Спосіб визначення та контролю глибини різання при точінні
Номер патенту: 65205
Опубліковано: 25.11.2011
Автори: Німченко Тетяна Василівна, Філоненко Сергій Федорович
Формула / Реферат
Спосіб визначення та контролю глибини різання при точінні, який включає здійснення операції точіння з одночасним визначенням характеристик, за якими роблять висновки про глибину різання, який відрізняється тим, що як вищезгадані характеристики реєструють акустичну емісію, а глибину різання визначають за швидкістю зміни накопиченої енергії сигналів акустичної емісії в часі.
Текст
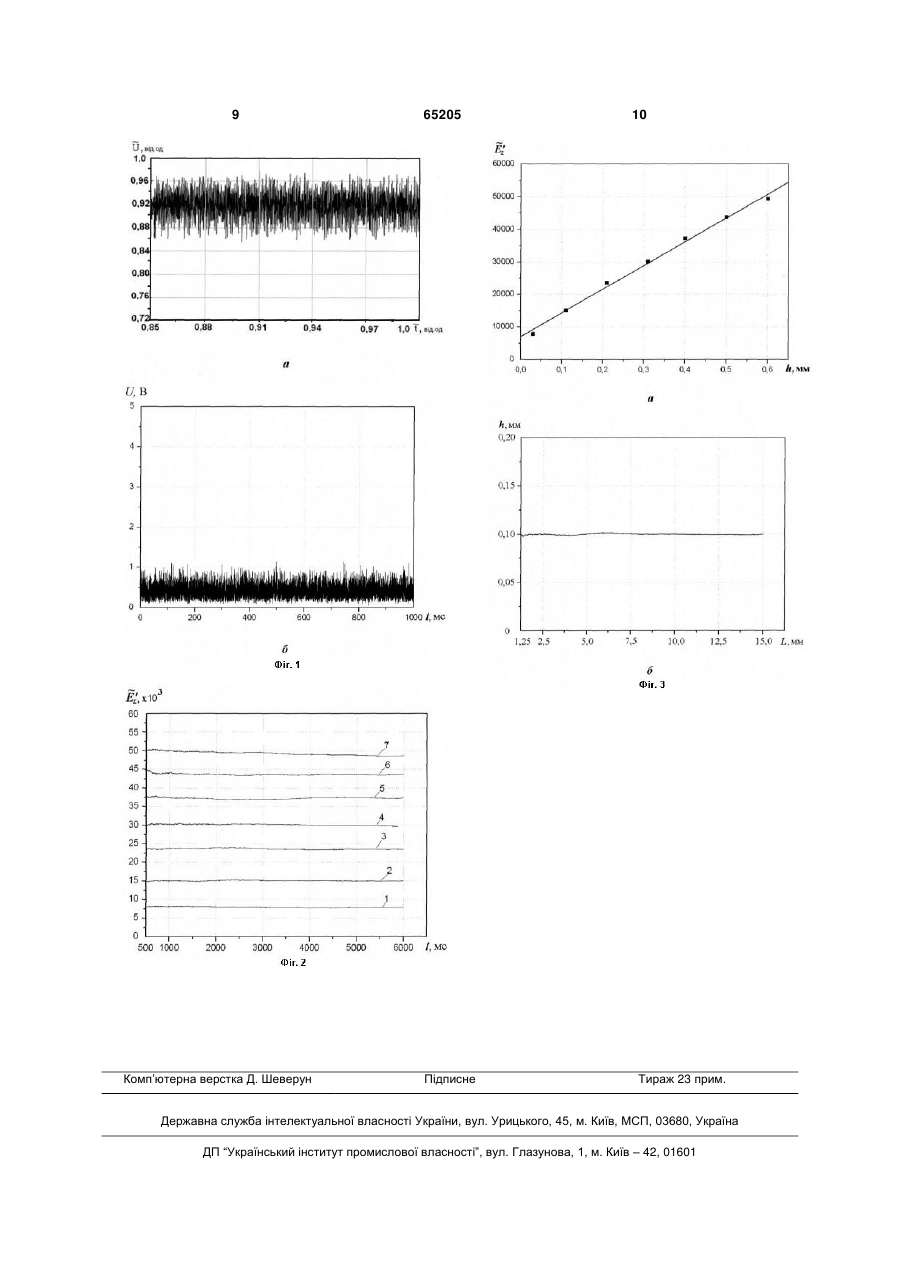
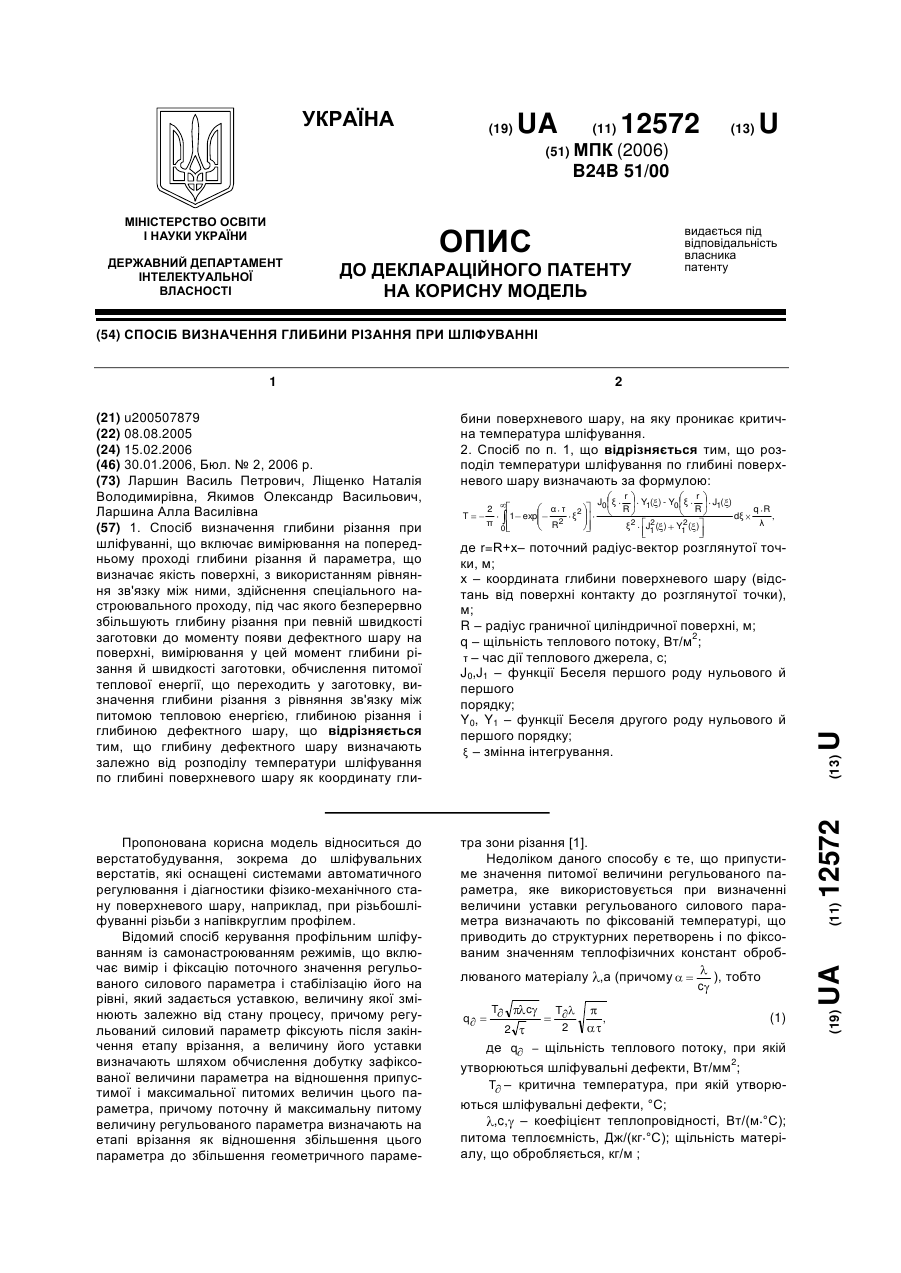
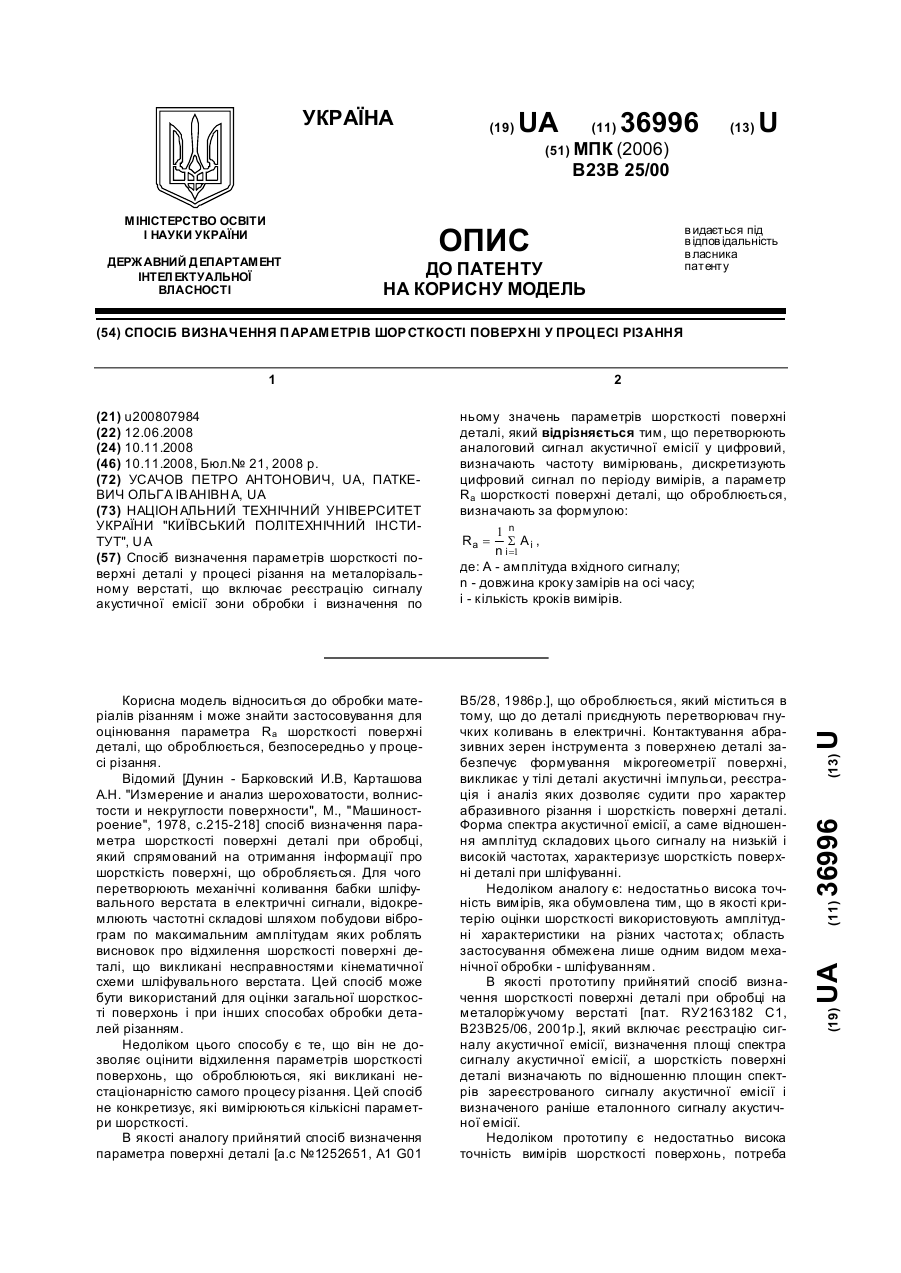
Спосіб визначення та контролю глибини різання при точінні, який включає здійснення опера 3 65205 точіння, який включає здійснення операції точіння з одночасним визначенням характеристик, за якими роблять висновки про глибину різання, згідно винаходу, в якості вище згаданих характеристик реєструють акустичну емісію, а глибину різання визначають за швидкістю зміни накопиченої енергії сигналів акустичної емісії в часі. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, і технічними результатами, що досягаються, полягає у наступному. При різанні металів за допомогою операції точіння відбувається зняття матеріалу з заданою глибиною різання. Даний процес супроводжується деформуванням та руйнуванням матеріалу. Причому об'єм матеріалу, що вступає в пластичну деформацію, і площа руйнування залежать від геометричних розмірів використаного різця, швидкості обертання деталі, швидкості повздовжньої подачі різця та глибини різання. Якщо геометричні розміри різця, швидкість обертання деталі, швидкість повздовжньої подачі різця є постійними величинами, то об'єм матеріалу, що вступає в пластичну деформацію, і площа руйнування безпосередньо будуть залежати від глибини різання. Безумовно, що при не змінних параметрах механічної обробки матеріалу точінням, тобто розглянутих параметрів, включаючи і глибину різання, об'єм матеріалу, що вступає в пластичну деформацію, і площа руйнування також будуть постійними величинами. В той же час, при деформуванні і руйнуванні матеріалів виникає акустичне випромінювання. Як показують теоретичні дослідження (див. Бабак В.П. Модели формирования сигналов акустической эмиссии при деформировании и разрушении материалов / В.П. Бабак, С.Ф. Филоненко, В.М. Калита // Технологические системы. - 2002. - № 1 (12). - с. 26-34), сигнали акустичної емісії обумовлені протіканням фізичних процесів в структурі матеріалів, тобто процесів пластичної деформації і руйнування на всіх рівнях (від субмікро до макро рівня). При цьому за умови постійності швидкості розвитку процесів деформування і руйнування і постійності фізико-механічних характеристик матеріалу параметри формованих сигналів акустичної емісії залежать прямо пропорційно від об'єму матеріалу, що вступає в пластичну деформацію, і площі руйнування. Оскільки процес різання є динамічним процесом, то результуючий сигнал акустичної емісії Up(t) буде представляти собою суму сигналів від пластичної деформації і руйнування UP t U t t U d j j T t t i , (1) i де ti., tj - моменти часу появи сигналів акустичної емісії від пластичної деформації Ud(t) і руйну3 2 вання UT(t); UT(t)=U0α t exp(-bαt); Ud(t)=uoαt exp(Bαt); b, В - коефіцієнти, які залежать від фізикомеханічних характеристик матеріалу, що обробляється; α - швидкість навантаження матеріалу; u0, U0 - амплітуди зсувів, які залежать від об'єму матеріалу, що вступає в пластичну деформацію, і площі руйнування. В умовах різання, пластична деформація завжди передує руйнуванню, а з урахуванням динаміки процесу інтервал часу Δtij між початком форму 4 вання сигналів акустичної емісії Δtij=ti-tj є досить малою величиною. Тому при точінні матеріалу з заданими фізико-механічними характеристиками і постійними параметрами різання результуючий сигнал акустичної емісії буде представляти собою неперервний сигнал з деяким середнім значенням амплітуди і визначеною величиною її розкиду, тобто буде мати порізану форму, яка обумовлена різним вкладом в результуючий сигнал акустичної емісії амплітуд сигналів від протікання пластичної деформації Ud(t) і руйнування UT(t). Результуючий сигнал акустичної емісії, згідно (1), показано на фіг. 1, а, у вигляді UP t UP t / Umax у відносних одиницях. При побудові графіків (фіг. 1, а) час нормований на tmax. Параметри α, b і В, що входять у вираз (1), приведені до безрозмірних величин. Такий результат узгоджується і з експериментальними сигналами акустичної емісії (фіг. 1, б), які реєструються при точінні матеріалів. Оскільки фізичні процеси деформування і руйнування при точінні розвиваються в часі, а всі параметри формованих імпульсних сигналів акустичної емісії (амплітуда, тривалість переднього фронту, тривалість, крутість заднього фронту та інші) залежать від об'єму матеріалу, що вступає в пластичну деформацію, і площі руйнування, при заданих умовах навантаження, то найбільш ємним або комплексним параметром, який характеризує дані процеси є енергія акустичного випромінювання. В ідеальному випадку, для матеріалу із заданими фізико-механічними характеристиками, якщо геометричні розміри різця, швидкість обертання деталі, швидкість повздовжньої подачі різця, глибина різання є постійними величинами, то об'єм матеріалу, що вступає в пластичну деформацію, і площа руйнування в одиницю часу будуть не змінними. Це узгоджується з існуючими уявленнями формування стружки при точінні матеріалів (подібність форми і розмірів окремих фрагментів стружки). Слід відмітити, що на цьому будуються методики визначення коефіцієнту усадки стружки при точінні. За таких умов і енергія акустичного випромінювання в одиницю часу також повинна бути не змінною величиною. Оскільки інтервали часу початку формування сигналів акустичної емісії малі, що обумовлено високою чутливістю методу до фізичних процесів, які відбуваються в матеріалі при різанні, та динамікою самого процесу різання, то теоретично і експериментально не можливо виділити окремі ділянки формування сигналів акустичної емісії, тобто ділянки дискретності процесів, що протікають в часі. За таких умов слід розглядати накопичення енергії акустичного випромінювання, тобто параметра, який є інтегральною характеристикою формованого акустичного випромінювання T 2 EP t UP t dt , (2) 0 де Т - інтервал часу реєстрації сигналів акустичної емісії. Тоді з урахуванням визначених умов (постійності параметрів різання матеріалу) приріст накопиченої енергії акустичного випромінювання за 5 одиницю часу повинен бути постійною величиною, тобто накопичення енергії акустичної емісії, згідно (2), буде мати лінійну залежність зростання. З математичної точки зору така залежність характеризується швидкістю її зростання, величина якої повинна бути постійною величиною, що підтверджується результатами експериментальних досліджень (1, фіг. 2). Якщо геометричні розміри різця, швидкість обертання деталі, швидкість повздовжньої подачі різця є постійними, а відбувається зміна глибини різання, то, безумовно, буде відбуватися зміна об'єму матеріалу, що вступає в пластичну деформацію, і площі руйнування. В наслідок цього, буде відбуватися зміна приросту накопиченої енергії акустичного випромінювання, тобто змінюватися швидкість зростання накопиченої енергії акустичної емісії, яка для заданих умов також повинна бути постійною величиною. Це підтверджується результатами експериментальних досліджень (2...7, рис. 2). Обробка результатів експериментальних досліджень показала, що існує зв'язок між глибиною різання і швидкістю зміни накопиченої енергії сигналів акустичної емісії (фіг. 3). Причому за рахунок високої чутливості методу акустичної емісії у випадку відхилення глибини різання від встановленого значення буде відбуватися відхилення швидкості зміни накопиченої енергії акустичної емісії (7, фіг. 2), що буде відображатися у вигляді ділянок з поточним значенням, рівним графіку, який побудовано для відповідних глибин різання (фіг. 3, a). Наприклад, для кривої 7 (фіг. 2) відхилення від середнього значення швидкості зміни накопиченої енергії сигналів акустичної емісії складає 1,5 %. Розрахунки показали, що це становить 0,011 мм. Оскільки акустична емісія реєструється в часі (постійний інтервал дискретизації), а швидкість повздовжньої подачі різця і довжина оброблюваної деталі відомі, то час реєстрації сигналів, який дорівнює часу обробки деталі, буде визначатися виразом t P , (3) S де ℓ - довжина оброблюваної деталі; S - швидкість поперечної подачі різця. Тому, з урахуванням (3), при проведенні вимірювань глибини різання координату часу можна замінити на довжину і, тим самим, визначати глибину різання по всій поверхні оброблюваної деталі (фіг. 3, б). Таким чином, не викликає сумнівів, що використання контролю швидкості зміни накопиченої енергії сигналів акустичної емісії при виконанні операції точіння матеріалів є ефективним способом визначення та контролю глибини різання матеріалу. Використання контролю швидкості зміни накопиченої енергії сигналів акустичної емісії дозволяє здійснювати визначення глибини різання безпосередньо в процесі виконання операції точіння, контролювати її значення по всій поверхні оброблюваної деталі. При цьому підвищується технологічність вимірювання, зменшуються часові і фінансові витрати на проведення вимірювань, а за рахунок високої чутливості методу акустичної емісії до фізико-хімічних процесів, що відбувають 65205 6 ся в структурі матеріалу, підвищується точність і розрізнювальна здатність визначення глибини різання. Як показали дослідження, розрізнювальна здатність і, відповідно, точність визначення глибині різання збільшуються в 10 і більше разів. Крім того, при визначені глибини різання з'являється можливість автоматичного визначення діаметру деталі після виконання операції її обробки при відомому діаметрі до початку виконання операції точіння. Спосіб проілюстровано на фіг. 1, фіг. 2, фіг. 3, де на фіг. 1 показано результуючі сигнали акустичної емісії в часі при різанні матеріалу з заданими фізико-механічними характеристиками за допомогою операції точіння: а - модельний результуючий сигнал акустичної емісії, згідно (1), у відносних одиницях ( UP t UP t / Umax ): значення параметрів, що входять у вираз (1) - α=500; b=15; В=20; проміжки часу між появами сигналів акустичної -6 емісії Ud(t) і UT(t) складають Δtij=4-10 у відносних одиницях; б - фрагмент експериментального результуючого сигналу акустичної емісії, який зареєстровано при точінні деталі у вигляді циліндру із алюмінію марки АЛ-25 алмазно-твердосплавним різцем (АТР): діаметр деталі - 36,6 мм, довжина оброблюваної поверхні деталі - 16,25 мм, швид-1 кість обертання деталі - υ=1400 хв , поперечна подача різця - 150 мм/хв, глибина різання h=0,5 мм; на фіг. 2 наведено графіки швидкості зміни накопиченої енергії сигналів акустичної емісії у відносних одиницях при точінні деталі у вигляді циліндру із алюмінію марки АЛ-25 алмазнотвердосплавним різцем (АТР) в залежності від глибини різання без врахування входження різця в деталь і його виведення з деталі: початковий діаметр деталі - 44,6 мм, довжина оброблюваної поверхні деталі - 16,25 мм, швидкість обертання де-1 талі - υ=1400 хв , швидкість поперечної подача різця - 150 мм/хв, глибина різання: 1 - h=0,05 мм, 2 - h=0,1 мм, 3 - h=0,2 мм, 4 - h=0,3 мм, 5 - h=0,4 мм, 6 - h=0,5 мм, 7 - h=0,6 мм; на фіг. 3, а наведено графік взаємозв'язку швидкості зміни накопиченої енергії сигналів акустичної емісії у відносних одиницях з глибиною різання при точінні деталі у вигляді циліндру із алюмінію марки АЛ-25 алмазнотвердосплавним різцем (АТР); на фіг. 3, б наведено графік зміни глибини різання по поверхні оброблюваної деталі, який отримано за результатами обробки швидкості зміни накопиченої енергії сигналів акустичної емісії у відносних одиницях при точінні деталі у вигляді циліндру із алюмінію марки АЛ-25 алмазно-твердосплавним різцем (АТР) при глибині різання 0,5 мм з параметрами різання, які відповідають фіг. 3, а. Приклад конкретної реалізації способу, що заявляється Визначалася глибина різання циліндричної деталі із алюмінію марки АЛ-25 при виконанні операції точіння. Деталь мала наступні розміри: початковий діаметр - 44,6 мм; довжина оброблюваної поверхні деталі - 16,25 мм. Точіння проводили на токарному гвинторізному верстаті типу ТПК-125 ВН. В якості різця використовували алмазнотвердосплавний різець (АТР). При обробці деталі 7 задавалися наступні режими точіння: швидкість -1 обертання деталі - υ=1400 хв , поперечна подача різця - 150 мм/хв, глибина різання змінювалася в діапазоні величин від 0,05 мм до 0,6 мм. Деталь встановлювалася в шпиндель токарногвинторізного верстату і проводилася попередня обробка її поверхні різанням для вибору впливу факторів, які призводять до не співвісності встановлення деталі. Після цього проводили вимірювання діаметру деталі з використанням відомого способу, за допомогою мікрометру типу МК-25-50-0,01 з діапазоном вимірювання 25 мм....50 мм і точністю 0,01 мм і переходили до точіння деталі з послідовним зростанням глибини різання. Після кожної операції різання виконували вимірювання діаметру деталі з використанням відомого способу і відповідним визначенням глибини різання. В процесі точіння проводилась реєстрація акустичної емісії за допомогою перетворювача, який був виготовлений із п'єзокераміки ЦТС-19. Перетворювач встановлювався нерухомо на державку різця. Сигнали з виходу перетворювача підсилювалися, реєструвалися і оброблялися з використанням акусто-емісійної системи. Система була побудована на базі персонального комп'ютера. Результат вимірювання і обробки сигналів акустичної емісії представлявся у вигляді графічних залежностей швидкості зміни накопиченої енергії сигналів акустичної емісії в часі, а також глибини різання по довжині оброблюваної деталі. Обробка сигналів акустичної емісії проводилася без врахування входження інструменту в деталь і його виходу з деталі, тобто не враховувалась довжина різання по 1,25 мм на початку і наприкінці різання. При цьому проводилося порівняння результатів отриманих відомим способом і способом, що заявляється. Результати проведених випробувань наведено на фіг. 2, фіг. 3, де на фіг. 2 наведено графіки швидкості зміни накопиченої енергії сигналів акустичної емісії у відносних одиницях при точінні деталі у вигляді циліндру із алюмінію марки АЛ-25 алмазно-твердосплавним різцем (АТР) в залежності від глибини різання без врахування входження різця в деталь і його виведення з деталі: початковий діаметр деталі - 44,6 мм, довжина оброблюваної поверхні деталі - 16,25 мм, швидкість обертан-1 ня деталі - υ=1400 хв , швидкість поперечної 65205 8 подача різця - 150 мм/хв, глибина різання: 1 h=0,05 мм, 2 - h=0,1 мм, 3 - h=0,2 мм, 4 - h=0,3 мм, 5 - h=0,4 мм, 6 - h=0,5 мм, 7 - h=0,6 мм; на фіг. 3, а наведено графік взаємозв'язку швидкості зміни накопиченої енергії сигналів акустичної емісії у відносних одиницях з глибиною різання при точінні деталі у вигляді циліндру із алюмінію марки АЛ-25 алмазно-твердосплавним різцем (АТР); на фіг. 3, б наведено графік зміни глибини різання по поверхні оброблюваної деталі, який отримано за результатами обробки швидкості зміни накопиченої енергії сигналів акустичної емісії у відносних одиницях при точінні деталі у вигляді циліндру із алюмінію марки АЛ-25 алмазно-твердосплавним різцем (АТР) при глибині різання 0,5 мм з параметрами різання, які відповідають фіг. 3, а. Результати проведених випробувань показали, що використання реєстрації акустичної емісії дозволяє проводити вимірювання глибини різання безпосередньо в процесі точіння по всій поверхні оброблюваної деталі. За відомим способом розрізнювальна здатність і точність визначення глибини різання відповідає точності і розрізнювальної здатності використаного мікрометра, тобто 0, 01 мм. При цьому вимірювана глибина різання по всій поверхні деталі була постійною і, відповідно, становила 0,05 мм, 0,1 мм, 0,2 мм, 0,3 мм, 0,4 мм, 0,5 мм, 0,6 мм. На глибині різання 0,5 мм наприкінці різання спостерігалося відхилення її величина. Відхилення становило приблизно 0,01 мм. Це добре спостерігається на залежності 7 (фіг. 3, а, б). Як показали розрахунки, це відхилення складає 1,5 % і становить 0,0111234 мм, тобто на 10 % виміряна точніше, ніж за відомим способом. Крім того, згідно результатів обробки сигналів акустичної емісії, наприклад, глибині різання 0,5 мм відповідає значення швидкості зміни накопиченої енергії акустичної емісії у відносних одиницях 43707. Отже можливо підняти розрізнювальну здатність і, відповідно, точність вимірювання глибини різання -5 до 10 мм, тобто в 1000 разів. Крім того час вимірювання глибини різання за відомим способом, наприклад, по поверхні деталі довжиною 14 мм в 4 точках, з урахуванням часу на обробку деталі, складав 186 с. За способом, що заявляється, цей час дорівнює часу обробки деталі, тобто 6 с 3 отриманих даних видно, що відбувається зменшення часу на вимірювання більш ніж в 30 разів. 9 Комп’ютерна верстка Д. Шеверун 65205 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determination and control of depth of cutting at turning
Автори англійськоюFilonenko Serhii Fedorovych, Nimchenko Tetiana Vasylivna
Назва патенту російськоюСпособ определения и контроля глубины резки при точении
Автори російськоюФилоненко Сергей Федорович, Нимченко Татьяна Васильевна
МПК / Мітки
МПК: G01N 3/56, G01N 29/04
Мітки: різання, точінні, глибини, спосіб, контролю, визначення
Код посилання
<a href="https://ua.patents.su/5-65205-sposib-viznachennya-ta-kontrolyu-glibini-rizannya-pri-tochinni.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення та контролю глибини різання при точінні</a>
Спосіб визначення глибини різання при шліфуванні
Номер патенту: 12572
Опубліковано: 15.02.2006
Автори: Ліщенко Наталія Володимирівна, Якимов Олександр Васильович, Ларшина Алла Василівна, Ларшин Василь Петрович
МПК: B24B 51/00
Мітки: глибини, різання, шліфуванні, визначення, спосіб
Формула / Реферат:
1. Спосіб визначення глибини різання при шліфуванні, що включає вимірювання на попередньому проході глибини різання й параметра, що визначає якість поверхні, з використанням рівняння зв'язку між ними, здійснення спеціального настроювального проходу, під час якого безперервно збільшують глибину різання при певній швидкості заготовки до моменту появи дефектного шару на поверхні, вимірювання у цей момент глибини різання й швидкості заготовки,...
Спосіб визначення параметрів шорсткості поверхні у процесі різання
Номер патенту: 36996
Опубліковано: 10.11.2008
Автори: Усачов Петро Антонович, Паткевич Ольга Іванівна
МПК: B23B 25/00
Мітки: шорсткості, процесі, різання, спосіб, параметрів, визначення, поверхні
Формула / Реферат:
Спосіб визначення параметрів шорсткості поверхні деталі у процесі різання на металорізальному верстаті, що включає реєстрацію сигналу акустичної емісії зони обробки і визначення по ньому значень параметрів шорсткості поверхні деталі, який відрізняється тим, що перетворюють аналоговий сигнал акустичної емісії у цифровий, визначають частоту вимірювань, дискретизують цифровий сигнал по періоду вимірів, а параметр Ra шорсткості поверхні деталі,...
Спосіб автоматичного налагодження верстата на оптимальний режим різання
Номер патенту: 37371
Опубліковано: 25.11.2008
Автор: Усачов Петро Антонович
МПК: B23Q 15/00
Мітки: різання, оптимальний, спосіб, налагодження, автоматичного, режим, верстата
Формула / Реферат:
Спосіб автоматичного налагодження верстата на оптимальний режим різання, що включає визначення знака прирощення температури зони обробки, знака прирощення продуктивності інструменту і знака різниці між поточним значенням температури зони обробки та її заданим значенням, який відрізняється тим, що додатково вимірюють зміну сигналів акустичної емісії у плині часу, перетворюють їх значення у параметр Rа шорсткості поверхні, що оброблюється,...
Спосіб визначення сил на контактних поверхнях різального інструмента при повздовжньому точінні
Номер патенту: 48447
Опубліковано: 15.08.2002
Автори: Баннов Генадій Михайлович, Пасечник Анатолій Андрійович, Кузьменко Анатолій Григорович
МПК: G01L 1/00
Мітки: поверхнях, сіль, точінні, різального, повздовжньому, контактних, спосіб, інструмента, визначення
Формула / Реферат:
Спосіб визначення сил на контактних поверхнях різального інструмента при повздовжньому точінні, що включає вимірювання складових сил різання при зрізанні стружки із зразка і визначення результуючих по їх сумі, який відрізняється тим, що попередньо у зразку виконується отвір, який заповнюється матеріалом, границя пружності якого значно менша границі пружності матеріалу зразка, вимірювання складових сили різання виконується при різанні...
Спосіб визначення дійсної площі перерізу шару, що зрізується, при точінні циліндричних деталей
Номер патенту: 36273
Опубліковано: 27.10.2008
Автори: Новіков Микола Васильович, Сіренко Олександр Олександрович, Клименко Сергій Анатолійович, Сіренко Василь Олександрович, Мановицький Олександр Степанович
МПК: B23B 1/00
Мітки: перерізу, циліндричних, точінні, зрізується, площі, деталей, шару, дійсної, спосіб, визначення
Формула / Реферат:
Спосіб визначення дійсної площі перерізу шару, що зрізується, при точінні циліндричних деталей, згідно з яким здійснюють процес різання та вимірюють параметри обробленої поверхні в заданих точках, за якими обчислюють дійсну площу перерізу шару, що зрізується, який відрізняється тим, що як параметри обробленої поверхні вимірюють радіуси поверхні заготовки до і після різання, за якими обчислюють глибину різання, а дійсну площу перерізу шару,...
Попередній патент: Спосіб прогнозування живучості алюмінієвого сплаву д16ат по деформаційному рельєфу поверхні
Наступний патент: Спосіб визначення надлишковості для коду “зважених груп”
Випадковий патент: Газогенератор двозонний