Ливник та збірка такого ливника з внутрішнім стаканом
Формула / Реферат
1. Ливник (30) для безперервного лиття сталі з розливного жолоба до форми для безперервного лиття, що включає:
на одному кінці, тобто верхньому кінці (32), загалом прямокутну пластину (34) з верхньою поверхнею (16) та нижньою поверхнею, та трубу (38), вісь (40) труби, здебільшого ортогональна верхній поверхні (16) пластини (34), простягається від нижньої поверхні вказаної пластини до протилежного кінця ливника, тобто нижнього кінця (36), причому ливник (30) включає:
ливниковий канал, що складається з впускного отвору (18), виконаного в поверхні (16) пластини (34), внутрішнього отвору в пластині, внутрішнього отвору (50) в трубі, причому нижній кінець (36) труби закритий, і ливниковий канал виконаний з можливістю відкриття поблизу нижнього кінця (36) через випускні отвори (46, 46'), виконані в бокових стінках труби (38), а впускний отвір (18) у пластині, внутрішні отвори в пластині та трубі та випускні отвори поєднані гідравлічно, при цьому випускні отвори (46, 46') розташовані симетрично з кожного боку осі (40) труби (38), а центри випускних отворів (46, 46') з кожного боку осі (40) визначають вісь, тобто вісь випускних отворів (48), здебільшого ортогональну осі (40) труби (38), та вісь випускних отворів (48) здебільшого паралельна парі боків пластини (34), який відрізняється тим, що
впускний отвір (18) видовжений та має велику вісь (42) та малу вісь (44), причому мала вісь (44) отвору (18) паралельна осі випускних отворів (48), та тим, що ливниковий канал різко переходить від видовженого перерізу до круглого перерізу.
2. Ливник (30) згідно з п. 1, в якому велика вісь (42) видовженого отвору (18) ексцентрична відносно боків прямокутника, перпендикулярного осі випускних отворів (48).
3. Ливник (30) згідно з п. 1 або 2, в якому розмір пластини (34) в напрямі, що відповідає осі випускних отворів (38), дорівнює щонайменше трьом розмірам малої осі (44) отвору (18).
4. Ливник (30) згідно з будь-яким з пп. 1-3, в якому видовжений отвір (18) утворено дугами двох кіл, радіуси яких ідентичні і відповідають подвійній відстані між їх центрами, з'єднаних паралельними прямолінійними відрізками однакової довжини, перпендикулярними осі випускних отворів (48).
5. Ливник (30) згідно з будь-яким з пп. 1-4, в якому різкий перехід ливникового каналу від видовженого перерізу до круглого перерізу відбувається на відстані від 20 до 50 мм від верхньої поверхні (16) пластини (34).
6. Ливник (30) згідно з п. 5, в якому зміна поперечного перерізу супроводжується зменшенням перерізу потоку.
7. Збірка ливника (30) згідно з будь-яким з пп. 1-6 та внутрішнього стакана, де внутрішній стакан включає пластину на одному кінці, тобто на нижньому кінці, оснащену розвантажувальним отвором, з ущільненням між ливником та внутрішнім стаканом стиком нижньої пластини внутрішнього стакана та верхньої пластини (34) ливника, яка відрізняється тим, що розвантажувальний отвір внутрішнього стакана влаштовано здебільшого ідентично впускному отвору (18) ливникового каналу ливника (30), так що в положенні лиття обидва отвори гідравлічно з'єднані.
Текст
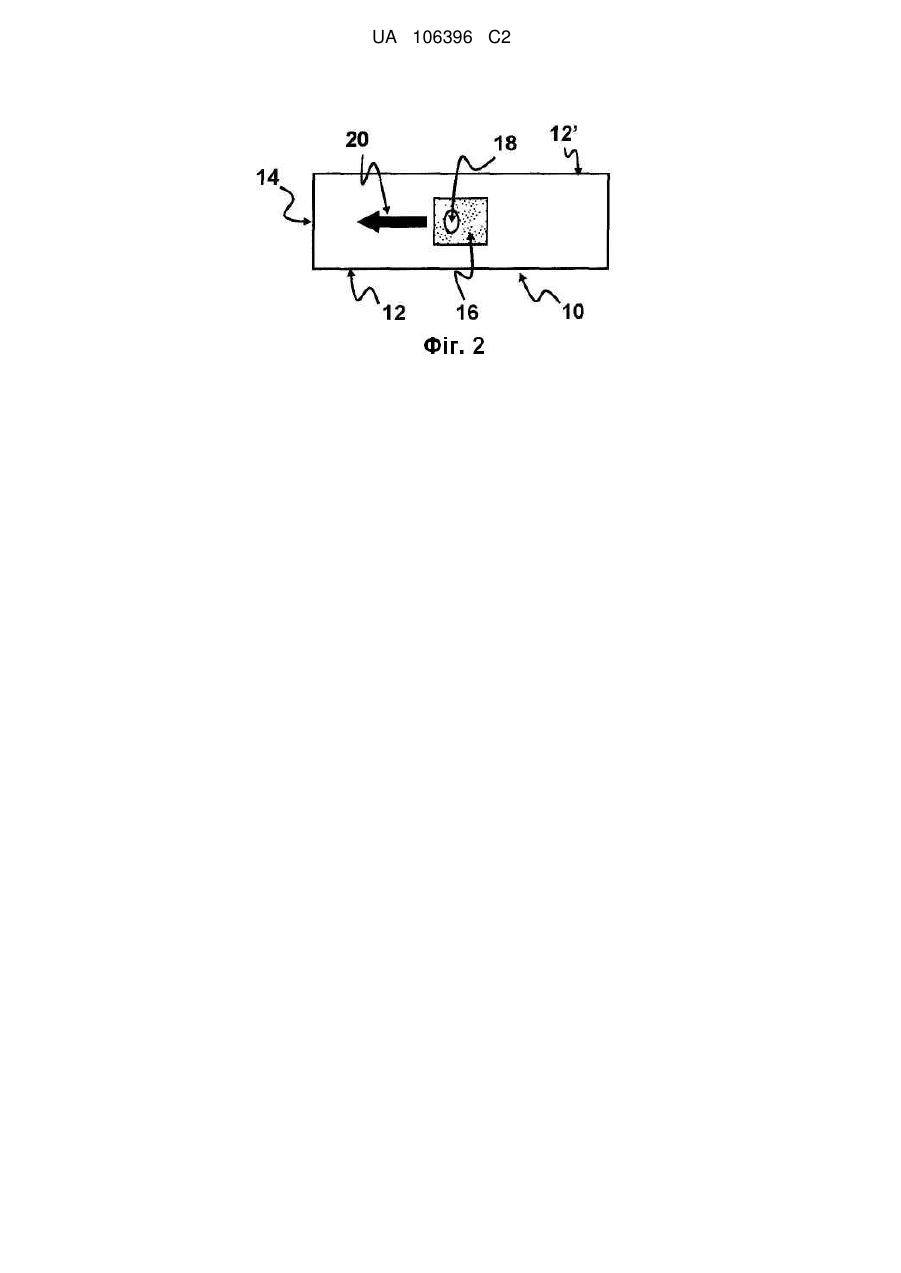
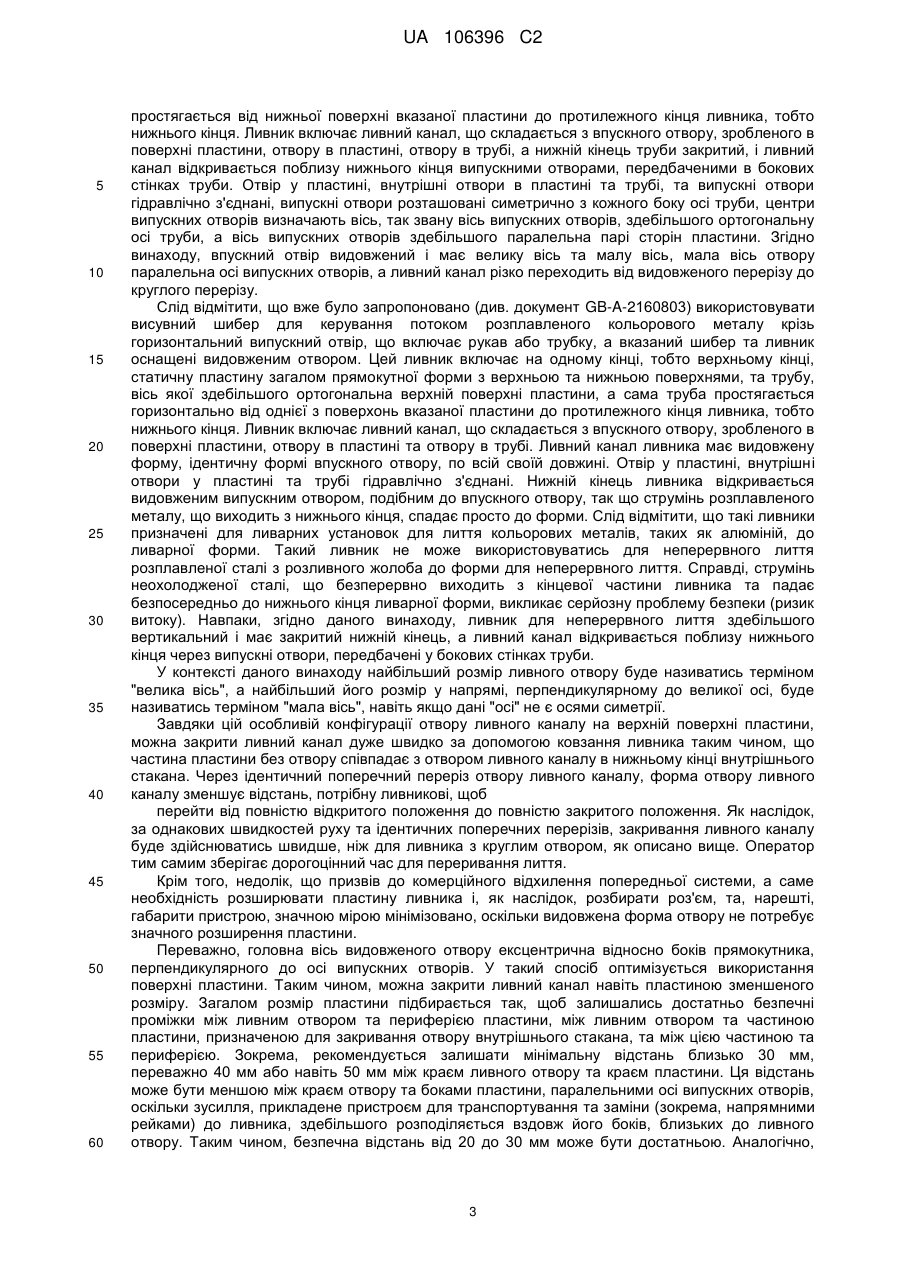
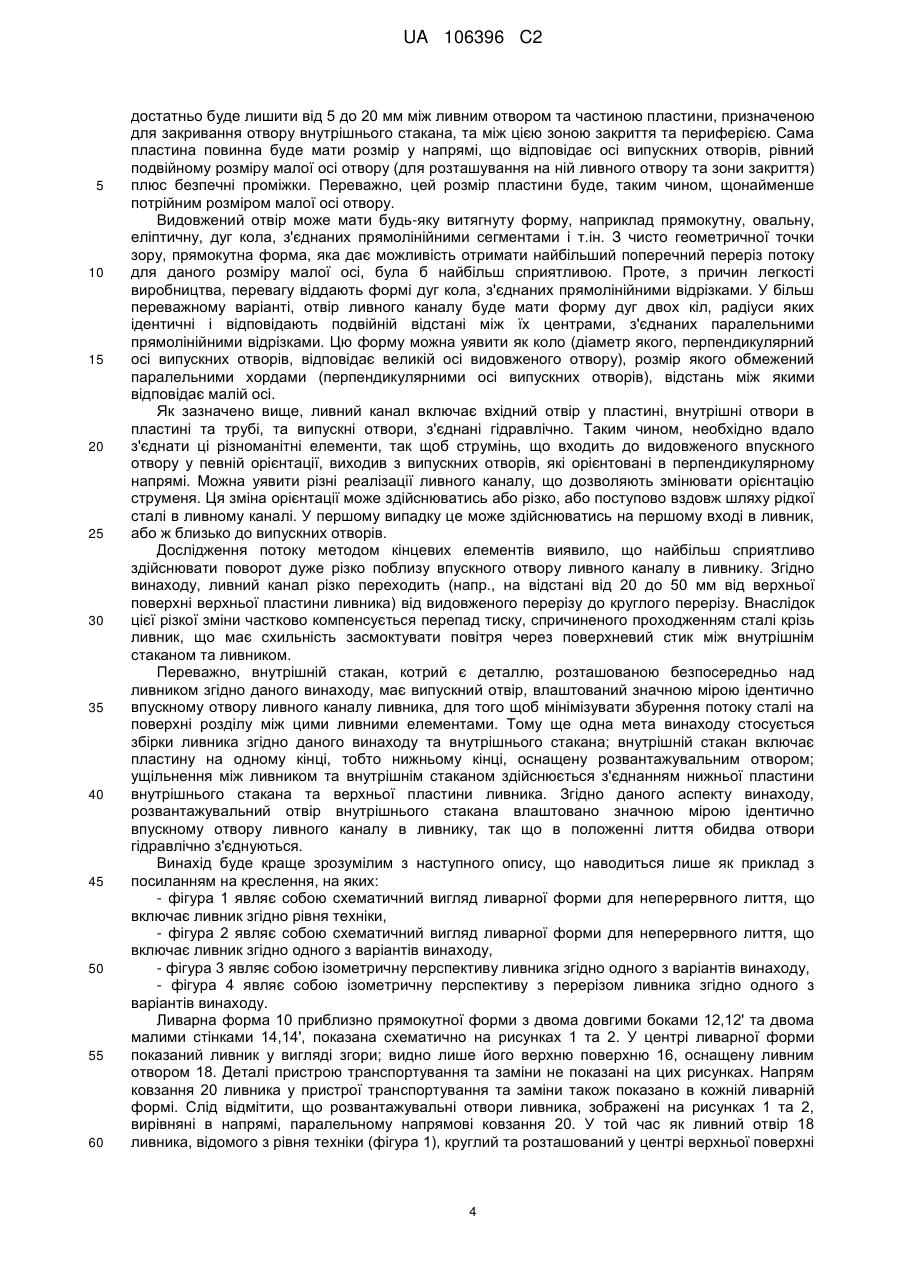
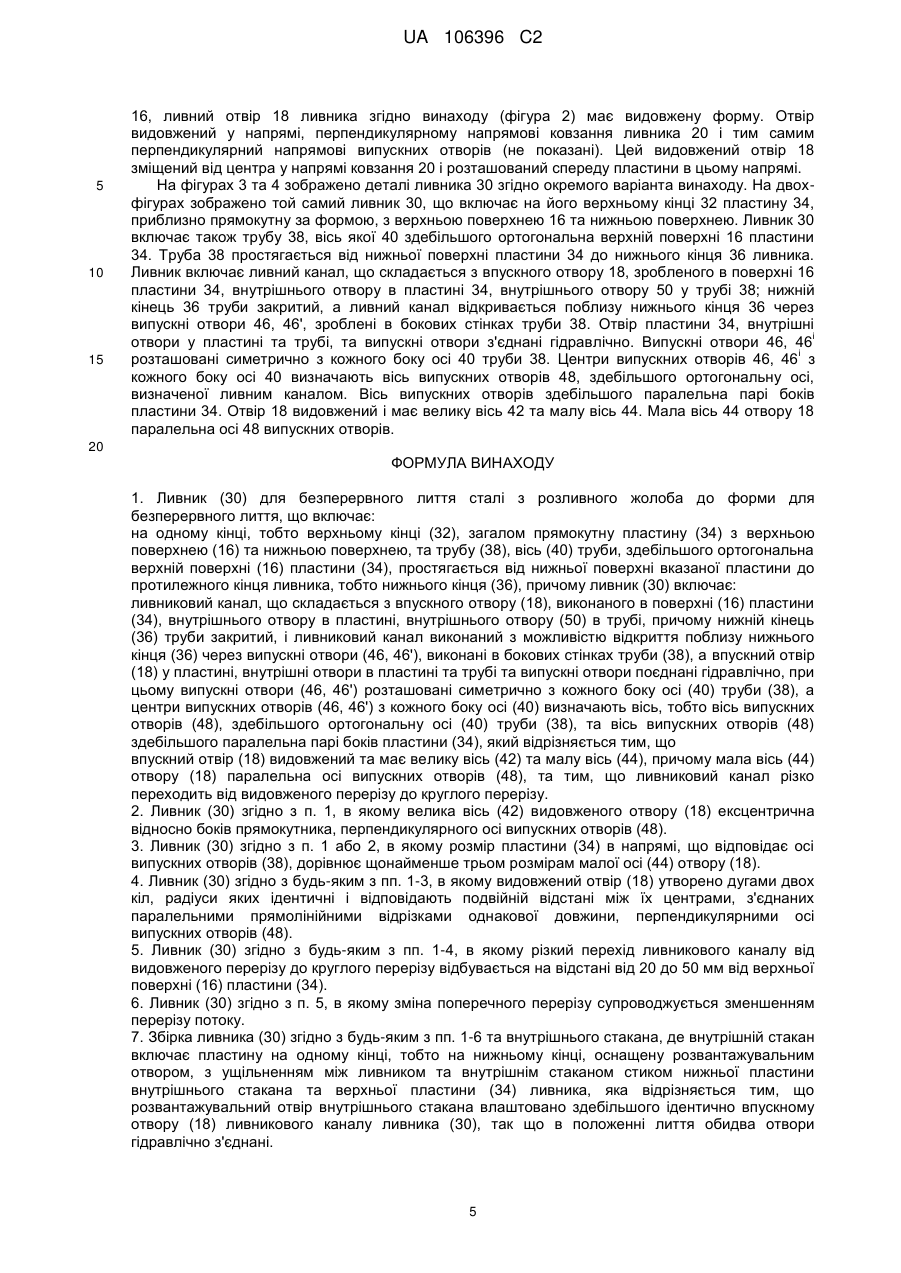
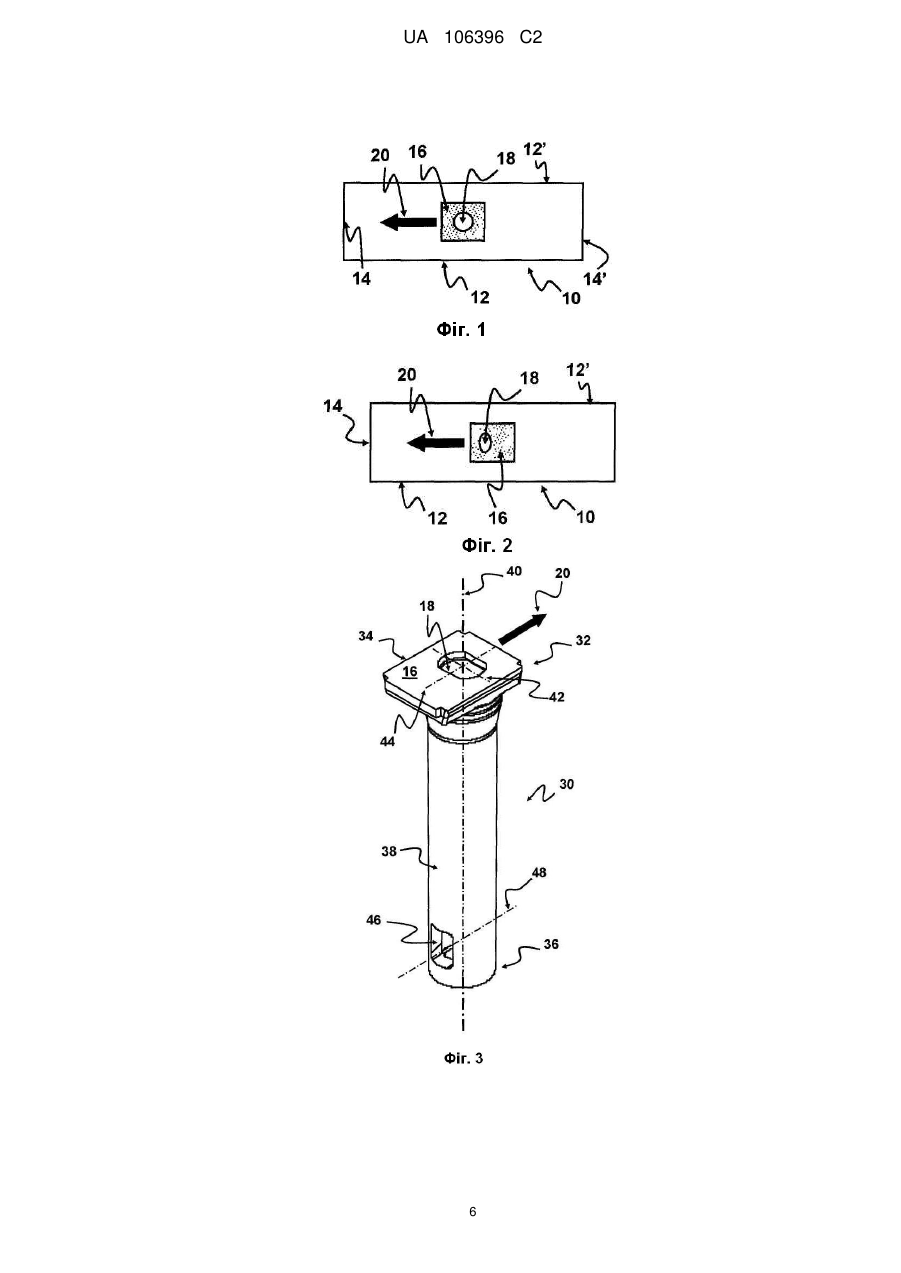
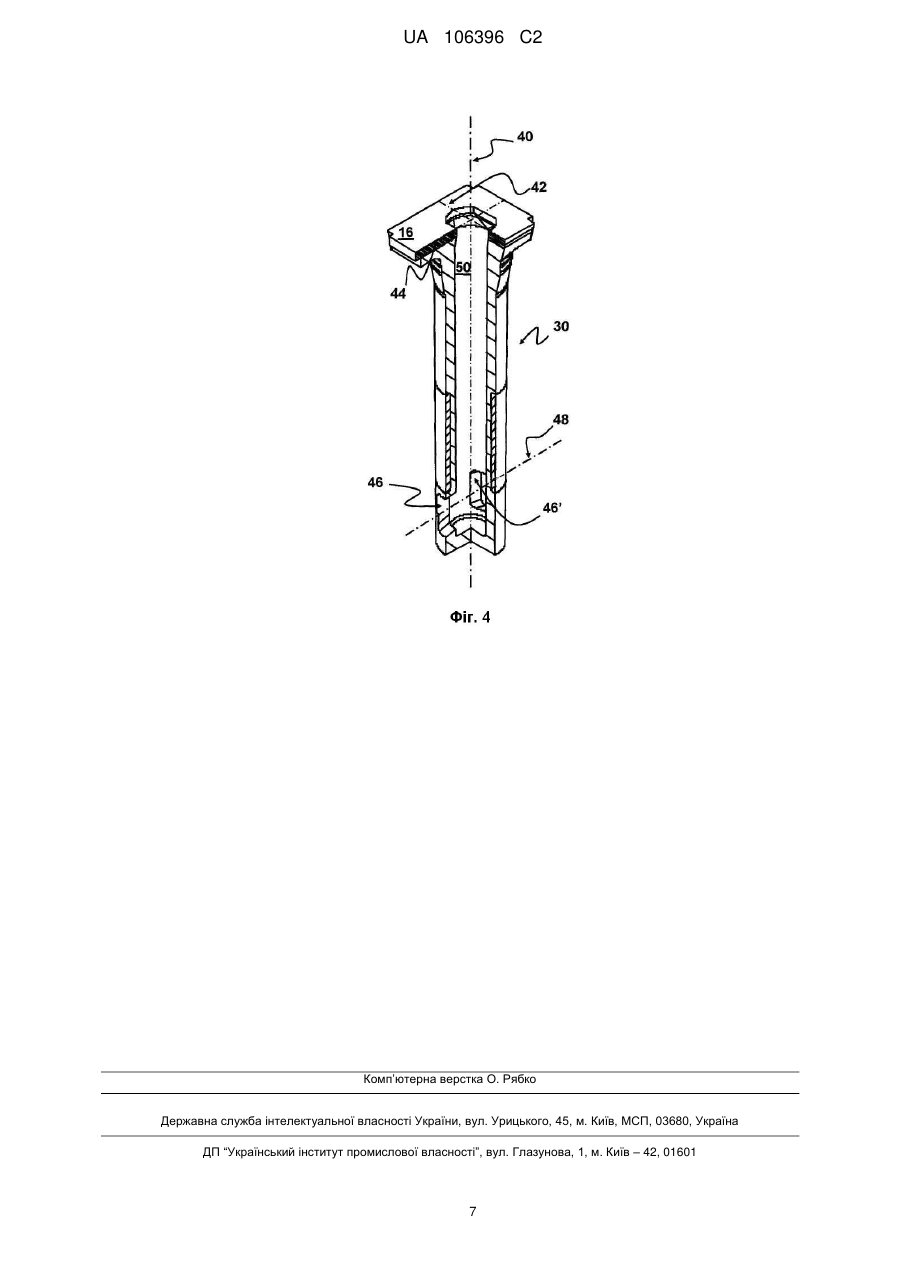
Реферат: Винахід стосується ливника 30, що включає на своєму верхньому кінці 32 загалом прямокутну за формою пластину 34 з верхньою поверхнею 16 та нижньою поверхнею. Ливник 30 включає також трубу 38, вісь якої 40 здебільшого ортогональна верхній поверхні 16 пластини 34. Труба 38 простягається від нижньої поверхні пластини 34 до нижнього кінця 36 ливника. Ливник включає ливниковий канал, що складається з впускного отвору 18, виконаного в поверхні 16 пластини 34, внутрішнього отвору в пластині 34, внутрішнього отвору 50 у трубі 38, причому нижній кінець 36 труби закритий, а ливний канал відкривається поблизу нижнього кінця 36 через випускні отвори 46, 46', виконані в бокових стінках труби 38. Отвір пластини 34, внутрішні отвори у пластині та трубі, та випускні отвори з'єднані гідравлічно. Випускні отвори 46, 46' розташовані симетрично з кожного боку осі 40 труби 38. Центри випускних отворів 46, 46' з кожного боку осі 40 визначають вісь випускних отворів 48, здебільшого ортогональну осі 40 труби 38. Вісь випускних отворів здебільшого паралельна парі боків пластини 34. Впускний отвір 18 видовжений і має велику вісь 42 та малу вісь 44. Мала вісь 44 отвору 18 паралельна осі 48 випускних отворів. Згідно з іншим предметом даного винаходу, він стосується також збірки такого ливника з внутрішнім стаканом. Цей ливник, а також його збірка з внутрішнім стаканом, використовуються для безперервного лиття сталі з розливного жолоба до форми для безперервного лиття. UA 106396 C2 (12) UA 106396 C2 UA 106396 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід стосується відбивного елемента, що використовується для безперервного лиття розплавленої сталі з верхньої металургійної ємності до нижньої металургійної ємності. Згідно окремого варіанта винаходу, ливник використовується для лиття розплавленої сталі з розподільного резервуара (який має також назву "розливний жолоб") до ливарної форми або виплавної форми (яка має також назву "кокіль"). В процесі неперервного лиття сталі з розливного жолоба до ливарної форми ливник використовується для захисту рідкої сталі від хімічних впливів з навколишньої атмосфери та для її теплової ізоляції під час її перенесення з верхньої ємності до нижньої ємності. Ці ливники, приблизно циліндричної форми, складаються з цільними з верхнім кінцем, що має загалом конусоподібний вхідний отвір, розташований поблизу дна верхньої ємності. У цих ливниках висвердлений отвір, що утворює зливний канал, який дозволяє рідкій сталі текти до нижнього кінця ливника, котрий занурено до ливарної форми. У більшості випадків донний кінець ливника закритий або принаймні має звуження для обмеження вертикального потоку струменя сталі, і сталь надходить до ливарної форми переважно через бокові отвори (або випускні отвори), якими оснащено нижній кінець. У контексті даного винаходу термін "закритий" донний кінець ливника буде використовуватись для позначення ливників, які дійсно закриті з донного кінця, або ж просто оснащені таким звуженням. У випадку лиття сталі у вигляді плоских продуктів, таких як сляб, використовується ливарна форма, що являє собою форму без дна з чотирма боковими стінками, здебільшого виготовленими з міді, охолоджуваними водою, попарно паралельними, котра має приблизно прямокутний поперечний переріз, що приблизно відповідає ширині та товщині слябу. Ливарна форма здебільшого має довжину більшу, ніж її ширина. Бічні отвори в донній частині ливника типово розташовані симетрично один відносно одного для забезпечення однорідного потоку до ливарної форми. Крім того, бокові отвори ніколи не спрямовуються точно на довгі стінки ливарної форми, котрі знаходяться найближче до ливника, без чого рідка сталь, яка вивантажена з розливного жолоба і все ще перебуває при високій температурі, безпосередньо б стикалася з довгими стінками й викликала б зайве нагрівання та, через певний час, плавлення мідних стінок. Це призвело б до витоку сталі з катастрофічними наслідками як для установки, так і для персоналу. Навпаки, бокові отвори виходів ливника спрямовані до вузьких стінок ливарної форми, котрі знаходяться найдалі; таким чином, сталь, вивантажена з розливного жолоба, має час для охолодження в контакті з попередньо вилитою сталлю до того, як вона досягає стінок. Такі ливники швидко зношуються і знаходяться під високим навантаженням, так що термін їх служби може обмежувати час лиття. Зокрема, ці ливники можуть забиватись осадом глинозему, роз'їдатись хімічно особливо агресивним шлаком або сортом сталі, тріскатись від теплового або механічного удару. Тому, починаючи з 1980-х, розроблялися пристрої для транспортування та встановлення ливників. У цих пристроях ливник із зануреним входом, котрий дотепер складався цільним та простягався від донної стінки розливного жолоба аж до центра ливарної форми, замінено на збірку, що складається з внутрішнього стакана (котрий відповідає верхній частині), який проводить сталь крізь донну стінку розливного жолоба, та ливника (котрий відповідає нижній частині ливника з зануреним входом) для перенесення сталі до ливарної форми. Загалом, внутрішній стакан та ливник складаються цільними, але можуть також бути збірками, наприклад, з пластини та труби. Також пластина може бути відлита навколо раніше виготовленої труби. У положенні для лиття розливні канали внутрішнього стакана та ливника гідравлічно сполучаються. Нижній кінець внутрішнього стакана складається з пластини, яка оснащена отвором і може бути щільно прикладена до іншої пластини, також обладнаної отвором, яка складає верхній кінець ливника. Дві пластини забезпечують, по-перше, щільність з'єднання між двома трубами, а по-друге, ковзання ливника від положення очікування до положення лиття. Ці пластини загалом прямокутні за формою, так що вони здатні ковзати в напрямній системі. У контексті даного опису будуть робитись відсилання до цієї загальної прямокутної форми, навіть якщо в дійсності форма пластини буде відрізнятись, наприклад, матиме закруглені або зрізані кути. У всіх випадках пластина буде обмежена прямокутником, чотири стінки якого перетинаються під прямими кутами, а протилежні сторони якого попарно паралельні. Крім того, слід відмітити, що ливник ковзає в напрямній системі у напрямі, паралельному парі сторін, який відповідає також напрямові, що задається віссю, яка проходить через центр мас бокових отворів (віссю випускних отворів). Слід також відмітити, що у деяких випадках бокові отвори навмисне зміщені, так що вони не спрямовані точно до вузьких стінок ливарної форми. Наприклад, вісь випускних отворів може бути зміщена на кут до 25° для того, щоб забезпечити циркуляцію сталі у ливарній формі для підвищення однорідності литого продукту. Пристрій для транспортування та заміни ливників може також бути зміщений, щоб уникнути перешкод з цим 1 UA 106396 C2 5 10 15 20 25 30 35 40 45 50 55 60 пристроєм. У цьому випадку, якщо бажано утримувати вісь випускних отворів строго паралельною осі ливарної форми, буде необхідно змістити цю вісь відносно напряму ковзання в напрямній системі. У контексті даного винаходу, якщо напрям визначається відносно осі вихідних отворів, слід мати на увазі, що цей напрям може змінюватись від -25° до +25°. Таким чином, якщо говориться, що напрям паралельний осі випускних отворів, необхідно розуміти, що цей напрям паралельний до осі вихідних отворів в межах 25°. В установці, що використовує такі пристрої для транспортування та заміни ливників, лиття здійснюється через внутрішній стакан та перший ливних, отвори яких сполучаються. Коли потрібно замінити ливник у положенні лиття, пристрій пересуває новий ливник, який до того перебував у положенні очікування, по системі напрямних, що включає напрямні рейки, до положення лиття. Під час такого ковзання новий ливник виштовхує ливник, що замінюється. Під час ковзання пластина, що утворює верхній кінець ливника, співпадає з ливним каналом внутрішнього стакана і перекриває його. Європейський патент EP-B1-192019 представляє такий пристрій. Цей пристрій повністю задовольняє вимоги ринку та має перевагу в значному подовженні тривалості процесів лиття. У більшості випадків регулювання потоку лиття сталі і, зокрема, переривання лиття в кінці процесу лиття, здійснюється за допомогою стопорного стержня, який приводиться в рух згори розливного жолоба та має тіло, що проходить крізь ванну рідкої сталі, та носик, пристосований для затикання вхідного отвору внутрішнього стакана. Інколи трапляється, що ливарники стикаються з аварійними ситуаціями, в яких необхідно перервати лиття без найменшої затримки. Наприклад, у випадку поломки стопорного стержня або будь-якого інциденту під час процесу лиття. Рівень техніки рекомендує в такому випадку використовувати глуху пластину, що займає місце нового ливника. Коли глуха пластина надходить у положення лиття (котре краще тепер назвати закритим положенням), нижній отвір внутрішнього стакана тим самим перекривається вказаною пластиною, і процес лиття переривається. Для поводження з аварійною ситуацією ливарники загалом тримають глуху пластину постійно в положенні очікування напрямної системи, щоб могти пересунути її до закритого положення негайно, якщо необхідно. Якщо потрібно замінити ливник, необхідно спочатку вийняти глуху пластину та замінити її новим ливником. Аварійна ситуація, що виникає точно в цей момент, загалом призводить до великої аварії, оскільки, щоб змогти перервати лиття за допомогою глухої пластини, необхідно від'єднати новий ливник від напрямної системи, прибрати його від ливарної установки, повернути глуху пластину, розташувати її в напрямній системі та пересунути її до закритого положення. Тим часом втрачаються дорогоцінні секунди, і стає неможливим перервати процес, тоді як пристрій виходить з ладу або стає недоступним для операторів. У рівні техніки (US-A 1-5494201) запропоновано рішення цієї проблеми, яке полягає у забезпеченні пристрою системою додаткових напрямних (наприклад, розташованих перпендикулярно до перших напрямних рейок), що дає можливість ввести глуху пластину в будь-який момент часу, навіть точно в момент заміни ливника глуха пластина все одно перебуває в положенні очікування і готова до ковзання в закрите положення. Проте, такий пристрій досить незграбний і тому не підходить для всіх ливарних установок. Також було запропоновано використовувати ливник, пластина якого, що складає його верхній кінець, подовжена в напрямі, протилежному напрямові ковзання, на відстань, принаймні рівну розміру ливарного отвору. У цьому разі можна перекрити ливний канал легким зсувом ливника, так щоб частина верхньої пластини ливника, яка не має отвору, співпадала з отвором дивного каналу на нижньому кінці внутрішнього стакана. Це нововведення не мало значного комерційного успіху, оскільки воно потребує подовження верхньої пластини ливника і, відповідно, переробки роз'єму. Як наслідок, це не підходить для установок, в яких простір, наявний над розливним жолобом або в ливарній формі, обмежений. Таким чином, системою аварійного закриття, яка типово використовується в даний час, залишається глуха пластина з усіма вищевказаними недоліками. Тому промисловість зацікавлена в системі аварійного закриття для пристрою для транспортування та заміни ливників неперервного лиття, котра може використовуватись у будьякій установці, зокрема, в установці з обмеженим вільним простором. Крім того, необхідно, щоб ця система аварійного закриття могла дуже швидко використовуватись у будь-який час, зокрема, навіть у момент, коли оператор передбачає заміну ливника. Метою даного винаходу є надання вирішення цих проблем. Ця проблема вирішується за допомогою ливника, який включає на одному кінці, тобто верхньому кінці, пластину загалом прямокутної форми з верхньою та нижньою поверхнями, та трубу, вісь якої здебільшого ортогональна верхній поверхні пластини, а сама труба 2 UA 106396 C2 5 10 15 20 25 30 35 40 45 50 55 60 простягається від нижньої поверхні вказаної пластини до протилежного кінця ливника, тобто нижнього кінця. Ливник включає ливний канал, що складається з впускного отвору, зробленого в поверхні пластини, отвору в пластині, отвору в трубі, а нижній кінець труби закритий, і ливний канал відкривається поблизу нижнього кінця випускними отворами, передбаченими в бокових стінках труби. Отвір у пластині, внутрішні отвори в пластині та трубі, та випускні отвори гідравлічно з'єднані, випускні отвори розташовані симетрично з кожного боку осі труби, центри випускних отворів визначають вісь, так звану вісь випускних отворів, здебільшого ортогональну осі труби, а вісь випускних отворів здебільшого паралельна парі сторін пластини. Згідно винаходу, впускний отвір видовжений і має велику вісь та малу вісь, мала вісь отвору паралельна осі випускних отворів, а ливний канал різко переходить від видовженого перерізу до круглого перерізу. Слід відмітити, що вже було запропоновано (див. документ GB-A-2160803) використовувати висувний шибер для керування потоком розплавленого кольорового металу крізь горизонтальний випускний отвір, що включає рукав або трубку, а вказаний шибер та ливник оснащені видовженим отвором. Цей ливник включає на одному кінці, тобто верхньому кінці, статичну пластину загалом прямокутної форми з верхньою та нижньою поверхнями, та трубу, вісь якої здебільшого ортогональна верхній поверхні пластини, а сама труба простягається горизонтально від однієї з поверхонь вказаної пластини до протилежного кінця ливника, тобто нижнього кінця. Ливник включає ливний канал, що складається з впускного отвору, зробленого в поверхні пластини, отвору в пластині та отвору втрубі. Ливний канал ливника має видовжену форму, ідентичну формі впускного отвору, по всій своїй довжині. Отвір у пластині, внутрішні отвори у пластині та трубі гідравлічно з'єднані. Нижній кінець ливника відкривається видовженим випускним отвором, подібним до впускного отвору, так що струмінь розплавленого металу, що виходить з нижнього кінця, спадає просто до форми. Слід відмітити, що такі ливники призначені для ливарних установок для лиття кольорових металів, таких як алюміній, до ливарної форми. Такий ливник не може використовуватись для неперервного лиття розплавленої сталі з розливного жолоба до форми для неперервного лиття. Справді, струмінь неохолодженої сталі, що безперервно виходить з кінцевої частини ливника та падає безпосередньо до нижнього кінця ливарної форми, викликає серйозну проблему безпеки (ризик витоку). Навпаки, згідно даного винаходу, ливник для неперервного лиття здебільшого вертикальний і має закритий нижній кінець, а ливний канал відкривається поблизу нижнього кінця через випускні отвори, передбачені у бокових стінках труби. У контексті даного винаходу найбільший розмір ливного отвору буде називатись терміном "велика вісь", а найбільший його розмір у напрямі, перпендикулярному до великої осі, буде називатись терміном "мала вісь", навіть якщо дані "осі" не є осями симетрії. Завдяки цій особливій конфігурації отвору ливного каналу на верхній поверхні пластини, можна закрити ливний канал дуже швидко за допомогою ковзання ливника таким чином, що частина пластини без отвору співпадає з отвором ливного каналу в нижньому кінці внутрішнього стакана. Через ідентичний поперечний переріз отвору ливного каналу, форма отвору ливного каналу зменшує відстань, потрібну ливникові, щоб перейти від повністю відкритого положення до повністю закритого положення. Як наслідок, за однакових швидкостей руху та ідентичних поперечних перерізів, закривання ливного каналу буде здійснюватись швидше, ніж для ливника з круглим отвором, як описано вище. Оператор тим самим зберігає дорогоцінний час для переривання лиття. Крім того, недолік, що призвів до комерційного відхилення попередньої системи, а саме необхідність розширювати пластину ливника і, як наслідок, розбирати роз'єм, та, нарешті, габарити пристрою, значною мірою мінімізовано, оскільки видовжена форма отвору не потребує значного розширення пластини. Переважно, головна вісь видовженого отвору ексцентрична відносно боків прямокутника, перпендикулярного до осі випускних отворів. У такий спосіб оптимізується використання поверхні пластини. Таким чином, можна закрити ливний канал навіть пластиною зменшеного розміру. Загалом розмір пластини підбирається так, щоб залишались достатньо безпечні проміжки між ливним отвором та периферією пластини, між ливним отвором та частиною пластини, призначеною для закривання отвору внутрішнього стакана, та між цією частиною та периферією. Зокрема, рекомендується залишати мінімальну відстань близько 30 мм, переважно 40 мм або навіть 50 мм між краєм ливного отвору та краєм пластини. Ця відстань може бути меншою між краєм отвору та боками пластини, паралельними осі випускних отворів, оскільки зусилля, прикладене пристроєм для транспортування та заміни (зокрема, напрямними рейками) до ливника, здебільшого розподіляється вздовж його боків, близьких до ливного отвору. Таким чином, безпечна відстань від 20 до 30 мм може бути достатньою. Аналогічно, 3 UA 106396 C2 5 10 15 20 25 30 35 40 45 50 55 60 достатньо буде лишити від 5 до 20 мм між ливним отвором та частиною пластини, призначеною для закривання отвору внутрішнього стакана, та між цією зоною закриття та периферією. Сама пластина повинна буде мати розмір у напрямі, що відповідає осі випускних отворів, рівний подвійному розміру малої осі отвору (для розташування на ній ливного отвору та зони закриття) плюс безпечні проміжки. Переважно, цей розмір пластини буде, таким чином, щонайменше потрійним розміром малої осі отвору. Видовжений отвір може мати будь-яку витягнуту форму, наприклад прямокутну, овальну, еліптичну, дуг кола, з'єднаних прямолінійними сегментами і т.ін. З чисто геометричної точки зору, прямокутна форма, яка дає можливість отримати найбільший поперечний переріз потоку для даного розміру малої осі, була б найбільш сприятливою. Проте, з причин легкості виробництва, перевагу віддають формі дуг кола, з'єднаних прямолінійними відрізками. У більш переважному варіанті, отвір ливного каналу буде мати форму дуг двох кіл, радіуси яких ідентичні і відповідають подвійній відстані між їх центрами, з'єднаних паралельними прямолінійними відрізками. Цю форму можна уявити як коло (діаметр якого, перпендикулярний осі випускних отворів, відповідає великій осі видовженого отвору), розмір якого обмежений паралельними хордами (перпендикулярними осі випускних отворів), відстань між якими відповідає малій осі. Як зазначено вище, ливний канал включає вхідний отвір у пластині, внутрішні отвори в пластині та трубі, та випускні отвори, з'єднані гідравлічно. Таким чином, необхідно вдало з'єднати ці різноманітні елементи, так щоб струмінь, що входить до видовженого впускного отвору у певній орієнтації, виходив з випускних отворів, які орієнтовані в перпендикулярному напрямі. Можна уявити різні реалізації ливного каналу, що дозволяють змінювати орієнтацію струменя. Ця зміна орієнтації може здійснюватись або різко, або поступово вздовж шляху рідкої сталі в ливному каналі. У першому випадку це може здійснюватись на першому вході в ливник, або ж близько до випускних отворів. Дослідження потоку методом кінцевих елементів виявило, що найбільш сприятливо здійснювати поворот дуже різко поблизу впускного отвору ливного каналу в ливнику. Згідно винаходу, ливний канал різко переходить (напр., на відстані від 20 до 50 мм від верхньої поверхні верхньої пластини ливника) від видовженого перерізу до круглого перерізу. Внаслідок цієї різкої зміни частково компенсується перепад тиску, спричиненого проходженням сталі крізь ливник, що має схильність засмоктувати повітря через поверхневий стик між внутрішнім стаканом та ливником. Переважно, внутрішній стакан, котрий є деталлю, розташованою безпосередньо над ливником згідно даного винаходу, має випускний отвір, влаштований значною мірою ідентично впускному отвору ливного каналу ливника, для того щоб мінімізувати збурення потоку сталі на поверхні розділу між цими ливними елементами. Тому ще одна мета винаходу стосується збірки ливника згідно даного винаходу та внутрішнього стакана; внутрішній стакан включає пластину на одному кінці, тобто нижньому кінці, оснащену розвантажувальним отвором; ущільнення між ливником та внутрішнім стаканом здійснюється з'єднанням нижньої пластини внутрішнього стакана та верхньої пластини ливника. Згідно даного аспекту винаходу, розвантажувальний отвір внутрішнього стакана влаштовано значною мірою ідентично впускному отвору ливного каналу в ливнику, так що в положенні лиття обидва отвори гідравлічно з'єднуються. Винахід буде краще зрозумілим з наступного опису, що наводиться лише як приклад з посиланням на креслення, на яких: - фігура 1 являє собою схематичний вигляд ливарної форми для неперервного лиття, що включає ливник згідно рівня техніки, - фігура 2 являє собою схематичний вигляд ливарної форми для неперервного лиття, що включає ливник згідно одного з варіантів винаходу, - фігура 3 являє собою ізометричну перспективу ливника згідно одного з варіантів винаходу, - фігура 4 являє собою ізометричну перспективу з перерізом ливника згідно одного з варіантів винаходу. Ливарна форма 10 приблизно прямокутної форми з двома довгими боками 12,12' та двома малими стінками 14,14', показана схематично на рисунках 1 та 2. У центрі ливарної форми показаний ливник у вигляді згори; видно лише його верхню поверхню 16, оснащену ливним отвором 18. Деталі пристрою транспортування та заміни не показані на цих рисунках. Напрям ковзання 20 ливника у пристрої транспортування та заміни також показано в кожній ливарній формі. Слід відмітити, що розвантажувальні отвори ливника, зображені на рисунках 1 та 2, вирівняні в напрямі, паралельному напрямові ковзання 20. У той час як ливний отвір 18 ливника, відомого з рівня техніки (фігура 1), круглий та розташований у центрі верхньої поверхні 4 UA 106396 C2 5 10 15 16, ливний отвір 18 ливника згідно винаходу (фігура 2) має видовжену форму. Отвір видовжений у напрямі, перпендикулярному напрямові ковзання ливника 20 і тим самим перпендикулярний напрямові випускних отворів (не показані). Цей видовжений отвір 18 зміщений від центра у напрямі ковзання 20 і розташований спереду пластини в цьому напрямі. На фігурах 3 та 4 зображено деталі ливника 30 згідно окремого варіанта винаходу. На двохфігурах зображено той самий ливник 30, що включає на його верхньому кінці 32 пластину 34, приблизно прямокутну за формою, з верхньою поверхнею 16 та нижньою поверхнею. Ливник 30 включає також трубу 38, вісь якої 40 здебільшого ортогональна верхній поверхні 16 пластини 34. Труба 38 простягається від нижньої поверхні пластини 34 до нижнього кінця 36 ливника. Ливник включає ливний канал, що складається з впускного отвору 18, зробленого в поверхні 16 пластини 34, внутрішнього отвору в пластині 34, внутрішнього отвору 50 у трубі 38; нижній кінець 36 труби закритий, а ливний канал відкривається поблизу нижнього кінця 36 через випускні отвори 46, 46', зроблені в бокових стінках труби 38. Отвір пластини 34, внутрішні і отвори у пластині та трубі, та випускні отвори з'єднані гідравлічно. Випускні отвори 46, 46 і розташовані симетрично з кожного боку осі 40 труби 38. Центри випускних отворів 46, 46 з кожного боку осі 40 визначають вісь випускних отворів 48, здебільшого ортогональну осі, визначеної ливним каналом. Вісь випускних отворів здебільшого паралельна парі боків пластини 34. Отвір 18 видовжений і має велику вісь 42 та малу вісь 44. Мала вісь 44 отвору 18 паралельна осі 48 випускних отворів. 20 ФОРМУЛА ВИНАХОДУ 1. Ливник (30) для безперервного лиття сталі з розливного жолоба до форми для безперервного лиття, що включає: на одному кінці, тобто верхньому кінці (32), загалом прямокутну пластину (34) з верхньою поверхнею (16) та нижньою поверхнею, та трубу (38), вісь (40) труби, здебільшого ортогональна верхній поверхні (16) пластини (34), простягається від нижньої поверхні вказаної пластини до протилежного кінця ливника, тобто нижнього кінця (36), причому ливник (30) включає: ливниковий канал, що складається з впускного отвору (18), виконаного в поверхні (16) пластини (34), внутрішнього отвору в пластині, внутрішнього отвору (50) в трубі, причому нижній кінець (36) труби закритий, і ливниковий канал виконаний з можливістю відкриття поблизу нижнього кінця (36) через випускні отвори (46, 46'), виконані в бокових стінках труби (38), а впускний отвір (18) у пластині, внутрішні отвори в пластині та трубі та випускні отвори поєднані гідравлічно, при цьому випускні отвори (46, 46') розташовані симетрично з кожного боку осі (40) труби (38), а центри випускних отворів (46, 46') з кожного боку осі (40) визначають вісь, тобто вісь випускних отворів (48), здебільшого ортогональну осі (40) труби (38), та вісь випускних отворів (48) здебільшого паралельна парі боків пластини (34), який відрізняється тим, що впускний отвір (18) видовжений та має велику вісь (42) та малу вісь (44), причому мала вісь (44) отвору (18) паралельна осі випускних отворів (48), та тим, що ливниковий канал різко переходить від видовженого перерізу до круглого перерізу. 2. Ливник (30) згідно з п. 1, в якому велика вісь (42) видовженого отвору (18) ексцентрична відносно боків прямокутника, перпендикулярного осі випускних отворів (48). 3. Ливник (30) згідно з п. 1 або 2, в якому розмір пластини (34) в напрямі, що відповідає осі випускних отворів (38), дорівнює щонайменше трьом розмірам малої осі (44) отвору (18). 4. Ливник (30) згідно з будь-яким з пп. 1-3, в якому видовжений отвір (18) утворено дугами двох кіл, радіуси яких ідентичні і відповідають подвійній відстані між їх центрами, з'єднаних паралельними прямолінійними відрізками однакової довжини, перпендикулярними осі випускних отворів (48). 5. Ливник (30) згідно з будь-яким з пп. 1-4, в якому різкий перехід ливникового каналу від видовженого перерізу до круглого перерізу відбувається на відстані від 20 до 50 мм від верхньої поверхні (16) пластини (34). 6. Ливник (30) згідно з п. 5, в якому зміна поперечного перерізу супроводжується зменшенням перерізу потоку. 7. Збірка ливника (30) згідно з будь-яким з пп. 1-6 та внутрішнього стакана, де внутрішній стакан включає пластину на одному кінці, тобто на нижньому кінці, оснащену розвантажувальним отвором, з ущільненням між ливником та внутрішнім стаканом стиком нижньої пластини внутрішнього стакана та верхньої пластини (34) ливника, яка відрізняється тим, що розвантажувальний отвір внутрішнього стакана влаштовано здебільшого ідентично впускному отвору (18) ливникового каналу ливника (30), так що в положенні лиття обидва отвори гідравлічно з'єднані. 5 UA 106396 C2 6 UA 106396 C2 Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Автори англійськоюFabrice, Sibiet
Автори російськоюФабрис Сибье
МПК / Мітки
МПК: B22D 41/50, B22D 41/22
Мітки: стаканом, такого, ливник, внутрішнім, ливника, збірка
Код посилання
<a href="https://ua.patents.su/9-106396-livnik-ta-zbirka-takogo-livnika-z-vnutrishnim-stakanom.html" target="_blank" rel="follow" title="База патентів України">Ливник та збірка такого ливника з внутрішнім стаканом</a>
Спосіб виготовлення зубної вкладки
Номер патенту: 34617
Опубліковано: 11.08.2008
Автори: Кухаренко Вікторія Володимирівна, Іщенко Павел Васильович, Кльомин Володимир Анатолійович, Голик Олег Олександрович
МПК: A61B 9/00
Мітки: спосіб, вкладки, зубної, виготовлення
Формула / Реферат:
Спосіб виготовлення зубної вкладки шляхом виготовлення воскової моделі, установки ливника, покриття моделі вогнетривким шаром, формування моделі вогнетривкою масою в муфті, виплавляння її з воску, звільнення деталі від ливника, який відрізняється тим, що ливник установлюють з фіксуючої більшої сторони на змодельовану з воску вкладку.
Спосіб запобігання завихренням в розплаві металу над випускним стаканом
Номер патенту: 26194
Опубліковано: 10.09.2007
Автори: Вожол Микола Антонович, Кислиця Вячеслав Володимирович, Діюк Євген Пилипович, Ганошенко Ігор Володимирович, Носоченко Олег Васильович, Ісаєв Олег Борисович, Нагорний Сергій Олександрович
МПК: B22D 11/00
Мітки: спосіб, металу, випускним, запобігання, розплаві, завихренням, стаканом
Формула / Реферат:
Спосіб запобігання завихренням в розплаві металу над випускним стаканом при змінах рівня металу в проміжному металургійному ковші, що включає злив металу з основного ковша в проміжний з подальшим витіканням через його випускний стакан в кристалізатор і гальмування вихороутворення, який відрізняється тим, що початок подачі металу в кристалізатор визначається його рівнем в роздавальній камері при зливі з основного в проміжний ківш в межах...
Захисний елемент з колірним кіп-ефектом і магнітними властивостями, предмет з таким захисним елементом, а також спосіб виготовлення такого захисного елемента і такого предмета
Номер патенту: 87960
Опубліковано: 10.09.2009
Автор: Хайм Манфред
МПК: B42D 15/10
Мітки: предмета, кіп-ефектом, елементом, таким, такого, елемента, захисний, властивостями, елемент, захисного, предмет, колірним, магнітними, захисним, виготовлення, спосіб, також
Формула / Реферат:
1. Захисний елемент (1, 200) для предметів, насамперед для цінних документів (200), таких як банкноти та кредитні карти, який має декілька розташованих один поверх іншого шарів (І, R, M), a саме, щонайменше один інтерференційний елемент (І), який створює колірний кіп-ефект, і шар, який має магнітні властивості (М), який відрізняється тим, що між шаром (М) з магнітними властивостями та щонайменше одним інтерференційним елементом (І)...
Засіб кріплення просіваючих поверхонь і застосування такого засобу
Номер патенту: 100055
Опубліковано: 12.11.2012
Автор: Мальмберг Матс
МПК: B07B 1/28, B07B 1/46, B07B 1/42
Мітки: такого, поверхонь, засобу, засіб, застосування, кріплення, просіваючих
Формула / Реферат:
1. Засіб кріплення просіваючих поверхонь (14, 22) до стінки (11) вібраційного грохота, що містить вставку (1), встановлену в стінці (11) грохота, і адаптер (2, 8, 9), прикріплений до вставки (1) на необхідній висоті відносно вставки (1), який відрізняється тим, що вставка (1) має ряд паралельних канавок (4) для взаємодії з рядом паралельних ребер (5) на адаптері (2, 8, 9), при цьому канавки (4) і ребра (5) розташовані на сторонах вставки (1)...
Пристрій для безперервного, послідовного опріснення у замкненому контурі та спосіб такого опріснення
Номер патенту: 91022
Опубліковано: 25.06.2010
Автор: Ефраті Аві
МПК: B01D 61/02, C02F 1/44
Мітки: послідовного, такого, контурі, спосіб, замкненому, пристрій, безперервного, опріснення
Формула / Реферат:
1. Пристрій для безперервного, послідовного опріснення водного розчину солей зворотним осмосом у замкненому контурі без застосування контейнерів, який має: принаймні один замкнений блок (100, 200) з одним опріснювальним модулем (10), який має один або більше мембранних елементів (12), впускний отвір (14), випускний отвір (16) для пермеату і випускний отвір (18) для концентрату або два чи більше опріснювальних модулів (10), що...
Попередній патент: Параметризований формувач імпульсної послідовності
Наступний патент: Протиральна машина
Випадковий патент: Штабелююча і розштабелююча машина