Спосіб визначення та контролю нерівномірності властивостей по поверхні оброблюваного матеріалу при точінні
Номер патенту: 111186
Опубліковано: 10.11.2016
Автори: Анікієнко Борис Іванович, Філоненко Сергій Федорович

Формула / Реферат
Спосіб визначення властивостей та контролю їх нерівномірності по поверхні оброблюваного матеріалу при точінні, який включає здійснення операції точіння з одночасним визначенням характеристик, за якими роблять висновки про властивості матеріалу та їх нерівномірність по його поверхні, який відрізняється тим, що як вище згадані характеристики реєструють акустичну емісію, а властивості матеріалу та їх нерівномірність визначають за середнім рівнем амплітуди сигналу акустичної емісії в часі.
Текст
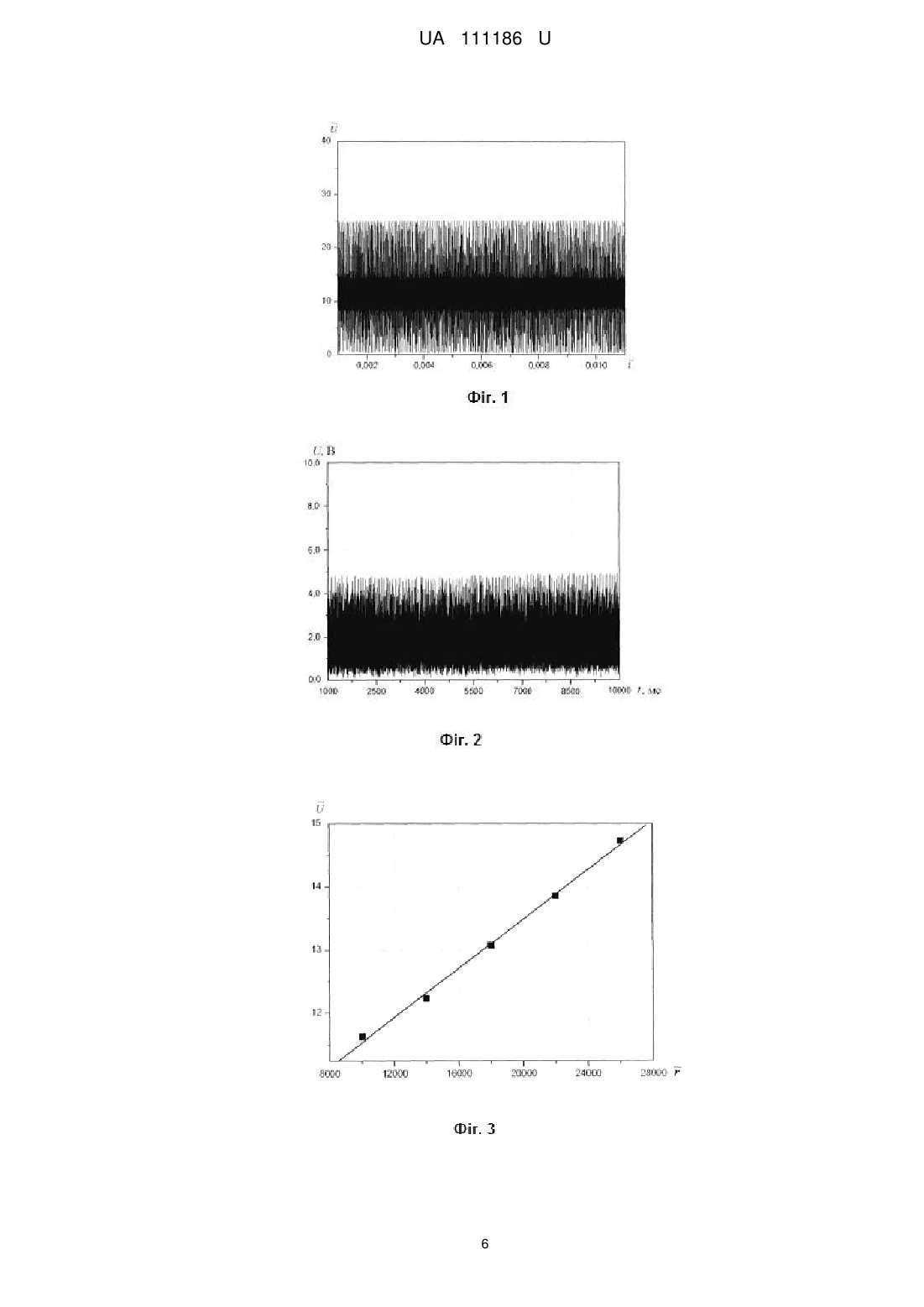
Реферат: Спосіб визначення властивостей та контролю їх нерівномірності по поверхні оброблюваного матеріалу при точінні, який включає здійснення операції точіння з одночасним визначенням характеристик, за якими роблять висновки про властивості матеріалу та їх нерівномірність по його поверхні. Як вище згадані характеристики реєструють акустичну емісію, а властивості матеріалу та їх нерівномірність визначають за середнім рівнем амплітуди сигналу акустичної емісії в часі. UA 111186 U (54) СПОСІБ ВИЗНАЧЕННЯ ТА КОНТРОЛЮ НЕРІВНОМІРНОСТІ ВЛАСТИВОСТЕЙ ПО ПОВЕРХНІ ОБРОБЛЮВАНОГО МАТЕРІАЛУ ПРИ ТОЧІННІ UA 111186 U UA 111186 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до механічної обробки матеріалів різанням, а саме визначення властивостей по поверхні оброблюваного матеріалу при виконанні операції точіння та контролю їх нерівномірності. Відомим, найбільш близьким за технічною суттю до об'єкта, що заявляється, є спосіб визначення властивостей та контролю їх не рівномірності по поверхні оброблюваного матеріалу при його механічній обробці з використанням операції точіння (El-Kady Ε.Υ. The Effect of Machining Parameters on the Cutting Forces, Tool Wear, and Machined Surface Roughness of Metal Matrix Nano Composite Material/E. Y. El-Kady, A. M. Gaafer, Μ.Η. G. Ghaith, T. Khalil, A.A. Mostafa //Advances in Materials. - 2015. - V. 4(3). - P. 43-45; Özel T. Effects of cutting edge geometry, workpiece hardness, feed rate and cutting speed on surface roughness and forces in finish turning of hardened AISI H13 steel /T. Özel, Т.К. Hsu, E. Zeren //Int. J. Adv. Manuf. Technol. - 2005. - V. 25. - P. 265-268), який включає здійснення операції точіння з одночасним визначенням характеристик, за якими роблять висновки про властивості матеріалу та їх нерівномірності по його поверхні. Як вище згадані характеристики використовують вимірювання сили різання при виконанні операції точіння, за якою роблять висновки про властивості і їх нерівномірність по поверхні оброблюваного матеріалу. При цьому вимірювання сили різання або її складові проводять за допомогою використання стандартного динамометра на основі п'єзокераміки. Недоліки цього способу витікають з того, що при його реалізації використовуються вимірювальні пристрої (стандартні Kistler динамометри на основі п'єзокераміки), які хоча і мають відносно високу чутливість, однак працюють у низькочастотному діапазоні (максимальна частота складає 2,5 кГц), тобто мають низьку розрізнювальну здатність до протікання мікропроцесів руйнування, які залежать від властивостей матеріалу. За таких умов процеси руйнування поверхневого прошарку оброблюваного матеріалу, що відображаються в зміні сигналу (сили різання або її складових) на виході динамометра, які залежать від властивостей матеріалу на мікрорівні, фіксуються на макрорівні, тобто відбувається значне усереднення властивостей за об'ємом матеріалу, що знімається при його різанні. Наслідком цього є зниження достовірності, розрізнювальної здатності і точності визначення властивостей матеріалу по оброблюваній поверхні і низька чутливість до нерівномірності властивостей. В основу корисної моделі поставлено задачу такого удосконалення способу визначення властивостей та контролю їх рівномірності по поверхні оброблюваного матеріалу при точінні, при якому за рахунок реєстрації акустичної емісії і визначення середнього рівня її амплітуди забезпечується можливість визначення властивостей матеріалу і їх нерівномірності по поверхні матеріалу, а також підвищується розрізнювальна здатність, точність і достовірність вимірювання, відбувається зменшення технічних, часових і фінансових витрат на відбракування оброблюваних деталей та зменшення часових і фінансових витрат на виготовлення виробів з оброблюваних деталей. Поставлена задача вирішується тим, що у способі визначення властивостей та контролю їх нерівномірності по поверхні оброблюваного матеріалу при точінні, який включає здійснення операції точіння з одночасним визначенням характеристик, за якими роблять висновки про властивості матеріалу та їх нерівномірність по його поверхні, згідно з корисною моделлю, як вище згадані характеристики реєструють акустичну емісію, а властивості матеріалу та їх не рівномірність визначають за середнім рівнем амплітуди сигналу акустичної емісії в часі. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає у наступному. При різанні матеріалів за допомогою операції точіння відбувається зняття поверхневого прошарку матеріалу з заданими властивостями. Процес зняття поверхневого прошарку супроводжується деформуванням та руйнуванням матеріалу. При цьому в залежності від властивостей матеріалу або їх розкиду змінюються умови деформування і руйнування поверхневого прошарку матеріалу, що безпосередньо впливає і на силу різання. В той же час, відомо, що при деформуванні і руйнуванні матеріалів виникає акустична емісія. Поява сигналів акустичної емісії обумовлена протіканням фізичних процесів в структурі матеріалів при їх деформуванні і руйнуванні на субмікро, мікро і макрорівні. Такі процеси обумовлюють частотний діапазон реєстрації сигналів акустичної емісії (від 100 кГц до 2500 кГц), тобто акустична емісія має високу розрізнювальну здатність (чутливість) до процесів деформування і руйнування матеріалів на субмікро, мікро і макрорівні. Згідно з існуючими уявленнями, процес механічної обробки матеріалів, наприклад точінням, при постійності швидкості різання, швидкості повздовжньої подачі різця та глибини різання представляє собою послідовне деформування і руйнування площадок матеріалу заданого розміру. При цьому руйнування кожної площадки супроводжується формуванням імпульсного сигналу акустичної емісії. Послідовне руйнування площадок матеріалу приводить до 1 UA 111186 U послідовності появи імпульсних сигналів акустичної емісії, сукупність яких формує результуючий сигнал UP t Uj t t j j 5 10 , (1) де t j jt j - моменти часу появи імпульсних сигналів U j ; t j - інтервал часу між початком формування наступного імпульсного сигналу акустичної емісії по відношенню до попереднього; j 0,, n - кількість послідовних площадок, що руйнуються; - випадкова складова в моменті часу появи кожного наступного сигналу акустичної емісії. Результати теоретичних досліджень показують, що амплітуда імпульсного сигналу акустичної емісії як для матеріалів з кристалічною структурою, так і для композиційних матеріалів прямо пропорційно залежить від властивостей матеріалу і їх дисперсності. Для прикладу, розглянемо імпульсний сигнал акустичної емісії, який формується при руйнуванні площадки композиційного матеріалу U j t u0 t 0 e rt e 0 rt e 1 r , (2) де u 0 - амплітуда при миттєвому руйнуванні площадки матеріалу заданого розміру; 15 20 25 30 35 40 швидкість навантаженні (різання) матеріалу; 0 - параметр, що залежить від властивостей матеріалу; r - параметр, що визначає розкид (неоднорідність) властивостей матеріалу. Як показали дослідження, для заданих умов механічної обробки матеріалу (постійності швидкості різання, швидкості повздовжньої подачі різця та глибини різання) і заданих постійних властивостей матеріалу (постійності параметрів 0 і r в виразі (2)) результуючий сигнал акустичної емісії, згідно з (1), представляє собою неперервний сигнал з дуже порізаною формою (фіг. 1). Такий сигнал відповідає експериментальним сигналам акустичної емісії, які реєструються при точінні матеріалів (фіг. 2). Оскільки інтервали часу початку формування імпульсних сигналів акустичної емісії малі, що обумовлено високою чутливістю методу до фізичних процесів, які відбуваються в матеріалі при різанні на субмікро, мікро та макрорівнях, та динамікою самого процесу різання, то, безумовно, не рівномірність властивостей матеріалу або їх дисперсність повинна виливати на амплітуду сигналу акустичної емісії та величину її розкиду, що випливає з виразу (2). Дійсно, як показали теоретичні дослідження, при заданій властивості матеріалу зменшення її дисперсності (або нерівномірності властивості) приводить до зростання середнього рівня амплітуди результуючого сигналу акустичної емісії. При цьому залежність зміни середнього рівня амплітуди сигналу акустичної емісії від параметру r в виразі (2), збільшення якого характеризує зменшення дисперсності властивості матеріалу, має лінійний характер зростання (фіг. 3). Такий результат показує, якщо відбувається механічна обробка матеріалу з заданим технологічним параметрам (швидкістю різання, швидкістю повздовжньої подачі різця та глибиною різання), а матеріал має задані властивості і відсутня їх дисперсність по всій оброблюваній поверхні, то середній рівень амплітуди сигналу акустичної емісії в часі буде мати постійну величину. У випадку існування дисперсності властивостей або їх неоднорідності по поверхні оброблюваного матеріалу буде спостерігатися зростання або зниження середнього рівня амплітуди сигналу акустичної емісії, тобто його відхилення від деякого значення. Це підтверджується і результатами експериментальних досліджень. Експериментальна залежність зміни середнього рівня амплітуди сигналів акустичної емісії від твердості оброблюваного матеріалу (за Бринелем) наведена на фіг. 4, крива 1, яка описується лінійною функцією виду UAE a bHB , (3) де a і b - коефіцієнти апроксимуючого виразу (для даних, наведених на фіг. 4, крива 1 45 50 значення коефіцієнтів a і b , відповідно, дорівнюють - a 18,51543, b 0,23229 ; HB - твердість оброблюваного матеріалу. При опису залежності фіг. 4, крива 1 виразом (3) коефіцієнт кореляції R складає R=0,99945. Залежність зміни середнього рівня амплітуди сигналів сили різання, які реєструються на виході Kistler динамометра, від твердості оброблюваного матеріалу наведено на фіг. 4, крива 2, яка також описується лінійною функцією виду UKD c dHB , (4) де c і d - коефіцієнти апроксимуючого виразу (для даних наведених на фіг. 4, крива 2 значення коефіцієнтів c і d , відповідно, дорівнюють - c 0,43665 , d 0,02297 ; HB - твердість 2 UA 111186 U 5 10 оброблюваного матеріалу. При опису залежності фіг. 4, крива 2 виразом (4) коефіцієнт кореляції R складає R=0,99601. З обробки отриманих залежностей визначено, що швидкість зростання середнього рівня амплітуди сигналів акустичної емісії при зростанні твердості оброблюваного матеріалу (фіг. 4, крива 1) більш ніж в 14 разів перевищує швидкість зростання середнього рівня амплітуди сигналів сили різання, які реєструються на виході Kistler динамометра (фіг. 4, крива 2). Дійсно, при зростанні твердості матеріалу від 87 МПа до 94 МПа середній рівень амплітуди сигналу акустичної емісії збільшується на 96,96 %, а середній рівень амплітуди сигналів сили різання, які реєструються на виході Kistler динамометра, збільшується на 6,585 %, тобто чутливість акустичної емісії до зміни твердості матеріалу в 14,73 рази більша, ніж чутливість відомого способу. Оскільки з залежності (3) можна отримати зворотну залежність, що описує твердість матеріалу HB за середнім рівнем амплітуди сигналів акустичної емісії, тобто 15 20 HB A B UAE , (5) де A і B - коефіцієнти апроксимуючого виразу (для зворотних даних, наведених на фіг. 4, крива 1), значення яких дорівнюють - A 79,71998 , B 4,3 (при опису зворотної залежності коефіцієнт кореляції R складає R=0,99945), то зростання більш ніж в 14 разів чутливості акустичної емісії до твердості матеріалу, по відношенню до відомого способу, означає різке зростання розрізнювальної здатності, точності і достовірності вимірювання твердості оброблюваного матеріалу з можливістю визначення її не рівномірності по всій поверхні. Відмітимо, що при механічній обробці матеріалу акустична емісія реєструється в часі з заданим постійним інтервалом дискретизації. Для заданих постійних технологічних параметрів механічної обробки (швидкості повздовжньої подачі різця і довжині оброблюваної деталі) час реєстрації сигналів акустичної емісії буде визначатися виразом tP 25 L h , (6) де L - довжина деталі, що обробляється; h - швидкість поперечної подачі різця. Тому, при проведенні вимірювань твердості матеріалу, згідно з (5), координату часу реєстрації сигналів акустичної емісії UAE можна замінити на шлях, який проходить різець, тобто визначати твердість матеріалу по всій оброблюваній поверхні (фіг. 5). Таким чином, не викликає сумнівів, що використання вимірювання середнього рівня 30 35 40 45 амплітуди сигналів акустичної емісії UAE при виконанні операції точіння матеріалів є ефективним способом визначення твердості оброблюваного матеріалу та контролю її нерівномірності по оброблюваній поверхні. При цьому за рахунок значного збільшення чутливості до фізико-механічних процесів руйнування, що відбуваються в структурі матеріалу при його механічній обробці, завдяки використанню методу акустичної емісії підвищується розрізнювальна здатність, точність і достовірність визначення твердості матеріалу і її не рівномірності по поверхні оброблюваного матеріалу. Крім цього відбувається зменшення технічних, часових і фінансових витрат на відбракування оброблюваних деталей, а також зменшення часових і фінансових витрат на виготовлення виробів з оброблюваних деталей. Як показують дослідження, розрізнювальна здатність і, відповідно, точність визначення твердості матеріалу за обробкою середньою рівня амплітуди сигналів акустичної емісії збільшуються в 14 і більше разів. Спосіб проілюстровано на фіг. 1, фіг. 2, фіг. 4, де на фіг. 1 показано результуючі сигнали акустичної емісії в часі при різанні матеріалу з заданими властивостями за допомогою операції точіння: a - модельний результуючий сигнал акустичної емісії, згідно з (1), з урахуванням (2), у відносних одиницях: значення параметрів у відносних одиницях, що входять у вирази (1) і (2) ~ 20 ~ a ; r 10000 ; ~ t j 0,000007 ~ 50 ~ 100000 0 ; проміжки часу між появами сигналів акустичної емісії ; змінюється у діапазоні величин від 0 до 0,0000082 довільним чином; б фрагмент експериментального результуючого сигналу акустичної емісії, який зареєстровано при точінні деталі із силумін Ак12М2МгН з твердістю (за паспортом) НВ=90 МПа у вигляді циліндра алмазно-твердосплавним різцем (АТР) на токарно-гвинторізному верстаті ТПК 125: діаметр деталі - 71,8 мм, довжина оброблюваної поверхні деталі без входження і виведення 1 різця з зони різання 168,0 мм, швидкість обертання деталі - 1330 хв , поперечна подача різця - 0,1 мм/об, глибина різання h 0,1 мм ; на фіг. 3 наведено теоретичний графік взаємозв'язку середнього рівня амплітуди результуючого сигналу акустичної емісії при 3 UA 111186 U 5 10 15 20 25 30 35 40 45 50 55 зменшенні дисперсності властивостей оброблюваного матеріалу: параметри моделювання такі ж, як для фіг. 1, а величина параметра 7 змінювалася в діапазоні значень від 10000 до 26000 з кроком прирощування 2000 (зростання 7 означає зменшення дисперсності властивостей матеріалу); на фіг. 5 наведено експериментальні залежності зміни середнього рівня амплітуди сигналів акустичної емісії і середнього рівня сигналів сили різання на виході Kistler динамометра від твердості оброблюваного матеріалу Ак12М2МгН у вигляді циліндра при його точінні алмазно-твердосплавним різцем (АТР) на токарно-гвинторізному верстаті ТПК 125 з параметрами обробки, які відповідають фіг. 2; 1 - залежність зміни усередненої амплітуди результуючих сигналів акустичної емісії від твердості матеріалу, 2 - залежність зміни середнього рівня сигналів сили різання на виході Kistler динамометра від твердості матеріалу; на фіг. 5, а наведено графік зміни твердості по поверхні оброблюваної деталі, який отримано за результатами обробки усередненої амплітуди результуючого сигналу акустичної емісії при різанні матеріалу Ак12М2МгН у вигляді циліндра алмазно-твердосплавним різцем (АТР) на токарно-гвинторізному верстаті ТПК 125 з параметрами різання, які відповідають фіг. 2; на фіг. 6 наведено графік зміни твердості по поверхні оброблюваної деталі, який отримано за результатами обробки сигналу сили різання на виході Kistler динамометра при різанні матеріалу Ак12М2МгН у вигляді циліндра алмазно-твердосплавним різцем (АТР) на токарно-гвинторізному верстаті ТПК 125 з параметрами різання, які відповідають фіг. 2; на фіг. 5, 6 точка А координата на поверхні деталі, по утворюючій якої проводилось вимірювання твердості за допомогою твердоміра ТД-42. Приклад конкретної реалізації способу, що заявляється Визначалася твердість циліндричної деталі з матеріалу Ак12М2МгН при виконанні операції точіння. Розміри оброблюваної заготовки: діаметр - 71,8 мм; довжина оброблюваної поверхні 178,0 мм. Твердість оброблюваного матеріалу за паспортними даними становила НВ=90 МПа. 1 Параметри обробки: швидкість обертання деталі - 1330 хв ; поперечна подача різця - 0,1 мм/об; глибина різання - h 0,1 . Обробка деталі проводили на токарному гвинторізному верстаті типу ТПК-125. Як різець використовували алмазно-твердосплавний різець (АТР). Деталь встановлювалася в шпиндель верстату і проводилася попередня обробка її поверхні різанням до діаметра 71,8 мм. Після цього проводилася обробка деталі з одночасною реєстрацією сигналів акустичної емісії і сигналів сили різання. Реєстрація акустичної емісії проводилася за допомогою перетворювача, який був виготовлений із п'єзокераміки ЦТС-19. Перетворювач встановлювався нерухомо на державці різця. Сигнали з виходу перетворювача підсилювалися, реєструвалися і оброблялися з використанням акусто-емісійної системи. Система була побудована на базі персонального комп'ютера. Результат вимірювання і обробки сигналів акустичної емісії представлявся у вигляді графічних залежностей зміни середнього рівня амплітуди сигналів акустичної емісії в часі, а також твердості в часі по довжині оброблюваної деталі. Обробка сигналів акустичної емісії проводилася без врахування входження інструменту в деталь і його виходу з деталі, тобто не враховувалась довжина різання по 5 мм на початку і наприкінці різання. За таких умов реєстрація і обробка сигналів акустичної емісії проводилась на довжині деталі L 168мм . Одночасно з реєстрацією акустичної емісії проводилась реєстрація і обробка сигналу сили різання на виході Kistler динамометра, який є складовою верстату ТПК-125. Реєстрація і обробка сигналу сили різання проводилася також на довжині L 168мм з представленням графічних залежностей зміни середнього рівня сигналів сили різання в часі, а також твердості в часі по довжині оброблюваної деталі. Далі проводилося порівняння результатів отриманих відомим способом і способом, що заявляється, з твердістю оброблюваного матеріалу по утворюючій у визначеній координаті по поверхні деталі. Твердість матеріалу вимірювалася за допомогою твердоміру ТД-42. Результати проведених випробувань наведено на фіг. 4, фіг. 5, де на фіг. 4 наведено експериментальні залежності зміни середнього рівня амплітуди сигналів акустичної емісії і середнього рівня сигналів сили різання на виході Kistler динамометра від твердості оброблюваного матеріалу Ак12М2МгН у вигляді циліндра при його точінні алмазнотвердосплавним різцем (ΛΤΡ) на токарно-гвинторізному верстаті ТПК 125 з параметрами обробки, які відповідають фіг. 2; 1 - залежність зміни усередненої амплітуди результуючих сигналів акустичної емісії від твердості матеріалу, 2 - залежність зміни середньою рівня сигналів сили різання на виході Kistler динамометра від твердості матеріалу; на фіг. 5 наведено графік зміни твердості по поверхні оброблюваної деталі, який отримано за результатами обробки усередненої амплітуди результуючого сигналу акустичної емісії при різанні матеріалу Ак12М2МгН у вигляді циліндра алмазно-твердосплавним різцем (АТР) на токарно-гвинторізному 4 UA 111186 U 5 10 15 20 верстаті ТПК 125 з параметрами різання, які відповідають фіг. 2; на фіг. 6 наведено графік зміни твердості по поверхні оброблюваної деталі, який отримано за результатами обробки сигналу сили різання на виході Kistler динамометра при різанні матеріалу Ак12М2МгН у вигляді циліндра алмазно-твердосплавним різцем (АТР) на токарно-гвинторізному верстаті ТПК 125 з параметрами різання, які відповідають фіг. 2; на фіг. 5, 6 точка А - координата на поверхні деталі, по утворюючій якої проводилось вимірювання твердості за допомогою твердоміра ТД42. Результати проведених випробувань показали, що залежність зміни твердості матеріалу по поверхні оброблюваної деталі за відомим способом має повільний характер зміни (фіг. 6) з не значними відхиленнями від середнього значення твердості оброблюваною матеріалу. У той же час залежність зміни твердості по поверхні оброблюваної деталі за сигналами акустичної емісії має значно більші відхилення від середньою значення твердості матеріалу (фіг. 5), що обумовлено чутливістю методу до субмікро, мікро і мікропроцесів, які відбуваються в структурі матеріалу при його деформуванні і руйнуванні, тобто процесів, які безпосередньо пов'язані з властивостями матеріалу. При цьому в окремих точках спостерігається викид в падінні амплітуди сигналу акустичної емісії і відповідно викид в падінні твердості матеріалу (точка А, фіг.5). Були проведені дослідження твердості матеріалу за допомогою твердоміру ТД-42 по утворюючій деталі на відстані від початку деталі, значення якої становило 109,34 мм (відповідає точці А, фіг. 5). За допомогою твердоміра ТД-42 визначено, що по утворюючій деталі з заданою координатою від початку деталі існує не значна ділянка матеріалу, дійсна твердість якої дорівнює HB Д 84,9 МПа . Дане значення отримано за результатами обробки 30 вимірювань. Згідно з даними реєстрації і обробки сигналів акустичної емісії в точці А на фіг. 5, 6, визначено, що твердість оброблюваного матеріалу в даній точці, відповідно, становить: за 25 акустичною емісією - HB АЕ 85,6 МПа ; за силою різання - HBСР 89,7 МПа . З отриманих результатів слідує, що відхилення від дійсного значення HB Д твердості матеріалу HB АЕ , яка 30 35 40 визначається за акустичною емісією становить 0,82 %, та твердості матеріалу HBСР , яка визначається за силою різання - 5,65 %. В той же час, відхилення твердості матеріалу, виміряної за допомогою ТД-42 від паспортних даних, становить 5,1 МПа. Якщо дану величину розглядати, як дійсну величину, то відхилення від даного значення величин твердості матеріалу, визначених за акустичною емісією і силою різання, відповідно, становлять: 13,73 % і 94,1 %. Таким чином за рахунок високої чутливості методу акустичної емісії відбувається зростання розрізнювальної здатності і точності вимірювання твердості оброблюваного матеріалу, по відношенню до відомого способу. Це дозволяє проводити визначення не тільки твердості матеріалу, але й використовувати акустичну емісію для відбракування оброблюваних деталей за нерівномірністю їх властивостей. Наприклад, можна встановлювати діапазон відхилень властивості матеріалу по відношенню до її середнього значення і проводити відбракування деталей при перевищенні результатів вимірювання заданого діапазону. Це надає можливість значно скоротити технічні, часові та фінансові витрати на відбракування оброблюваних деталей та зменшити часові і фінансові витрати на виготовлення виробів з оброблюваних деталей. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Спосіб визначення властивостей та контролю їх нерівномірності по поверхні оброблюваного матеріалу при точінні, який включає здійснення операції точіння з одночасним визначенням характеристик, за якими роблять висновки про властивості матеріалу та їх нерівномірність по його поверхні, який відрізняється тим, що як вище згадані характеристики реєструють акустичну емісію, а властивості матеріалу та їх нерівномірність визначають за середнім рівнем амплітуди сигналу акустичної емісії в часі. 5 UA 111186 U 6 UA 111186 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01N 3/56, G01N 29/04
Мітки: спосіб, точінні, властивостей, нерівномірності, контролю, оброблюваного, поверхні, визначення, матеріалу
Код посилання
<a href="https://ua.patents.su/9-111186-sposib-viznachennya-ta-kontrolyu-nerivnomirnosti-vlastivostejj-po-poverkhni-obroblyuvanogo-materialu-pri-tochinni.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення та контролю нерівномірності властивостей по поверхні оброблюваного матеріалу при точінні</a>
Спосіб визначення та контролю глибини різання при точінні
Номер патенту: 65205
Опубліковано: 25.11.2011
Автори: Німченко Тетяна Василівна, Філоненко Сергій Федорович
МПК: G01N 3/56, G01N 29/04
Мітки: спосіб, точінні, контролю, різання, глибини, визначення
Формула / Реферат:
Спосіб визначення та контролю глибини різання при точінні, який включає здійснення операції точіння з одночасним визначенням характеристик, за якими роблять висновки про глибину різання, який відрізняється тим, що як вищезгадані характеристики реєструють акустичну емісію, а глибину різання визначають за швидкістю зміни накопиченої енергії сигналів акустичної емісії в часі.
Спосіб визначення початкової стадії руйнування різального інструменту при точінні матеріалів
Номер патенту: 110123
Опубліковано: 26.09.2016
Автори: Анікієнко Борис Іванович, Філоненко Сергій Федорович
МПК: G01N 29/04, G01N 3/56
Мітки: руйнування, визначення, різального, матеріалів, початкової, інструменту, стадії, точінні, спосіб
Формула / Реферат:
Спосіб визначення початкової стадії руйнування різального інструменту при точінні матеріалів, який включає здійснення операції точіння з одночасною реєстрацією акустичної емісії, за характеристиками якої роблять висновок про виникнення руйнування різального інструменту, який відрізняється тим, що як вищезгадані характеристики визначають коефіцієнт ексцесу розподілу амплітуд результуючого сигналу акустичної емісії, а момент виникнення...
Спосіб визначення параметрів шорсткості поверхні у процесі різання
Номер патенту: 36996
Опубліковано: 10.11.2008
Автори: Усачов Петро Антонович, Паткевич Ольга Іванівна
МПК: B23B 25/00
Мітки: процесі, визначення, параметрів, поверхні, шорсткості, спосіб, різання
Формула / Реферат:
Спосіб визначення параметрів шорсткості поверхні деталі у процесі різання на металорізальному верстаті, що включає реєстрацію сигналу акустичної емісії зони обробки і визначення по ньому значень параметрів шорсткості поверхні деталі, який відрізняється тим, що перетворюють аналоговий сигнал акустичної емісії у цифровий, визначають частоту вимірювань, дискретизують цифровий сигнал по періоду вимірів, а параметр Ra шорсткості поверхні деталі,...
Спосіб визначення шорсткості поверхні деталі при металообробці
Номер патенту: 92424
Опубліковано: 11.08.2014
Автори: Нагорний Володимир В'ячеславович, Залога Вільям Олександрович
МПК: B23B 25/00
Мітки: деталі, спосіб, визначення, металообробці, поверхні, шорсткості
Формула / Реферат:
Спосіб визначення шорсткості поверхні деталі при металообробці, що включає вимір акустичного сигналу і визначення по ньому значення шорсткості поверхні, який відрізняється тим, що як акустичний сигнал використовують звуковий сигнал різання, який безперервно вимірюють в зоні різання, причому при вимірах звукового сигналу реєструють звуковий тиск, що генерується взаємодією різця з поверхнею деталі, а параметр
Спосіб визначення фізико-механічних властивостей абразивного інструменту
Номер патенту: 29073
Опубліковано: 16.10.2000
Автори: Пащенко Евген Олександрович, Філоненко Сергій Федорович, Покладій Георгій Григорович
Мітки: абразивного, спосіб, властивостей, фізико-механічних, визначення, інструменту
Формула / Реферат:
Спосіб визначення фізико-механічних властивостей абразивного інструменту, що включає здійснення правки абразивного інструменту з одночасним визначенням характеристик, за якими роблять висновки про фізико-механічні властивості абразивного інструменту, який відрізняється тим, що як вищезгадані характеристики реєструють акустичну емісію, а фізико-механічні властивості визначають за кутом нахилу кривої накопичення енергії сигналів акустичної...
Попередній патент: Спосіб оцінювання функціонального стану серця на підставі аналізу електрокардіограми
Наступний патент: Спосіб вирощування суниці садової
Випадковий патент: Роторно-поршнева турбіна з випарним охолодженням ротора