Спосіб виготовлення обичайки, армованої рівномірно розподіленими за об’ємом зернами карбідів, нітридів, боридів і силіцидів різних металів
Номер патенту: 82901
Опубліковано: 27.08.2013
Автори: Мілютін Владислав Миколайович, Яковлев Павло Константинович, Камель Георгій Іванович, Коваль Анатолій Данилович, Івченко Павло Семенович

Формула / Реферат
1. Спосіб виготовлення обичайки, армованої рівномірно розподіленими за об'ємом зернами карбідів, нітридів, боридів і силіцидів різних металів, при якому послідовно збирають внутрішню, проміжну та зовнішню обичайки, між ними укладають армуючий елемент з мінімальними зазорами та здійснюють контактне зварювання на роликовій машині, який відрізняється тим, що як армуючий елемент використовують армований порошковий дріт, який щільно укладають за наперед заданим законом, наприклад по гвинтовій лінії зверху вниз направо або у вигляді сітки, та прихвачують контактним зварюванням до внутрішньої обичайки або до попередньо прихвачених витків шару армованого порошкового дроту.
2. Спосіб за п. 1, який відрізняється тим, що порошковий дріт складають з оболонки матричного сплаву, усередині якої знаходяться зерна карбідів з електропровідною підкладкою.
3. Спосіб за пп. 1, 2, який відрізняється тим, що проміжну та зовнішню обичайки складають зі стрічки матричного сплаву, яку щільно укладають за наперед заданим законом, наприклад по гвинтовій лінії зверху вниз наліво, та прихвачують контактним зварюванням до попередньо прихвачених витків порошкового дроту.
Текст
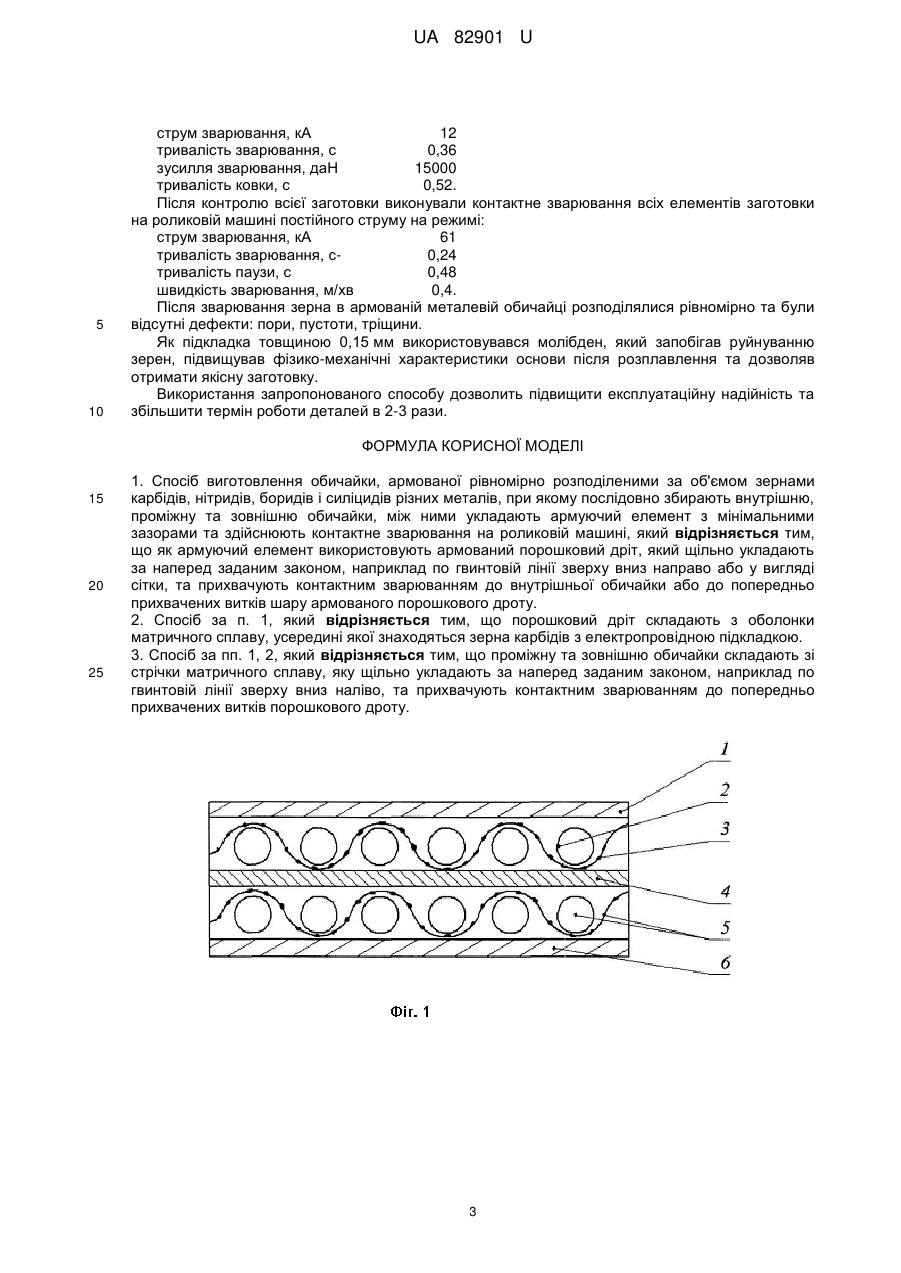
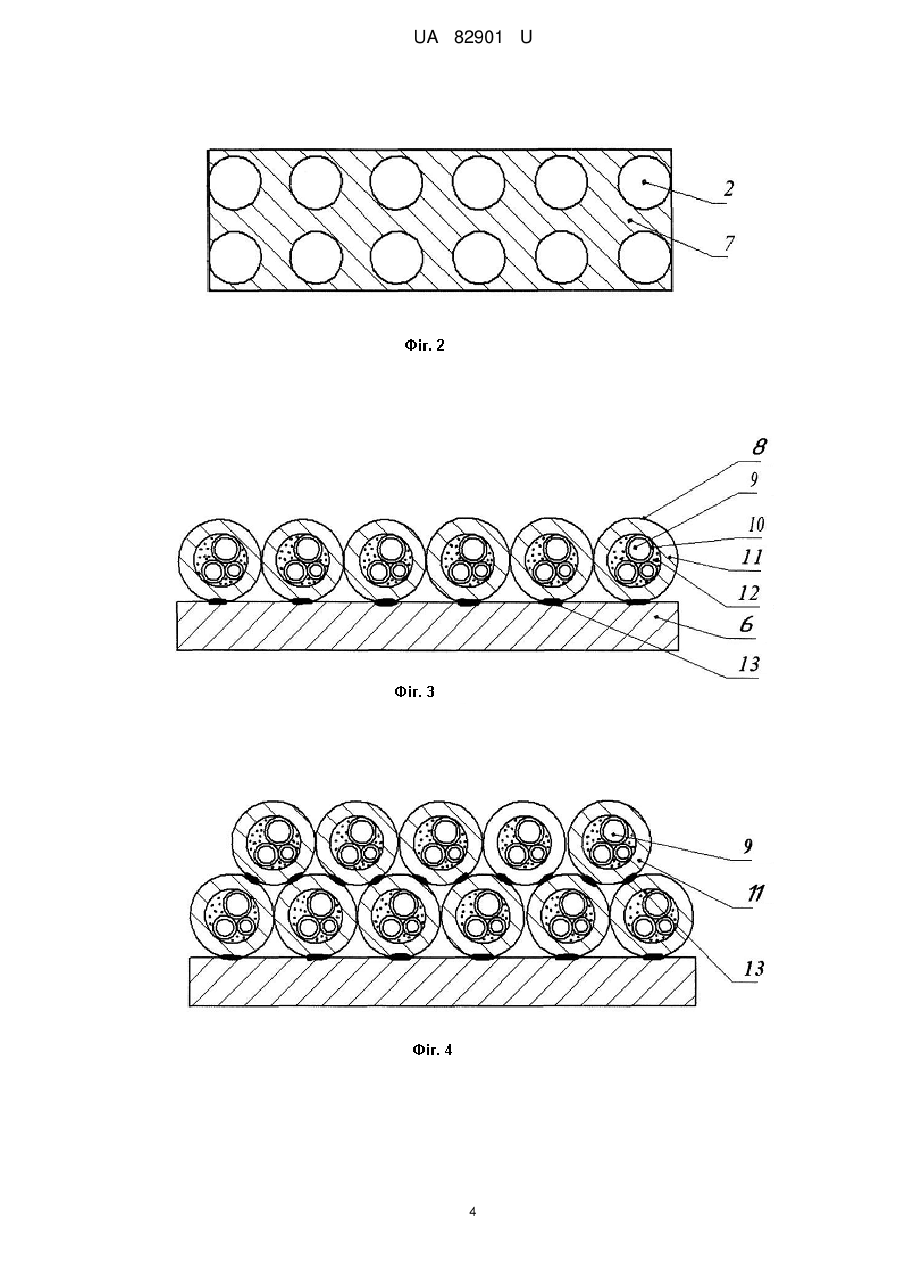
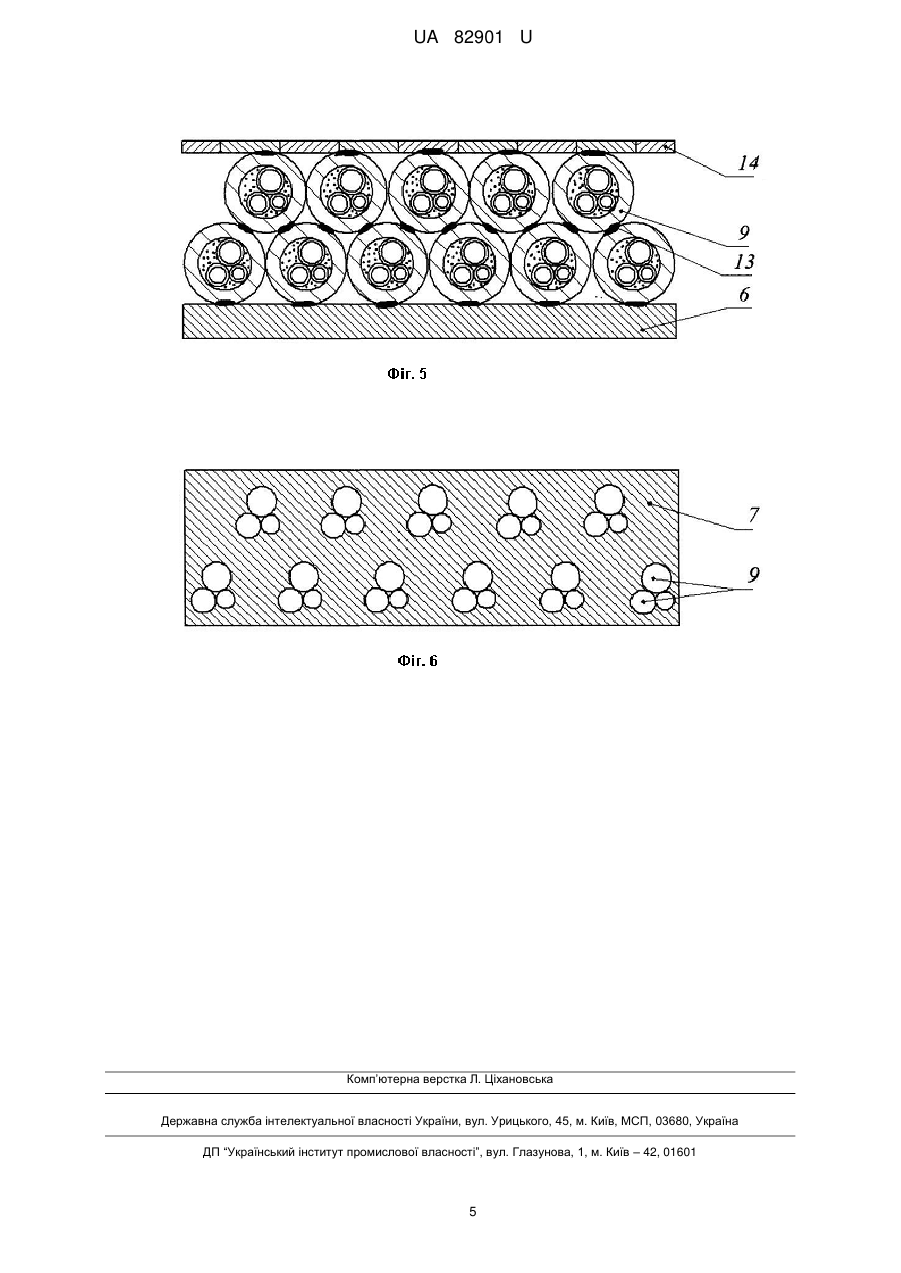
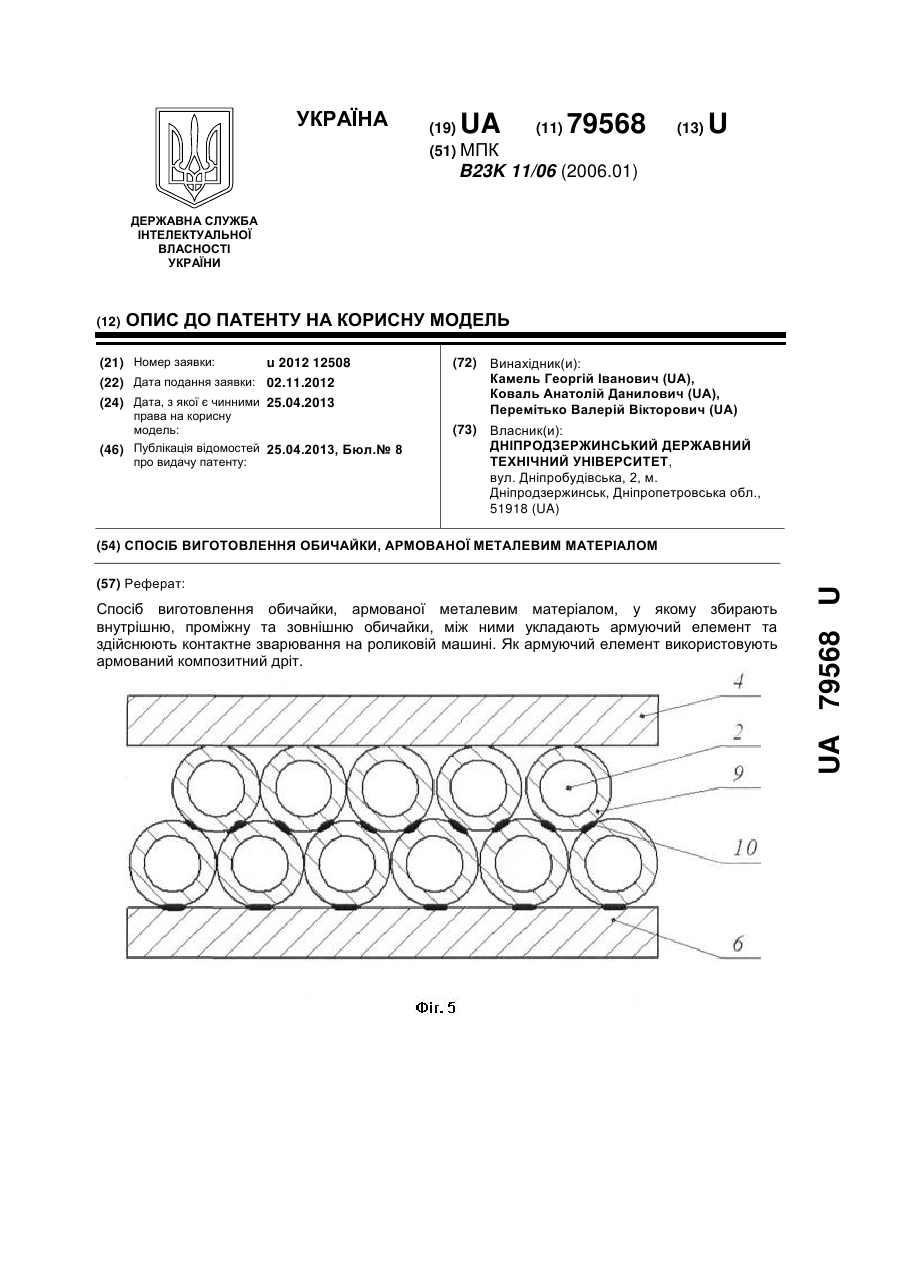
Реферат: Спосіб виготовлення обичайки, армованої рівномірно розподіленими за об'ємом зернами карбідів, нітридів, боридів і силіцидів різних металів включає послідовне збирання внутрішньої, проміжної та зовнішньої обичайки, між ними укладають армуючий елемент з мінімальними зазорами та здійснюють контактне зварювання на роликовій машині. Як армуючий елемент використовують армований порошковий дріт, який щільно укладають по гвинтовій лінії зверху вниз направо або у вигляді сітки та прихвачують контактним зварюванням до внутрішньої обичайки або до попередньо прихвачених витків шару армованого порошкового дроту. UA 82901 U (12) UA 82901 U UA 82901 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі виготовлення композиційних матеріалів, які використовуються, наприклад, в ракетній, авіаційній, металургійній та машинобудівній промисловості. Відомі композиційні матеріали з металевою матрицею [Композиционные материалы с металлической матрицей. Композиционные материалы. Т.4 / пер. с англ. Под редакцией К.И. Портного. - М.: Машиностроение, 1987. - 503 с.]. Недоліками вказаного способу виготовлення композиційних матеріалів є відносна велика вартість матеріалів, проблематичність отримання армованих матеріалів з заданими властивостями та дуже складна технологія виготовлення. Найбільш близьким аналогом є спосіб виготовлення обичайок (листових) армованих металевих матеріалів [А.С . СССР № 311513, МКИ В23К 11/06. Способ изготовления листовых армированных металлических материалов. Б.С. Натапов., Ф.Б. Банас, Б.В. Александров, Бюл. № 24. 1971 г. для служебного пользования], в якому між двома обичайками (листами) встановлюють армовані сітки (вольфрамові волокнисті матеріали, переплетені дротом із матричного сплаву) з проміжною обичайкою (листом) та наступне контактне зварювання на роликовій машині з перекриттям кільцевих (продольних) швів на 25-30 %. Недоліком даного способу є неможливість прихвачування окремих елементів армованих сіток і обичайок (листів), так як при цьому руйнуються волокна. Крім того, всі елементи заготовки: армуючі сітки, обичайки (листи) не скріплені між собою і при контактному зварюванні виникають великі зазори, які призводять до деформації виробу та зниженню якості точкового зварювання. В армованих сітках волокна заізольовані між собою матричним дротом, що збільшує зазори та пустоти в заготовці виробу. При проходженні зварювального струму через заготовку виділяється тепло в контакті волокна - обичайка (лист), що призводить до додаткового перегріву та часткового руйнування волокон. При зварюванні готових виробів виникає проблема отримання якісного з'єднання кінцівок обичайки (листів), що знижує надійність виробу. В заготовках є багато пустот в армованій сітці та між нею та обичайками (листами), що знижує якість зварних швів. В основу корисної моделі поставлена задача удосконалення способу виготовлення обичайки, армованої металевим матеріалом, шляхом використання та оптимального розташування армованого порошкового дроту з зернами карбідів та шарів стрічок матричного сплаву, які формують каркас обичайки, який після розплавлення призводить до підвищення жорсткості і зниження деформації виробу, внаслідок чого підвищується якість контактного зварювання. Поставлена задача вирішується тим, що в способі виготовлення обичайки, армованої рівномірно розподіленими за об'ємом зернами карбідів, нітридів, боридів і силіцидів різних металів, при якому послідовно збирають внутрішню, проміжну та зовнішню обичайки, між ними укладають армуючий елемент з мінімальними зазорами та здійснюють контактне зварювання на роликовій машині, як армуючий елемент використовують армований порошковий дріт, який щільно укладають за наперед заданим законом, наприклад по гвинтовій лінії зверху вниз направо або у вигляді сітки, та прихвачують контактним зварюванням до внутрішньої обичайки або до попередньо прихвачених витків шару армованого порошкового дроту. Крім того, порошковий дріт складають з оболонки матричного сплаву усередині якої знаходяться зерна карбідів з електропровідною підкладкою. Крім того, проміжну та зовнішню обичайки складають зі стрічки матричного сплаву, яку щільно укладають за наперед заданим законом, наприклад по гвинтовій лінії зверху вниз наліво, та прихвачують контактним зварюванням до попередньо прихвачених витків порошкового дроту. Щільне укладання та прихвачування армованого порошкового дроту за попереднім заданим законом, наприклад по твиновій лінії або в вигляді сітки, до внутрішньої обичайки, забезпечує необхідну жорсткість конструкції. В залежності від висоти (товщини) виробу наноситься один або декілька шарів армованого порошкового дроту з використанням як проміжної обичайки в вигляді стрічки, яка щільно укладається та прихвачується за попереднім заданим законом, наприклад, по гвинтовій лінії або в вигляді сітки, до шарів порошкового дроту. Укладання шарів з дроту по гвинтовій лінії зверху вниз направо або у вигляді сітки та шарів стрічок матричного сплаву по гвинтовій лінії зверху вниз наліво забезпечує мінімальні зазори в каркасі та необхідну жорсткість конструкції. Використання стрічок як внутрішньої і зовнішньої обичайки після прихвачування перед зварюванням також призводить до підвищення жорсткості і зниження деформації виробу, внаслідок чого покращується якість контактного зварювання. При контактному зварюванні електропровідна оболонка порошкового дроту, підкладка зерен та стрічка розплавляються і разом з розплавленням матеріалу обичайки та порошком між 1 UA 82901 U 5 10 15 20 25 30 35 40 45 50 55 зернами формує ядро, в якому знаходяться непошкоджені зерна. Електропровідна підкладка армованого порошкового дроту захищає зерна від руйнування та розчину в основі матричного сплаву за рахунок набагато більшого виділення тепла в контакті між оболонкою і підкладкою, ніж між зернами та підкладкою, та покращує технологічність зварювання, мінімальні деформації та мінімальні дефекти в виробу і отримати монолітну заготовку з мінімальними зазорами та максимальною жорсткістю. Суть корисної моделі пояснюється кресленнями, де на фіг. 1, 2, 3, 4, 5, 6 зображена схема способу виготовлення обичайки, армованої металевим матеріалом: фіг. 1,2 - спосіб виготовлення по прототипу, фіг. 3, 4, 5, 6 - запропонований спосіб виготовлення. У відомому способі зовнішня обичайка 1 контактує з волокнистими матеріалами 2, які закріплені за допомогою сітки 3. Проміжна обичайка 4 розділяє армуючі сітки 5, які складаються з волокнистого матеріалу 2, переплетеного сіткою 3. Всі елементи заготовки закріплені на внутрішній обичайці 6 (фіг. 1). Після контактного зварювання на роликовій машині формують армовану металеву обичайку 7 (фіг. 2). У відомому способі всі елементи заготовки: обичайки - зовнішня 1, внутрішня 6, проміжна 4 та армуючі сітки 5 між собою не скріплені і при виконанні контактного зварювання на роликовій машині з'являються критичні зазори та деформації між елементами заготовки, що призводять до деформації всієї армованої металевої обичайки 7 (фіг. 1). В запропонованому способі для запобігання деформацій і збільшення жорсткості заготовки замість армованої металевої сітки 5 використовують армований порошковий дріт 8, який складається з зерен карбідів 9, які покриті електропровідною підкладкою 10, та знаходяться в оболонці 11 з порошком 12. Оболонка 11 дозволяє збільшити жорсткість заготовки за рахунок щільного укладання та використання прихваток 13. Використання армованого порошкового дроту 8 та прихваток 13 дозволяє отримати монолітну жорстку заготовку. Спосіб виготовлення обичайки, армованої рівномірно розподіленими за об'ємом зернами карбідів, нітридів, боридів і силіцидів різних металів, здійснюється таким чином. На внутрішню обичайку 6 щільно укладають та прихвачують армований порошковий дріт 8 з електропровідною оболонкою 11 за попередньо заданим законом, наприклад по гвинтовій лінії або в вигляді сітки. Кожний виток армованого порошкового дроту 8 прихвачують декількома прихватками 13 до внутрішньої обичайки 6 (фіг. 3). В залежності від товщини армованої металевої обичайки 7 продовжують другий, третій і інші шари щільного укладання та прихвачування за тим же законом армованого порошкового дроту 8, але зміщеного вправо на півдіаметра (фіг. 4). Причому другий шар армованого порошкового дроту 8 прихвачують до першого шару, а третій шар до другого і т. ін. (фіг. 4). На другий шар можна продовжувати щільно укладати третій шар армованого порошкового дроту 8 за наперед заданим законом, наприклад по гвинтовій лінії зверху вниз направо, і проміжну обичайку, виготовлену зі стрічки 14 матричного сплаву, яку щільно укладають за наперед заданим законом, наприклад по гвинтовій лінії зверху вниз наліво, та прихвачувати контактним зварюванням до попередньо прихвачених витків порошкового дроту 8. У разі потреби більшої товщини виробу укладають декілька шарів порошкового дроту 8 по гвинтовій лінії зверху вниз направо, а обичайку 1, виготовлену зі стрічки 14 матричного сплаву, по гвинтовій лінії зверху вниз наліво (фіг. 5). Таким чином отримується каркас жорсткої заготовки, елементи якої закріплені за рахунок щільної укладки і прихвачування витків до кожного шару армованого порошкового дроту 8 та обичайок, зроблених зі стрічок 14. Після контактного зварювання заготовки отримуємо армовану металеву обичайку 7 (фіг. 6). Для захисту зерен 9 від руйнування та розчину і підвищення фізико-механічних властивостей основи та покращення технології контактного зварювання поверхню зерен 9 покривають електропровідною підкладкою певної товщини. На фіг. 5 показана заготовка, яка складається з проміжної обичайки, яка виготовлена із стрічки 14 і внутрішньої обичайки 6 та двох шарів армованого порошкового дроту, скріплених прихватками 13. Приклад. На робочу поверхню внутрішньої обичайки зі сталі 12Х18Н10Т товщиною 1,2 мм щільно укладали і прихвачували витки армованого порошкового дроту по гвинтовій лінії. Армований порошковий дріт складався з зерен карбідів вольфраму діаметром 1,8-2,5, покритих електропровідною підкладкою з молібдену товщиною 0,15 мм, які укладали в оболонку порошкового дроту зі сталі 12Х18Н10Т товщиною 0,1 мм. Прихватки витків армованого порошкового дроту між шарами та до внутрішньої та проміжної обичайок, виготовлених зі стрічок виконували на контактній машині в наступному режимі: 2 UA 82901 U 5 10 струм зварювання, кА 12 тривалість зварювання, с 0,36 зусилля зварювання, даН 15000 тривалість ковки, с 0,52. Після контролю всієї заготовки виконували контактне зварювання всіх елементів заготовки на роликовій машині постійного струму на режимі: струм зварювання, кА 61 тривалість зварювання, с0,24 тривалість паузи, с 0,48 швидкість зварювання, м/хв 0,4. Після зварювання зерна в армованій металевій обичайці розподілялися рівномірно та були відсутні дефекти: пори, пустоти, тріщини. Як підкладка товщиною 0,15 мм використовувався молібден, який запобігав руйнуванню зерен, підвищував фізико-механічні характеристики основи після розплавлення та дозволяв отримати якісну заготовку. Використання запропонованого способу дозволить підвищити експлуатаційну надійність та збільшити термін роботи деталей в 2-3 рази. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 1. Спосіб виготовлення обичайки, армованої рівномірно розподіленими за об'ємом зернами карбідів, нітридів, боридів і силіцидів різних металів, при якому послідовно збирають внутрішню, проміжну та зовнішню обичайки, між ними укладають армуючий елемент з мінімальними зазорами та здійснюють контактне зварювання на роликовій машині, який відрізняється тим, що як армуючий елемент використовують армований порошковий дріт, який щільно укладають за наперед заданим законом, наприклад по гвинтовій лінії зверху вниз направо або у вигляді сітки, та прихвачують контактним зварюванням до внутрішньої обичайки або до попередньо прихвачених витків шару армованого порошкового дроту. 2. Спосіб за п. 1, який відрізняється тим, що порошковий дріт складають з оболонки матричного сплаву, усередині якої знаходяться зерна карбідів з електропровідною підкладкою. 3. Спосіб за пп. 1, 2, який відрізняється тим, що проміжну та зовнішню обичайки складають зі стрічки матричного сплаву, яку щільно укладають за наперед заданим законом, наприклад по гвинтовій лінії зверху вниз наліво, та прихвачують контактним зварюванням до попередньо прихвачених витків порошкового дроту. 3 UA 82901 U 4 UA 82901 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing shell reinforced by grains of carbides, nitrides, borides and silicides of various metals uniformly distributed in volume
Автори англійськоюKamel Heorhii Ivanovych, Koval Anatolii Danylovych, Yakovlev Pavlo Kostiantynovych, Ivchenko Pavlo Semenovych, Miliutin Vladyslav Mykolaiovych
Назва патенту російськоюСпособ изготовления обечайки, армированной равномерно распределенными по объему зернами карбидов, нитридов, боридов и силицидов различных металлов
Автори російськоюКамель Георгий Иванович, Коваль Анатолий Данилович, Яковлев Павел Константинович, Ивченко Павел Семенович, Милютин Владислав Николаевич
МПК / Мітки
МПК: B23K 11/06
Мітки: рівномірно, виготовлення, металів, спосіб, об'ємом, боридів, нітридів, карбідів, розподіленими, обичайки, силіцидів, армованої, різних, зернами
Код посилання
<a href="https://ua.patents.su/7-82901-sposib-vigotovlennya-obichajjki-armovano-rivnomirno-rozpodilenimi-za-obehmom-zernami-karbidiv-nitridiv-boridiv-i-silicidiv-riznikh-metaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення обичайки, армованої рівномірно розподіленими за об’ємом зернами карбідів, нітридів, боридів і силіцидів різних металів</a>
Спосіб виготовлення обичайки, армованої металевим матеріалом
Номер патенту: 79568
Опубліковано: 25.04.2013
Автори: Камель Георгій Іванович, Коваль Анатолій Данилович, Перемітько Валерій Вікторович
МПК: B23K 11/06
Мітки: виготовлення, металевим, матеріалом, обичайки, спосіб, армованої
Формула / Реферат:
1. Спосіб виготовлення обичайки, армованої металевим матеріалом, при якому послідовно збирають внутрішню, проміжну та зовнішню обичайки, між ними укладають армуючий елемент з мінімальними зазорами та здійснюють контактне зварювання на роликовій машині, який відрізняється тим, що як армуючий елемент використовують армований композитний дріт, який щільно укладають за наперед заданим законом, наприклад по гвинтовій лінії або у вигляді сітки, та...
Спосіб виготовлення радіаційностійких композитних матеріалів на основі карбідів і боридів за допомогою нвч обробки
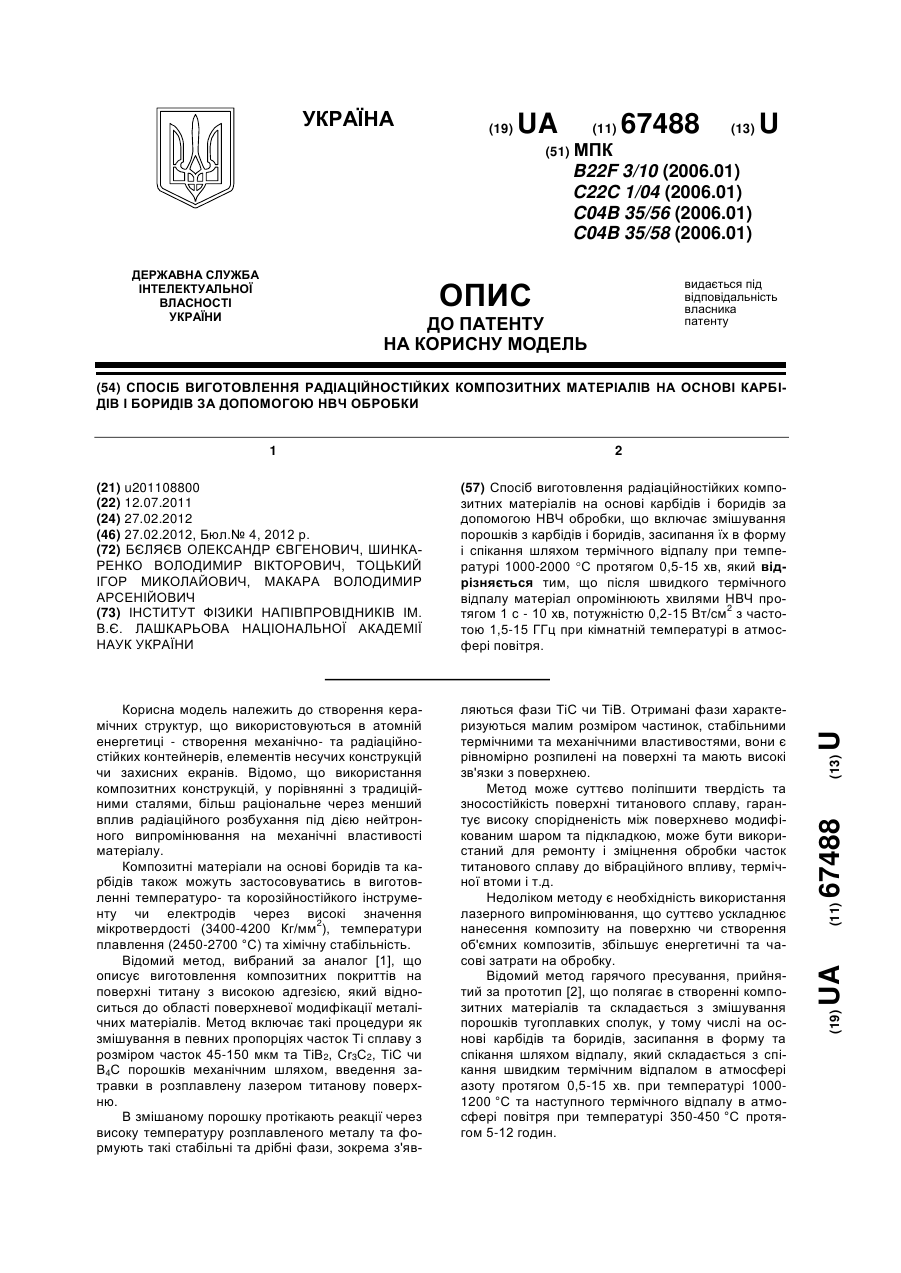
Номер патенту: 67488
Опубліковано: 27.02.2012
Автори: Тоцький Ігор Миколайович, Шинкаренко Володимир Вікторович, Бєляєв Олександр Євгенович, Макара Володимир Арсенійович
МПК: C22C 1/04, C04B 35/58, C04B 35/56, B22F 3/10
Мітки: спосіб, матеріалів, карбідів, радіаційностійких, композитних, виготовлення, основі, обробки, боридів, допомогою, нвч
Формула / Реферат:
Спосіб виготовлення радіаційностійких композитних матеріалів на основі карбідів і боридів за допомогою НВЧ обробки, що включає змішування порошків з карбідів і боридів, засипання їх в форму і спікання шляхом термічного відпалу при температурі 1000-2000 °С протягом 0,5-15 хв, який відрізняється тим, що після швидкого термічного відпалу матеріал опромінюють хвилями НВЧ протягом 1 с - 10 хв, потужністю 0,2-15 Вт/см2 з частотою 1,5-15 ГГц при...
Спосіб виготовлення армованої бетонної труби

Номер патенту: 15709
Опубліковано: 17.07.2006
Автори: Божко Василь Іванович, Чувашов Юрій Миколайович, Бочарова Ірина Миколаївна, Кліпов Валерій Дмитрович, Рибалка Євген Олексійович, Ященко Ольга Михайлівна, Михайлішина Ніна Зиновієвна
МПК: F16L 9/00, B28B 23/02, B28B 21/02
Мітки: виготовлення, бетонної, армованої, спосіб, трубі
Формула / Реферат:
Спосіб виготовлення армованої бетонної труби, що включає подачу бетонної суміші, формування з бетонної суміші труби, армування зовнішньої поверхні труби джгутами зі скловолокна, який відрізняється тим, що армування зовнішньої поверхні труби проводять шляхом укладання джгутів із скловолокна, змочених зв'язуючим, уздовж обичайки бетонної труби на однаковій відстані один від одного, при цьому на укладені джгути додатково намотують спірально...
Спосіб виготовлення циліндрової обичайки великогабаритних резервуарів
Номер патенту: 88526
Опубліковано: 26.10.2009
Автор: Олійник Олександр Сергійович
МПК: E04H 7/00
Мітки: обичайки, великогабаритних, резервуарів, спосіб, виготовлення, циліндрової
Формула / Реферат:
Спосіб виготовлення циліндрової обичайки великогабаритних резервуарів, що включає формування заданої площі поверхні полотнища з листових елементів шляхом їх укладання кромками один до одного, зварювальне з’єднання кромок і формування циліндричної поверхні резервуара, який відрізняється тим, що формування площі поверхні полотнища виконують на горизонтальному майданчику, а зварювальне з’єднання кромок листових елементів ведуть в дві стадії: на...
Спосіб виготовлення циліндрової обичайки великогабаритних резервуарів
Номер патенту: 30200
Опубліковано: 11.02.2008
Автор: Олійник Олександр Сергійович
МПК: E04H 7/00
Мітки: резервуарів, обичайки, спосіб, циліндрової, великогабаритних, виготовлення
Формула / Реферат:
Спосіб виготовлення циліндрової обичайки великогабаритних резервуарів, що включає формування заданої площі поверхні полотнища з листових елементів шляхом їх укладання кромками один до одного, зварювальне з'єднання кромок і формування циліндрової поверхні резервуара, який відрізняється тим, що формування площі поверхні полотнища виконують на горизонтальному майданчику, а зварювальне з'єднання кромок листових елементів ведуть в дві стадії: на...
Попередній патент: Ультрафіолетовий стерилізатор для портативних цифрових пристроїв та аксесуарів
Наступний патент: Зносостійкий аморфний матеріал на основі цирконію
Випадковий патент: Спосіб автоматичного керування процесом сушіння ковбасних виробів у сушильній камері