Спосіб та пристрій для виготовлення обичайки з двох матеріалів і одержана обичайка

Формула / Реферат
1. Спосіб виготовлення обичайки з двох матеріалів, що складається з кільцевої зовнішньої обичайки (17) і кільцевої внутрішньої обичайки (18), зварених одна з одною, при цьому обидві обичайки виконують з різних матеріалів, який відрізняється тим, що:
- здійснюють сифонне розливання і твердіння першої обичайки, що є або зовнішньою обичайкою (17), або внутрішньою обичайкою (18) в ливарному просторі (7, 10), обмеженому ливарною основою (1), першою стінкою (3, 9) виливниці, розташованої на ливарній основі (1), і стінкою (8), виконаною з можливістю переміщення вгору, розташованою на зазначеній основі (1) і концентричною зі стінкою (3, 9) виливниці,
- піднімають зазначену переміщувану стінку (8) так, щоб відкрити затверділу на ній кірку першої обичайки,
- здійснюють сифонне розливання і твердіння другої обичайки, що є або внутрішньою обичайкою (18), або зовнішньою обичайкою (17) в ливарному просторі, обмеженому зазначеною кіркою першої обичайки, яка заздалегідь затверділа на переміщуваній стінці (8), і нерухомою другою стінкою (9, 3) виливниці, при цьому зварювання двох обичайок відбувається за рахунок дифузії матеріалу між поверхнями зазначених обичайок (17, 18), які входять в контакт одна з одною під час твердіння, або за рахунок спільного твердіння,
- проводять кування та/або механічну обробку обичайки з двох матеріалів, утвореної зазначеними звареними обичайками (17, 18).
2. Спосіб за п. 1, який відрізняється тим, що перша обичайка є кільцевою зовнішньою обичайкою (17).
3. Спосіб за п. 1, який відрізняється тим, що перша обичайка є кільцевою внутрішньою обичайкою (18).
4. Спосіб за одним з пп. 1-3, який відрізняється тим, що зазначену переміщувану стінку (8) піднімають після твердіння першої обичайки.
5. Спосіб за одним з пп. 1-3, який відрізняється тим, що зазначену переміщувану стінку (8) починають піднімати, коли лиття першої обичайки завершене, але її твердіння ще не закінчилося.
6. Спосіб за одним з пп. 1-3, який відрізняється тим, що зазначену переміщувану стінку (8) починають піднімати, коли лиття першої обичайки ще не завершене.
7. Спосіб за одним з пп. 1-6, який відрізняється тим, що змащують межу розділу між першою обичайкою і переміщуваною стінкою (8).
8. Спосіб за одним з пп. 1-6, який відрізняється тим, що нагнітають газ під тиском на межу розділу між першою обичайкою і переміщуваною стінкою (8).
9. Спосіб за одним з пп. 1-8, який відрізняється тим, що здійснюють примусове охолоджування одної та/або іншої із стінок (3, 9) виливниці.
10. Спосіб за одним з пп. 1-9, який відрізняється тим, що зовнішню обичайку (17) виконують з вуглецевої сталі, а внутрішню обичайку (18) виконують з нержавіючої сталі.
11. Пристрій для виготовлення обичайки з двох матеріалів, що складається з кільцевої зовнішньої обичайки (17) і кільцевої внутрішньої обичайки (18), зварюваних одна з одною, при цьому обидві обичайки виконано з різних матеріалів, який відрізняється тим, що містить:
- ливарну основу (1) для сифонного розливання,
- вхідний канал (4) та його вихідні канали (5, 6) для рідкого металу, призначеного для використання як матеріал зовнішньої обичайки (17), виконані у зазначеній основі (1), при цьому зазначені вихідні канали (5, 6) сполучені з першим ливарним простором (7), обмеженим верхньою стороною основи (1), внутрішньою стінкою першої виливниці (3) і зовнішньою стінкою (8) другої виливниці,
- вхідний канал (11) та його вихідні канали (12, 13) для рідкого металу, призначеного для використання як матеріал внутрішньої обичайки (18), виконані у зазначеній основі (1), при цьому зазначені вихідні канали (12, 13) сполучені з другим ливарним простором (10), обмеженим верхньою стороною основи (1), зазначеною зовнішньою стінкою (8) другої виливниці та внутрішньою стінкою (9) другої виливниці, і
- засоби підйому зазначеної зовнішньої стінки (8) другої виливниці у вертикальному напрямку, які дозволяють відкрити затверділу внутрішню поверхню зовнішньої обичайки (17) і ввести її в контакт з рідким металом, що є матеріалом внутрішньої обичайки (18).
12. Пристрій за п. 11, який відрізняється тим, що містить засоби охолоджування внутрішньої стінки (9) другої виливниці, такі як охолоджувана зсередини оправка (14), оточена внутрішньою стінкою (9) другої виливниці.
13. Пристрій за п. 11 або 12, який відрізняється тим, що зазначені виливниці містять прибуткові надставки (15, 16).
14. Пристрій за одним з пп. 11-13, який відрізняється тим, що зовнішня стінка (8) другої виливниці містить засоби змащування межі її розділу з металом зовнішньої обичайки (17).
15. Пристрій за одним з пп. 11-13, який відрізняється тим, що зовнішня стінка (8) другої виливниці містить засоби нагнітання газу під тиском на межі її розділу з металом зовнішньої обичайки (17).
16. Обичайка з двох матеріалів, яка складається з кільцевої зовнішньої обичайки (17) і кільцевої внутрішньої обичайки (18), що зварені одна з одною, при цьому обидві обичайки виконано з різних матеріалів, яка відрізняється тим, що виготовлена за допомогою способу за одним з пп. 1-10.
17. Обичайка за п. 16, яка відрізняється тим, що зовнішня обичайка (17) виконана з вуглецевої сталі 16MND5, а внутрішня обичайка (18) виконана з неіржавіючої сталі 304L.
18. Обичайка за пп. 16 або 17, яка відрізняється тим, що є деталлю бака ядерного або нафтохімічного реактора.
19. Обичайка за пп. 16 або 17, яка відрізняється тим, що є деталлю компенсатора тиску ядерного реактора.
Текст
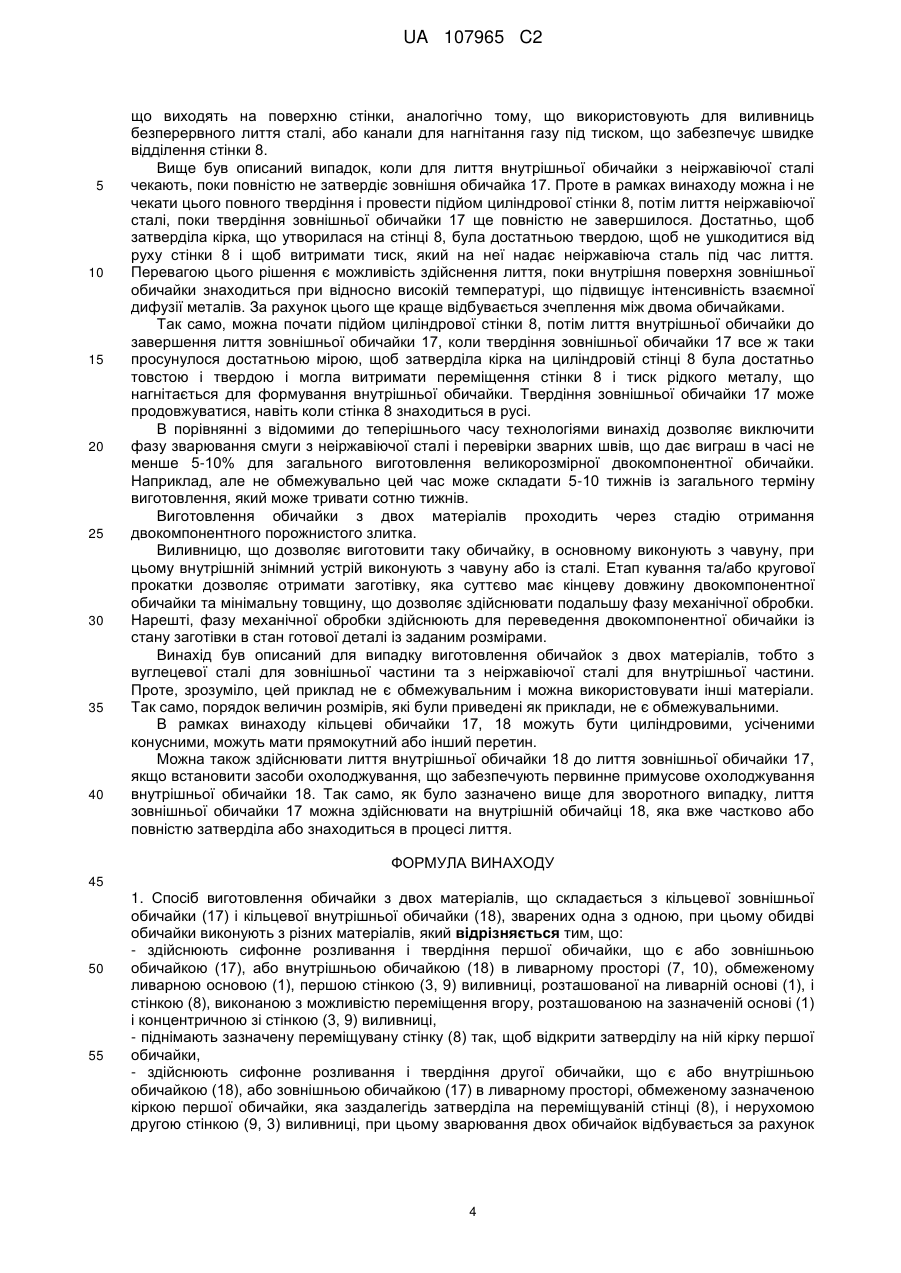
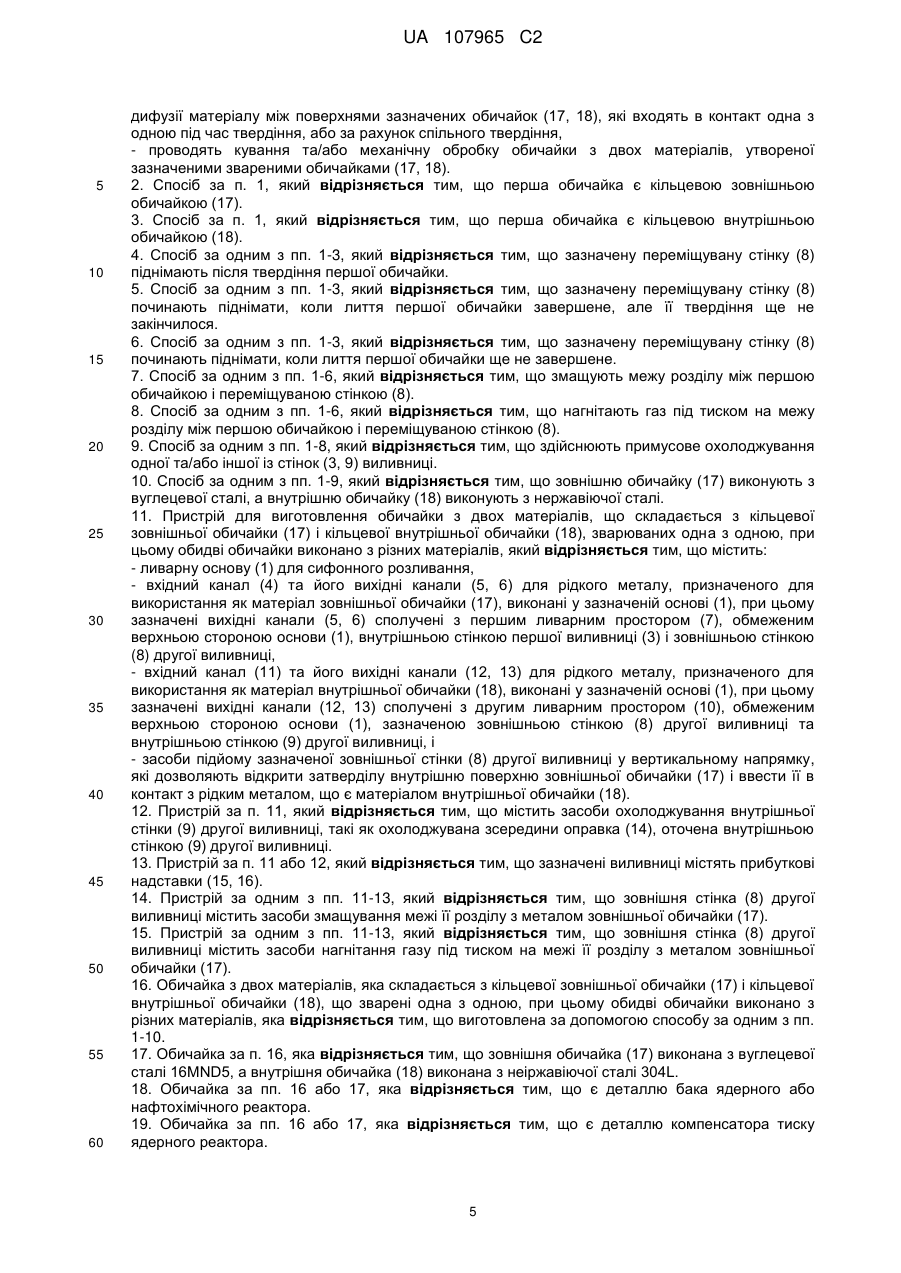
Реферат: Винахід належить до способу виготовлення обичайки з двох матеріалів, що складається з кільцевої зовнішньої обичайки (17) та кільцевої внутрішньої обичайки (18), зварюваних одна з одною. Спосіб містить етапи, на яких здійснюють сифонне розливання для лиття зовнішньої обичайки (17) в ливарному просторі (7), обмеженому стінкою першої виливниці і виконаною з можливістю переміщення вгору зовнішньою стінкою (8) другої виливниці, концентричної з першою; піднімають зазначену переміщувану стінку (8) другої виливниці так, щоб відкрити затверділу на ній кірку зовнішньої обичайки (17); здійснюють сифонне розливання і твердіння внутрішньої обичайки в ливарному просторі, обмеженому зазначеною кіркою і нерухомою внутрішньою стінкою (9) зазначеної другої виливниці, при цьому зварювання двох обичайок відбувається за рахунок дифузії матеріалу між поверхнями зазначених обичайок; та, у разі потреби, проводять кування та/або механічну обробку обичайки з двох матеріалів, утвореної зазначеними звареними обичайками. Також заявлено пристрій для здійснення цього способу та виготовлена у такий спосіб обичайка. UA 107965 C2 (12) UA 107965 C2 UA 107965 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі металургії і, зокрема, до виготовлення обичайок з двох матеріалів, тобто деталей, що складаються з двох нерухомо сполучених концентричних частин кільцевої форми, виконаних з двох різних матеріалів і нерухомо сполучених між собою. У промисловості, зв'язаній із застосуванням реакторів, що піддаються дії тиску, зокрема в ядерній і нафтохімічній промисловості, такі обичайки використовують як складові частини баків реакторів або компенсаторів тиску. Ці обичайки можна виготовляти за допомогою зварювання двох спочатку окремих обичайок, кожна з яких виконана за допомогою певного способу, або однієї обичайки і смуги, що розташовується на поверхні обичайки. Зовнішню обичайку можна виконати, наприклад, з низьковуглецевої сталі типу 16MND5, а внутрішню обичайку - з аустенітної неіржавіючої сталі типу 304L спочатку у вигляді смуги. Зовнішню обичайку з низьковуглецевої сталі можна отримати за допомогою кування, а внутрішню обичайку з неіржавіючої сталі можна, як було зазначено вище, виконати у вигляді смуги, яку кріплять зварюванням на внутрішній поверхні зовнішньої обичайки. Не обмежувально внутрішній діаметр внутрішньої обичайки може складати від 2 до 9 метрів, її висота може складати від 2 до 5 метрів, при цьому товщина обичайок може складати приблизно від 50 мм до 600 мм для зовнішньої обичайки і від 5 мм до 100 мм для внутрішньої обичайки. Це відносно просте в здійсненні рішення все ж таки не є оптимальним, оскільки мова йде про тривалий процес. Для обичайки активної зони реактора, що має вищезгадані розміри, зварювання і контроль якості зварювання можуть зайняти від 5 до 10 тижнів, це час, який коливається залежно від внутрішніх розмірів обичайки і від необхідної товщини зварного шва. Якість зварювання необхідно ретельно перевіряти, і вона залежить від вживаних критеріїв контролю. Завдання винаходу полягає в розробці способу виготовлення таких обичайок з двох матеріалів, що характеризується вищою продуктивністю та абсолютною надійністю. Поставлене завдання вирішене в способі виготовлення обичайки з двох матеріалів, що складається з кільцевої зовнішньої обичайки і кільцевої внутрішньої обичайки, зварюваних одна з одною, при цьому обидві обичайки виконують з різних матеріалів, який містить, згідно винаходу, етапи, на яких: - здійснюють сифонне розливання і твердіння зовнішньої обичайки в ливарному просторі, обмеженому ливарною основою, стінкою першої виливниці, розташованою на ливарній основі, і виконаною з можливістю переміщення вгору зовнішньою стінкою другої виливниці, розташованою на зазначеній основі і концентричною з першою виливницею; - піднімають зазначену переміщувану зовнішню стінку другої виливниці так, щоб відкрити затверділу на ній кірку зовнішньої обичайки; - здійснюють сифонне розливання і твердіння внутрішньої обичайки в ливарному просторі, обмеженому зазначеною кіркою зовнішньої обичайки, яка заздалегідь затверділа на переміщуваній зовнішній стінці другої виливниці, і нерухомою внутрішньою стінкою зазначеної другої виливниці, при цьому зварювання двох обичайок відбувається за рахунок дифузії матеріалу між поверхнями зазначених обичайок, які входять в контакт одна з одною під час твердіння; - та, у разі потреби, проводять кування та/або механічну обробку вузла, утвореного зазначеними звареними обичайками. Зазначену зовнішню стінку другої виливниці можна підняти після твердіння зовнішньої обичайки. Можна почати піднімати зазначену зовнішню стінку другої виливниці, коли лиття зовнішнє обичайки завершено, але її твердіння ще не закінчилося. Можна почати піднімати зазначену зовнішню стінку другої виливниці, коли лиття зовнішньої обичайки ще не завершене. Можна проводити змащування межі розділу між зовнішньою обичайкою і зовнішньою стінкою другої виливниці. Можна здійснювати примусове охолоджування внутрішньої стінки другої виливниці. Зовнішню обичайку можна виконувати з вуглецевої сталі, а внутрішню обичайку - з неіржавіючої сталі. Об'єктом винаходу є також пристрій для виготовлення обичайки з двох матеріалів, що складається з кільцевої зовнішньої обичайки і кільцевої внутрішньої обичайки, зварюваних одна з одною, при цьому обидві обичайки виконано з різних матеріалів, згідно винаходу, пристрій містить: - ливарна основа для сифонного розливання; - вхідний канал та його вихідні канали для рідкого металу, призначеного для використання як матеріал зовнішньої обичайки, виконані у зазначеній основі, при цьому зазначені вихідні 1 UA 107965 C2 5 10 15 20 25 30 35 40 45 50 55 60 канали сполучаються з першим ливарним простором, обмеженим верхньою стороною основи, внутрішньою стінкою першої виливниці і зовнішньою стінкою другої виливниці; - вхідний канал та його вихідні канали для рідкого металу, призначеного для використання як матеріал внутрішньої обичайки, виконані у зазначеній основі, при цьому зазначені вихідні канали сполучаються з другим ливарним простором, обмеженим верхньою стороною основи, зазначеною зовнішньою стінкою другої виливниці і внутрішньою стінкою другої виливниці; - і засоби підйому зазначеної внутрішньої стінки другої виливниці у вертикальному напрямку, що дозволяють відкрити затверділу внутрішню поверхню зовнішньої обичайки і ввести її в контакт з рідким металом, призначеним для використання як матеріал внутрішньої обичайки. Він може містити охолоджувану зсередини оправку, оточену внутрішньою стінкою другої виливниці. Зазначені виливниці можуть містити надставки надливів. Зовнішня стінка другої виливниці може містити засоби змащування межі її розділу з металом зовнішньої обичайки. Об'єктом винаходу є також обичайка з двох матеріалів, що складається з кільцевої зовнішньої обичайки і кільцевої внутрішньої обичайки, що зварюються одна з одною, при цьому обидві обичайки виконують з різних матеріалів, згідно винаходу, обичайка виготовлена за допомогою описаного вище способу. Зовнішня обичайка може бути виконана з вуглецевої сталі 16MND5, а внутрішня обичайка може бути виконана з неіржавіючої сталі 304L. Обичайка може бути деталлю бака ядерного або нафтохімічного реактора. Обичайка може бути деталлю компенсатора тиску ядерного реактора. З вищевикладеного зрозуміло, що винаходом досягається забезпечення одночасного або майже одночасного твердіння двох порожнистих злитків, форми і склад яких відповідають формам і складу двох складових обичайки з двох матеріалів, яка виготовляється. Твердіння зовнішньої сторони злитка, утворюючого внутрішню обичайку, відбувається безпосередньо на внутрішній стороні злитка, утворюючого зовнішню обичайку, або навпаки, та їх з'єднання відбувається за рахунок дифузійного зварювання або спільного твердіння утворюючих їх матеріалів. Винахід буде очевидніший з нижченаведеного опису з посиланнями на креслення, що додаються. На Фіг. 1 схематично показана установка для здійснення способу відповідно до винаходу, вигляд спереду в розрізі; на Фіг. 2 показана та ж установка під час твердіння зовнішньої обичайки; на Фіг. 3 показана та ж установка після повного твердіння зовнішньої обичайки і в ході твердіння внутрішньої обичайки. На Фіг. 1 показаний приклад пристрою відповідно до винаходу, вживаного для виготовлення обичайки з двох матеріалів. Як основні елементи насамперед він містить ливарну основу 1 для сифонного розливання для лиття злитка кільцевої форми, яка є злегка конусною в представленому прикладі. Ця основа 1 в представленому прикладі містить в своїй центральній частині цоколь 2 суттєво циліндрової форми, виступаючий по відношенню до іншої частини основи 1. Перша виливниця частково обмежена металевою циліндровою стінкою 3, яка встановлена на основі 1 і нижня частина якої охоплює цоколь 2, верхня сторона якого утворює дно першої виливниці. Ця стінка 3 першої виливниці може, у разі потреби, охолоджуватися зовні або зсередини за рахунок циркуляції плинного середовища або може не охолоджуватися. Внутрішня сторона першої виливниці 3 призначена для забезпечення твердіння зовнішньої частини обичайки. Для цього основа 1 містить вхідний канал 4 для рідкого металу (наприклад, низьковуглецевої сталі 16MND5), сполучений з не показаним центральним литником, тобто з вертикальним каналом, призначеним для проходження рідкого металу, витікаючого з розливного ковша, де регулюють його температуру та його склад. Вхідний канал 4 ділиться на декілька вихідних каналів (з яких на фігурах показано два канали 5, 6), які виходять на верхню сторону цоколя 2 і дозволяють рідкому металу проходити в різні місця кільцевого ливарного простору 7, обмеженого зовні стінкою 3 першої виливниці. Друга виливниця обмежена верхньою стороною цоколя 2 основи 1, при цьому дві інші концентричні металеві циліндрові стінки 8, 9 обмежують між собою кільцевий простір 10, призначений для лиття внутрішньої частини обичайки. Для цього основа 1 містить інший вхідний канал 11 для рідкого металу (наприклад, аустенітної неіржавіючої сталі 304L), сполучений з іншим центральним литником (не показаний), відмінним від центрального литника, що живить вищезгаданий вхідний канал 4. Переважно цей інший вхідний канал 11 ділиться на 2 UA 107965 C2 5 10 15 20 25 30 35 40 45 50 55 60 декілька вихідних каналів (з яких два канали 12, 13, що знаходяться позаду площини розрізу фігур, як і вхідний канал 11, показані на фігурах пунктирними лініями). Вони виходять на верхню поверхню цоколя 2 і дозволяють рідкому каналу проходити в кільцевий ливарний простір 10, обмежений стінками 8, 9 другої виливниці. Згідно винаходу, особливістю цієї другої виливниці є те, що її сама зовнішня стінка 8, яка розділяє два ливарні простори 7, 10 (і, отже, утворює внутрішню стінку для першої виливниці), виконана рухомою у вертикальному напрямку по команді відповідно до умов, які будуть розглянуті нижче. Цю рухливість забезпечують не показані підйомні засоби, керовані оператором або автоматичним пристроєм. Сама внутрішня стінка 9 другої виливниці може бути як стаціонарною, так і знімною. Установку доповнює система охолоджування самої внутрішньої стінки 9, що обмежує другу виливницю. Наприклад, ця система охолоджування може бути оправкою 14, охолоджуваною зсередини за рахунок циркуляції плинного середовища (наприклад, води), як описано в документах FR 2525131, FR 2543031, FR 2676670 або FR 2676671. Ця оправка 14 входить в контакт з самою внутрішньою стінкою 9, що обмежує другу виливницю, для забезпечення її охолоджування та її тримання під час використання установки. Переважно у верхніх частинах ливарних просторів 7, 10 установка містить також надставки надливів 15, 16, тобто кільцеподібні деталі з жаростійкого матеріалу, розташовані на нерухомих стінках виливниць: - на внутрішній стороні першої виливниці 3; - і на самій внутрішній стінці 9 другої виливниці. Функцією цих прибуткових надставок 15, 16, принцип пристрою яких добре відомий в області лиття злитків з рідкого металу, є уповільнення твердіння металу в зоні, що знаходиться напроти них, так, щоб в цій зоні якомога довше залишався запас рідкого металу, який зможе живити осьову частину злитка для забезпечення його максимально можливого рівномірного твердіння. Дійсно, твердіючі кірки, що утворюються, починаючи від протилежних стінок виливниці, можуть наростати нерівномірно і з'єднатися одна з одною передчасно, утворюючи, таким чином, «перемички», що утримують ще рідкий метал. При твердінні цей метал зменшуватиметься в об'ємі і залишатиме порожнечі, звані «усадковими раковинами», які можуть негативно позначитися на якості злитка та отримуваних з нього виробів. У разі обичайок, що виготовляються в рамках винаходу, ці усадкові раковини є тим більше небажаними, оскільки обичайки надалі не піддаються або майже не піддаються пластичним деформаціям, які могли б закрити усадкові раковини. Запас рідкого металу, що утримується прибутковою надставкою, дозволяє живити центральну частину злитка в ході твердіння і уникнути утворення перемичок, що є причиною виникнення усадкових раковин, або розплавити ці перемички після їх утворення. На Фіг. 2 показана установка під час лиття і твердіння зовнішньої обичайки 17 з вуглецевої сталі. У пристрій через вхідний канал 4 заливають вуглецеву сталь в рідкому стані, і вона проникає в ливарний простір 7, обмежений внутрішньою стінкою першої виливниці 3 і зовнішньою стінкою 8 другої виливниці. Показана на Фіг. 2 обичайка 17 знаходиться у стадії твердіння, і на стінках першої виливниці формується твердіюча кірка 17А. На Фіг. 3 показана установка під час лиття і твердіння внутрішньої обичайки з неіржавіючої сталі. Після підняття циліндрової стінки 8, яка розділяла два ливарні простори 7, 10, щоб відкрити затверділу кірку зовнішньої обичайки 7, через вхідний канал 11 заливають неіржавіючу сталь в рідкому стані. Вона проникає в ливарний простір 10, обмежений зовнішньою обичайкою 17 та іншою стінкою 9, що обмежує ливарний простір 10 другої обичайки. Вона твердне на стінці 9, яка охолоджується оправкою 14, а також на внутрішній поверхні зовнішньої обичайки 17. Температури двох металів (твердіюча обичайка 17 і рідкий метал, призначений для отримання внутрішньої кільцевої обичайки 18) вибирають у момент лиття внутрішньої обичайки, щоб хіміко-металургійна дифузія між вуглецевою сталлю і неіржавіючою сталлю відбувалася інтенсивно на їх межі розділу або щоб на цій межі розділу відбувалося спільне твердіння. Таким чином, отримують відмінну якість твердіння двох обичайок за рахунок явища дифузійного зварювання або спільного твердіння. Після повного твердіння неіржавіючої сталі видаляють першу виливницю 3 і стінку 9 другої виливниці і отримують заготівку необхідної обичайки з двох матеріалів, готову для кування та/або механічної обробки для отримання остаточної обичайки після можливих операцій термічної обробки. Переважно, щоб полегшити підйом стінки 8, що розділяє два ливарні простори 7, 10, без пошкодження поверхні обичайки 17, можна обладнати її сторону, призначену для входження в контакт із зовнішньою обичайкою 17, засобами змащування, такими як канали нагнітання масла, 3 UA 107965 C2 5 10 15 20 25 30 35 40 що виходять на поверхню стінки, аналогічно тому, що використовують для виливниць безперервного лиття сталі, або канали для нагнітання газу під тиском, що забезпечує швидке відділення стінки 8. Вище був описаний випадок, коли для лиття внутрішньої обичайки з неіржавіючої сталі чекають, поки повністю не затвердіє зовнішня обичайка 17. Проте в рамках винаходу можна і не чекати цього повного твердіння і провести підйом циліндрової стінки 8, потім лиття неіржавіючої сталі, поки твердіння зовнішньої обичайки 17 ще повністю не завершилося. Достатньо, щоб затверділа кірка, що утворилася на стінці 8, була достатньою твердою, щоб не ушкодитися від руху стінки 8 і щоб витримати тиск, який на неї надає неіржавіюча сталь під час лиття. Перевагою цього рішення є можливість здійснення лиття, поки внутрішня поверхня зовнішньої обичайки знаходиться при відносно високій температурі, що підвищує інтенсивність взаємної дифузії металів. За рахунок цього ще краще відбувається зчеплення між двома обичайками. Так само, можна почати підйом циліндрової стінки 8, потім лиття внутрішньої обичайки до завершення лиття зовнішньої обичайки 17, коли твердіння зовнішньої обичайки 17 все ж таки просунулося достатньою мірою, щоб затверділа кірка на циліндровій стінці 8 була достатньо товстою і твердою і могла витримати переміщення стінки 8 і тиск рідкого металу, що нагнітається для формування внутрішньої обичайки. Твердіння зовнішньої обичайки 17 може продовжуватися, навіть коли стінка 8 знаходиться в русі. В порівнянні з відомими до теперішнього часу технологіями винахід дозволяє виключити фазу зварювання смуги з неіржавіючої сталі і перевірки зварних швів, що дає виграш в часі не менше 5-10% для загального виготовлення великорозмірної двокомпонентної обичайки. Наприклад, але не обмежувально цей час може складати 5-10 тижнів із загального терміну виготовлення, який може тривати сотню тижнів. Виготовлення обичайки з двох матеріалів проходить через стадію отримання двокомпонентного порожнистого злитка. Виливницю, що дозволяє виготовити таку обичайку, в основному виконують з чавуну, при цьому внутрішній знімний устрій виконують з чавуну або із сталі. Етап кування та/або кругової прокатки дозволяє отримати заготівку, яка суттєво має кінцеву довжину двокомпонентної обичайки та мінімальну товщину, що дозволяє здійснювати подальшу фазу механічної обробки. Нарешті, фазу механічної обробки здійснюють для переведення двокомпонентної обичайки із стану заготівки в стан готової деталі із заданим розмірами. Винахід був описаний для випадку виготовлення обичайок з двох матеріалів, тобто з вуглецевої сталі для зовнішньої частини та з неіржавіючої сталі для внутрішньої частини. Проте, зрозуміло, цей приклад не є обмежувальним і можна використовувати інші матеріали. Так само, порядок величин розмірів, які були приведені як приклади, не є обмежувальними. В рамках винаходу кільцеві обичайки 17, 18 можуть бути циліндровими, усіченими конусними, можуть мати прямокутний або інший перетин. Можна також здійснювати лиття внутрішньої обичайки 18 до лиття зовнішньої обичайки 17, якщо встановити засоби охолоджування, що забезпечують первинне примусове охолоджування внутрішньої обичайки 18. Так само, як було зазначено вище для зворотного випадку, лиття зовнішньої обичайки 17 можна здійснювати на внутрішній обичайці 18, яка вже частково або повністю затверділа або знаходиться в процесі лиття. ФОРМУЛА ВИНАХОДУ 45 50 55 1. Спосіб виготовлення обичайки з двох матеріалів, що складається з кільцевої зовнішньої обичайки (17) і кільцевої внутрішньої обичайки (18), зварених одна з одною, при цьому обидві обичайки виконують з різних матеріалів, який відрізняється тим, що: - здійснюють сифонне розливання і твердіння першої обичайки, що є або зовнішньою обичайкою (17), або внутрішньою обичайкою (18) в ливарному просторі (7, 10), обмеженому ливарною основою (1), першою стінкою (3, 9) виливниці, розташованої на ливарній основі (1), і стінкою (8), виконаною з можливістю переміщення вгору, розташованою на зазначеній основі (1) і концентричною зі стінкою (3, 9) виливниці, - піднімають зазначену переміщувану стінку (8) так, щоб відкрити затверділу на ній кірку першої обичайки, - здійснюють сифонне розливання і твердіння другої обичайки, що є або внутрішньою обичайкою (18), або зовнішньою обичайкою (17) в ливарному просторі, обмеженому зазначеною кіркою першої обичайки, яка заздалегідь затверділа на переміщуваній стінці (8), і нерухомою другою стінкою (9, 3) виливниці, при цьому зварювання двох обичайок відбувається за рахунок 4 UA 107965 C2 5 10 15 20 25 30 35 40 45 50 55 60 дифузії матеріалу між поверхнями зазначених обичайок (17, 18), які входять в контакт одна з одною під час твердіння, або за рахунок спільного твердіння, - проводять кування та/або механічну обробку обичайки з двох матеріалів, утвореної зазначеними звареними обичайками (17, 18). 2. Спосіб за п. 1, який відрізняється тим, що перша обичайка є кільцевою зовнішньою обичайкою (17). 3. Спосіб за п. 1, який відрізняється тим, що перша обичайка є кільцевою внутрішньою обичайкою (18). 4. Спосіб за одним з пп. 1-3, який відрізняється тим, що зазначену переміщувану стінку (8) піднімають після твердіння першої обичайки. 5. Спосіб за одним з пп. 1-3, який відрізняється тим, що зазначену переміщувану стінку (8) починають піднімати, коли лиття першої обичайки завершене, але її твердіння ще не закінчилося. 6. Спосіб за одним з пп. 1-3, який відрізняється тим, що зазначену переміщувану стінку (8) починають піднімати, коли лиття першої обичайки ще не завершене. 7. Спосіб за одним з пп. 1-6, який відрізняється тим, що змащують межу розділу між першою обичайкою і переміщуваною стінкою (8). 8. Спосіб за одним з пп. 1-6, який відрізняється тим, що нагнітають газ під тиском на межу розділу між першою обичайкою і переміщуваною стінкою (8). 9. Спосіб за одним з пп. 1-8, який відрізняється тим, що здійснюють примусове охолоджування одної та/або іншої із стінок (3, 9) виливниці. 10. Спосіб за одним з пп. 1-9, який відрізняється тим, що зовнішню обичайку (17) виконують з вуглецевої сталі, а внутрішню обичайку (18) виконують з нержавіючої сталі. 11. Пристрій для виготовлення обичайки з двох матеріалів, що складається з кільцевої зовнішньої обичайки (17) і кільцевої внутрішньої обичайки (18), зварюваних одна з одною, при цьому обидві обичайки виконано з різних матеріалів, який відрізняється тим, що містить: - ливарну основу (1) для сифонного розливання, - вхідний канал (4) та його вихідні канали (5, 6) для рідкого металу, призначеного для використання як матеріал зовнішньої обичайки (17), виконані у зазначеній основі (1), при цьому зазначені вихідні канали (5, 6) сполучені з першим ливарним простором (7), обмеженим верхньою стороною основи (1), внутрішньою стінкою першої виливниці (3) і зовнішньою стінкою (8) другої виливниці, - вхідний канал (11) та його вихідні канали (12, 13) для рідкого металу, призначеного для використання як матеріал внутрішньої обичайки (18), виконані у зазначеній основі (1), при цьому зазначені вихідні канали (12, 13) сполучені з другим ливарним простором (10), обмеженим верхньою стороною основи (1), зазначеною зовнішньою стінкою (8) другої виливниці та внутрішньою стінкою (9) другої виливниці, і - засоби підйому зазначеної зовнішньої стінки (8) другої виливниці у вертикальному напрямку, які дозволяють відкрити затверділу внутрішню поверхню зовнішньої обичайки (17) і ввести її в контакт з рідким металом, що є матеріалом внутрішньої обичайки (18). 12. Пристрій за п. 11, який відрізняється тим, що містить засоби охолоджування внутрішньої стінки (9) другої виливниці, такі як охолоджувана зсередини оправка (14), оточена внутрішньою стінкою (9) другої виливниці. 13. Пристрій за п. 11 або 12, який відрізняється тим, що зазначені виливниці містять прибуткові надставки (15, 16). 14. Пристрій за одним з пп. 11-13, який відрізняється тим, що зовнішня стінка (8) другої виливниці містить засоби змащування межі її розділу з металом зовнішньої обичайки (17). 15. Пристрій за одним з пп. 11-13, який відрізняється тим, що зовнішня стінка (8) другої виливниці містить засоби нагнітання газу під тиском на межі її розділу з металом зовнішньої обичайки (17). 16. Обичайка з двох матеріалів, яка складається з кільцевої зовнішньої обичайки (17) і кільцевої внутрішньої обичайки (18), що зварені одна з одною, при цьому обидві обичайки виконано з різних матеріалів, яка відрізняється тим, що виготовлена за допомогою способу за одним з пп. 1-10. 17. Обичайка за п. 16, яка відрізняється тим, що зовнішня обичайка (17) виконана з вуглецевої сталі 16MND5, а внутрішня обичайка (18) виконана з неіржавіючої сталі 304L. 18. Обичайка за пп. 16 або 17, яка відрізняється тим, що є деталлю бака ядерного або нафтохімічного реактора. 19. Обичайка за пп. 16 або 17, яка відрізняється тим, що є деталлю компенсатора тиску ядерного реактора. 5 UA 107965 C2 6 UA 107965 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for manufacturing a bi-material ferrule and ferrule thus produced
Автори англійськоюPerdriset, Frederic
Автори російськоюПердризе Фредерик
МПК / Мітки
МПК: B22D 7/02, B22D 19/16
Мітки: виготовлення, двох, спосіб, пристрій, обичайка, одержана, матеріалів, обичайки
Код посилання
<a href="https://ua.patents.su/9-107965-sposib-ta-pristrijj-dlya-vigotovlennya-obichajjki-z-dvokh-materialiv-i-oderzhana-obichajjka.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для виготовлення обичайки з двох матеріалів і одержана обичайка</a>
Спосіб виготовлення обичайки, армованої металевим матеріалом
Номер патенту: 79568
Опубліковано: 25.04.2013
Автори: Коваль Анатолій Данилович, Камель Георгій Іванович, Перемітько Валерій Вікторович
МПК: B23K 11/06
Мітки: матеріалом, виготовлення, металевим, армованої, спосіб, обичайки
Формула / Реферат:
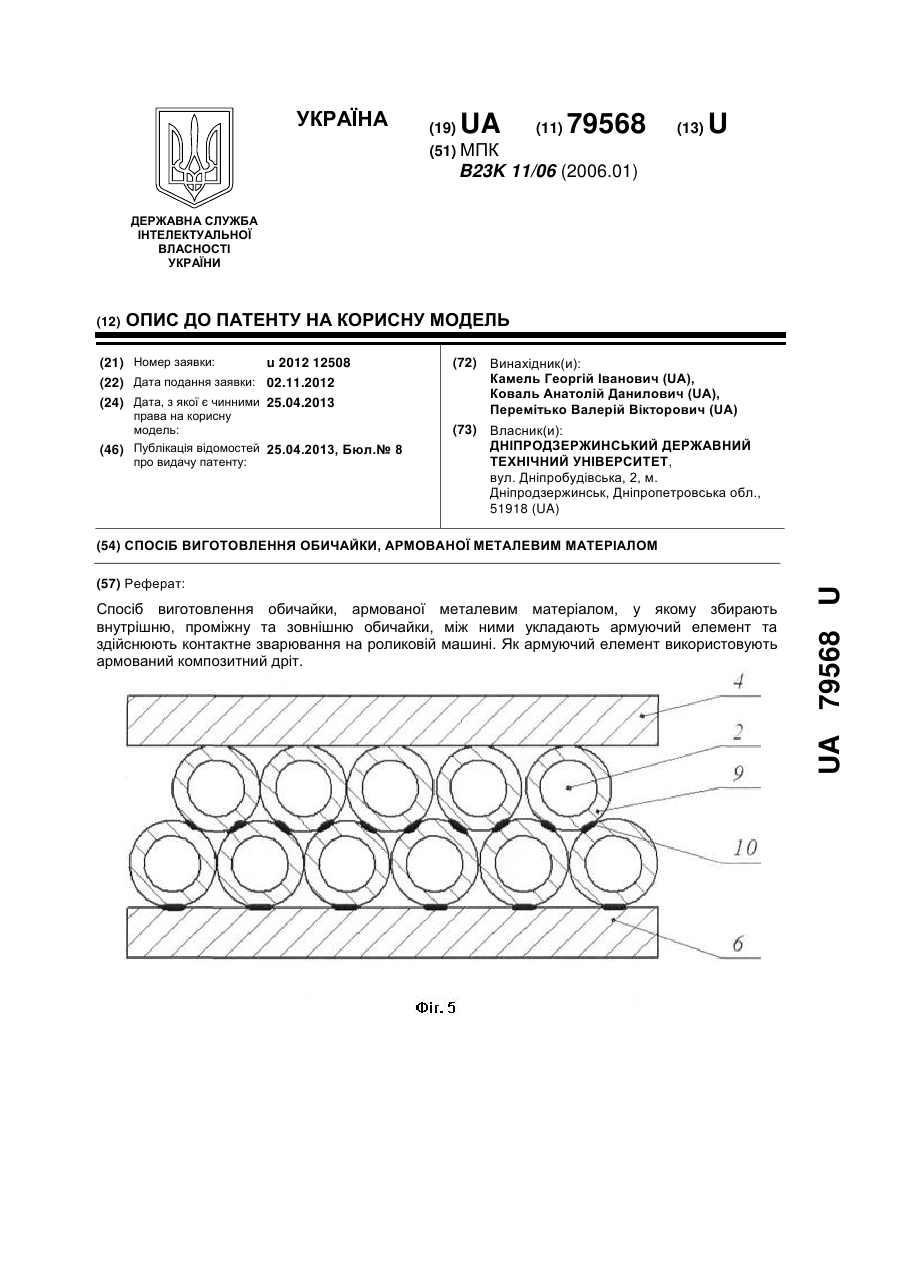
1. Спосіб виготовлення обичайки, армованої металевим матеріалом, при якому послідовно збирають внутрішню, проміжну та зовнішню обичайки, між ними укладають армуючий елемент з мінімальними зазорами та здійснюють контактне зварювання на роликовій машині, який відрізняється тим, що як армуючий елемент використовують армований композитний дріт, який щільно укладають за наперед заданим законом, наприклад по гвинтовій лінії або у вигляді сітки, та...
Спосіб виготовлення циліндрової обичайки великогабаритних резервуарів
Номер патенту: 88526
Опубліковано: 26.10.2009
Автор: Олійник Олександр Сергійович
МПК: E04H 7/00
Мітки: виготовлення, спосіб, обичайки, резервуарів, великогабаритних, циліндрової
Формула / Реферат:
Спосіб виготовлення циліндрової обичайки великогабаритних резервуарів, що включає формування заданої площі поверхні полотнища з листових елементів шляхом їх укладання кромками один до одного, зварювальне з’єднання кромок і формування циліндричної поверхні резервуара, який відрізняється тим, що формування площі поверхні полотнища виконують на горизонтальному майданчику, а зварювальне з’єднання кромок листових елементів ведуть в дві стадії: на...
Спосіб виготовлення обичайки, армованої рівномірно розподіленими за об’ємом зернами карбідів, нітридів, боридів і силіцидів різних металів
Номер патенту: 82901
Опубліковано: 27.08.2013
Автори: Камель Георгій Іванович, Коваль Анатолій Данилович, Яковлев Павло Константинович, Мілютін Владислав Миколайович, Івченко Павло Семенович
МПК: B23K 11/06
Мітки: карбідів, нітридів, армованої, виготовлення, металів, спосіб, різних, обичайки, зернами, об'ємом, силіцидів, боридів, розподіленими, рівномірно
Формула / Реферат:
1. Спосіб виготовлення обичайки, армованої рівномірно розподіленими за об'ємом зернами карбідів, нітридів, боридів і силіцидів різних металів, при якому послідовно збирають внутрішню, проміжну та зовнішню обичайки, між ними укладають армуючий елемент з мінімальними зазорами та здійснюють контактне зварювання на роликовій машині, який відрізняється тим, що як армуючий елемент використовують армований порошковий дріт, який щільно укладають за...
Спосіб виготовлення циліндрової обичайки великогабаритних резервуарів
Номер патенту: 30200
Опубліковано: 11.02.2008
Автор: Олійник Олександр Сергійович
МПК: E04H 7/00
Мітки: обичайки, циліндрової, виготовлення, резервуарів, спосіб, великогабаритних
Формула / Реферат:
Спосіб виготовлення циліндрової обичайки великогабаритних резервуарів, що включає формування заданої площі поверхні полотнища з листових елементів шляхом їх укладання кромками один до одного, зварювальне з'єднання кромок і формування циліндрової поверхні резервуара, який відрізняється тим, що формування площі поверхні полотнища виконують на горизонтальному майданчику, а зварювальне з'єднання кромок листових елементів ведуть в дві стадії: на...
Моноблок-напівфабрикат для виготовлення взуття для холодної погоди, що формується з двох чи більше матеріалів та одразу із внутрішньою устілкою
Номер патенту: 98816
Опубліковано: 25.06.2012
Автори: Б'янкучі Деметріо, Браска Альфредо
МПК: A43B 13/41, A43B 13/12, A43B 7/12, A43B 7/32, A43B 7/34
Мітки: матеріалів, внутрішньою, виготовлення, погоди, моноблок-напівфабрикат, взуття, одразу, устілкою, холодної, більше, двох, формується
Формула / Реферат:
1. Моноблок-напівфабрикат (1) для виготовлення взуття для холодної погоди (9), що сформований з двох чи більше матеріалів та одразу із внутрішньою устілкою (7), та який виконаний з можливістю ізоляції та водонепроникності для стопи, де два чи більше матеріалів та внутрішня устілка (7) сформовані безпосередньо разом, зокрема пресуванням, з можливістю ізоляції та водонепроникності взуття для холодної погоди (9), при цьому моноблок (1)...
Попередній патент: Вогнезахисна полімерна композиція
Наступний патент: Спосіб післязбиральної обробки стевії (stevia rebaudiana)
Випадковий патент: Багатофакельний газовий пальник