійки (22), де засоби фіксації включають множину штифтів (32), які виконані з можливістю взаємодії з комплементарно сформованими пазами (34) в трубі (18).
2. Пристрій за п. 1, в якому множина штифтів (32) являє собою три штифти.
3. Пристрій за будь-яким з попередніх пунктів, що включає засоби розташування стійки (22) відносно опори, наприклад платформи (20).
4. Пристрій за будь-яким з попередніх пунктів, що включає засоби підвішування труби за кінець, який відповідає входу в неї.
5. Ливарна труба виконана з можливістю транспортування та зберігання у пристрої за п. 1, яка відрізняється тим, що має множину пазів (34), виконаних з можливістю взаємодії з штифтами (32) на стійці (22).
6. Ливарна труба за п. 5, яка відрізняється тим, що має щонайменше три пази (34).
7. Установка (10) для зберігання труб для лиття рідкого металу, яка відрізняється тим, що включає щонайменше два пристрої транспортування та зберігання за будь-яким з пунктів 1-4 та щонайменше один пристрій (24) для маніпуляції трубою, виконаний з можливістю переміщення труби (18) між пристроями транспортування та зберігання та установкою (12) для лиття.
8. Установка (10) за п. 7, яка додатково включає принаймні один пристрій (26) для очистки труб, зокрема шляхом впорскування кисню.
9. Установка (10) за будь-яким п. 7 або 8, яка має платформу (20), на якій розташовуються пристрої транспортування та зберігання, та бажано пристрій маніпуляції та/або очистки (24, 26), а платформа і кожен пристрій транспортування та зберігання включають комплементарні засоби розташування (39) для розташування пристрою відносно платформи.
10. Спосіб лиття рідкого металу, який відрізняється тим, що включає наступні етапи:
- виймають трубу (18) з першої стійки (22а),
- встановлюють трубу (18) в установку (12) для лиття,
- виконують операції лиття,
- витягають трубу (18) з установки (12) для лиття, і
- повертають на місце трубу (18) у другу стійку (22b), яка зберігає ливарну трубу (18) в робочому положенні, у якому вісь каналу вертикальна, зазначена стійка (22) надає доступ (33) ззовні до бокової сторони труби, коли вона знаходиться в її робочому положенні, зазначений пристрій включає засоби фіксації та розташування труби відносно стійки (22), і де засоби фіксації включають множину штифтів (32), які виконані з можливістю взаємодії з комплементарно сформованими пазами (34) в трубі (18).
11. Спосіб за п. 10, в якому перед етапом повернення труби на місце, повторюють етапи вставлення, лиття і витягання для одного або кількох інших ковшів.
12. Спосіб за п. 11, в якому перед повторним вставленням труби (18) в іншу установку для лиття, виконують етап очистки труби, переважно впорскуванням кисню.
13. Спосіб за п. 11 або п. 12, в якому операцію повторного вставлення труби в іншу установку для лиття здійснюють за кутової орієнтацію за віссю, що відповідає осі каналу труби, яка відрізняється від орієнтації, за якою труба була встановлена у попередню установку.
14. Спосіб за будь-яким з пп. 10-13, в якому перед першим етапом виймання на платформі (20) встановлюють пристрої транспортування та зберігання у попередньо заданих положеннях.
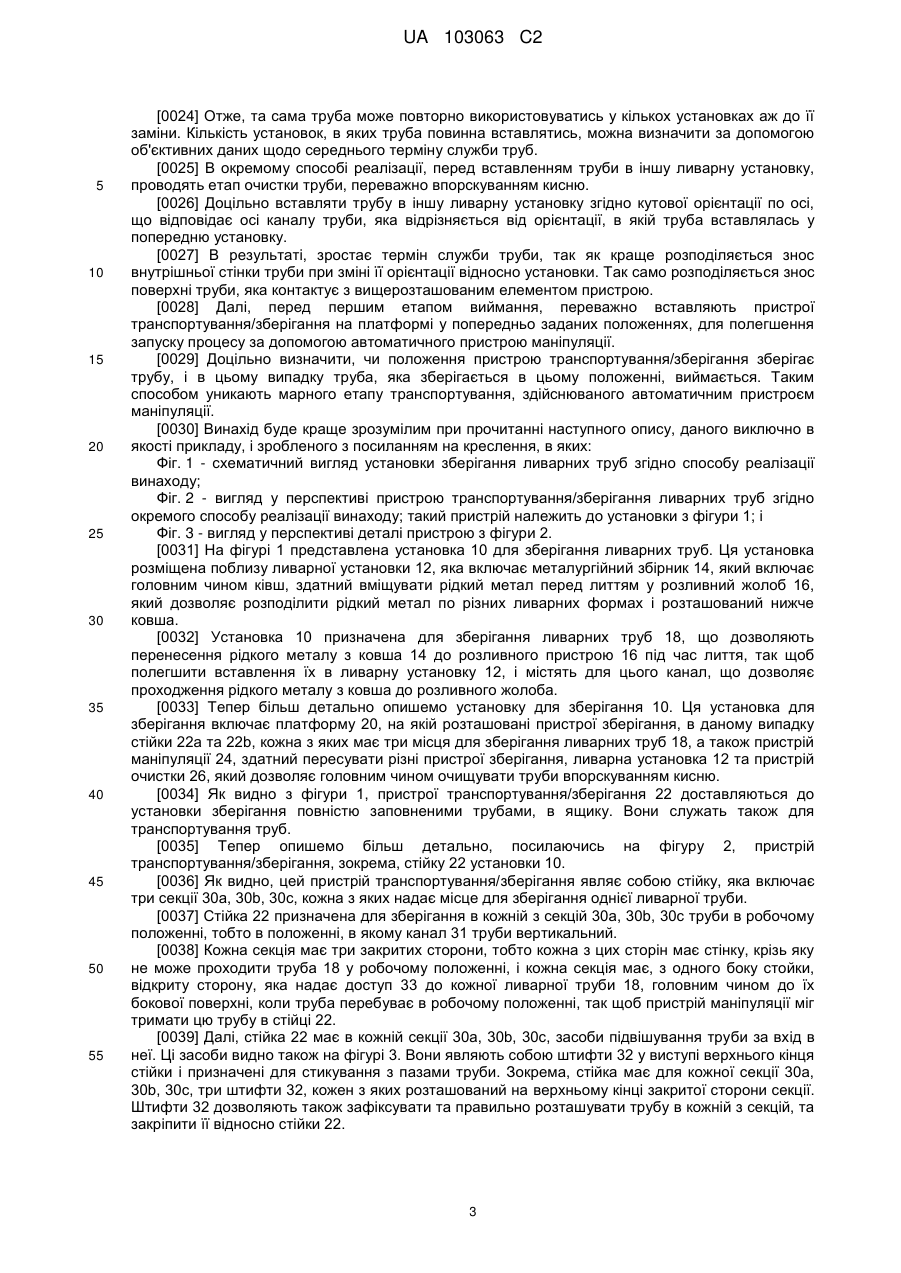
15. Спосіб за будь-яким з пп. 10-14, в якому визначають чи містить трубу (18) секція (30а, 30b, 30с) пристрою транспортування та зберігання, що передбачена в ньому, і, де це прийнятно, трубу (18), яка зберігається в цій секції, виймають звідти.
Текст
Реферат: Одним з предметів винаходу є пристрій для транспортування та зберігання щонайменше однієї ливарної труби (18) для установки лиття рідкого металу; ливарна труба (18) має канал, крізь який проходить рідкий метал, і простягається головним чином уздовж осі. Пристрій включає також стійку (22), призначену для зберігання ливарної труби (18) в робочому положенні, в якому вісь каналу вертикальна; стійка (22) надає доступ (33) ззовні до бокової поверхні труби, коли остання перебуває в робочому положенні. UA 103063 C2 (12) UA 103063 C2 UA 103063 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0001] Даний винахід стосується процесу лиття рідкого металу, особливо сталі, більш детально, процесу вставлення труби в ливарну установку. [0002] Ливарна труба - це труба, яка містить канал, який простягається головним чином вздовж вертикальної осі, коли труба знаходиться в положенні використання, і дозволяє прохід рідкого металу від металургійного збірника, такого як ківш, до розливного жолоба. Вона вставляється в установку так, що верхній кінець з'єднується з вищерозташованим елементом установки, жорстко прикріпленим до ковша, а нижній кінець занурено в розливний жолоб. [0003] У рівні техніки, труби доставляються до ливарної платформи упакованими в ящик. Переважно, вони знаходяться в ящику в лежачому положенні, в якому вісь каналу труби простягається горизонтально. Труби тримають зібраними в ящику за допомогою металевих обручів навколо них. [0004] Відомо, що для вставлення труби в установку, вона приводиться в робоче положення за допомогою руки-маніпулятора, що включає затискач, який оточує трубу; рука керується вручну оператором. Документ ЕР-А1-0 858 851 описує таку руку-маніпулятор. [0005] Для підготовки труби до цієї операції оператор розбирає ящик і розрізає металеві обручі навколо труб. Тепер їх можна розкласти по підлозі платформи. Потім кожна труба окремо розташовується операторами за допомогою обертання таким чином, щоб прийняти робоче положення. [0006] Проте, труби для ковша, через їхні розміри та призначення, є важкими та об'ємними елементами, які важать головним чином більше 50 кг. Тому маніпуляції з цими трубами дуже важкі для оператора і можуть тривати довго, що може затримати вставлення труби в установку, що призводить до багатьох небажаних ефектів. [0007] Даний винахід має на меті усунення цих незручностей, пропонуючи пристрій для транспортування та зберігання для виливної труби, який використовується в процесі лиття і дозволяє спростити вставлення виливних труб у ливарну установку. [0008] 3 цією метою, предметом винаходу є пристрій для транспортування та зберігання щонайменше однієї виливної труби для установки лиття рідкого металу, виливна труба з каналом, який дозволяє проходження рідкого металу і простягається переважно вздовж осі, пристрій, що включає стійку, влаштовану для зберігання виливної труби в робочому положенні, в якому вісь каналу вертикальна; стійка надає доступ ззовні до бокової сторони труби, коли вона перебуває в робочому положенні. [0009] Отже, завдяки цьому пристрою, виливні труби прибувають до ливарної платформи в робочому положенні. Таким чином, оператору більше на потрібно здійснювати на місці операцію переведення труби з лежачого положення в робоче положення. [0010] Далі, так як бокова поверхня труби в пристрої доступна ззовні, рука-маніпулятор може безпосередньо захопити трубу в пристрої та помістити її в установку. Вставлення труби більше не вимагає жодного важкого етапу ручного вставлення труби оператором. Умови роботи оператора, таким чином, значно поліпшуються. [0011] Далі, цей пристрій дозволяє зменшити кількість етапів, особливо кількість етапів пересування труби, які здійснюються на рівні платформи, та спростити таким чином вставлення труби в ливарну установку. Ризики затримки операцій лиття через тривале або важке вставлення труби в установку, таким чином, значно зменшуються. [0012] Далі, пристрій має численні додаткові переваги. Зокрема, він сприяє підвищенню якості та терміну служби ливарних труб. Дійсно, виливні труби виготовляють з матеріалу на основі глинозем-графіту, який має схильність окислюватись при температурі рідкого металу, наприклад, близько 1500 °C для сталі. Тому їх покривають глазур'ю, непроникною для повітря, яка дозволяє їм протистояти окисленню при таких температурах. Проте, при транспортуванні, а також при операції розпакування таких труб, як це здійснюється в рівні техніки, труби можуть взаємно зіштовхнутись, а глазур, розташована на зовнішніх поверхнях, може таким чином бути сколота. Труби в місцях, позбавлених глазурі, не так стійкі до температури, а тривалість їх життя зменшується. Так само вони схильні до поломки в ході використання, спричиняючи таким чином значні втрати ефективності лиття, або навіть нещасні випадки на роботі. Пристрій згідно винаходу дозволяє вирішити ці проблеми, зберігаючи кожну трубу окремо в замкнутому просторі, специфічному для її транспортування, і робить непотрібною операцію розпакування труб. В результаті, частка труб, пошкоджених до використання, зменшується, що дозволяє проводити лиття більш надійно та вигідно. [0013] Винахід також може включати одну або кілька характеристик з нижченаведеного переліку: - пристрій, що включає засоби розташування труби відносно стійки та/або засоби розташування стійки відносно опори, такої як ливарна платформа. Ці засоби розташування, 1 UA 103063 C2 5 10 15 20 25 30 35 40 45 50 55 60 особливо якщо вони спарені, дозволяють більш просто стикувати стійку з пристроєм для маніпуляції трубами, який включає робота, що відповідає за захоплення та транспортування труб у такому пристрої та/або в ливарній установці. Дійсно, цей робот знає точне положення кожної труби, не будучи обладнаним удосконаленими засобами виявлення, такими як засоби візуального спостереження. Це дозволяє таким чином надійно автоматизувати вставлення труб в ливарну установку без значного підвищення витрат, пов'язаних з устаткуванням, потрібним для вставлення труби в установку, - пристрій, що включає засоби фіксації труби відносно стійки; ці засоби фіксації переважно ті ж самі, що й засоби розташування труби. Засоби фіксації дозволяють ще зменшити ризики пошкодження труби під час транспортування, оскільки труби під час цієї операції зафіксовані і не можуть навіть ударити стінки, які визначають розташування пристрою, в якому знаходиться кожна труба. Якщо ці засоби фіксації являють собою також засоби розташування, це дозволяє зменшити складність пристрою, - засоби фіксації включають декілька штифтів, переважно три, здатних стикуватися з пазами комплементарної форми, закріпленими на трубі. Ці пази можуть бути розміщені безпосередньо на трубі або на рамі, що оточує трубу. Коли на пристрої наявні три штифти, це дозволяє отримати негіперстатичну фіксацію труби, - пристрій включає засоби підвішування труби за кінець, який відповідає її входу, який являє собою верхній кінець труби, коли вона знаходиться в робочому положенні, що дозволяє спростити розташування та фіксацію труби. [0014] Також предметом винаходу є установка для зберігання труб для лиття рідкого металу, яка включає щонайменше два пристрої транспортування/зберігання згідно винаходу та щонайменше один пристрій маніпуляції, здатний переміщувати трубу між пристроями транспортування/зберігання та установкою лиття. [0015] Далі, установка для зберігання може також включати пристрій для очистки труб, особливо за допомогою впорскування кисню. Це дозволяє очищати труби перед можливим їх повторним використанням, щоб позбутись залишків твердого металу в трубах, залишків, які можуть заважати литтю. [0016] Установка може включати також платформу, на якій розташовуються пристрої транспортування/зберігання, а також переважно пристрій маніпуляції та/або очистки; платформа і кожен пристрій транспортування/зберігання включають комплементарні засоби розташування пристрою відносно платформи. [0017] Установка може включати також щонайменше один інший пристрій зберігання, який розміщений на платформі та включає одну або більше запасних труб, що може бути корисним головним чином у випадку, коли остання нова труба пристрою розбивається в ході використання. Це якраз дозволяє уникнути простоїв у процесі лиття. [0018] Також предметом винаходу є процес лиття рідкого металу, що включає наступні етапи: - виймають трубу з першого пристрою транспортування/зберігання згідно винаходу, - вставляють цю трубу в ливарну установку, - виконують операції лиття, - витягають трубу з ливарної установки, - повертають на місце трубу до другого пристрою транспортування/зберігання згідно винаходу. [0019] Перший та другий пристрої транспортування/зберігання, такі як визначені вище, можуть бути однакові або різні; кожен з цих пристроїв може включати одну або більше вищенаведених характеристик. [0020] Цей процес гарантує просте поводження та зберігання труб від початку до кінця їх використання, і таким чином заощаджує час. [0021] Далі, завдяки процесу, пристрій транспортування/зберігання являє собою опору, яка дозволяє легко видаляти зношені труби з метою переробки без необхідності для оператора здійснювати яку-небудь операцію. Це зберігання з метою переробки насправді здійснюється автоматично, цим позбавляючи операторів необхідності повертати інші відходи, крім труб, до постачальника, що здійснює переробку. [0022] Далі, процес дозволяє тримати свіжовикористані труби закритими від всіх контактів з оператором або з крихким матеріалом, що особливо корисно з огляду на дуже високу температуру цих труб після їх використання, і дозволяє таким чином гарантувати безпеку для операторів. [0023] В окремому способі реалізації, перед етапом повернення труби на місце повторюють етапи вставлення, лиття і витягання для однієї або кількох інших ливарних установок. 2 UA 103063 C2 5 10 15 20 25 30 35 40 45 50 55 [0024] Отже, та сама труба може повторно використовуватись у кількох установках аж до її заміни. Кількість установок, в яких труба повинна вставлятись, можна визначити за допомогою об'єктивних даних щодо середнього терміну служби труб. [0025] В окремому способі реалізації, перед вставленням труби в іншу ливарну установку, проводять етап очистки труби, переважно впорскуванням кисню. [0026] Доцільно вставляти трубу в іншу ливарну установку згідно кутової орієнтації по осі, що відповідає осі каналу труби, яка відрізняється від орієнтації, в якій труба вставлялась у попередню установку. [0027] В результаті, зростає термін служби труби, так як краще розподіляється знос внутрішньої стінки труби при зміні її орієнтації відносно установки. Так само розподіляється знос поверхні труби, яка контактує з вищерозташованим елементом пристрою. [0028] Далі, перед першим етапом виймання, переважно вставляють пристрої транспортування/зберігання на платформі у попередньо заданих положеннях, для полегшення запуску процесу за допомогою автоматичного пристрою маніпуляції. [0029] Доцільно визначити, чи положення пристрою транспортування/зберігання зберігає трубу, і в цьому випадку труба, яка зберігається в цьому положенні, виймається. Таким способом уникають марного етапу транспортування, здійснюваного автоматичним пристроєм маніпуляції. [0030] Винахід буде краще зрозумілим при прочитанні наступного опису, даного виключно в якості прикладу, і зробленого з посиланням на креслення, в яких: Фіг. 1 - схематичний вигляд установки зберігання ливарних труб згідно способу реалізації винаходу; Фіг. 2 - вигляд у перспективі пристрою транспортування/зберігання ливарних труб згідно окремого способу реалізації винаходу; такий пристрій належить до установки з фігури 1; і Фіг. 3 - вигляд у перспективі деталі пристрою з фігури 2. [0031] На фігурі 1 представлена установка 10 для зберігання ливарних труб. Ця установка розміщена поблизу ливарної установки 12, яка включає металургійний збірник 14, який включає головним чином ківш, здатний вміщувати рідкий метал перед литтям у розливний жолоб 16, який дозволяє розподілити рідкий метал по різних ливарних формах і розташований нижче ковша. [0032] Установка 10 призначена для зберігання ливарних труб 18, що дозволяють перенесення рідкого металу з ковша 14 до розливного пристрою 16 під час лиття, так щоб полегшити вставлення їх в ливарну установку 12, і містять для цього канал, що дозволяє проходження рідкого металу з ковша до розливного жолоба. [0033] Тепер більш детально опишемо установку для зберігання 10. Ця установка для зберігання включає платформу 20, на якій розташовані пристрої зберігання, в даному випадку стійки 22а та 22b, кожна з яких має три місця для зберігання ливарних труб 18, а також пристрій маніпуляції 24, здатний пересувати різні пристрої зберігання, ливарна установка 12 та пристрій очистки 26, який дозволяє головним чином очищувати труби впорскуванням кисню. [0034] Як видно з фігури 1, пристрої транспортування/зберігання 22 доставляються до установки зберігання повністю заповненими трубами, в ящику. Вони служать також для транспортування труб. [0035] Тепер опишемо більш детально, посилаючись на фігуру 2, пристрій транспортування/зберігання, зокрема, стійку 22 установки 10. [0036] Як видно, цей пристрій транспортування/зберігання являє собою стійку, яка включає три секції 30а, 30b, 30c, кожна з яких надає місце для зберігання однієї ливарної труби. [0037] Стійка 22 призначена для зберігання в кожній з секцій 30а, 30b, 30с труби в робочому положенні, тобто в положенні, в якому канал 31 труби вертикальний. [0038] Кожна секція має три закритих сторони, тобто кожна з цих сторін має стінку, крізь яку не може проходити труба 18 у робочому положенні, і кожна секція має, з одного боку стойки, відкриту сторону, яка надає доступ 33 до кожної ливарної труби 18, головним чином до їх бокової поверхні, коли труба перебуває в робочому положенні, так щоб пристрій маніпуляції міг тримати цю трубу в стійці 22. [0039] Далі, стійка 22 має в кожній секції 30а, 30b, 30с, засоби підвішування труби за вхід в неї. Ці засоби видно також на фігурі 3. Вони являють собою штифти 32 у виступі верхнього кінця стійки і призначені для стикування з пазами труби. Зокрема, стійка має для кожної секції 30а, 30b, 30с, три штифти 32, кожен з яких розташований на верхньому кінці закритої сторони секції. Штифти 32 дозволяють також зафіксувати та правильно розташувати трубу в кожній з секцій, та закріпити її відносно стійки 22. 3 UA 103063 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0040] Труба 18 має чотири пази 34, по одному на кожній стороні головки 36 квадратної форми труби 18. Штифти 32 та пази 34 влаштовані так, що даний штифт може входити у всі пази, що дає можливість зафіксувати трубу відносно секції, який би паз 34 її не стикувався з даним штифтом стійки 22. [0041] Далі, як видно з фігури 2, стійка 22 має на нижньому краю петлі 38 з отворами 39. Ці отвори 39 призначені для стикування з штифтами платформи (не представлені на фігурі). Вони являють собою, таким чином, засоби розташування пристроїв зберігання щодо платформи. Це дозволяє полегшити поводження з трубою, положення якої відносно платформи чітко визначене, для пристрою маніпуляції 24, особливо коли останній автоматичний. [0042] Установка для зберігання не обмежується тим, що описано вище. Можна уявити, зокрема, що така установка обладнана засобом, який дозволяє більш легко розміщувати на ній стійки 22, зокрема конвеєром. Більш того, така установка може включати додаткові пристрої для зберігання, зокрема запасний пристрій зберігання, що дозволяє, наприклад, зберігати нові труби, які б використовувались у випадку неполадки. [0043] Аналогічно, установка може бути позбавлена пристрою очистки 26, а пристрій маніпуляції 24 може приводитись в дію оператором. [0044] Більш того, кожен пристрій зберігання 22 може включати одну або кілька секцій, кількість яких не обмежується трьома. Далі, засоби підвішування труби в пристрої зберігання 22 можуть мати лише два штифти. [0045] Можна також уявити, що труби розташовуються в пристрої зберігання іншим способом, зокрема вони ставляться на дно пристрою. Пристрій зберігання може також мати закриті сторони, одна з цих сторін являє собою знімний або рухомий щит, який надає доступ до бокової поверхні труби в її робочому положенні. [0046] Пристрої зберігання можуть також дозволяти зберігати труби іншої форми, або ливарні елементи, які складаються зі збірки труби та рами. [0047] Засоби розташування стійки щодо платформи можуть бути відсутні або іншої форми, ніж описані. [0048] Далі, два пристрої зберігання 22а, 22b, розташовані в установці, можуть не бути однаковими. [0049] Тепер опишемо процес лиття рідкого металу, що здійснюється за допомогою установки з фігури 1. [0050] Передусім отримують ящик, що містить пристрої зберігання 22, і доставляють на платформу один з цих заповнених пристроїв, зокрема пристрій 22а. Він може бути доставлений на платформу конвеєром. Платформа вже містить порожній пристрій 22b. [0051] Потім вставляють стійки 22а та 22b за допомогою комплементарних засобів розташування (наприклад, отвори 39 петель 38 стикуються з штифтами) стійки 22а, 22b та платформи. Стійки таким чином вставляються на платформі у визначеному положенні. [0052] Потім, виймають трубу з секції першої стійки 22а за допомогою пристрою маніпуляції 24. Ця операція відбувається тільки якщо пристрій маніпуляції 24 виявив, головним чином за допомогою класичних засобів виявлення, що труба наявна у відповідній секції стійки. [0053] Як тільки пристрій маніпуляції 24 захоплює трубу, остання вставляється в ливарну установку 12, потім витягається з ливарної установки 12 за допомогою пристрою 24 після того, як лиття здійснено. [0054] Тоді вставляють трубу в пристрій очистки впорскуванням кисню 26, що дозволяє видалити залишки твердого матеріалу з цієї труби, потім знову вставляють трубу в нову ливарну установку, потім замінюють порожній ківш 14 на новий такий самий ківш. [0055] Можна повторювати цю операцію повторного вставлення та витягання труби з установки певну кількість разів. Потім, коли вважають, що труба достатньо зношена, її витягають з ливарної установки 12, в якій вона знаходиться, і переміщують у другу стійку 22b. [0056] Потім процес починається знову з іншою трубою, яка зберігається в першій стійці 22а. [0057] Коли перша стійка 22а спорожнюється, і нових труб більше не залишається, друга стійка 22b цілком заповнюється зношеними трубами. Далі прибирають другу стійку 22b, яка містить зношені труби, з установки зберігання, та передають для відправлення до місця переробки, в якому труби будуть перероблені. [0058] Потім переміщують першу стійку 22а до місця, в якому стояла стійка 22b, і доставляють нову стійку, заповнену новими трубами, до місця, в якому знаходилась до цього стійка 22а. Далі процес може продовжуватись, як описано раніше. [0059] Як варіант, можна уявити, якщо пристрій має засоби контролю орієнтації, що дозволяють йому набувати різних положень у ливарній установці, що труба вставляється в першому положенні відносно осі її каналу в першу ливарну установку під час першого етапу її 4 UA 103063 C2 5 10 15 20 25 30 35 40 45 50 55 вставлення, а потім повторно вставляється у другому положенні, навіть у третьому положенні, в одну або декілька інших ливарних установок. [0060] Для цього установка зберігання могла б включати особливе місце, в якому пристрій маніпуляції вставляв би трубу, а потім надавав їй іншої орієнтації. Вона могла б також включати засоби зміни орієнтації, які включали б поворотний цоколь, в якому пристрій маніпуляції 24 розташовував би трубу. Цей цоколь повертався б, а потім пристрій маніпуляції знову захоплював би трубу в тій самій орієнтації, що й раніше, для повторного вставлення в ливарний апарат. Такі засоби могли б, наприклад, належати до пристрою очистки. ФОРМУЛА ВИНАХОДУ 1. Пристрій для транспортування та зберігання щонайменше однієї ливарної труби (18) установки для лиття рідкого металу, де ливарна труба (18) має канал, який дозволяє проходження рідкого металу і простягається переважно вздовж осі, зазначений пристрій включає стійку (22), влаштовану для зберігання ливарної труби (18) в робочому положенні, в якому вісь канала вертикальна, при цьому зазначена стійка (22) надає доступ (33) ззовні до бокової сторони труби, коли вона перебуває в робочому положенні, який відрізняється тим, що він включає засоби фіксації та розташування труби відносно стійки (22), де засоби фіксації включають множину штифтів (32), які виконані з можливістю взаємодії з комплементарно сформованими пазами (34) в трубі (18). 2. Пристрій за п. 1, в якому множина штифтів (32) являє собою три штифти. 3. Пристрій за будь-яким з попередніх пунктів, що включає засоби розташування стійки (22) відносно опори, наприклад платформи (20). 4. Пристрій за будь-яким з попередніх пунктів, що включає засоби підвішування труби за кінець, який відповідає входу в неї. 5. Ливарна труба виконана з можливістю транспортування та зберігання у пристрої за п. 1, яка відрізняється тим, що має множину пазів (34), виконаних з можливістю взаємодії з штифтами (32) на стійці (22). 6. Ливарна труба за п. 5, яка відрізняється тим, що має щонайменше три пази (34). 7. Установка (10) для зберігання труб для лиття рідкого металу, яка відрізняється тим, що включає щонайменше два пристрої транспортування та зберігання за будь-яким з пунктів 1-4 та щонайменше один пристрій (24) для маніпуляції трубою, виконаний з можливістю переміщення труби (18) між пристроями транспортування та зберігання та установкою (12) для лиття. 8. Установка (10) за п. 7, яка додатково включає принаймні один пристрій (26) для очистки труб, зокрема шляхом впорскування кисню. 9. Установка (10) за будь-яким п. 7 або 8, яка має платформу (20), на якій розташовуються пристрої транспортування та зберігання, та бажано пристрій маніпуляції та/або очистки (24, 26), а платформа і кожен пристрій транспортування та зберігання включають комплементарні засоби розташування (39) для розташування пристрою відносно платформи. 10. Спосіб лиття рідкого металу, який відрізняється тим, що включає наступні етапи: - виймають трубу (18) з першої стійки (22а), - встановлюють трубу (18) в установку (12) для лиття, - виконують операції лиття, - витягають трубу (18) з установки (12) для лиття, і - повертають на місце трубу (18) у другу стійку (22b), яка зберігає ливарну трубу (18) в робочому положенні, у якому вісь каналу вертикальна, зазначена стійка (22) надає доступ (33) ззовні до бокової сторони труби, коли вона знаходиться в її робочому положенні, зазначений пристрій включає засоби фіксації та розташування труби відносно стійки (22), і де засоби фіксації включають множину штифтів (32), які виконані з можливістю взаємодії з комплементарно сформованими пазами (34) в трубі (18). 11. Спосіб за п. 10, в якому перед етапом повернення труби на місце, повторюють етапи вставлення, лиття і витягання для одного або кількох інших ковшів. 12. Спосіб за п. 11, в якому перед повторним вставленням труби (18) в іншу установку для лиття, виконують етап очистки труби, переважно впорскуванням кисню. 13. Спосіб за п. 11 або п. 12, в якому операцію повторного вставлення труби в іншу установку для лиття здійснюють за кутової орієнтацію за віссю, що відповідає осі каналу труби, яка відрізняється від орієнтації, за якою труба була встановлена у попередню установку. 14. Спосіб за будь-яким з пп. 10-13, в якому перед першим етапом виймання на платформі (20) встановлюють пристрої транспортування та зберігання у попередньо заданих положеннях. 5 UA 103063 C2 15. Спосіб за будь-яким з пп. 10-14, в якому визначають чи містить трубу (18) секція (30а, 30b, 30с) пристрою транспортування та зберігання, що передбачена в ньому, і, де це прийнятно, трубу (18), яка зберігається в цій секції, виймають звідти. 6 UA 103063 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюTransport and storage device for ladle pipe for transferring liquid metal
Автори російськоюBoisdequin, Vincent
МПК / Мітки
МПК: B22D 41/50, B22D 11/106, B22D 41/56
Мітки: транспортування, трубі, металу, ливарної, перенесення, зберігання, пристрій, рідкого
Код посилання
<a href="https://ua.patents.su/9-103063-pristrijj-dlya-transportuvannya-ta-zberigannya-livarno-trubi-dlya-perenesennya-ridkogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для транспортування та зберігання ливарної труби для перенесення рідкого металу</a>
Пристрій для нагрівання металу, його транспортування і розливання одержаного рідкого металу
Номер патенту: 89111
Опубліковано: 25.12.2009
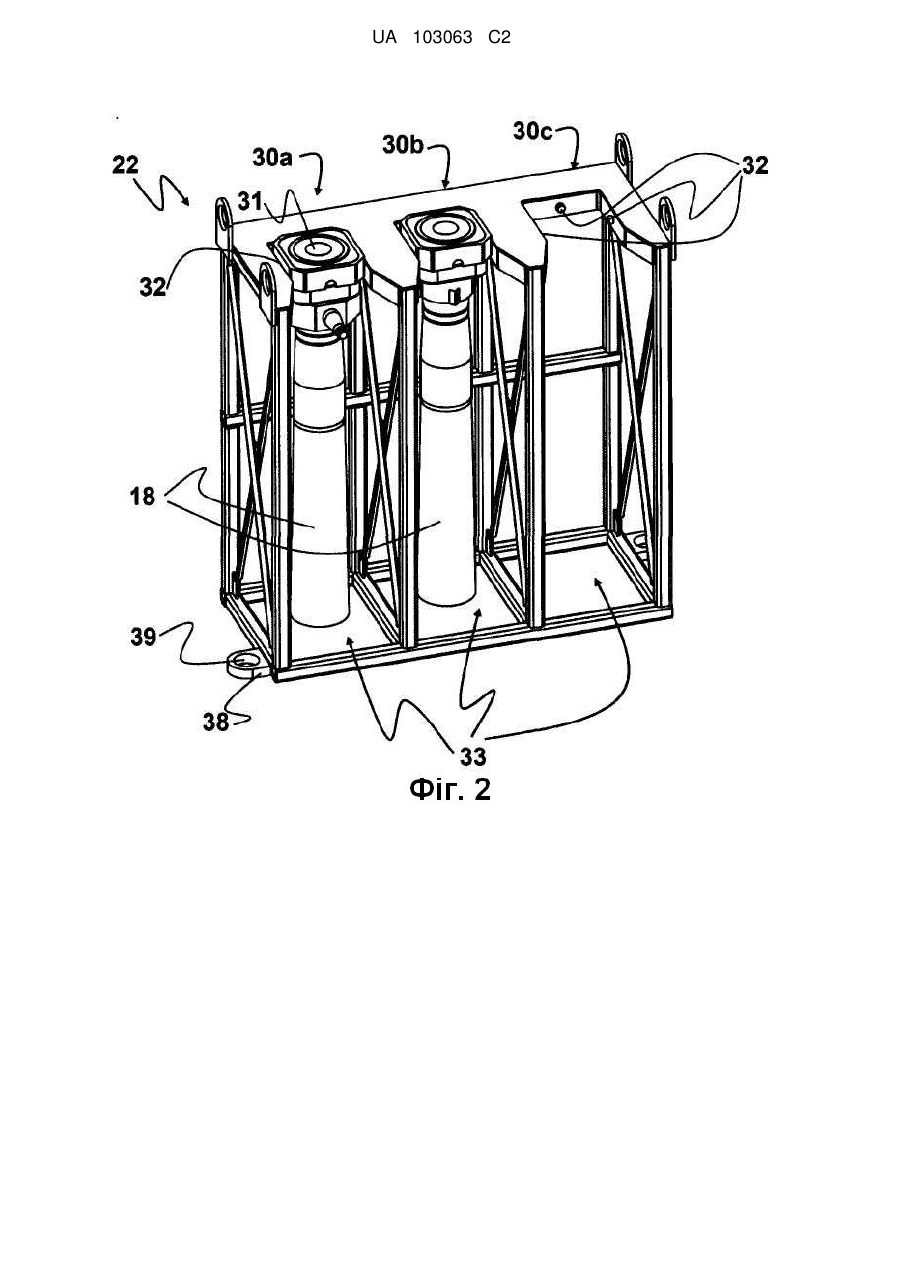
Автори: Шаповалов Віктор Олександрович, Никитенко Юрій Олександрович, Якуша Володимир Вікторович, Патон Борис Євгенійович, Гніздило Олександр Миколайович, Колєсніченко Володимир Іванович, Гнатушенко Олександр Віталійович, Ігнатов Анатолій Петрович, Карускевич Ольга Віталіївна
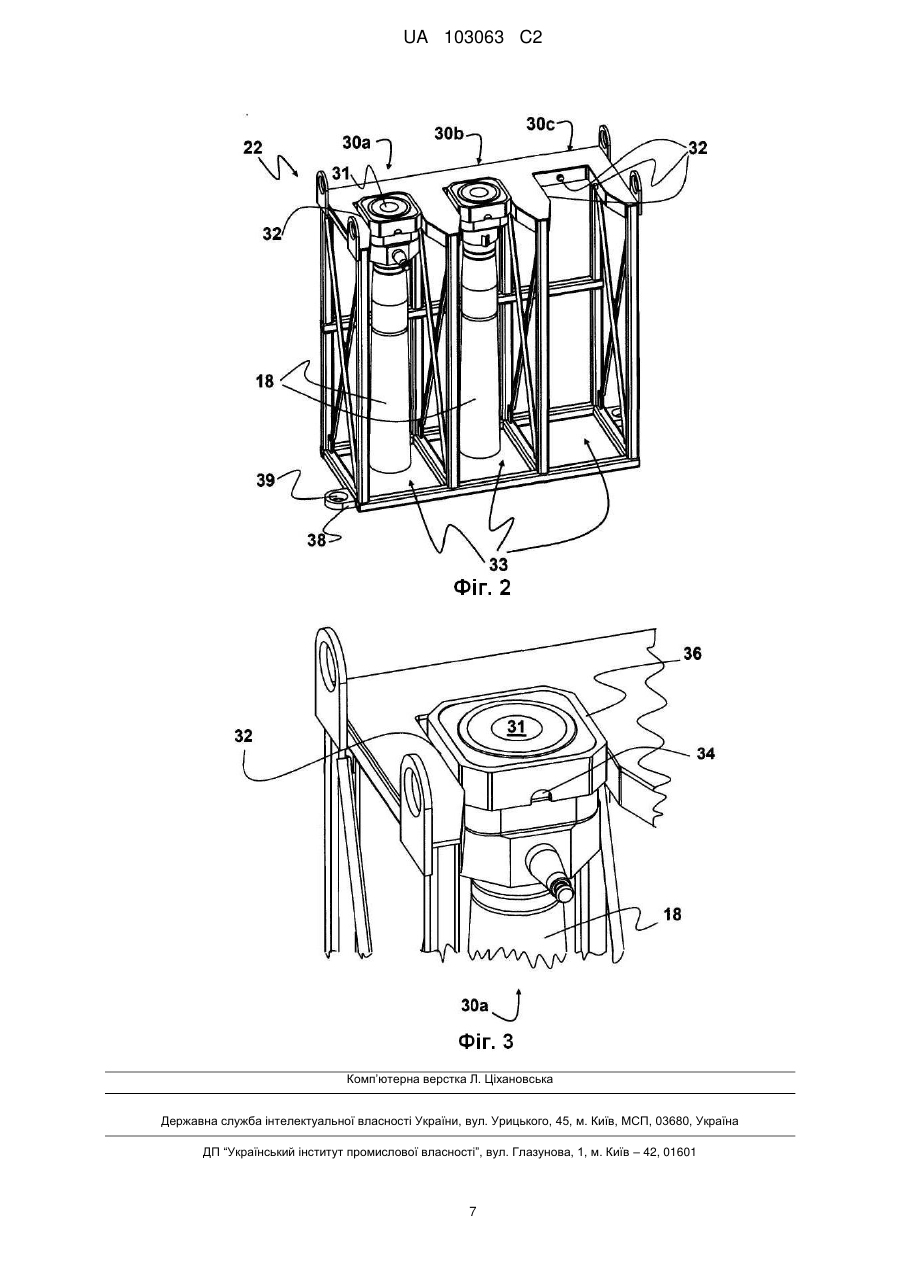
МПК: H05B 6/02, B22D 41/00, B22D 41/12, B22D 41/005, F27D 1/00, C22B 9/16
Мітки: нагрівання, транспортування, рідкого, пристрій, розливання, металу, одержаного
Формула / Реферат:
Пристрій для нагрівання металу, його транспортування і розливання одержаного рідкого металу, що містить переносний футерований ківш, виконаний із жорсткої несучої верхньої частини, середньої частини зі стінкою, прозорою для електромагнітного поля, і опорної нижньої частини у вигляді металевого днища, а також стаціонарну індукційну систему для нагрівання металу, який відрізняється тим, що його верхня і нижня частини з'єднані тонкими...
Пристрій для нагріву, транспортування і розливу рідкого металу
Номер патенту: 36318
Опубліковано: 27.10.2008
Автори: Шаповалов Віктор Олександрович, Колєсніченко Володимир Іванович, Ігнатов Анатолій Петрович, Гніздило Олександр Миколайович, Якуша Володимир Вікторович, Гнатушенко Олександр Віталійович, Патон Борис Євгенійович, Карускевич Ольга Віталіївна, Никитенко Юрій Олександрович
МПК: B22D 41/005
Мітки: рідкого, пристрій, металу, транспортування, розливу, нагріву
Формула / Реферат:
Пристрій для нагріву, транспортування і розливу рідкого металу, що містить переносний футерований ківш, виконаний із жорсткої несучої верхньої частини, середньої частини зі стінкою, прозорою для електромагнітного поля, і опорної нижньої частини у вигляді металевого днища, а також стаціонарну індукційну систему для нагріву металу, який відрізняється тим, що його верхня і нижня частини з'єднані тонкими немагнітними металевими стрічками...
Спосіб виготовлення складової труби для транспортування текучого середовища
Номер патенту: 38646
Опубліковано: 15.05.2001
Автори: Король Юрій Борісович, Загреба Сергій Григорович
МПК: F16L 58/02, F16L 9/00
Мітки: спосіб, транспортування, виготовлення, текучого, складової, середовища, трубі
Текст:
...експлуатаційних властивостей і довговічності даної складової труби. Суть винаходу пояснюється кресленням, де на: фіг. 1 - складова труба для транспортування текучого середовища; фіг. 2 - складова труба в опалубці; фіг. 3 - складова труба в перетині за А-А. Приклад виконання способу. Попередньо навколо внутрішньої неметалевої труби 1 споруджують опалубку 2. Потім між опалубкою 2 і неметалевою трубою 1 виконують подовжню 3 і кільцеподібну...
Пристрій для зберігання і транспортування довгомірних циліндричних виробів
Номер патенту: 59500
Опубліковано: 15.09.2003
Автори: Кравченко Юрій Олексійович, Дуднік Сергій Вікторович, Андрющенко Віталій Селівестрович
МПК: B65D 85/20
Мітки: довгомірних, пристрій, зберігання, виробів, транспортування, циліндричних
Формула / Реферат:
Пристрій для зберігання і транспортування довгомірних циліндричних виробів, що включає кінцеві і, щонайменше, одну проміжну опори, кожна з яких виконана у вигляді фасонного моноблока, на протилежних сторонах котрого симетрично виконані ложементи для укладання циліндричних виробів, і напрямні для стягуючих елементів, який відрізняється тим, що бокові стінки суміжних опор сполучені між собою за допомогою замкових з'єднань, кожне з яких виконано...
Пристрій для зберігання та транспортування газу під тиском
Номер патенту: 38671
Опубліковано: 15.05.2001
Автор: Геращенко Віталій Олександрович
МПК: F17C 1/00
Мітки: пристрій, зберігання, газу, транспортування, тиском
Формула / Реферат:
(21) 2000084853(54)(57)Дата прийняття рішення 27.03.2001 р.Пристрій для зберігання і транспортування газу...
Попередній патент: Пристрій для механічного балансування надпровідникового градієнтометра в неекранованому приміщенні
Наступний патент: Спосіб утворення технологічної пари
Випадковий патент: Жатка для скошування зернових колосових культур