Спосіб визначення початкової стадії руйнування різального інструменту при точінні матеріалів
Номер патенту: 110123
Опубліковано: 26.09.2016
Автори: Філоненко Сергій Федорович, Анікієнко Борис Іванович
Формула / Реферат
Спосіб визначення початкової стадії руйнування різального інструменту при точінні матеріалів, який включає здійснення операції точіння з одночасною реєстрацією акустичної емісії, за характеристиками якої роблять висновок про виникнення руйнування різального інструменту, який відрізняється тим, що як вищезгадані характеристики визначають коефіцієнт ексцесу розподілу амплітуд результуючого сигналу акустичної емісії, а момент виникнення початкової стадії руйнування різального інструменту визначають за стрибкоподібним падінням коефіцієнта ексцесу розподілу амплітуд результуючого сигналу акустичної емісії від позитивного до від'ємного його значення.
Текст
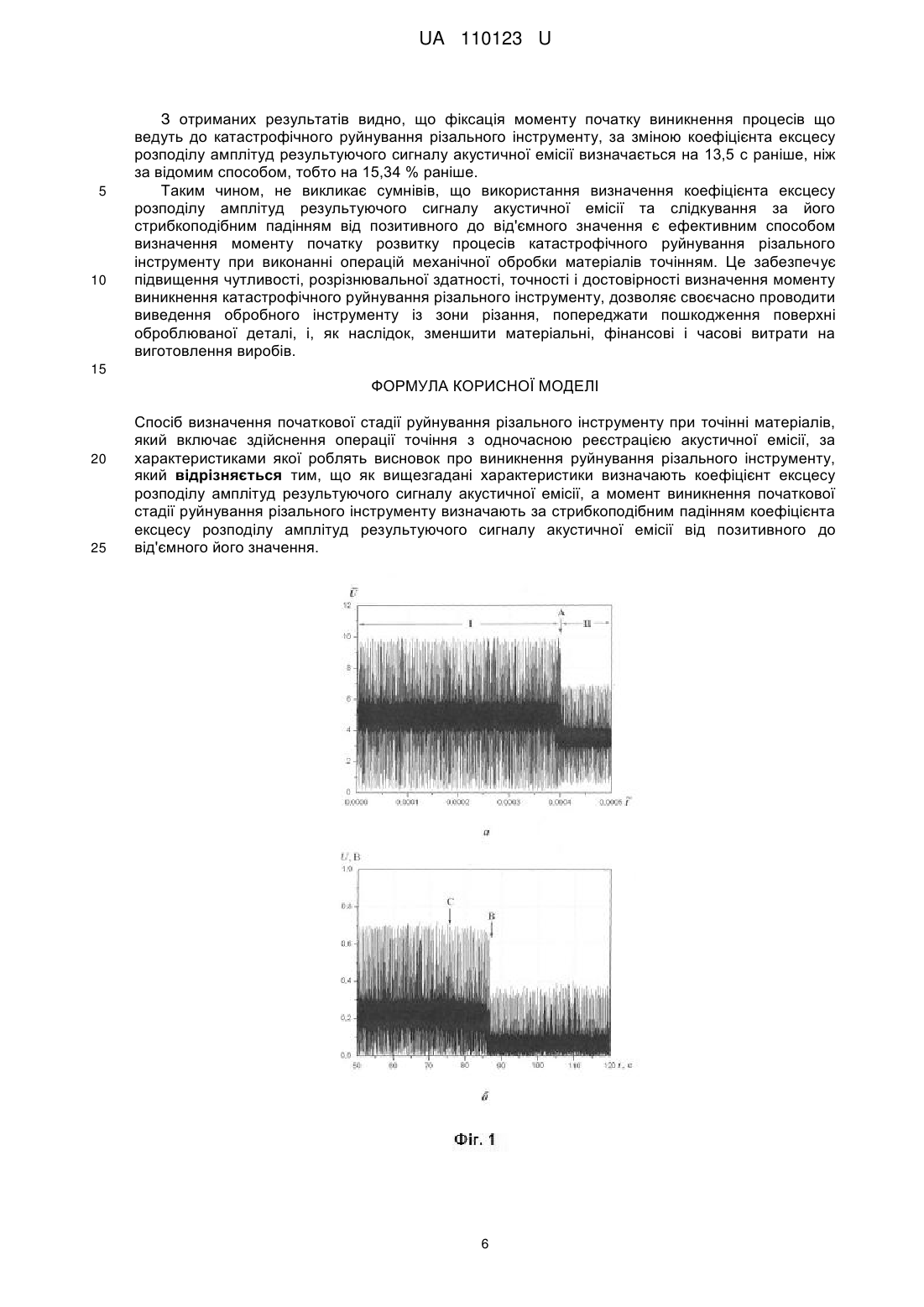
Реферат: Спосіб визначення початкової стадії руйнування різального інструменту при точінні матеріалів, який включає здійснення операції точіння з одночасною реєстрацією акустичної емісії, за характеристиками якої роблять висновок про виникнення руйнування різального інструменту. Як вищезгадані характеристики визначають коефіцієнт ексцесу розподілу амплітуд результуючого сигналу акустичної емісії, а момент виникнення початкової стадії руйнування різального інструменту визначають за стрибкоподібним падінням коефіцієнта ексцесу розподілу амплітуд результуючого сигналу акустичної емісії від позитивного до від'ємного його значення. UA 110123 U (54) СПОСІБ ВИЗНАЧЕННЯ ПОЧАТКОВОЇ СТАДІЇ РУЙНУВАННЯ РІЗАЛЬНОГО ІНСТРУМЕНТУ ПРИ ТОЧІННІ МАТЕРІАЛІВ UA 110123 U UA 110123 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до механічної обробки матеріалів точінням, а саме визначення початкової стадії руйнування різального інструменту, своєчасного виведення інструменту із зони різання та попередження необоротних пошкоджень оброблюваної поверхні. Найближчим аналогом за технічною суттю до об'єкту, що заявляється, є відомий спосіб визначення руйнування різального інструменту при точінні матеріалів [Qin F. Delamination wear of nano-diamond coated cutting tools in composite machining/ F. Qin, J. Hu, Y.K. Chou, , R.G. Thompson // Wear. - 2009. - v. 267. - P. 992-994], який включає здійснення операції точіння з одночасною реєстрацією акустичної емісії, за характеристиками якої роблять висновок про виникнення руйнування різального інструменту. Як вищезгадані характеристики визначають середньоквадратичне значення амплітуди сигналів акустичної емісії і за різким його падінням визначають момент виникнення руйнування різального інструменту. Недоліки цього способу витікають з того, що при його реалізації, не зважаючи на те, що реєстрація акустичного випромінювання відбувається на субмікро-, мікро- і макрорівнях процесів руйнування оброблюваної поверхні і різального інструменту, фіксація моменту виникнення руйнування різального інструменту за середньоквадратичним значенням амплітуди сигналів акустичної емісії відбувається безпосередньо в момент виникнення катастрофічного його руйнування, тобто на макрорівні руйнування інструменту. Це не дозволяє своєчасно вивести обробний інструмент з зони різання, що приводить до значного необоротного пошкодження поверхні оброблюваної деталі. Іншими словами, використання відомого способу не дозволяє визначати початкову стадію процесів, пов'язаних з руйнуванням інструменту, тобто попереджати його руйнування, а фіксує тільки руйнування різального інструменту. За таких умов, відбувається пошкодження оброблюваної деталі, збільшуються матеріальні, фінансові і часові витрати на виготовлення виробів. В основу корисної моделі поставлена задача такого удосконалення способу визначення моменту виникнення руйнування різального інструменту на його ранніх або початкових стадіях, при якому за рахунок вимірювання коефіцієнта ексцесу розподілу амплітуд сигналів акустичної емісії забезпечується визначення початкової стадії виникнення процесів, що ведуть до катастрофічного руйнування різального інструменту, і відбувається попередження руйнування різального інструменту, знижується ймовірність необоротних пошкоджень поверхні оброблюваної деталі, підвищується, чутливість, розрізнювальна здатність, точність і достовірність контролю. Це дозволяє своєчасно виводити інструмент з зони різання, зменшити матеріальні, фінансові і часові витрат на виготовлення виробів. Поставлена задача вирішується тим, що спосіб визначення початкової стадії руйнування різального інструменту при точінні матеріалів, що включає здійснення операції точіння з одночасною реєстрацією акустичної емісії, за характеристиками якої роблять висновок про виникнення руйнування різального інструменту, в якому згідно з корисною моделлю, як вищезгадані характеристики визначають коефіцієнт ексцесу розподілу амплітуд результуючого сигналу акустичної емісії, а момент виникнення початкової стадії руйнування різального інструменту визначають за стрибкоподібним падінням коефіцієнта ексцесу розподілу амплітуд результуючого сигналу акустичної емісії від позитивного до від'ємного його значення. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, і технічними результатами, що досягаються, полягає у наступному. Згідно з існуючими уявленнями, якщо швидкість різання, швидкість повздовжньої подачі різця та глибина різання є постійними величинами, то процес механічної обробки матеріалу точінням являє собою послідовне деформування і руйнування поверхневого прошарку оброблюваного матеріалу у вигляді площадок визначеного розміру, які відбуваються на субмікро-, мікро- і макрорівнях. Такий процес супроводжується акустичним випромінюванням. При цьому при руйнуванні кожної площадки формується імпульсний сигнал акустичної емісії, а послідовне руйнування площадок оброблюваного матеріалу приводить до послідовності появи імпульсних сигналів акустичної емісії, сукупність яких формує результуючий сигнал акустичної емісії від оброблюваного матеріалу. В той же час, обробка матеріалу відбувається за допомогою різального інструменту. В процесі обробки матеріалу відбувається і поступове, послідовне руйнування обробного матеріалу, тобто послідовне руйнування площадок обробного матеріалу визначеного розміру. Такий процес також супроводжується акустичним випромінюванням. При цьому при руйнуванні кожної площадки обробного матеріалу формується імпульсний сигнал акустичної емісії, а послідовне руйнування площадок обробного матеріалу приводить до послідовності появи імпульсних сигналів акустичної емісії, сукупність яких формує результуючий сигнал акустичної емісії від обробного матеріалу. Сукупність двох типів сигналів формують загальний результуючий сигнал, який можна записати у вигляді 60 1 UA 110123 U UP t U j t t j Ui t t i , j i (1) де t j jt j j - моменти часу появи імпульсних сигналів U j при руйнуванні оброблюваного матеріалу; t j - інтервал часу між початком формування наступного імпульсного сигналу акустичної емісії U j по відношенню до попереднього; j 0,......., n - кількість послідовних 5 площадок оброблюваного матеріалу, що руйнуються; j - випадкова складова в моменті часу появи кожного наступного сигналу акустичної емісії U j ; t i it i i - моменти часу появи імпульсних сигналів U i при руйнуванні обробного матеріалу; t i - інтервал часу між початком формування наступного імпульсного сигналу акустичної емісії U j по відношенню до 10 15 попереднього; i 0,......., n - кількість послідовних площадок обробного матеріалу, що руйнуються; i - випадкова складова в моменті часу появи кожного наступного сигналу акустичної емісії U i . Як показують результати теоретичних досліджень, амплітуда результуючого сигналу акустичної емісії при механічній обробці матеріалів з кристалічною структурою і композиційних матеріалів залежить від стану різального інструменту, тобто ступеня його руйнування. Для прикладу розглянемо механічну обробку композиційного матеріалу точінням з використанням ріжучого інструменту із композиційного матеріалу. Імпульсні сигнали акустичної емісії, які формуються при руйнуванні площадки оброблюваного і обробного композиційних матеріалів описуються виразами вигляду U j t u0 t0 e Ui t U0 t1e rt e r1t e 0 rt e 1 r (2) , 1 r1t e 1 r1 , (3) 20 25 30 35 40 45 де u0 - максимальна амплітуда сигналу при руйнуванні площадки оброблюваного матеріалу заданого розміру; - швидкість навантаженні матеріалу; 0 - параметр, що залежить від властивостей оброблюваного матеріалу; r - параметр, що визначає розкид (неоднорідність) властивостей оброблюваного матеріалу; U0 - максимальна амплітуда сигналу при руйнуванні площадки обробного матеріалу заданого розміру; - швидкість навантаженні матеріалу; 1 параметр, що залежить від властивостей обробного матеріалу; r1 - параметр, що визначає розкид (неоднорідність) властивостей обробного матеріалу. Параметри u0 і U0 залежать від площі матеріалу, що руйнується. Параметри 0 , r, 1 і r1 різняться для оброблюваного і обробного матеріалів. При цьому обробний матеріал має більші механічні характеристики, ніж оброблюваний матеріал, тобто значення цих параметрів для обробного матеріалу більші, ніж для оброблюваного матеріалу. Якщо у процесі різання відсутнє руйнування обробного матеріалу (інструменту), то сигнал акустичної емісії U i в виразі (1) дорівнює нулю, тобто результуючий сигнал акустичної емісії UP формується тільки за рахунок руйнування оброблюваного матеріалу. Якщо відбувається руйнування обробного матеріалу, то результуючий сигнал акустичної емісії UP формується за рахунок двох складових у виразі (1). При цьому площа руйнування оброблюваного матеріалу зменшується на величину площі руйнування обробного матеріалу. Моделювання акустичного випромінювання, з урахуванням прийнятих умов, показало, що результуючий сигнал акустичної емісії без руйнування і при руйнуванні обробного матеріалу є неперервним сигналом (відповідно, ділянки І і II, фіг. 1, а). Однак у момент часу виникнення руйнування обробного матеріалу (з визначеною площею руйнування) відбувається падіння середньоквадратичного значення амплітуди результуючого сигналу акустичної емісії (точка А, фіг. 1, а). Теоретичний сигнал акустичної емісії узгоджується з експериментальними сигналами, які реєструються при механічній обробці матеріалів, включаючи і катастрофічне руйнування різального інструменту (фіг. 1, б), а також з сигналами, що наведені у відомому способі. 2 UA 110123 U 5 10 15 20 Як показують експериментальні дослідження, до моменту виникнення катастрофічного руйнування різального інструменту середньоквадратичний рівень амплітуди сигналу акустичної емісії практично не змінюється. Його значне падіння фіксується тільки при катастрофічному руйнуванні різального інструменту (точка А, фіг. 1, а, точка В, фіг. 1, б), що і покладено в основу відомого способу визначення моменту руйнування різального інструменту. За таких умов практично не можливо проводити виведення різця із зони різання, що приводить до високої імовірності пошкодження поверхні оброблюваного матеріалу і, як наслідок, до збільшення матеріальних, фінансових і часових витрат на виготовлення виробів. У той же час, процеси руйнування поверхні оброблюваного і обробного матеріалів, тобто пари матеріалів, що взаємодіють, відбуваються на субмікро-, мікро- і макрорівнях, з формуванням відповідних імпульсних сигналів акустичної емісії, які вносять різний вклад в результуючий сигнал. В процесі виконання операції механічної обробки матеріалів при виникненні перших зародків руйнування обробного матеріалу відбувається поступовий перехід до відповідного рівня його руйнування, тобто від субмікро- до макрорівня. Такі початкові зародки руйнування змінюють умови взаємодії пари матеріалів - оброблюваний матеріал обробний матеріал, тобто змінюють умови різання, що приводить до нестабільності формування імпульсних сигналів акустичної емісії (їх параметрів). Дослідження показують, що при виконанні механічної обробки матеріалів відбувається зміна розподілів амплітуд результуючого сигналу акустичної емісії, які визначаються на заданих інтервалах аналізу. Така зміна розподілів відбувається практично без зміни середньоквадратичного значення амплітуди до моменту виникнення руйнування різального інструменту (точка А, фіг. 1, а, точка В, фіг. 1, б). Розподіл амплітуд на заданих інтервалах аналізу характеризуються коефіцієнтом ексцесу, тобто мірою гостроти піку розподілу, який визначається за виразом n x i x KU 4 i 1 n 4 3 (4) 25 30 де x i - поточне значення амплітуди сигналу акустичної емісії; x - середній рівень амплітуди результуючого сигналу акустичної емісії на інтервалі аналізу n ; - стандартне відхилення. Результати статистичної обробки теоретичних даних для прийнятих умов моделювання, згідно з фіг. 1, а, для імовірності 0,95 показали наступне. Для стадії обробки матеріалу без руйнування різального інструменту (І, фіг. 1, а) середньоквадратичне значення амплітуди сигналу акустичної емісії і його стандартне відхилення у відносних одиницях складають ~ ~ s U 4,88 , ~ 2,95 , а коефіцієнт ексцесу розподілу амплітуд дорівнює K 16,38 . При появі U P 35 40 45 50 руйнування обробного матеріалу, величина якого у відносних одиницях становить 0,005, тобто ~ ~ значення величин U 0 і ~0 при моделюванні дорівнюють U0 0,005 , ~0 0,995 , u u середньоквадратичне значення амплітуди сигналу акустичної емісії у відносних одиницях і його ~ стандартне відхилення на початковій стадії II (фіг. 1, а) становлять - UP 4,85 , ~ 2,92 , а s ~ коефіцієнт ексцесу розподілу амплітуд дорівнює K U 0,8342 . Видно, що при руйнуванні обробного матеріалу, величина якого складає 0,5 %, середньоквадратичне значення амплітуди сигналу акустичної емісії зменшується на 0,6 %. З урахуванням розкиду амплітуд вимірювання таких змін середньоквадратичного значення амплітуди результуючого сигналу акустичної емісії представляє значні складнощі, що впливає на достовірність прийняття рішень. У той же час спостерігається стрибке падіння коефіцієнта ексцесу, від позитивного до від'ємного значення (падіння більше ніж в 100 разів). Згідно з результатами розрахунків можна провести оцінки розміру лінійного руйнування різального інструменту. Якщо глибина різання складає 0,1 мм, то 0,5 % руйнування лінійного розміру обробного інструменту становить 0,0005 мм. Статистична обробка результатів експериментальнихдосліджень показує, що в процесі механічної обробки матеріалу відбуваються особливості зміни коефіцієнта ексцесу розподілу амплітуд сигналу акустичної емісії (фіг. 2). Не доходячи до моменту катастрофічного руйнування різального інструменту, який фіксується за падінням середньоквадратичного значення амплітуди сигналу акустичної емісії (точка В, фіг. 1, б), відбувається стрибкоподібне падіння коефіцієнта ексцесу розподілу амплітуд сигналу акустичної емісії (точка М, фіг. 2) від позитивного до від'ємного значення, тобто початок процесів, що ведуть до катастрофічного руйнування інструменту, який фіксується за стрибкоподібним падіння коефіцієнта ексцесу від 3 UA 110123 U 5 10 15 20 25 30 35 позитивного до від'ємного значення, передує в часі (точка С, фіг. 1, б) катастрофічному руйнуванню інструменту (точка В, фіг. 1, б). У той же час, при катастрофічному руйнуванні різального інструменту відбувається стрибкоподібне зростання коефіцієнта ексцесу розподілу амплітуд сигналу акустичної емісії (точка N, фіг. 2). Така зміна коефіцієнта ексцесу свідчить про початок переходу до зміни умов взаємодії пари оброблюваний-обробний матеріал або початок зміни рівня руйнування різального інструменту з поступовим переходом до катастрофічного руйнування. Обробка результатів експериментальних досліджень показує, що в момент часу, який відповідає переходу з позитивного до від'ємного значення коефіцієнта ексцесу (точка М, фіг. 2), зменшення середньоквадратичного значення амплітуди результуючого сигналу акустичної емісії не перевищує 0,4 %…0,7 %, а падіння значення коефіцієнта ексцесу перевищує 8 %…. 14 %. При цьому такий перехід, тобто фіксація початкової стадії переходу до процесів, які ведуть до розвитку катастрофічного руйнування інструменту, за коефіцієнтом ексцесу розподілу амплітуд сигналу акустичної емісії фіксується у часі на 10 %……16 % раніше ніж за середньоквадратичним значенням амплітуди результуючого сигналу акустичної емісії. Таким чином, не викликає сумнівів, що використання контролю падіння величини коефіцієнта ексцесу розподілу амплітуд сигналу акустичної емісії є ефективним способом визначення початкової стадії розвитку процесів, які ведуть до катастрофічного руйнування різального інструменту. При цьому використання контролю стрибкоподібного падіння значень коефіцієнта ексцесу розподілу амплітуд сигналу акустичної емісії дозволяє проводити визначення початкової стадії зародження руйнування раніше, ніж за контролем падіння середньоквадратичного значення амплітуди результуючого сигналу акустичної емісії, що, безумовно, забезпечує підвищення його чутливості, розрізнювальної здатності і достовірності. Крім того, це дозволяє раніше попередити руйнування різального інструмента, проводити своєчасне виведення інструмент з зони різання, і, як наслідок, зменшити імовірність пошкодження оброблюваної поверхні деталі. При цьому значно зменшуються матеріальні, фінансові та часові витрати на виготовлення виробів. Спосіб проілюстровано на фіг. 1, фіг. 2, де на фіг. 1 показано результуючі сигнали акустичної емісії в часі при різанні матеріалу з заданими властивостями за допомогою операції точіння: а - модельний результуючий сигнал акустичної емісії, згідно (1), з урахуванням (2) і (3), у відносних одиницях: І - стадія, на якій відбувається руйнування оброблюваного матеріалу без руйнування різального інструменту; II - стадія, на якій відбувається руйнування оброблюваного матеріалу і різального інструменту; А - момент часу виникнення руйнування обробного інструменту, значення параметрів моделювання у відносних одиницях, що входять у вирази (1), ~ (2) і (3) - 10 ; ~ 10000 ; 0 1000000 ; 1 1500000 ; r1 26000 ; проміжки часу між появами r ~ сигналів акустичної емісії t j 0,0000015 t i 0,0000014 ; ~ j змінюється у діапазоні величин ; ~ ~ змінюється у діапазоні величин від 0 до 0,0000032 від 0 до 0,0000049 довільним чином; i ~ ~ довільним чином; для стадії І - ~ 1 ; U 0 ; для стадії II - ~ 0,7 ; U 0,3 ; б - фрагмент u u 0 40 45 50 55 0 0 0 експериментального результуючого сигналу акустичної емісії, який зареєстровано при точінні деталі із силуміну у вигляді циліндра пластиною із сплаву CD10 з покриттям PCD на токарногвинторізному верстаті ТПК 125: діаметр деталі - 78,4 мм, довжина оброблюваної поверхні -1 деталі - 185,0 мм, швидкість обертання деталі - 810 хв , поперечна подача різця - 0,1 мм/об, глибина різання h 0,1 мм, B - момент часу катастрофічного руйнування різального інструменту, який фіксується за зменшенням середньоквадратичного значення амплітуди результуючого сигналу акустичної емісії, C - момент часу, якій відповідає виникненню початкових процесів, що пов'язані з початком розвитку катастрофічного руйнування різального інструменту; на фіг. 2 показано залежність зміни коефіцієнта ексцесу розподілу амплітуд результуючого сигналу акустичної емісії в часі при виконанні операції точіння силуміну (параметри механічної обробки відповідають параметрам для фіг. 1, б), M - момент часу, який відповідає виникненню початкових процесів, що пов'язані з початком розвитку катастрофічного руйнування різального інструменту за коефіцієнтом ексцесу розподілу амплітуд результуючого сигналу акустичної емісії (даній точці відповідає точка С на фіг. 1, б), N - момент часу, який відповідає катастрофічному руйнуванню різального інструменту за коефіцієнтом ексцесу розподілу амплітуд результуючого сигналу акустичної емісії, і який відповідає падінню середньоквадратичного значення амплітуди сигналу акустичної емісії (точка В, фіг 1, б). Приклад конкретної реалізації способу, що заявляється: Визначався момент виникнення руйнування різального інструменту при виконанні операції точіння силуміну. Розміри оброблюваної заготовки: початковий діаметр - 80,1 мм; довжина 4 UA 110123 U 5 10 15 20 25 30 35 40 45 50 55 оброблюваної поверхні - 185,0 мм. Параметри процесу механічної обробки: швидкість -1 обертання деталі - 810 хв. ; поперечна подача різця - 0,1 мм/об; глибина різання - h 0,1 мм. Обробка виконувалася на токарному гвинторізному верстаті типу ТПК-125. Як різець використовували пластину зі сплаву CD10 з покриттям PCD. Деталь встановлювалася в шпиндель верстата і проводилася попередня обробка її поверхні різанням до діаметру 78,4 мм. Після цього проводилася обробка деталі, в процесі якої відбувалася реєстрація результуючого сигналу акустичної емісії. Для цього було застосовано перетворювач із п'єзокераміки ЦТС-19, який встановлювався нерухомо на державці різця. Сигнали з виходу перетворювача підсилювалися, вимірювалися та оброблялися з використанням акусто-емісійного діагностичного комплексу. Результати вимірювання параметрів реєстрованого результуючого сигналу акустичної емісії представлялися у вигляді графічних залежностей зміни амплітуди сигналу в часі та коефіцієнта ексцесу розподілу амплітуд реєстрованого сигналу в часі. Інтервал дискретизації аналого-цифрового перетворювача при реєстрації сигналів акустичної емісії складав 11,4 мкс. За результатами вимірювань проводилося порівняння даних визначення моменту виникнення руйнування різального інструменту за відомим способом і способом, що пропонується. Результати проведених випробувань наведено на фіг. 1, б, фіг. 2, де на фіг. 1, б показано фрагмент експериментального результуючого сигналу акустичної емісії, який зареєстровано при точінні деталі із силуміну у вигляді циліндра пластиною із сплаву CD10 з покриттям PCD на токарно-гвинторізному верстаті ТПК 125: діаметр деталі - 78,4 мм, довжина оброблюваної -1 поверхні деталі - 185,0 мм, швидкість обертання деталі - 810 хв. , поперечна подача різця 0,1 мм/об, глибина різання h 0,1 мм, B - момент часу катастрофічного руйнування різального інструменту, який фіксується за зменшенням середньоквадратичного значення амплітуди результуючого сигналу акустичної емісії, C - момент часу, який відповідає виникненню початкових процесів, що пов'язані з початком розвитку катастрофічного руйнування різального інструменту; на фіг. 2 показано залежність зміни коефіцієнта ексцесу розподілу амплітуд результуючого сигналу акустичної емісії в часі при виконанні операції точіння силуміну (параметри механічної обробки відповідають параметрам для фіг. 1, б), M - момент часу, який відповідає виникненню початкових процесів, що пов'язані з початком розвитку катастрофічного руйнування різального інструменту за коефіцієнтом ексцесу розподілу амплітуд результуючого сигналу акустичної емісії (даній точці відповідає точка С на фіг. 1, б), N - момент часу, який відповідає катастрофічному руйнуванню різального інструменту за коефіцієнтом ексцесу розподілу амплітуд результуючого сигналу акустичної емісії, і який відповідає падінню середньоквадратичного значення амплітуди сигналу акустичної емісії (точка В, фіг 1, б). Результати проведених випробувань показали, що в процесі механічної обробки силуміну точінням руйнування різального інструменту характеризується як різкою зміною середньоквадратичного значення амплітуди результуючого сигналу акустичної емісії, так і коефіцієнта ексцесу розподілу амплітуд результуючого сигналу акустичної емісії (фіг. 1, б, фіг. 2). Для способу, що пропонується, падіння величини коефіцієнта ексцесу розподілу амплітуд результуючого сигналу акустичної емісії від позитивного до від'ємного значення при переході на початкову стадію катастрофічного руйнування різального інструменту відбувається стрибкоподібно. Для відомого способу падіння середньоквадратичного значення амплітуди результуючого сигналу акустичної емісії при катастрофічному руйнуванні різального інструменту також відбувається стрибкоподібно. Однак момент початку виникнення катастрофічного руйнування різального інструменту за зміною середньоквадратичного значення амплітуди результуючого сигналу акустичної емісії (В, фіг. 1) фіксується пізніше, ніж за падінням коефіцієнта ексцесу розподілу амплітуд результуючого сигналу акустичної емісії (С, фіг. 1, б, М, фіг. 2). Згідно з отриманими даними, в момент переходу коефіцієнта ексцесу розподілу амплітуд результуючого сигналу акустичної емісії з позитивного до від'ємного значення, тобто на інтервалі часу 74 с - 75 с, і стрібкоподібне його падіння становить 8 %, а падіння середньоквадратичного значення амплітуди результуючого сигналу акустичної емісії на цьому інтервалі часу становить лише 0,14 %. При цьому момент початку виникнення процесів, що ведуть до катастрофічного руйнування різального інструменту, за зміною коефіцієнта ексцесу розподілу амплітуд результуючого сигналу акустичної емісії, за способом, що пропонується, зафіксований на 74,5 с випробувань (М, фіг. 2). Момент початку виникнення катастрофічного руйнування різального інструменту за зміною середньоквадратичного значення амплітуди результуючого сигналу акустичної емісії за відомим способом зафіксований на 88-ій с випробувань (В, фіг. 1, б). 5 UA 110123 U 5 10 З отриманих результатів видно, що фіксація моменту початку виникнення процесів що ведуть до катастрофічного руйнування різального інструменту, за зміною коефіцієнта ексцесу розподілу амплітуд результуючого сигналу акустичної емісії визначається на 13,5 с раніше, ніж за відомим способом, тобто на 15,34 % раніше. Таким чином, не викликає сумнівів, що використання визначення коефіцієнта ексцесу розподілу амплітуд результуючого сигналу акустичної емісії та слідкування за його стрибкоподібним падінням від позитивного до від'ємного значення є ефективним способом визначення моменту початку розвитку процесів катастрофічного руйнування різального інструменту при виконанні операцій механічної обробки матеріалів точінням. Це забезпечує підвищення чутливості, розрізнювальної здатності, точності і достовірності визначення моменту виникнення катастрофічного руйнування різального інструменту, дозволяє своєчасно проводити виведення обробного інструменту із зони різання, попереджати пошкодження поверхні оброблюваної деталі, і, як наслідок, зменшити матеріальні, фінансові і часові витрати на виготовлення виробів. 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Спосіб визначення початкової стадії руйнування різального інструменту при точінні матеріалів, який включає здійснення операції точіння з одночасною реєстрацією акустичної емісії, за характеристиками якої роблять висновок про виникнення руйнування різального інструменту, який відрізняється тим, що як вищезгадані характеристики визначають коефіцієнт ексцесу розподілу амплітуд результуючого сигналу акустичної емісії, а момент виникнення початкової стадії руйнування різального інструменту визначають за стрибкоподібним падінням коефіцієнта ексцесу розподілу амплітуд результуючого сигналу акустичної емісії від позитивного до від'ємного його значення. 6 UA 110123 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01N 29/04, G01N 3/56
Мітки: стадії, інструменту, спосіб, визначення, початкової, різального, руйнування, матеріалів, точінні
Код посилання
<a href="https://ua.patents.su/9-110123-sposib-viznachennya-pochatkovo-stadi-rujjnuvannya-rizalnogo-instrumentu-pri-tochinni-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення початкової стадії руйнування різального інструменту при точінні матеріалів</a>
Спосіб визначення зносу різального інструменту у процесі механічної обробки матеріалів точінням
Номер патенту: 70879
Опубліковано: 25.06.2012
Автори: Косицька Тетяна Миколаївна, Філоненко Сергій Федорович, Німченко Тетяна Василівна
МПК: G01N 3/56, G01N 29/04
Мітки: механічної, спосіб, обробки, процесі, різального, визначення, точінням, зносу, інструменту, матеріалів
Формула / Реферат:
Спосіб визначення зносу різального інструменту у процесі механічної обробки матеріалів точінням, що включає виконання операції точіння з одночасним визначенням характеристик, за якими роблять висновки про знос різального інструменту, який відрізняється тим, що як вищезгадані характеристики реєструють випромінювання сигналів акустичної емісії, а знос різального інструменту визначають за дисперсією усередненої енергії реєстрованого...
Спосіб визначення початкової стадії виникнення задирок у фрикційних вузлах
Номер патенту: 94186
Опубліковано: 10.11.2014
Автори: Філоненко Сергій Федорович, Космач Олександр Павлович
МПК: G01N 3/56, G01N 29/04
Мітки: фрикційних, початкової, стадії, виникнення, задирок, спосіб, визначення, вузлах
Формула / Реферат:
Спосіб визначення початкової стадії виникнення задирок у фрикційних вузлах, що включає навантаження фрикційного вузла з одночасною реєстрацією акустичної емісії, за характеристиками якої роблять висновок про момент виникнення задирок у фрикційному вузлі, який відрізняється тим, що як характеристику визначають коефіцієнт ексцесу середнього рівня амплітуди або середнього рівня енергії результуючого сигналу акустичної емісії, а момент...
Спосіб контролю якості різального інструменту при обробці деталей на верстатах з системою числового програмного керування
Номер патенту: 99027
Опубліковано: 12.05.2015
Автори: Філон Максим Юрійович, Андрєєв Олександр Олексійович, Шевченко Вадим Володимирович
МПК: B23B 1/00
Мітки: контролю, числового, верстатах, обробці, різального, інструменту, деталей, якості, керування, програмного, системою, спосіб
Формула / Реферат:
Спосіб контролю якості різального інструменту, який включає вимірювання максимальної величини сигналу акустичної емісії в зоні різання при перехідному процесі, який відрізняється тим, що перед обробкою заготовки на ній не потрібно знімати фаску і сигнали вимірюють в двох зонах, а саме додатково вимірюють мінімальну величину сигналу акустичної емісії в зоні різання та інфрачервоного випромінювання із зони сходу стружки при перехідному...
Спосіб визначення сил на контактних поверхнях різального інструмента при повздовжньому точінні
Номер патенту: 48447
Опубліковано: 15.08.2002
Автори: Баннов Генадій Михайлович, Кузьменко Анатолій Григорович, Пасечник Анатолій Андрійович
МПК: G01L 1/00
Мітки: поверхнях, інструмента, різального, повздовжньому, точінні, контактних, спосіб, сіль, визначення
Формула / Реферат:
Спосіб визначення сил на контактних поверхнях різального інструмента при повздовжньому точінні, що включає вимірювання складових сил різання при зрізанні стружки із зразка і визначення результуючих по їх сумі, який відрізняється тим, що попередньо у зразку виконується отвір, який заповнюється матеріалом, границя пружності якого значно менша границі пружності матеріалу зразка, вимірювання складових сили різання виконується при різанні...
Спосіб визначення зносостійкості різального інструменту
Номер патенту: 60216
Опубліковано: 10.06.2011
Автори: Даценко Михайло Андрійович, Усачов Петро Антонович
МПК: B23B 25/00
Мітки: інструменту, визначення, спосіб, різального, зносостійкості
Формула / Реферат:
Спосіб визначення зносостійкості робочої частини різального інструменту, що включає проведення досліджень і обробку отриманих результатів, який відрізняється тим, що дослідження проводять шляхом запуску у виробництво партії різальних інструментів, кожен з яких має заданий технічний ресурс зносостійкості ,...
Попередній патент: Пристрій акустичного спостереження із приймачем акустичного сигналу
Наступний патент: Плазмовий реактор металевих наночастинок
Випадковий патент: Спосіб захисту від несанкціонованого прослуховування та маскувальник мови для його здійснення