Спосіб підготовки гільзи до прокатки на пілігримовому стані
Номер патенту: 102601
Опубліковано: 10.11.2015
Автори: Добряк Володимир Дмитрович, Балакін Валерій Федорович, Угрюмов Юрій Дмитрович, Стасевський Станіслав Леонідович

Формула / Реферат
1. Спосіб підготовки гільзи до прокатки на пілігримовому стані, що включає зарядку дорну з дорновим кільцем в гільзу, який відрізняється тим, що задній кінець гільзи діаметром Dr обтискають двома бойками з розміщеними на них під кутом 90° криволінійними вставками, на яких виконані опуклості, висота яких складає (0,13-0,18) Dr, а радіус - (0,18-0,25) Dr.
2. Спосіб за п. 1, який відрізняється тим, що ширина ділянки гільзи, яка обтискається, дорівнює (0,3-0,5) Dr і вона розташована на відстані (0,1-0,2) Dr від заднього торця гільзи.
Текст
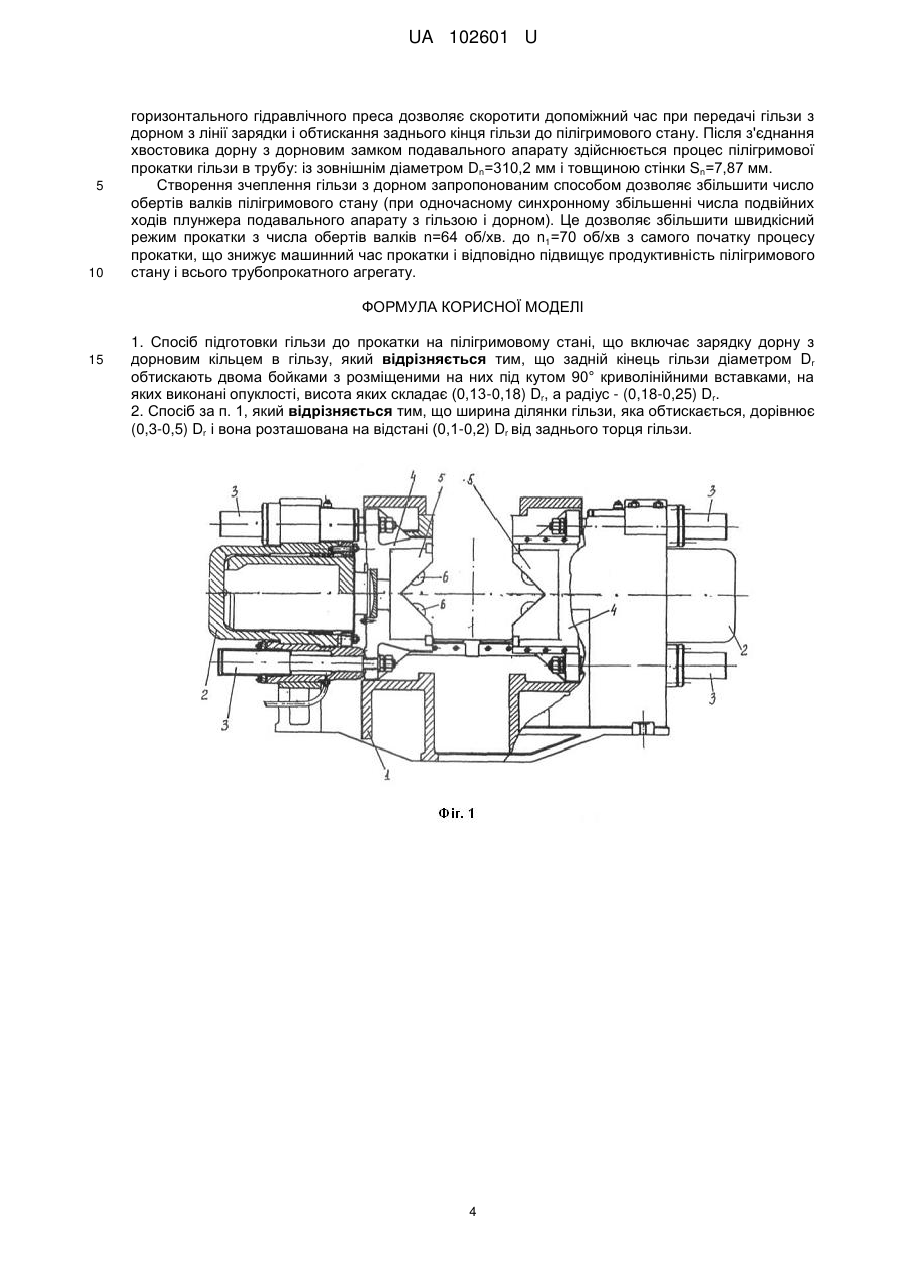
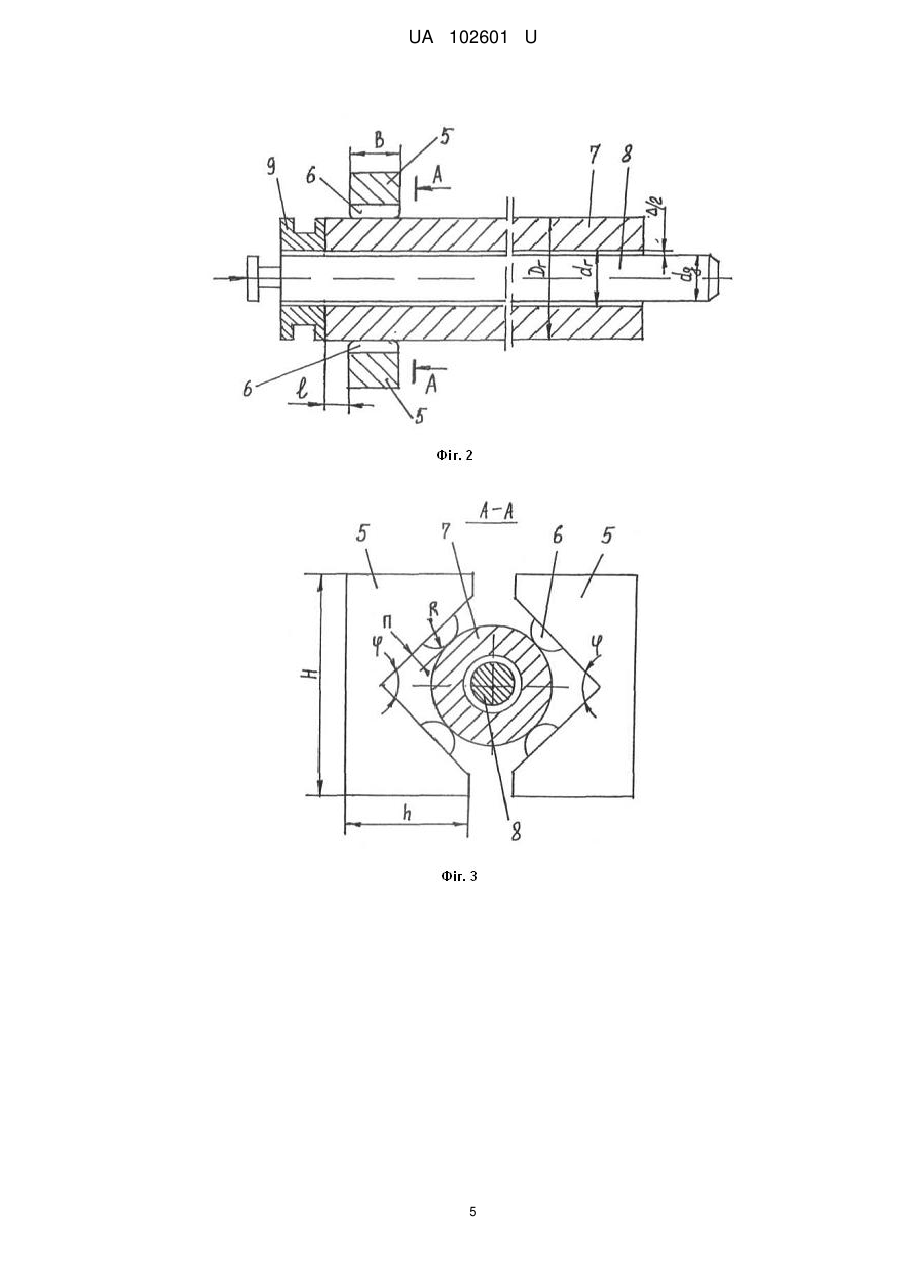
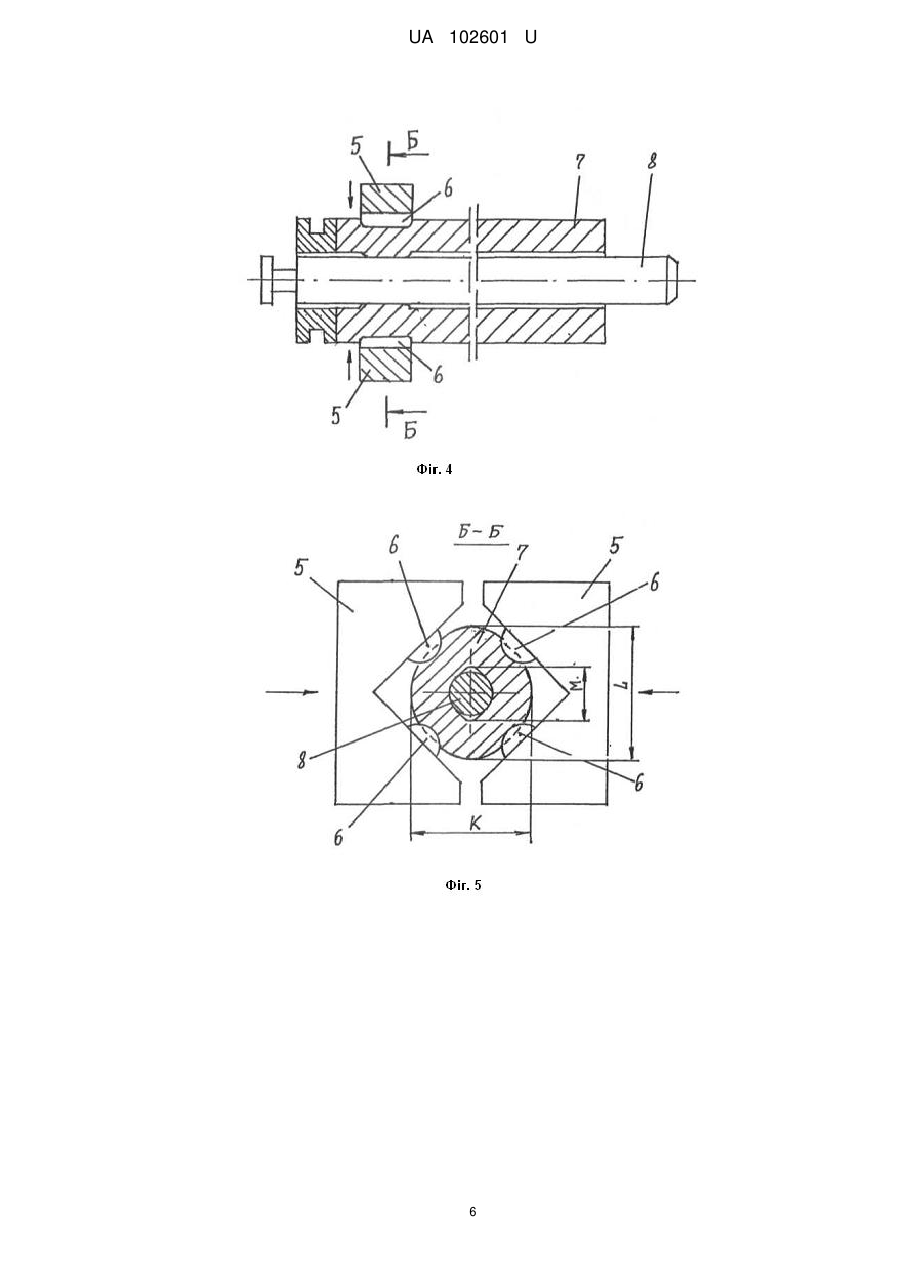
Реферат: Спосіб підготовки гільзи до прокатки на пілігримовому стані включає зарядку дорну з дорновим кільцем в гільзу. Задній кінець гільзи діаметром Dr обтискають двома бойками з розміщеними на них під кутом 90° криволінійними вставками, на яких виконані опуклості, висота яких складає (0,13-0,18) Dr, а радіус - (0,18-0,25) Dr. UA 102601 U (12) UA 102601 U UA 102601 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до обробки металів тиском, а саме виробництва труб на агрегатах з пілігримовими станами. Відомий спосіб підготовки гільзи до пілігримової прокатки труб, який містить прошивку заготівки дорном в матриці і профілізацію її переднього кінця за формою пілігримової головки, причому після закінчення профілізації переднього кінця заготівки до її заднього торця прикладають підпірне осьове зусилля, а матрицю переміщають уздовж заготівки до її заднього кінця, обтискаючи на дорні по зовнішньому діаметру і товщині стінки (А.С. 778834 СРСР, МПК В21В 21/00 "Спосіб підготовки гільзи до пілігримової прокатки труб", 1980, Бюл. № 42). Особливістю відомого способу є використання дорну пілігримового стану для прошивки гільзи з суцільної заготівки на горизонтальному гідравлічному пресі, що входить до складу пілігримового агрегату. Одночасно в процесі прошивки здійснюється профілізація переднього кінця гільзи. Потім дорн разом з гільзою передається на пілігримовий стан. Недоліками відомого способу є наступні: - на існуючих пресах, що входять до складу пілігримових агрегатів, таку підготовку гільз здійснити неможливо без їх реконструкції; - підвищена різностінність гільзи при прошивці на горизонтальному гідравлічному пресі (без подальшого косовалкового розкочування) приведе до підвищеної різностінності труб на пілігримовому стані; - у такий спосіб можна підготувати тільки передній кінець гільзи; - підвищена витрата дорнів унаслідок тривалого контакту з прокатуваним металом спочатку на пресі, а потім на пілігримовому стані. Найбільш близьким аналогом до способу, що заявляється, є спосіб підготовки гільзи до прокатки на пілігрімовому стані, який полягає в зарядці в гільзу дорну з дорновим кільцем (див. "Гаряча прокатка і пресування труб" /Ф.А. Данілов, А.З. Глейберг, В.Г. Балакин. - М.: Металургія, 1972. - С. 300-302). Операція зарядки в гільзу дорну з дорновим кільцем необхідна для здійснення розкочування гільзи на дорні в трубу профільними валками пілігримового стану за допомогою подавального апарату, з дорновим замком якого з'єднується хвостовик дорну. Наявність дорнового кільця забезпечує надійне зняття труби з дорну після прокатки за допомогою шиберного пристрою. Наявність зазору між гільзою і дорном забезпечує стабільну зарядку його в гільзу. Суттєвими ознаками аналога, які збігаються з суттєвими ознаками пропонованого способу, є зарядка в гільзу дорну з дорновим кільцем. Недоліком аналога є відсутність можливості зчеплення гільзи з дорном в початковий період пілігримової прокатки. Це обмежує швидкісний режим пілігримової прокатки для запобігання сповзанню гільзи з дорном в період фази гальмування рухомих мас при задаванні гільзи з дорном у валки пілігримового стану. Інакше це приведе до попадання у валки надмірного об'єму металу і, як наслідок, до аварійної ситуації (поломки валків, запобіжного шпинделя і ін.). В основу корисної моделі поставлено задачу удосконалити спосіб підготовки гільзи до прокатки на пілігримовому стані за рахунок створення умов для зчеплення гільзи з дорном в початковий період пілігримової прокатки, що дозволить збільшити швидкість прокатки і підвищити тим самим продуктивність пілігримового стану. Поставлена задача вирішується тим, що в способі підготовки гільзи до прокатки на пілігримовому стані, що містить зарядку дорну з дорновим кільцем в гільзу, згідно з корисною моделлю, задній кінець гільзи діаметром Dr обтискають двома бойками з розміщеними на них під кутом 90° криволінійними вставками, на яких виконані опуклості, висота яких складає (0,130,18) Dr, a радіус - (0,18-0,25) Dr. Крім цього ширина ділянки гільзи, яку обтискають, дорівнює (0,3-0,5) Dr і вона розташована на відстані (0,1-0,2) Dr від заднього торця гільзи. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає в наступному. Зчеплення гільзи з дорном в початковий період пілігримової прокатки і відповідне збільшення швидкості прокатки досягається за рахунок обтискання заднього кінця гільзи деформуючими інструментами - вставками з опуклостями, що усуває зазор між гільзою і дорном на обтиснутому кінці на більшій частині периметра дорну. Це створює необхідні сили тертя між гільзою і дорном, що перешкоджає сповзанню гільзи з дорну в період гальмування рухомих мас при завданні гільзи з дорном у валки і запобігає аварійним ситуаціям із-за попадання у валки надмірного об'єму металу. Вибір кута між криволінійними вставками рівним 90° обумовлений найбільш раціональними параметрами осередку деформації обтискання гільз із зовнішніми діаметрами, що використовуються на пілігримовому агрегаті. При цьому можливо також використання одних і 1 UA 102601 U 5 10 15 20 25 30 35 40 45 50 55 тих же деформуючих інструментів при обтисканні декількох суміжних типорозмірів гільз, що скорочує парк інструменту. Наявність опуклостей на криволінійних вставках забезпечує перерозподіл макрозсувів металу при обтисканні гільзи у напрямку її осі, що обумовлене збільшенням ступеня обтискання у напрямку переміщення вставки з опуклістю. Чотиристороння схема обтискання приводить до більш рівномірної деформації по периметру гільзи. При обтисканні опуклостями з найбільшим ступенем обтискання на невеликій ширині осередку деформації відбувається найбільш інтенсивне переміщення металу до осі гільзи, що приводить до усунення зазору між гільзою і дорном і створює певний нормальний тиск на дорн з боку металу. Сили тертя, що виникають на обтиснутій ділянці гільзи між гільзою і дорном, пропорційні силам нормального тиску металу на дорн. Тому ці сили тертя перешкоджають сповзанню гільзи з дорну при завданні гільзи у валки в період гальмування рухомих мас. Вибір висоти опуклостей в межах (0,13-0,18) Dr обумовлений наступним. Цей параметр пов'язаний з величиною зазору Δ між гільзою і дорном, а також з товщиною стінки гільзи Sr. Із збільшенням Δ і Sr висота опуклостей збільшується. Мінімальна величина 0,13 Dr повинна забезпечити опрацьовування металу, щоб усунути зазор між гільзою і дорном, а максимальна величина 0,18 Dr повинна забезпечити обтискання гільз різних діаметрів певного діапазону для скорочення парку інструменту. Радіус опуклостей R пов'язаний з діаметром гільзи Dr, таким чином, що чим більше Dr, тим більше R для створення більш рівномірної схеми обтискання по периметру гільзи за рахунок збільшення ширини осередку деформації. При цьому мінімальна величина 11=0,18 Dr відповідає мінімальному діаметру гільзи, а максимальна R=0,25 Dr - максимальному діаметру Dr (певного діапазону). Вибір ширини заднього кінця гільзи, що обтискається, в межах (0,3-0,5) Dr обумовлений наступним. З одного боку ширина ділянки, що обтискається, визначає ширину контакту і площу зіткнення гільзи з дорном, що створює необхідні сили тертя, що перешкоджають зсуву гільзи з дорну, а з іншої - збільшення ділянки, що обтискається, понад 0,5 Dr приводить до надмірного збільшення габаритів обтискного преса, що нераціонально. Вибір відстані (0,1-0,2) Dr ділянки гільзи, що обтискається, від її заднього торця і відповідно від дорнового кільця обумовлений наступним. Вибір цієї відстані менше 0,1 Dr не забезпечує необхідного жорсткого кінця при обтисканні гільзи, який стримує овалізацію її заднього торця. Вибір цієї відстані більше 0,2 Dr не забезпечує раціонального розміщення обтискного преса на ділянці. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 наведений загальний вид горизонтального гідравлічного преса, на фіг. 2 - загальний вид гільзи з дорном і дорновим кільцем перед обтисканням заднього кінця гільзи, на фіг. 3 - розріз А-А на фіг. 2, на фіг. 4 загальний вид гільзи з обтиснутим заднім кінцем на дорні, на фіг. 5 - переріз Б-Б на фіг. 4, на фіг. 6 - схема визначення параметрів осередку деформації обтискання гільзи. Для обтискання заднього кінця гільзи по зовнішньому діаметру використовується горизонтальний гідравлічний прес, що складається із станини 1, головних циліндрів 2, допоміжних циліндрів 3 і двох бойків 4, з розміщеними на них криволінійними вставками 5, кут між якими складає 90°, на яких виконані опуклості 6 (фіг. 1). Два головні гідравлічні циліндри 2 призначені для здійснення робочого ходу бойків 4 до осі преса, суміщеної з віссю гільзи 7. Чотири допоміжних гідравлічних циліндрів 3 призначені для відведення бойків 4 від гільзи після її обтискання. Після прошивного косовалкового стану гільза 7 при температурі 1100 °C надходить на ділянку позастанової зарядки одного з двох пілігримових станів, що входять до складу пілігримового агрегату. Після видувки окалини з внутрішньої поверхні гільзи 7 в неї за допомогою заправного преса вводиться дорн 8 з дорновим кільцем 9. Розміри гільзи: Dr зовнішній діаметр, Rr - радіусгільзи, Rr=0,5 Dr, dr - внутрішній діаметр і товщина стінки Sr=0,5 (Dr-dr) і дорну dq - середній діаметр дорну визначаються таблицею прокатки конкретного розміру труб. При цьому величина зазору Δ між гільзою і дорном визначається залежністю Δ=dr-dq. Наявність зазору забезпечує вільну зарядку дорну в гільзу з урахуванням її кривизни, зміни внутрішнього діаметра dr і її овальності (фіг. 2). Величина зазору Δ може коливатися в межах 10-25 мм з урахуванням точності геометричних параметрів гільзи. Потім задній кінець гільзи 7 обтискається бойками 4 гідравлічного пресу з розміщеними в них вставками 5, на яких виконані опуклості 6. Кут між криволінійними вставками складає 90°, ширина ділянки гільзи, що обтискається, визначається розміром В вставки 5, а відстань від заднього торця гільзи до ділянки, що обтискається, складає 1. При цьому В=(0,3-0,5) Dr, a 1=(0,1-0,2) Dr. 2 UA 102601 U 5 10 15 20 25 З урахуванням прийнятої геометрії поперечного профілю вставок 5 з опуклостями 6 осередок обтискання гільзи 7 на дорні 8 в початковій стадії зіткнення опуклостей 6 з гільзою 7 приведений на фіг. 3. В цьому випадку геометричні параметри Η і h вставок 5 визначаються діаметрами гільзи Dr і dr, діаметром дорну dq і кутом φ=90°. Опуклості 6, що здійснюють деформацію гільзи, мають розміри: висота П=(0,13-0,18) Dr, а радіус R=(0,19-0,25) Dr. При включенні головних циліндрів 2 гідравлічного преса відбувається зведення бойків 4 і обтискання гільзи на задньому її кінці шириною В результаті впровадження опуклостей 6 вставок 5 в гільзу, що викликає макрозсуви металу у напрямі осі гільзи і заповненні зазору між гільзою і дорном (фіг. 4 і 5). В результаті відносної рівномірної схеми чотиристороннього обтискання гільзи опуклостями 6, вставок 5, схема поперечного осередку деформації має вигляд, приведений на фіг. 5. При цьому на зовнішній поверхні гільзи мають місце вм'ятини, розміри яких визначаються радіусом R опуклостей 6 і величиною впровадження (обтискання) гільзи. По роз'єму вставок 5 має місце збільшення діаметра гільзи до розміру L. Прийнята схема обтискання гільзи забезпечує усунення зазору між гільзою і дорном, а певна величина обтискання гарантує створення необхідного тиску металу гільзи на дорн, що є передумовою надійного зчеплення між ними. Таким чином, особливостями схеми обтискання гільзи на дорні вставками з опуклостями є перерозподіл макрозсувів металу у напрямі переважно осі гільзи і розширення гільзи у напрямі роз'єму вставок, при цьому L>Dr, але не значно (до 2 %). Це приводить до обхвату металом дорну на більшій частині його периметра (фіг. 5). Для побудови осередку деформації обтискання гільзи визначимо його параметри в системі координат X і У (фіг. 6). Відстань 001 між осями гільзи і опуклості радіусу складає: 001 Rx cos Rx cos 1 . Відстань t 001x cos 2 , a N 0012 t 2 . Величина обтискання аб гільзи (радіусом Rr) опуклістю (радіусом R) визначається з наступних виразів: Rr аб вб ав R 01B 30 вб Rr 0B 01B Rx cos , 0B Rx cos 1 ав ав вб R(1 - cos ) Rr (1- cos 1) ) 35 40 45 50 55 Ширина контактної поверхні ср 2Rxsin1 , що необхідно при визначенні тиску металу на інструмент. При заданих величинах 2 , обтисканні гільзи Rr ав , радіусів гільзи Rr і опуклостей Rr визначаються параметри t і N осередку деформації. Спосіб підготовки гільзи до прокатки на пілігримовому стані пояснюється на конкретному прикладі для прокатки труб 299 × 8 мм. Гільза з розмірами Dr=455 мм, dr=310 мм, Sr=73 мм при температурі ~1100 °C після прошивного косовалкового стану надходить на ділянку позастанової зарядки пілігримового стану агрегату 5-12". Після видувки окалини в гільзу вводиться дорн діаметром dq=310 мм з дорновим кільцем за допомогою заправного преса. Одночасно дорноорієнтований механізм повертає дорн навколо його осі в необхідне положення для подальшого з'єднання хвостовика дорну з дорновим замком подавального апарату. За наявності горизонтального гідравлічного преса на ділянці позастанової зарядки пілігримового стану подальша підготовка гільзи до прокатки здійснюється таким чином. Задній кінець гільзи обтискається вставками преса з опуклостями. При цьому кут φ=90°, величина зазору Δ між гільзою і дорном складає Δ=dr-dq=15 мм. Параметри вставок складають: В=200 мм, Н=750 мм, h=500 мм. Радіус опуклостей R=90 мм, а їх висота П=70 мм. Величина обтискання ΔRr=R(1-cosγ) + Rr (1-cosγ1); ΔRr=24,1 мм, при =37°, і 1=14°, a H=t=212 мм. Після обтискання гільзи її параметри складають: по роз'єму вставок L=468 мм у перпендикулярному напрямі К=460 мм. Величина М=322 мм. Відстань 1=50 мм забезпечує з одного боку наявність жорсткого кінця, що стримує овалізацію заднього торця гільзи, а з іншої - оптимальне розміщення преса з урахуванням ширини дорнового кільця. Потім гільза з дорном за допомогою маніпулятора піднімається вгору при розсунених бойках преса і переноситься до пілігримового стану. Наявність двобойкового 3 UA 102601 U 5 10 горизонтального гідравлічного преса дозволяє скоротити допоміжний час при передачі гільзи з дорном з лінії зарядки і обтискання заднього кінця гільзи до пілігримового стану. Після з'єднання хвостовика дорну з дорновим замком подавального апарату здійснюється процес пілігримової прокатки гільзи в трубу: із зовнішнім діаметром Dn=310,2 мм і товщиною стінки Sn=7,87 мм. Створення зчеплення гільзи з дорном запропонованим способом дозволяє збільшити число обертів валків пілігримового стану (при одночасному синхронному збільшенні числа подвійних ходів плунжера подавального апарату з гільзою і дорном). Це дозволяє збільшити швидкісний режим прокатки з числа обертів валків n=64 об/хв. до n1=70 об/хв з самого початку процесу прокатки, що знижує машинний час прокатки і відповідно підвищує продуктивність пілігримового стану і всього трубопрокатного агрегату. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 1. Спосіб підготовки гільзи до прокатки на пілігримовому стані, що включає зарядку дорну з дорновим кільцем в гільзу, який відрізняється тим, що задній кінець гільзи діаметром Dr обтискають двома бойками з розміщеними на них під кутом 90° криволінійними вставками, на яких виконані опуклості, висота яких складає (0,13-0,18) Dr, а радіус - (0,18-0,25) Dr. 2. Спосіб за п. 1, який відрізняється тим, що ширина ділянки гільзи, яка обтискається, дорівнює (0,3-0,5) Dr і вона розташована на відстані (0,1-0,2) Dr від заднього торця гільзи. 4 UA 102601 U 5 UA 102601 U 6 UA 102601 U Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of preparation of sleeve to rolling on pilger mill
Автори англійськоюStasevskyi Stanislav Leonidovych, Uhriumov Yurii Dmytrovych, Dobriak Volodymyr Dmytrovych, Balakin Valerii Fedorovych
Назва патенту російськоюСпособ подготовки гильзы к прокатке на пилигримовом стане
Автори російськоюСтасевский Станислав Леонидович, Угрюмов Юрий Дмитриевич, Добряк Владимир Дмитриевич, Балакин Валерий Федорович
МПК / Мітки
МПК: B21B 21/00
Мітки: підготовки, пілігримовому, спосіб, гільзи, стані, прокатки
Код посилання
<a href="https://ua.patents.su/9-102601-sposib-pidgotovki-gilzi-do-prokatki-na-piligrimovomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки гільзи до прокатки на пілігримовому стані</a>
Спосіб прокатки труб на пілігримовому стані

Номер патенту: 96889
Опубліковано: 25.02.2015
Автори: Стасевський Станіслав Леонідович, Угрюмов Юрій Дмитрович
МПК: B21B 21/00
Мітки: спосіб, прокатки, пілігримовому, стані, труб
Формула / Реферат:
Спосіб прокатки труб на пілігримовому стані, який включає деформацію переднього кінця гільзи при розхилі валків у 1,02-1,15 рази більшому, ніж розхил валків при прокатці середньої частини гільзи, відведення назад гільзи з деформованим переднім кінцем, установку розхилу валків відповідним режиму прокатки середньої частини гільзи, деформацію гільзи від початку до кінця і регулювання величини подачі гільзи залежно від величини витягання, який...
Спосіб підготовки переднього кінця гільзи перед прокаткою
Номер патенту: 88438
Опубліковано: 11.03.2014
Автори: Стасевський Станіслав Леонідович, Угрюмов Юрій Дмитрович, Угрюмов Дмитро Юрійович, Балакін Валерій Федорович, Тартаковскій Боріс Ігорєвіч
МПК: B21B 21/00
Мітки: гільзи, спосіб, переднього, прокаткою, кінця, підготовки
Формула / Реферат:
Спосіб підготовки переднього кінця гільзи перед прокаткою, що включає деформацію заготівки привідними робочими валками на короткій профільній оправці косовалкового стана та обкатку переднього кінця гільзи холостими валками на вихідній стороні кліті стана, який відрізняється тим, що деформацію переднього кінця гільзи здійснюють з його стоншуванням з боку внутрішнього діаметра на довжині 0,7-1,0 зовнішнього діаметра гільзи шляхом переміщення...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Матюшенко Дмитро Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: стані, широкоштабовому, спосіб, прокатки, гарячої, штаб
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб зміни дорна з дорновим кільцем для пілігримової прокатки труб
Номер патенту: 100527
Опубліковано: 27.07.2015
Автори: Угрюмова Анна Юріївна, Угрюмов Юрій Дмитрович, Стасевський Станіслав Леонідович, Добряк Володимир Дмитрович
МПК: B21B 25/06, B21B 21/00
Мітки: пілігримової, труб, дорновим, кільцем, спосіб, прокатки, зміни, дорна
Формула / Реферат:
Спосіб зміни дорна з дорновим кільцем для пілігримової прокатки труб, що включає фіксацію гільзи від осьового зсуву щодо дорна, осьове переміщення дорна у напрямку його хвостової частини, видачу дорна з дорновим кільцем з лінії прокатки, який відрізняється тим, що гільзу фіксують двома шиберами, симетрично розташованими відносно осі дорна.
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки
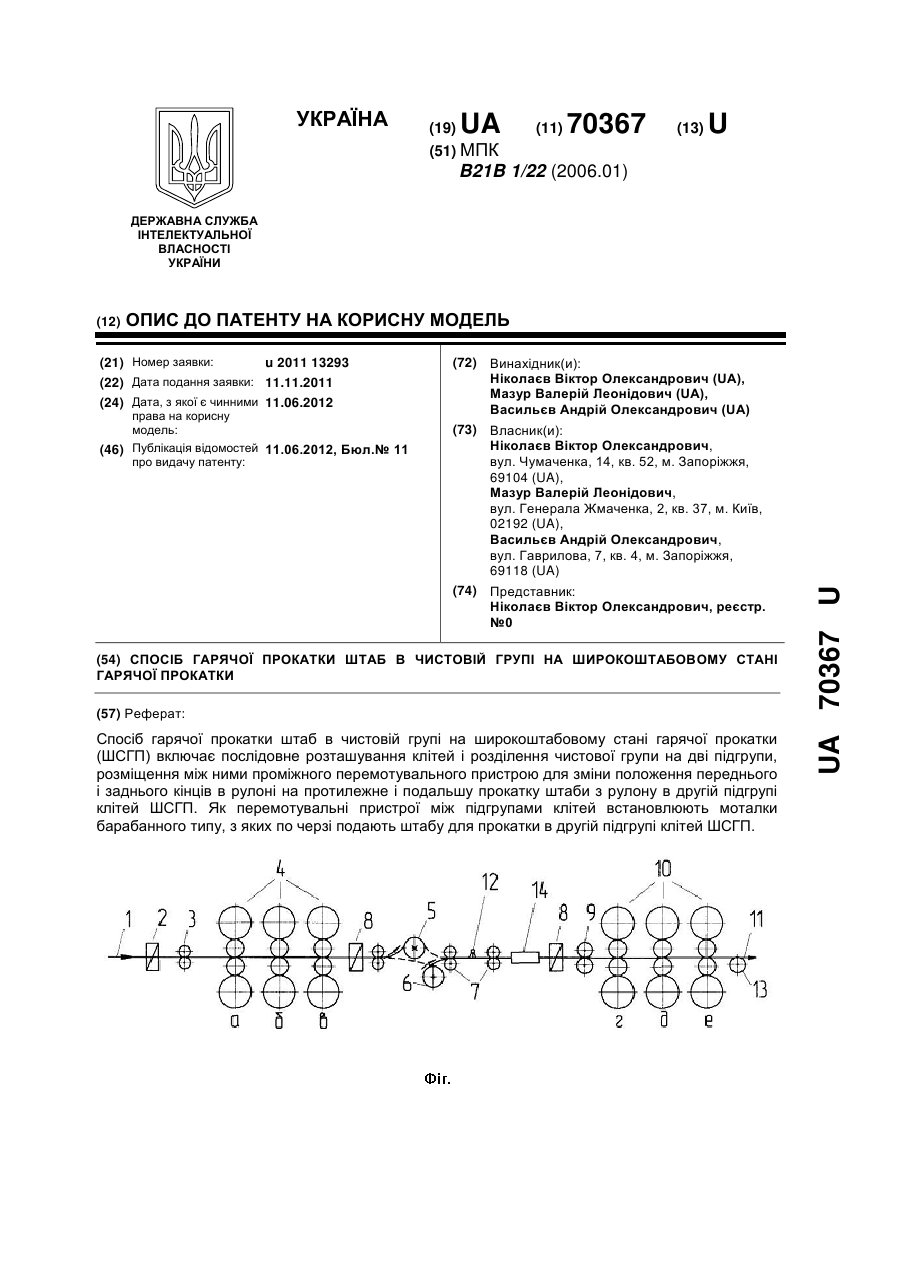
Номер патенту: 70367
Опубліковано: 11.06.2012
Автори: Васильєв Андрій Олександрович, Ніколаєв Віктор Олександрович, Мазур Валерій Леонідович
МПК: B21B 1/22
Мітки: стані, прокатки, чистовий, спосіб, штаб, гарячої, групи, широкоштабовому
Формула / Реферат:
Спосіб гарячої прокатки штаб в чистовій групі на широкоштабовому стані гарячої прокатки (ШСГП), що включає послідовне розташування клітей і розділення чистової групи на дві підгрупи, розміщення між ними проміжного перемотувального пристрою для зміни положення переднього і заднього кінців в рулоні на протилежне і подальшу прокатку штаби з рулону в другій підгрупі клітей ШСГП, який відрізняється тим, що як перемотувальні пристрої між...
Попередній патент: Поршень двигуна внутрішнього згоряння
Наступний патент: Канал вимірювання радіальної швидкості літальних апаратів для мобільної суміщеної вимірювальної системи
Випадковий патент: Процес отримання таблеток спарфлоксацину методом вологої грануляції