Спосіб підготовки переднього кінця гільзи перед прокаткою
Номер патенту: 104370
Опубліковано: 25.01.2016
Автори: Балакін Валерій Федорович, Добряк Володимир Дмитрович, Стасевський Станіслав Леонідович, Угрюмов Юрій Дмитрович

Формула / Реферат
1. Спосіб підготовки переднього кінця гільзи перед прокаткою, що включає деформацію кінця гільзи на оправці, який відрізняється тим, що гільзу фіксують, вводять з боку переднього торця коротку циліндричну оправку, деформують передній кінець гільзи поперечною планетарною обкаткою роликами і витягують оправку з гільзи, причому деформацію переднього кінця гільзи здійснюють з його стоншенням до переднього торця гільзи.
2. Спосіб підготовки переднього кінця гільзи перед прокаткою за п. 1, який відрізняється тим, що деформацію переднього кінця гільзи здійснюють на ділянці позастанової зарядки пілігримового стану за допомогою спеціального стенда.
Текст
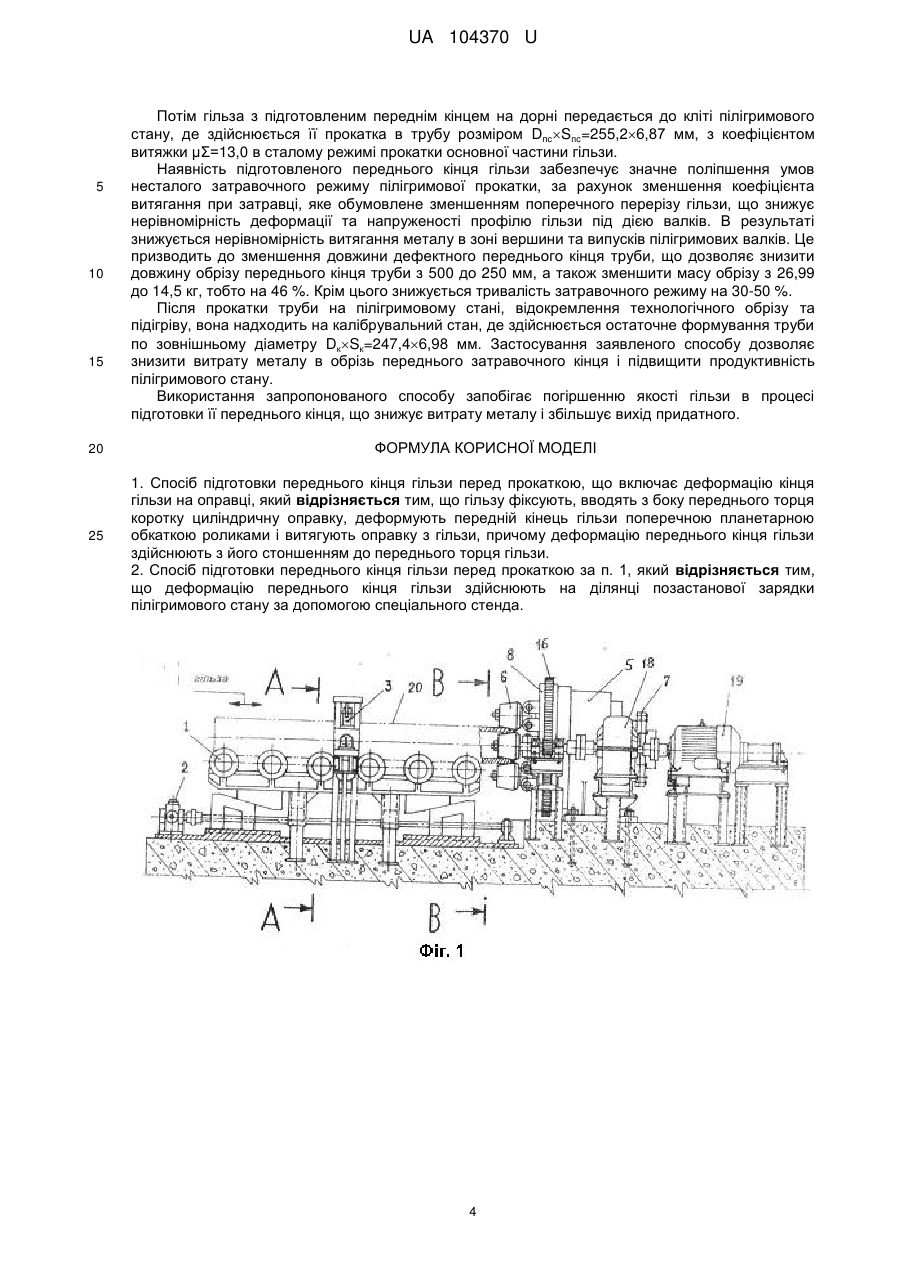
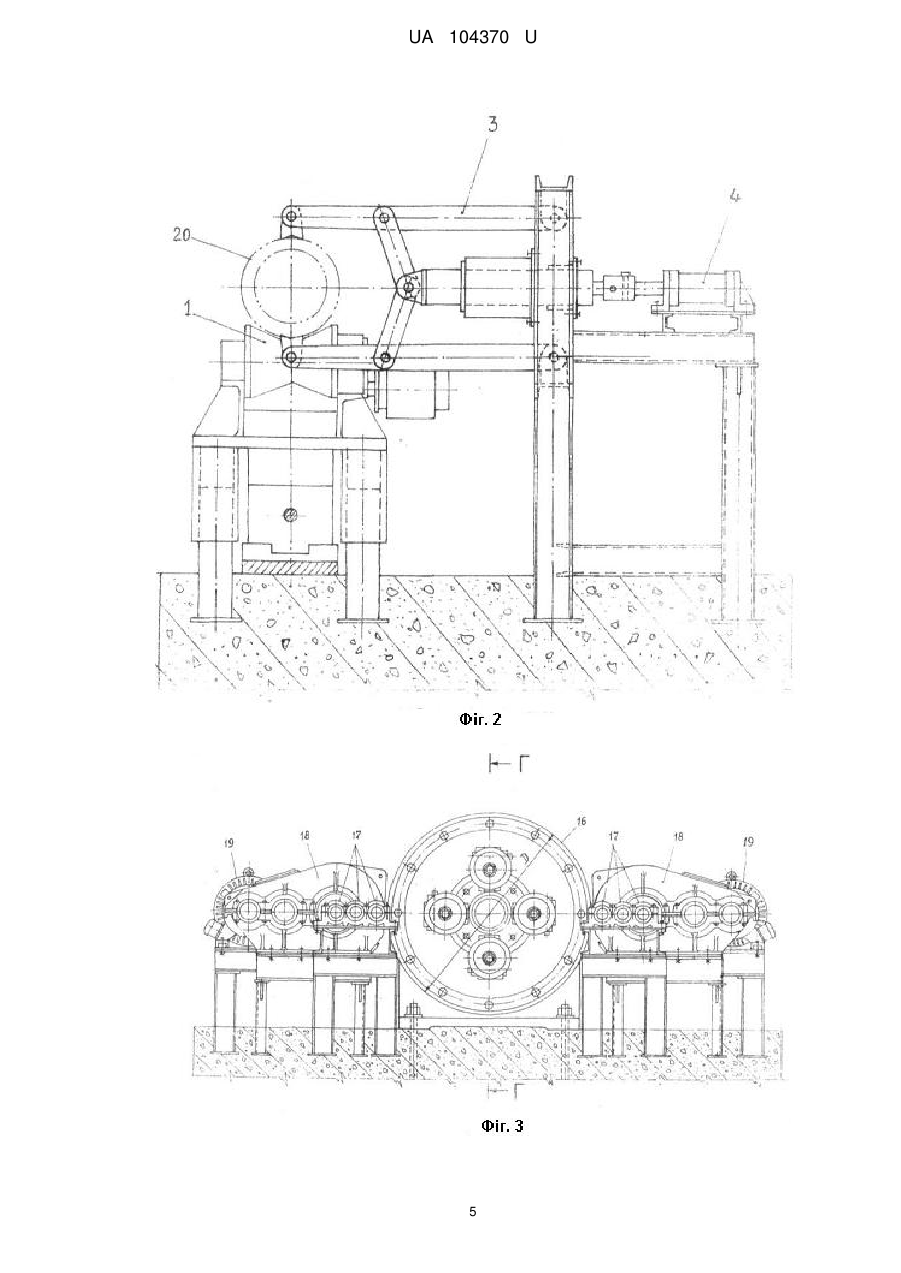
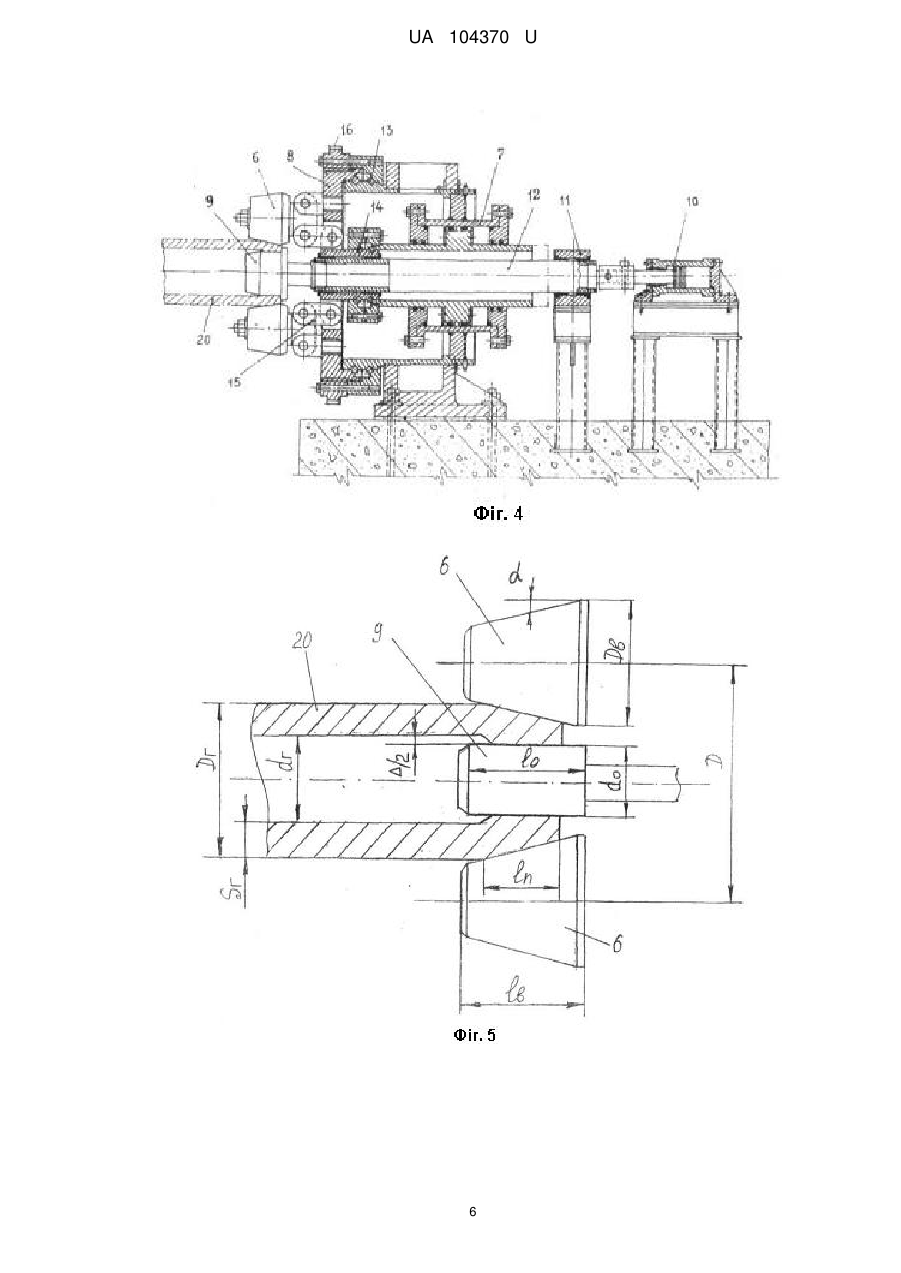
Реферат: Спосіб підготовки переднього кінця гільзи перед прокаткою включає деформацію кінця гільзи на оправці. Гільзу фіксують, вводять з боку переднього торця коротку циліндричну оправку, деформують передній кінець гільзи поперечною планетарною обкаткою роликами і витягують оправку з гільзи, причому деформацію переднього кінця гільзи здійснюють з його стоншенням до переднього торця гільзи. UA 104370 U (12) UA 104370 U UA 104370 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металів тиском, а саме виробництва труб на агрегатах з розкатними станами різного типу: пілігримовими, автоматичними, безперервними та ін. При прокатці гільзи в трубу на оправці на різних розкатних станах особливо важким є період несталого режиму прокатки переднього кінця труби, що обумовлено нестабільністю умов захоплення металу валками, підвищеною поперечною деформацією через відсутність "жорсткого кінця". Внаслідок цього збільшується обрізь передніх дефектних кінців труб, що збільшує витрату металу і знижує вихід придатного. Особливо великими є втрати металу при затравочному режимі прокатки труб на пілігримовому стані внаслідок значних витяжок (до 15) та дії переднього підпору з боку подавального апарату. При цьому втрати металу в обрізь переднього кінця труби на пілігримовому стані складають 2,5-4,0 % від маси вихідної заготовки. Для зменшення втрат металу в обрізь переднього кінця труби на різних розкатних станах доцільно зменшити витяжку при деформації переднього кінця гільзи, що може бути досягнуто за рахунок попередньої підготовки переднього кінця гільзи шляхом зменшення товщини її стінки. Відомий спосіб підготовки гільзи для пілігримової прокатки труб, що містить прошивку заготовки дорном в матриці і профілювання її переднього кінця за формою пілігримової головки, причому після закінчення профілювання переднього кінця заготовки до її заднього торця прикладають підпірне осьове зусилля, а матрицю переміщують вздовж заготовки до її заднього кінця, обтискаючи на дорні по зовнішньому діаметру та товщині стінки [див. АC СРСР № 778834, МПК В21В 21/00 "Спосіб підготовки гільзи до пілігримової прокатки труб", опубл. 1980, бюл. № 42]. Недоліками аналога є наступне: на існуючих пресах, що входять до складу пілігримових агрегатів таку підготовку передніх кінців гільз здійснювати неможливо без проведення реконструкції пресів; зважаючи на похибку у розмірі стінки гільзи при прошивці на горизонтальному гідравлічному пресі це призведе до похибки у розмірах труб на пілігримовому стані. Найбільш близьким аналогом за технічною суттю та технічним результатом, що досягається, до корисної моделі, що заявляється, є спосіб підготовки переднього кінця гільзи перед пілігримовою прокаткою, який включає обкатку переднього кінця гільзи холостими роликами, встановленими на столі прошивного стану, під час прошивки гільзи [див. АС СРСР № 169049, МПК В21В 23/00, В21В 19/04 "Спосіб виробництва труб на трубопрокатній установці з пільгерстанами", опубл. 1965, Бюл. № 6]. Згідно з найближчим аналогом, підготовку переднього кінця гільзи здійснюють під час прошивки за рахунок гвинтового руху гільзи, що виходить з приводних валків прошивного стану, і обтискання її переднього кінця у звужуючому осередку деформації, утвореному холостими роликами та циліндричною оправкою. При цьому, розмір калібру, утвореного холостими роликами і циліндричною оправкою залишається незмінним у процесі загострення і змінюється тільки зі зміною зовнішнього діаметра гільзи що прошивається. Ознаками найближчого аналога, що збігаються з ознаками корисної моделі, що заявляється, є: деформація кінця гільзи на оправці. Недоліком відомого способу підготовки переднього кінця гільзи є міжосередкова деформація гільзи, яка обумовлена дією підпору з боку холостих роликів на гільзу, що викликає деформації стиснення і скручування міжосередкової ділянки гільзи, що погіршує якість гільзи та призводить до додаткового браку при пілігримовій прокатці. Таким чином, відомий спосіб підготовки передніх кінців гільз на прошивному косовалковому стані призводить до істотного погіршення якості гільз через наявність міжосередкової деформації. В основу корисної моделі поставлена задача удосконалити спосіб підготовки кінців гільз перед прокаткою шляхом здійснення деформації переднього кінця гільзи поза косовалкового стана, а саме на ділянці позастанової зарядки пілігримового стану за допомогою спеціального стенда. Поставлена задача вирішується тим, що в способі підготовки переднього кінця гільзи перед прокаткою, що включає деформацію кінця гільзи на оправці, в якому, згідно з корисною моделлю, гільзу фіксують, вводять з боку переднього торця коротку циліндричну оправку, деформують передній кінець гільзи поперечною планетарною обкаткою роликами і витягують оправку з гільзи, причому деформацію переднього кінця гільзи здійснюють з його стоншенням до переднього торця гільзи. Крім цього, деформацію переднього кінця гільзи здійснюють на ділянці позастанової зарядки пілігримового стану за допомогою спеціального стенда. 1 UA 104370 U 5 10 15 20 25 30 35 40 45 50 55 60 Причинно-наслідковій зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає в наступному. Особливістю запропонованого способу підготовки переднього кінця гільзи є здійснення профілювання переднього кінця гільзи на ділянці позастанової зарядки за рахунок деформації кінця зафіксованої гільзи з введеною в неї короткою циліндричної оправленням шляхом планетарної обкатки холостими роликами, розміщеними в приводний обоймі, що обертається навколо осі гільзи. Підготовку переднього кінця гільзи здійснюють в осередку деформації, який звужується, утвореному роликами і оправкою за рахунок зведення роликів до заданого розміру калібру, з подальшим розведенням роликів після здійснення загострення переднього кінця гільзи. В результаті такої схеми, прикладання деформуючих сил до гільзи з боку холостих роликів практично унеможливлює істотне погіршення якості гільзи внаслідок виключення дії сил осьового підпору на гільзу в процесі підготовки. Спосіб підготовки переднього кінця гільзи перед прокаткою реалізується в стенді для підготовки переднього кінця гільзи, який наведено на наступних кресленнях. На Фіг. 1 наведено загальний вигляд стенда для підготовки передніх кінців гільз. На Фіг. 2 приведено переріз А-А на Фіг. 1, на Фіг. 3 приведено переріз В-В на Фіг. 1, на Фіг. 4 приведено переріз Г-Г на Фіг. 3. На Фіг. 5 наведена схема осередку деформації при поперечній обкатці переднього кінця гільзи на оправці роликами; на Фіг. 6 приведена гільза з підготовленим переднім кінцем на дорні перед пілігримовою прокаткою. Стенд для підготовки передніх кінців гільз для здійснення способу підготовки кінців гільз перед прокаткою, який пропонується, складається із секції 1 рольганга з індивідуальним приводом роликів, забезпечену чотирма телескопічними направляючими стійками і клиногвинтовим механізмом 2 для її підйому або опускання, а також кліщовим механізмом 3 з гідроприводом 4. До рольгангу примикає обтискна роликова машина 5 з чотирма холостими роликами 6 і гідроприводом 7. Ролики 6 шарнірно закріплені в планшайбі 8 діаметром D, яка має зубчастий вінець 16. По осі планшайби розміщена оправка 9, що має гідропривід 10 для її осьового переміщення. Оправка 9 за допомогою роз'ємного з'єднання зібрана зі шпинделем 12, який має другу опору 11. Планшайба 8 має можливість обертатися навколо осі гільзи в дворядному роликовому підшипнику 13. Передача осьової сили гідроциліндра 7 на ролики 6 під час обертання планшайби відбувається через дворядний роликовий підшипник 14 і сережки 15. Планшайба має два приводу обертання в правому і лівому виконанні. Кожен привід включає три приводних шестерні 17 однакового діаметра, циліндричний двоступінчастий редуктор 18 типу РМ-850Б і електродвигун 19 з підвищеним пусковим моментом типу АОП-94-4. Підготовка переднього кінця гільзи перед прокаткою, згідно з корисною моделлю, здійснюється наступним чином. Гільза 20 після прошивного косовалкового стану надходить на ділянку позастанової зарядки по рольгангу 1 до упору в бурт оправки 9. Вмикається гідроциліндр 4 і гільза затискається в кліщах механізму 3. Планшайба 8 разом з роликами 6 починає обертатися навколо осі гільзи. З деяким (заданим) запізненням включається гідроциліндр 7 на втягування штока, ролики 6 стикаються з гільзою та, огинаючи її, здійснюють формування на оправці 9 конічного загостреного кінця гільзи. Після закінчення обтискання ролики 6 розходяться, оправка 9 за допомогою гідроциліндра 10 витягується з гільзи. При переході на інший розмір гільзи за допомогою клино-гвинтового механізму встановлюється відповідна висота розташування секції рольганга з тим, щоб вісь гільзи співпадала з віссю обтискної роликової машини. Підготовка переднього кінця гільзи 20 здійснюється поперечною планетарною обкаткою гільзи холостими роликами 6 на оправці 9. Необхідна довжина підготовленого переднього кінця гільзи In та його профіль визначають з умов як максимального поліпшення умов затравки на пілігримовому стані, так і запобігання надмірного підстигання переднього стоншеного кінця гільзи. Раціональні параметри підготовленого переднього кінця гільзи, а саме довжина In (0,40,6) Іnr, де Іnr - довжина змінної частини пілігримової головки, а товщина стінки на передньому торці становить Sn=0,5Sr. При цьому кут α нахилу твірної конічної ділянки гільзи становить 7-12° (Фіг. 5). Для здійснення підготовки переднього кінця гільзи запропонованим способом настройка осередку деформації обтискної машини полягає в наступному (Фіг. 5). Перед обкаткою гільзи діаметр D відповідає розміру Dmax, при якому гільза діаметром Dr вільно входить до осередку деформації (холості ролики б розведені). Потім гільза затискається, і ролики 6, що знаходяться в планшайбі (на Фіг. 5 не відображено), починають разом з останньою обертатися навколо осі гільзи. За рахунок зведення роликів здійснюється поперечна планетарна деформація переднього кінця гільзи на оправці 9 до отримання заданих параметрів підготовленого кінця 2 UA 104370 U 5 10 15 20 гільзи. При цьому діаметр D зменшується до мінімального значення Dmin. Діаметр do циліндричної оправки дорівнює діаметру дорна dq пілігримового стану. Довжина Іо оправки 9 відповідає довжині підготовленого переднього кінця гільзи і дещо більше на величину 50-80 мм, тобто Іо=In+(50-80) мм. У процесі підготовки переднього кінця гільзи зменшується його внутрішній діаметр на величину Δ, де Δ - величина зазору між гільзою і дорном пілігримового стану (Δ=10-25 мм). Довжина In переднього кінця гільзи становить 150-250 мм. Профіль конічної ділянки переднього кінця гільзи визначається настроюванням і калібруванням холостих роликів 6. Для схеми осередку деформації на Фіг. 5 кут α нахилу твірної зовнішньої поверхні ролика 6 дорівнює куту α конічної ділянки переднього кінця гільзи. Довжина холостих роликів IвІо. При цьому, мінімальна товщина стінки Sn на передньому торці гільзи визначається з виразу Sn=0,5(D-Dв-do), де Dв - діаметр холостого ролика. Параметри деформації переднього кінця гільзи з урахуванням його конусності визначаються за такими виразами. Обтискання товщини стінки гільзи ΔS=Scp-Sn, де Scp - середня товщина стінки переднього конічного ділянки Scp=0,5(Sr+Sn), тоді ΔS=0,5(Sr+Sn)-Sn, мм. Відносне обтиснення товщини стінки гільзи ΣS=(ΔS/Scp)100 %. Обтискання по діаметру гільзи ΔD=Dcp-dn, мм, а відносне обтискання по діаметру ΣD=100, %, де Dcp - середній діаметр передньої конічної ділянки гільзи Dср=0,5(Dr+dn). Коефіцієнт витяжки при стисканні переднього кінця гільзи може бути визначений як відношення середньої товщини стінки Scp до кінцевої Sn, тобто K o S cp / S n 25 30 35 40 45 50 55 S Sn 2S n . Після підготовки переднього кінця гільзи оправка 9 витягується з гільзи і гільза надходить на позицію зарядки в неї дорна пілігримового стану. У зв'язку з тим, що діаметр оправки 9 дорівнює діаметру дорна, тобто do=dq, зарядка останнього в гільзу здійснюється без значних зусиль, при цьому одночасно усувається зазор Δ на цій ділянці, що позитивно впливає на умови затравочного режиму пілігримової прокатки. Після зарядки дорна в гільзу вони маніпулятором передаються на вхідну сторону пілігримового стану, де після з'єднання дорна з дорновим замком подавального апарату здійснюється прокатка гільзи в трубу на дорні. Приклад конкретного виконання способу підготовки переднього кінця гільзи перед прокаткою на пілігримовому стані 5-12 ". При отриманні труб розміром DтSт=2457 мм по ГОСТ 8731/32 на прошивному косовалковому стані отримують гільзу з розмірами DгSг=39069 мм, довжина гільзи Іг=2370 мм, внутрішній діаметр гільзи dГ=390-269=252 мм при температурі 1100 °C. Гільза потім надходить на ділянку позастанової зарядки пілігримового стану, де здійснюється підготовка переднього кінця гільзи на спеціальному стенді і подальша зарядка в гільзу дорна. На стенді після фіксації гільзи в неї з боку переднього торця вводиться циліндрична оправка, діаметром do=241,5 мм, що дорівнює середньому діаметру дорна пілігримового стану dq=241,5 мм. Величина зазору Δ між циліндричною оправкою і внутрішнім діаметром гільзи складає Δ=dГ-do=252-241,5=10,5 мм. Довжина циліндричної оправки визначається довжиною підготовленого переднього кінця гільзи. lo>In. Прийнято Іо=Ів=300 мм. На стенді здійснюється підготовка переднього кінця гільзи довжиною In=250 мм з кутом нахилу твірної конічної ділянки γ=7°48' і відповідно товщиною стінки на передньому торці гільзи Sn=35 мм. За рахунок обертання планшайби зі швидкістю 14,5 об/хв разом з роликами, які зводяться на необхідний розмір калібру, який визначається розмірами підготовленого переднього кінця гільзи, здійснюється обтискання переднього конуса гільзи з отриманням профілю, що визначається калібруванням холостих роликів. Після закінчення обтискання ролики розводяться і циліндрична оправка витягується з гільзи. Діаметр холостих роликів прийнятий Dв=400 мм. Підготовка переднього кінця гільзи здійснюється з наступними деформаційними параметрами: обтискання по товщині стінки ΔS=17 мм, ΣS=32,6 %, обтискання по зовнішньому діаметру ΔD=34 мм, ΣD=9,3 % з коефіцієнтом витягання μо=1,48. Потім гільза надходить на позицію ділянки позастанової зарядки, де в неї вводять дорн з дорновим кільцем. В результаті цього на передньому підготовленому кінці гільзи відсутній зазор між гільзою та дорном, що сприятливо позначається на подальшому процесі пілігримової прокатки. 3 UA 104370 U 5 10 15 20 25 Потім гільза з підготовленим переднім кінцем на дорні передається до кліті пілігримового стану, де здійснюється її прокатка в трубу розміром DпcSпc=255,26,87 мм, з коефіцієнтом витяжки μΣ=13,0 в сталому режимі прокатки основної частини гільзи. Наявність підготовленого переднього кінця гільзи забезпечує значне поліпшення умов несталого затравочного режиму пілігримової прокатки, за рахунок зменшення коефіцієнта витягання при затравці, яке обумовлене зменшенням поперечного перерізу гільзи, що знижує нерівномірність деформації та напруженості профілю гільзи під дією валків. В результаті знижується нерівномірність витягання металу в зоні вершини та випусків пілігримових валків. Це призводить до зменшення довжини дефектного переднього кінця труби, що дозволяє знизити довжину обрізу переднього кінця труби з 500 до 250 мм, а також зменшити масу обрізу з 26,99 до 14,5 кг, тобто на 46 %. Крім цього знижується тривалість затравочного режиму на 30-50 %. Після прокатки труби на пілігримовому стані, відокремлення технологічного обрізу та підігріву, вона надходить на калібрувальний стан, де здійснюється остаточне формування труби по зовнішньому діаметру DкSк=247,46,98 мм. Застосування заявленого способу дозволяє знизити витрату металу в обрізь переднього затравочного кінця і підвищити продуктивність пілігримового стану. Використання запропонованого способу запобігає погіршенню якості гільзи в процесі підготовки її переднього кінця, що знижує витрату металу і збільшує вихід придатного. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб підготовки переднього кінця гільзи перед прокаткою, що включає деформацію кінця гільзи на оправці, який відрізняється тим, що гільзу фіксують, вводять з боку переднього торця коротку циліндричну оправку, деформують передній кінець гільзи поперечною планетарною обкаткою роликами і витягують оправку з гільзи, причому деформацію переднього кінця гільзи здійснюють з його стоншенням до переднього торця гільзи. 2. Спосіб підготовки переднього кінця гільзи перед прокаткою за п. 1, який відрізняється тим, що деформацію переднього кінця гільзи здійснюють на ділянці позастанової зарядки пілігримового стану за допомогою спеціального стенда. 4 UA 104370 U 5 UA 104370 U 6 UA 104370 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Автори англійськоюStasevskyi Stanislav Leonidovych, Dobriak Volodymyr Dmytrovych, Balakin Valerii Fedorovych, Uhriumov Yurii Dmytrovych
Автори російськоюСтасевский Станислав Леонидович, Добряк Владимир Дмитриевич, Балакин Валерий Федорович, Угрюмов Юрий Дмитриевич
МПК / Мітки
МПК: B21B 21/00
Мітки: підготовки, гільзи, переднього, прокаткою, спосіб, кінця
Код посилання
<a href="https://ua.patents.su/9-104370-sposib-pidgotovki-perednogo-kincya-gilzi-pered-prokatkoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки переднього кінця гільзи перед прокаткою</a>
Спосіб підготовки переднього кінця гільзи перед прокаткою
Номер патенту: 88438
Опубліковано: 11.03.2014
Автори: Тартаковскій Боріс Ігорєвіч, Угрюмов Юрій Дмитрович, Стасевський Станіслав Леонідович, Угрюмов Дмитро Юрійович, Балакін Валерій Федорович
МПК: B21B 21/00
Мітки: прокаткою, переднього, кінця, спосіб, підготовки, гільзи
Формула / Реферат:
Спосіб підготовки переднього кінця гільзи перед прокаткою, що включає деформацію заготівки привідними робочими валками на короткій профільній оправці косовалкового стана та обкатку переднього кінця гільзи холостими валками на вихідній стороні кліті стана, який відрізняється тим, що деформацію переднього кінця гільзи здійснюють з його стоншуванням з боку внутрішнього діаметра на довжині 0,7-1,0 зовнішнього діаметра гільзи шляхом переміщення...
Спосіб підготовки переднього кінця гільзи перед прокаткою
Номер патенту: 103190
Опубліковано: 10.12.2015
Автори: Балакін Валерій Федорович, Стасевсьский Станіслав Леонідович, Добряк Владимир Дмитрович, Угрюмова Анна Юріївна, Угрюмов Юрій Дмитрович
МПК: B21B 21/00
Мітки: переднього, кінця, прокаткою, спосіб, гільзи, підготовки
Формула / Реферат:
Спосіб підготовки переднього кінця гільзи перед прокаткою, що включає деформацію кінця гільзи на оправці, який відрізняється тим, що з боку переднього торця гільзи вводять коротку циліндричну оправку, обтискають профільними бойками передній кінець гільзи, при цьому між обтисками гільзу повертають на кут, який визначається з виразу , де
Спосіб нагрівання і підготовки заготовок перед прокаткою у станах гарячої прокатки
Номер патенту: 92950
Опубліковано: 27.12.2010
Автори: Койфман Олександр Анатолійович, Чубань Андрій Михайлович, Курпе Олександр Геннадійович, Кумуржи Євген Володимирович, Трет'яков Олександр Борисович, Зінченко Юрій Анатолійович, Змазнева Єлизавета Василівна, Ковура Олександр Борисович, Лівшиц Дмітрій Арнольдовіч
МПК: F27D 3/00, F27B 9/30, F27B 9/00, C21D 9/00
Мітки: гарячої, прокаткою, нагрівання, спосіб, станах, підготовки, прокатки, заготовок
Формула / Реферат:
1. Спосіб нагрівання і підготовки заготовок перед прокаткою у станах гарячої прокатки, що містить садження заготовок у нагрівальну піч, подальше їх нагрівання, видачу на рольганг прокатної лінії для подальшої прокатки, який відрізняється тим, що заготовку з геометричними розмірами, меншими необхідних для садження в дану нагрівальну піч, встановлюють зверху на заготовку з геометричними розмірами, відповідними для садження в дану нагрівальну...
Спосіб підготовки гільзи до прокатки на пілігримовому стані

Номер патенту: 103349
Опубліковано: 10.12.2015
Автори: Стасевський Станіслав Леонідович, Балакін Валерій Федорович, Угрюмов Юрій Дмитрович, Добряк Володимир Дмитрович
МПК: B21B 21/00
Мітки: спосіб, гільзи, стані, підготовки, пілігримовому, прокатки
Формула / Реферат:
1. Спосіб підготовки гільзи до прокатки на пілігримовому стані, що включає зарядку в гільзу дорна з дорновим кільцем, який відрізняється тим, що задній кінець гільзи обтискують під кутом рівним 80-135° відносно осі горизонтального гідравлічного преса, двома бойками з розміщеними на них криволінійними вставками.2. Спосіб за п. 1, який відрізняється тим, що ширина ділянки гільзи, яка обтискується, дорівнює 0,3-0,5 її діаметра, і вона...
Спосіб підготовки гільзи до прокатки на пілігримовому стані
Номер патенту: 102601
Опубліковано: 10.11.2015
Автори: Угрюмов Юрій Дмитрович, Добряк Володимир Дмитрович, Стасевський Станіслав Леонідович, Балакін Валерій Федорович
МПК: B21B 21/00
Мітки: стані, гільзи, підготовки, прокатки, спосіб, пілігримовому
Формула / Реферат:
1. Спосіб підготовки гільзи до прокатки на пілігримовому стані, що включає зарядку дорну з дорновим кільцем в гільзу, який відрізняється тим, що задній кінець гільзи діаметром Dr обтискають двома бойками з розміщеними на них під кутом 90° криволінійними вставками, на яких виконані опуклості, висота яких складає (0,13-0,18) Dr, а радіус - (0,18-0,25) Dr.2. Спосіб за п. 1, який відрізняється тим, що ширина ділянки гільзи, яка...
Попередній патент: Кільцева машина для випалу вапняку
Наступний патент: Пристрій для плазмово-дугового напилення покриттів з магнітним керуванням
Випадковий патент: Магнітний гідроциклон