Спосіб термічної обробки сталевих листів та пристрій для його здійснення
Номер патенту: 115687
Опубліковано: 11.12.2017
Автори: Бордіньон Мішель Роже Луі, Смал Жюльєн Крістофер Мішель, Ванден Ейнде Ксавьє Марк Жак Едмон Робер, Фарінха Ана Ізабель, Ларнікол Майвен Тіфен Соазіг, еркенс Паскаль, Новіль Жан-Франсуа
Формула / Реферат
1. Спосіб термічної обробки феросплавного листа (1), який включає стадію виконання термічної обробки феросплавного листа (1) при його переміщенні шляхом занурення листа принаймні в одну ванну (5, 16) з розплавленими оксидами, який відрізняється тим, що:
ванна (5, 16) з розплавленими оксидами має в'язкість, нижчу ніж 3·10-1 Па. с, переважно нижчу ніж 2·10-2 Па. с, при цьому поверхня ванни (5, 16) знаходиться в контакті з неокислювальною атмосферою, розплавлені оксиди є інертними відносно до заліза, а різниця (ΔТ) між температурою феросплавного листа (1) на вході у ванну (5, 16) і температурою ванни (5, 16) лежить в межах від 25 °C до 900 °C,
і залишки оксидів, які залишилися на поверхнях феросплавного листа (1) на виході з ванни (5, 16), видаляють.
2. Спосіб за п. 1, який відрізняється тим, що температура феросплавного листа (1) на вході у ванну (5, 16) нижча, ніж температура ванни (5, 16), що призводить до нагрівання феросплавного листа (1).
3. Спосіб за п. 2, який відрізняється тим, що феросплавний лист (1) нагрівають перед зануренням у ванну з розплавленими оксидами (5, 16).
4. Спосіб за п. 2 або п. 3, який відрізняється тим, що температура ванни (5, 16) знаходиться в межах від 600 °C до 900 °C, переважно між 700 °C та 850 °C.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що феросплавний лист (1) охолоджують після нагрівання у ванні (5, 16) з розплавленими оксидами.
6. Спосіб за будь-яким з пп. 2-5, який відрізняється тим, що ванна (5, 16) з розплавленими оксидами спочатку складається з:
45 мас. %£В2О3£90 мас. %,
10 мас. %£Li2O£55 мас. %.
7. Спосіб за п. 6, який відрізняється тим, що ванна (5, 16) з розплавленими оксидами спочатку складається з 45 мас. %£В2О3£55 мас. % та 40 мас. %£Li2O£50 мас. %.
8. Спосіб за будь-яким з пп. 6-7, який відрізняється тим, що ванна (5, 16) з розплавленими оксидами додатково містить Na2O£10 мас.%, причому Na2O, можливо, щонайменше частково, замінений одним або декількома з наступних оксидів: CaO, K2O, SiO2, P2O5, Mn2O.
9. Спосіб за п. 1, який відрізняється тим, що температура феросплавного листа (1) на вході його у ванну (5, 16) вище температури ванни (5, 16), що призводить до охолодження феросплавного листа (1).
10. Спосіб за п. 9, який відрізняється тим, що температура ванни (5, 16) з розплавленими оксидами знаходиться в межах між 600 °C та 700 °C.
11. Спосіб за пп. 9 або 10, який відрізняється тим, що ванна (5, 16) спочатку складається з:
45 мас. %£В2О3£70 мас. %,
30 мас. %£Li2O£55 мас. %,
10 мас. %£Na2O£20 мас. %; причому
Na2O може бути, щонайменше частково, замінений одним або декількома з наступних оксидів: СаО, К2О, SiO2, P2O5, Мn2О.
12. Спосіб за п. 5, який відрізняється тим, що стадію охолодження здійснюють таким чином, як описано в пп. 9-11.
13. Спосіб за будь-яким з пп. 1-12, який відрізняється тим, що залишки розплавлених оксидів, які залишилися на поверхнях феросплавного листа (1), видаляють за допомогою механічного впливу та/або продувки газом.
14. Спосіб за будь-яким з пп. 1-13, в якому феросплавний лист (1) наприкінці обробки надходить на стадію нанесення покриття.
15. Спосіб за будь-яким з пп. 1-14, який відрізняється тим, що феросплавний лист (1) є сталевим листом.
16. Пристрій для здійснення способу термічної обробки за будь-яким з пп. 1-15, що включає ванну (5, 16) з розплавленими оксидами, що має в'язкість, нижчу ніж 3·10-1 Па. с, переважно нижче ніж 2·10-2 Па. с, який відрізняється тим, що:
поверхня ванни (5, 16) розташована у контакті з неокислювальною атмосферою,
розплавлені оксиди є інертними відносно до заліза,
і пристрій містить засоби для видалення залишків розплавлених оксидів, які залишаються на поверхнях феросплавного листа (1) на виході з ванни.
17. Пристрій за п. 16, який відрізняється тим, що містить засіб (12) для розігрівання феросплавного листа, розташований перед ванною (5, 16) з розплавленими оксидами.
18. Пристрій за п. 16 або 17, який відрізняється тим, що містить засіб (7) для нанесення покриття на феросплавний лист (1), розташований після ванни (5, 16) з розплавленими оксидами.
19. Пристрій за п. 18, який відрізняється тим, що містить засіб (11) для охолодження феросплавного листа (1), розташований між ванною (5, 16) з розплавленими оксидами і засобом (7) для нанесення покриття.
20. Пристрій за будь-яким з пп. 16-19, який відрізняється тим, що засіб для видалення залишків розплавлених оксидів, які залишилися на поверхнях феросплавного листа (1) на виході з ванни містить щітки (21) та/або сопла гарячої продувки газом.
Текст
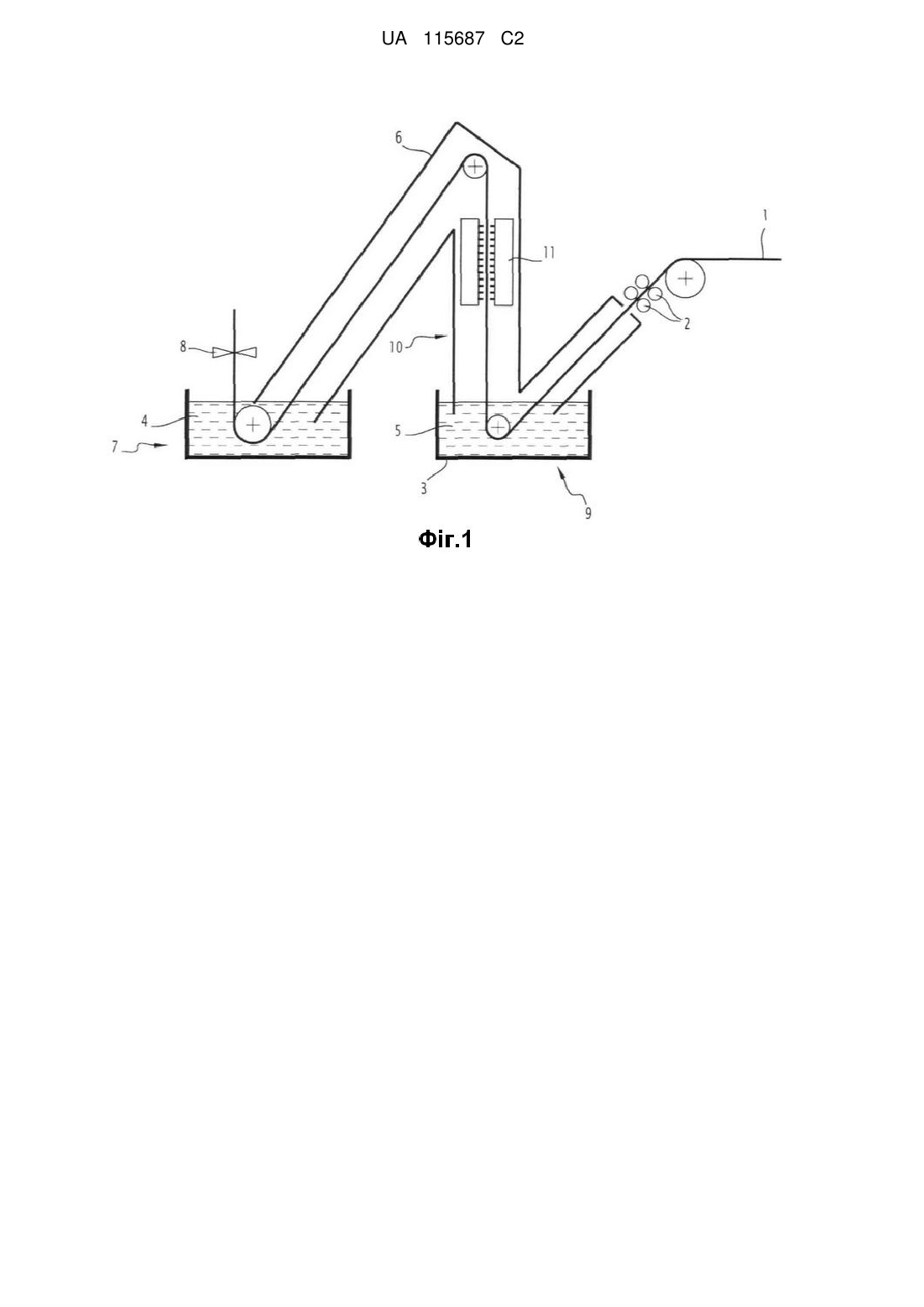
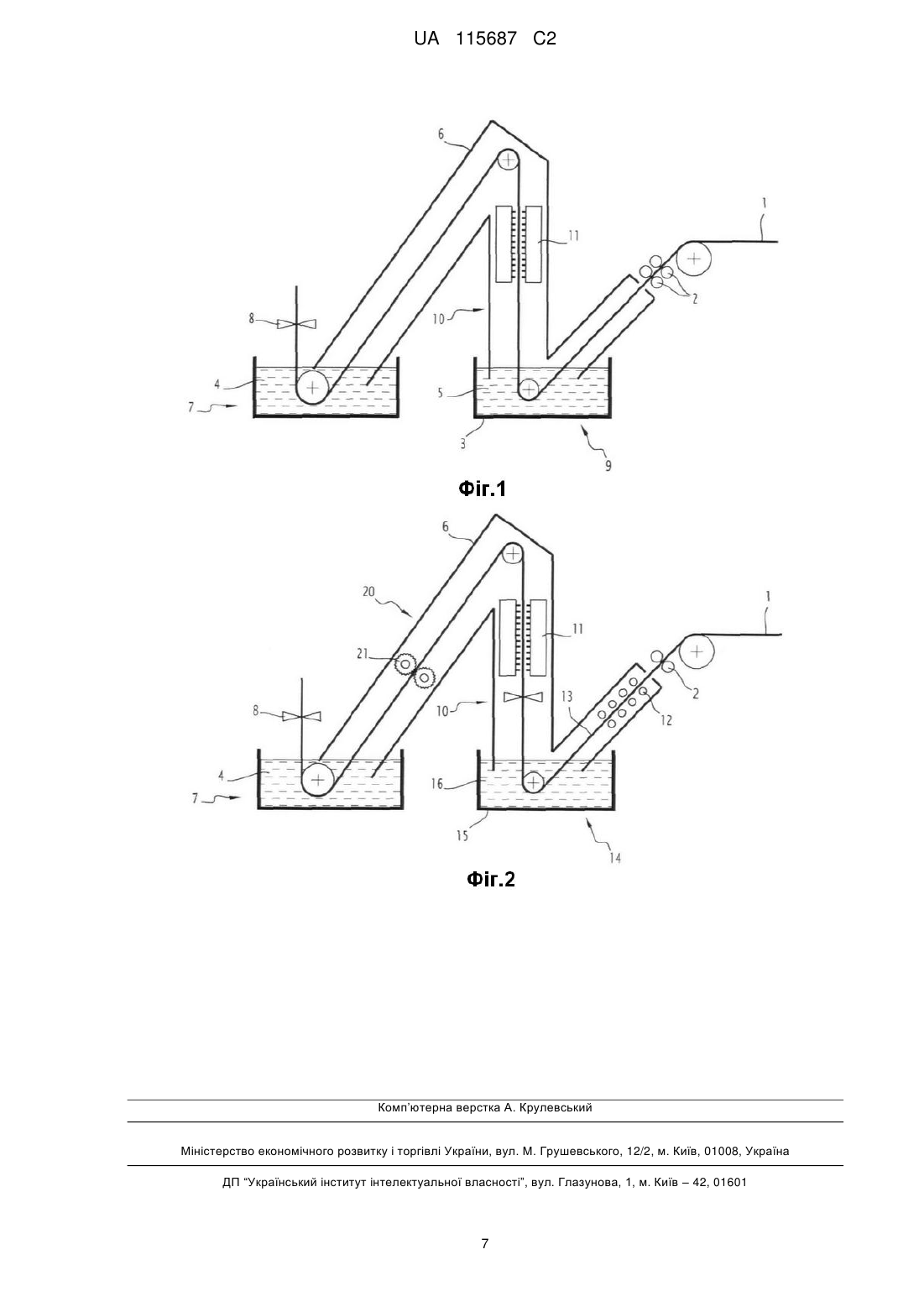
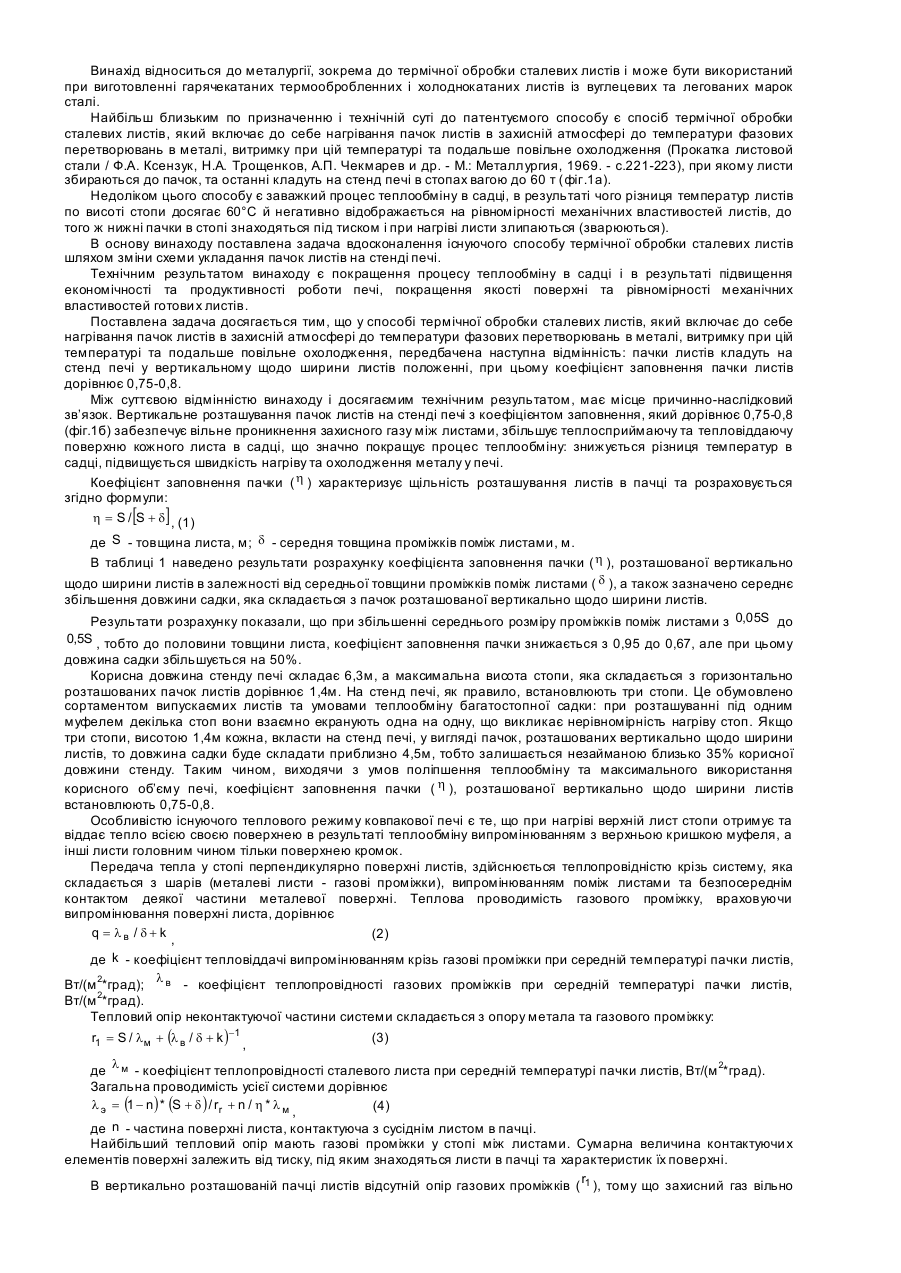
Реферат: Спосіб термічної обробки феросплавного листа (1), який включає стадію виконання термічної обробки листа (1) при його переміщенні шляхом занурення його принаймні в одну ванну (5, 16) з розплавленими оксидами, згідно з винаходом, ванна (5, 16) з розплавленими оксидами має -1 в'язкість, нижчу ніж 3×10 Пас, поверхня ванни (5, 16) знаходиться у контакті з неокислювальною атмосферою, розплавлені оксиди є інертними відносно до заліза, різниця між температурою феросплавного листа (1) на вході у ванну (5, 16) та температурою ванни (5, 16) знаходиться між 25 °C та 900 °C, і залишки оксидів, які залишаються на поверхнях феросплавного листа (1) на виході з ванни (5, 16), видаляють. Запропоновано також пристрій для здійснення цього способу. UA 115687 C2 (12) UA 115687 C2 UA 115687 C2 5 10 15 20 25 30 35 40 45 50 55 60 Цей винахід належить до галузі металургії, а саме - способів термічної обробки феросплавного листа а, більш конкретно, сталевого листа та пристроїв для здійснення таких способів. Для поліпшення придатності до обробки холоднокатані сталеві листи піддають термообробці в печах відпалу безперервної дії, які мають послідовні: зону нагрівання, зону витримки, першу та другу зони охолодження і, можливо, зону старіння, крізь які безперервно проходить штаба. Зону нагрівання печі відпалу безперервної дії може містити піч відпалу прямого нагрівання або піч відпалу з радіаційними трубами. Ці два типи печей відпалу можуть використовуватися окремо або разом для нагрівання штаби до температури її рекристалізації. Однак при використанні печі відпалу прямого нагрівання або печі відпалу з радіаційними трубами важко контролювати температуру штаби і забезпечити хорошу рівномірність температури по всій поверхні штаби. Крім того, використання цих печей для нагрівання штаби може призвести до утворення оксидів на поверхнях листа, які потім повинні бути видалені додатковим травленням та/або дробоструменевим очищенням. Для вирішення цих проблем документ FR-A-2524004 описує спосіб відпалу переміщуваної сталевої штаби, в якому штаба, замість того, щоб проходити через піч, проходить через ванну з розплавленим склом при температурі 950°С або вище. Потім штаба витягується з ванни з розплавленим склом з коагульованим скляним покриттям, утвореним на поверхнях штаби, після чого штаба охолоджується до температури нижче 400°С, переважно 300°С або менше, для того щоб відокремити скляне покриття. В'язкість ванни не перевищує 20 Пас, виміряної при температурі 950°С. Стадія охолодження здійснюється, наприклад, шляхом направлення газу, переважно інертного газу, або рідкої води на поверхню штаби. Цей спосіб дозволяє відпалювати штабу без окислення поверхні, але він вимагає підтримки скляною печі при високій температурі, що вимагає значної кількості енергії. Крім того, при таких високих температурах розплавлене скло, яке знаходиться у ванні випаровується. Його пара є отруйною, до того ж її треба збирати. Ванну також необхідно постійно поповнювати не тільки тому, що потрібно компенсувати скло, яке відклалося на штабі, але також тому, що випаровування веде до додаткової витрати скла. Цей спосіб включає також утворення скляного покриття на поверхнях штаби, що, як було вже сказано, передбачає додаткові стадії охолодження штаби при температурі нижче 400°С та видалення скляного покриття. Ці стадії уповільнюють виробництво сталевих штаб, а охолодження при температурі нижче 400°С передбачає, що переміщувана штаба має бути повторно розігріта, якщо подальшою стадією обробки є гальванізації. Задачею цього винаходу є усунення або обмеження зазначених вище недоліків і створення способу безперервної термічної обробки феросплавного листа, а більш конкретно, сталевого листа, який гарантує однорідність температури на всіх поверхнях листа, при цьому знижуючи загальне споживання енергії та не уповільнюючи виробництво штаб. З цією задачею, винахід пропонує спосіб термічної обробки феросплавного листа, який включає стадію термічної обробки листа при його переміщенні шляхом занурення його, принаймні, в одну ванну з розплавленими оксидами, причому: -1 - ванна з розплавленими оксидами має в'язкість нижче 310 Пас, переважно нижче 210 2 Пас, поверхня ванни перебуває у контакті з неокислювальною атмосферою, і розплавлені оксиди є інертними по відношенню до заліза, а різниця між температурою зазначеного феросплавного листа на вході у ванну і температурою ванни знаходиться між 25°С та 900°С, переважно між 50°С та 250°С, - залишки оксидів, які залишаються на поверхнях феросплавного листа на виході з ванни, видаляють. Феросплавний лист може бути попередньо розігрітий перед зануренням у ванну з розплавленими оксидами, таке нагрівання може бути здійснено за допомогою будь-якого класичного пристрою або шляхом занурення листа в іншу ванну з розплавленими оксидами з більш низькою температурою, ніж ванна з розплавленими оксидами. Температура ванни з розплавленими оксидами може перебувати в межах від 600°С до 900°С, переважно між 700°С і 850°С. Феросплавний лист може бути охолоджений після нагрівання у ванні з розплавленими оксидами. Ванна з розплавленими оксидами може спочатку містити: - 45 мас.% ≤ В2О3 ≤ 90 мас.%, - 10 мас.% ≤ Li2O ≤ 55 мас.%, - 0 мас.% ≤ Na2O ≤ 10 мас.%, 1 UA 115687 C2 5 10 15 20 25 30 35 40 45 50 55 60 Na2O, якщо присутній, може бути, принаймні частково, замінений, принаймні, одним або декількома з наступних оксидів: CaO, K2O, SiO2, P2O5, Mn2O. Початковий склад ванни з розплавленими оксидами може містити 45 мас.% ≤ В2О3 ≤ 55 мас.% та 40 мас.% ≤ Li2O ≤ 50 мас.%. В іншому варіанті здійснення температура феросплавного листа на вході у ванну може бути вище температури ванни, що потребує охолодження сталевого листа. Температура ванни з розплавленими оксидами може перебувати між 600°С та 700°С. Спочатку ванна з розплавленими оксидами може містити: - 45 мас.% ≤ В2О3 ≤ 70 мас.%, - 30 мас.% ≤ Li2O ≤ 55 мас.%, - 10 мас.% ≤ Na2O ≤ 20 мас.%, Na2O може бути, принаймні частково, замінений, щонайменше, одним або декількома з наступних оксидів: CaO, K2O, SiO2, P2O5, Mn2O. Стадія охолодження феросплавного листа після стадії нагрівання може бути здійснена у ванні з розплавленими оксидами. Залишки розплавлених оксидів, які залишилися на поверхнях феросплавного листа, можуть бути видалені будь-якими придатними засобами, як-то, наприклад, механічні пристрої (щітки, вуглецевий повсть та інше) та/або сопла для газової продувки. Після цього феросплавний лист може надійти на стадію нанесення покриття. Феросплавний лист може бути сталевим листом. Предметом винаходу є також пристрій для здійснення способу термічної обробки, який -1 містить ванну з розплавленими оксидами, яка має в'язкість нижче 310 Пас, переважно нижче -2 210 Пас, причому: - поверхня ванни перебуває в контакті з неокислювальною атмосферою; - розплавлені оксиди є інертними по відношенню до заліза; - і містить засоби для видалення залишків розплавлених оксидів, які залишаються на поверхнях феросплавного листа на виході з ванни. Пристрій може містити засоби для нагрівання феросплавного листа, які розташовані перед ванною з розплавленими оксидами. Пристрій може містити засоби для нанесення покриття на феросплавний лист, які розташовані після ванни з розплавленими оксидами. Пристрій може містити засоби для охолодження феросплавного листа, переважно розташоване між ванною з розплавленими оксидами і пристроєм для нанесення покриття. Засоби для видалення залишків розплавлених оксидів, які залишаються на поверхнях феросплавного листа на виході з ванни, можуть містити щітки та/або газодувки. По суті, винахід відрізняється від способу, викладеного в документі FR-A-2524004, тим, що він потребує повного видалення розплавленого скла, яке може знаходитися на листі після його виходу з ванни, зокрема, якщо лист проходить потім стадію нанесення покриття, таку як гальванізація, покриття гарячим цинкуванням з відпалом або алюмінізацію. Перевага способу винаходу полягає також у тому, що залізо-оксидний шар, який може бути на поверхні листа перед входом у ванну, видаляється у ванні і після його виходу з ванни поверхня листа готова до стадії нанесення покриття без додаткового очищення його поверхні. Ознаки та переваги цього винаходу будуть більш чітко очевидні з подальшого опису, прикладів здійснення і з посиланнями на прикладені креслення, на яких: Фіг. 1 зображує схематичний вигляд безперервної лінії відпалу згідно першого прикладу здійснення винаходу; Фіг. 2 зображує схематичний вигляд безперервної лінії відпалу згідно другого прикладу здійснення винаходу. Як видно з Фіг. 1, у першому прикладі здійснення винаходу холоднокатаний сталевий лист 1 безперервно проходить через різні модулі лінії та переміщається за допомогою провідних роликів 2. Сталева штаба спочатку проходить через модуль 9 відпалу. Цей модуль відпалу складається з ємності 3, яка містить ванну 5 розплавлених оксидів, які є інертними по відношенню до заліза. Іншими словами, ці оксиди не вступають в хімічну реакцію з поверхнею та більш віддаленими ділянками штаби 1, що має місце в атмосфері, яка містить кисень. Переважно, щоб зі сталевої штаби було видалене мастило перед надходженнямїї в оксидну ванну, особливо якщо температура штаби близька до кімнатній температури, коли вона надходить у оксидну ванну. Ванна 5 має температуру T B вище температури TE сталевого листа -1 1, коли він входить у ванну 5, і має в'язкість ŋ при цій температурі нижче, ніж 310 Пас, -2 переважно нижче, ніж 210 Пас. Температура ванни ТВ встановлюється, наприклад, між 600°С 2 UA 115687 C2 5 10 15 20 25 30 35 40 45 50 55 60 та 900°С, переважно між 700°С та 850°С. Ванна підтримується за вказаною температурою Т B за допомогою нагрівальних засобів (не показані), як-то засоби індукційного нагрівання, заглибні пальники або пристрої електронагрівання. Конкретні нагрівальні засоби, які можуть застосовуватися, можуть залежати від матеріалу, використовуваного для виготовлення ємності 3. Оригінальний склад ванни 5 може, наприклад, містити від 45% до 90 мас.% В2О3 (включаючи граничні значення, також і для всіх інших складів), від 10 мас.% до 55 мас.% Li2O та, за необхідності, до 10 мас.% Na2O. Na2O може бути частково або повністю замінений на один або декілька з наступних оксидів CaO, K2O, SiO2, P2O5, Mn2O. Треба мати на увазі, що склад ванни може змінюватися протягом роботи пристрою, тому, що ванна неминуче стає забрудненою оксидами таких металів, як алюміній, кремній, марганець, хром або оксидами заліза в результаті окислення поверхні штаби. Суттєвим є те, щоб під час роботи пристрою ці зміни складу не викликали зміни в'язкості ванни, які виходили б за необхідні межі. Переважний початковий склад ванни 5 містить 45 мас.% ≤ В2О3 ≤ 55 мас.% та 40 мас.% ≤ LiO2 ≤ 50 мас.%, який оточує подвійну евтектику Li2O-B2O3, тобто 53 мас.% В2О3 та 47 мас.% LiO2. Ванна 5, склад якої близький евтектичному складу, дозволяє вести процес при зниженій температурі, а режим роботи ванни простіше передбачити. -1 -2 Максимальна в'язкість ванни складає 310 Пас, а переважно 210 Пас. Вимога такої дуже низької в'язкості ванни особливо важлива, тому що вона знижує кількість залишків скла, які прикріпилися до листа. Такі залишки скла є небажаними в контексті цього винаходу і повинні бути видалені. Ванна 5 вміщується у неокислювальну атмосферу, яка складається, наприклад, з газів N 2 та H2 (наприклад, N2 + 1% H2). Ванна 5 може перемішуватися за допомогою перемішуючих засобів (не показані), як-то барботажний пристрій або будь-який інший відомий перемішуючий пристрій, для того, щоб покращити однорідність температури. Сталевий лист 1 занурюється у ванну 5, і завдяки низької величини питомої в'язкості ŋ ванни 5 сталевий лист 1 однорідно розігрівається до температури Т О, вищої ніж ТE, виміряної на виході з ванни 5. Тому, що ванна 5 вміщується у неокислювальну атмосферу, і розплавлені оксиди у ванні є інертними по відношенню до заліза, цей сталевий лист 1 сталі не окислюється під час занурення, і після відпалу не потребує стадії очищення від окалини, наприклад, шляхом травлення та/або дробоструменевого чищення. Автори винаходу відзначили, що якщо різниця ∆Т між температурою сталевого листа 1 на вході у ванну ТЕ і температурою ванни ТВ більше 250°С, то існує ризик того, що оксиди ванни затверднуть на листі 1 та утворять оксидну плівку на поверхнях сталевого листа 1 при його вході у ванну. Однак затверділі оксиди знову розплавляться за умови, якщо ванна буде досить добре перемішуватися та/або якщо швидкість лінії буде зменшена для збільшення часу занурення сталевого листа. Іншим способом зменшити або розв’язати цю проблему є впорскування потоку рідкого оксиду при високій температурі (близько 900°С) на сталевий лист, коли він входить у ванну. Це може бути зроблено шляхом встановлення другого тигля з рідким оксидом, в основному, призначеного для повторного нагрівання оксиду, зібраного в основному тиглі, використовуваному для термічної обробки сталевого листа, до повторного впорскування його на штабу циркуляційним насосом. Іншими словами, цей другий тигель є, в основному, «теплообмінником». Другий тигель може також використовуватися для очищення рідкого оксиду від забруднюючих елементів, таких як Mn, Al, Si, Cr. Щоб уникнути цих ускладнень, сталевий лист 1 може бути за необхідності спочатку нагрітий, наприклад, в індукційній печі (не показана) перед зануренням його у ванну 3. Таким чином, ∆Т може бути знижена до більш задовільного значення (не більше, ніж 250°С). Але було також виявлено, що якщо різниця температур буде нижче, ніж 25°С, то теплообмін між сталевим листом 1 та ванною 5 буде занадто низьким для ефективного розігрівання або охолодження сталевого листа. Більш надійне запобігання занадто низького теплообміну досягається при різниці температур рівний, принаймні,50°С. Таким чином, різниця температур повинна підтримуватися між 25 та 900°С за можливості шляхом спільного впливу на температуру Т Е листа на вході у ванну, та на температуру Т В ванни. Переважний діапазон різниць температур становить 50-250°С. Визначення більш точного діапазону різниць температур, який би був придатним для кожного прикладу здійснення винаходу, неможливе. Зокрема, для низьких температур штаби оптимальне значення різниці температур залежить від товщини штаби, швидкості переміщення штаби та інтенсивності перемішування ванни. Що стосується верхньої межі температури ванни, яка є параметром верхньої межі діапазону різниць температур ∆Т, то це визначається допустимою швидкістю випаровування оксидної ванни та механічною міцністю ємності 3 при високих температурах. 3 UA 115687 C2 5 10 15 20 25 30 35 40 45 50 55 60 Після модуля відпалу 9 сталевий лист 1 проходить через модуль очищення 10, в якому залишки розчинених оксидів, які залишилися на поверхнях сталевого листа, видаляються. Ці залишки розчинених оксидів можуть бути легко і швидко видалені з поверхонь завдяки низькому показнику питомої в'язкості ŋ ванни, і ця стадія не уповільнює процес виробництва. Зазначений модуль очищення може містити одне або декілька газових сопел 11, щітки або будь-які інші пристосування, які дозволяють видаляти залишки розплавлених або отверділих оксидів з поверхонь сталевого листа 1. Якщо оксиди видаляються газовою продувкою, то переважно використовувати гарячий газ (принаймні, 550°С), щоб уникнути затвердіння крапель скла, які неможливо видалити газовою продувкою. Якщо краплі скла вже затверділи, то оптимальним варіантом буде очищення щітками при високій температурі (470-600°C). Потім сталевий лист 1 проходить через модуль для нанесення покриття 7, такий як модуль гальванізації, в якому сталевий лист 1 занурюється у ванну 4 з розплавленим цинком або сплавом цинку по класичному способу. Якщо температура сталевого листа 1 на вході у ванну гальванізації 4 занадто висока для того, щоб забезпечити хорошу адгезію цинкового покриття або уникнути випаровування покриття, то сталевий лист 1 за необхідності проходить через модуль охолодження (не показаний), розташований перед модулем 7 для нанесення покриття. Цей модуль охолодження може містити, наприклад, сопла, направляючі воду або газ на сталевий лист 1, або може бути таким, як описано у другому прикладі здійснення винаходу. Після виходу з ванни 4 гальванізації, лист 1, як відомо з цієї галузі техніки, піддається обробці на обтиральному пристрої 8 (такому, як пристрій газової продувки), який дозволяє регулювати товщину шару покриття. З моменту входу в ємність 3, яка містить оксидну ванну 5, до виходу з ванни 4 гальванізації, сталевий лист 1 може бути вміщений у неокислювальну атмосферу за допомогою одного або декількох вхідних рукавів 6, які містять нейтральну (N2) або відновлювальну газову (N2-H2) атмосферу. У другому прикладі здійснення винаходу, зображеному на Фіг. 2, холоднокатаний сталевий лист 1 безперервно проходить через різні модулі лінії за допомогою провідних роликів 2. Цей холоднокатаний сталевий лист 1 спочатку проходить через нагрівальний модуль 12, який дозволяє штабі досягти температури рекристалізації сталі. Цей нагрівальний модуль 12 може бути індукційної піччю, показаною схематично, або будь-яким іншим відомим нагрівальним пристроєм. Потім холоднокатаний сталевий лист 1 проходить через зону 13 з постійною температурою, в якій підтримується постійна температура протягом часу, достатнього для рекристалізації. Після цього сталевий лист 1 при температурі Т Е проходить через модуль 14 охолодження. Модуль охолодження складається з ємності 15, яка містить ванну 16 з розплавленими оксидами, які є інертними по відношенню до заліза. Ванна 16 має в'язкість ŋ нижче, ніж 310 1 -2 Пас, переважно нижче, ніж 210 Пас, і має температуру ТВ нижчу, ніж температура Т Е сталевого листа. Температура ТВ ванни знаходиться, наприклад, між 600 та 700°С. У ванні 16 підтримується температура ТВ за допомогою засобів охолодження, необхідних для видалення калорій, створюваних гарячою штабою. Такі засоби охолодження можуть бути розташовані всередині або зовні ванни, наприклад, усередині іншої ємності, яка містить розплавлені оксиди, підтримувані при необхідній температурі. Ванна 16 вміщується в неокислювальну атмосферу, яка складається, наприклад, з газів N2 та H2. Ванна 16 перемішується за допомоги перемішуючих засобів, як-то барботажний пристрій або будь-який інший відомий перемішуючий пристрій. Сталевий лист 1 занурюється у ванну 16 і завдяки низький питомій в'язкості ŋ' ванни 16 сталевий лист 1 отримує однорідне охолоджування до температури T S' нижчої, ніж ТЕ' на виході з ванни 16. Різниця температур ΔТ' між температурою сталевого листа 1 на вході у ванну ТЕ' та температурою ванни Т В' повинна знаходитися між 25 та 900°С з тієї ж причини, яка вказана для першого прикладу здійснення винаходу. Після модуля охолодження сталевий лист 1 проходить через модуль очищення 20, в якому залишкові розплавлені оксиди, які залишилися на поверхнях сталевого листа, видаляються. Ці залишкові розплавлені оксиди можуть бути легко та швидко видалені з поверхонь завдяки низький питомій в'язкості ŋ' ванни 16, і ця стадія не уповільнює процес виробництва. Зазначений модуль очищення включає щітки 21, газові сопла або будь-які інші засоби, які можуть видаляти розплавлені оксиди, які залишилися з поверхонь сталевого листа 1. Якщо температура, досягнута після модуля очищення 20, є недостатньо низькою для подальших стадій виробництва, сталевий лист 1 може бути занурений у іншу ванну (не представлена) з розплавленими оксидами, які є інертними по відношенню до заліза, зазначена -1 -2 ванна теж має в'язкість нижче, ніж 310 Пас, переважно нижче, ніж 210 Пас, та має температуру ТВ2 нижчу, ніж температура сталевого листа T S'. 4 UA 115687 C2 5 10 15 20 25 30 Як видно, значення в'язкості ванни 16 з розплавленими оксидами чи ванн другого прикладу здійснення є такими ж, як у першому прикладі здійснення. Це логічно, оскільки вимоги слабкого стікання розплавленого скла з поверхні листа і легкого видалення залишків скла на листі 1 ідентичні. Але так як температура ванни 16 зазвичай нижча, ніж у першому прикладі здійснення (наприклад, вона може бути в межах 600-700°С), склад ванни може бути пристосований для отримання такої в'язкості при більш низькій температурі. Прикладом такого складу може бути наступний: між 45 мас.% та 70 мас.% В2О3 (включаючи граничні значення, також і для всіх наступних складів), між 30 мас.% та 55 мас.% Li2O та між 10 мас.% та 20 мас.% Na2O. Na2O може бути частково або повністю замінений одним або декількома з наступних оксидів CaO, K2O, SiO2, P2O5, MnO2. Таким чином, ванна 16 може мати порівняно високий вміст Na2O та/або функціонально подібних оксидів, що забезпечує більш низьку температуру плавлення ванни. Компоненти ванни, використані в якості переважних у першому та другому прикладах здійснення, мають такі характеристики. B2O3 плавиться при низькій температурі (460°С), але його в'язкість в рідкому стані дуже висока. Тому в'язкість ванни необхідно знижувати додаванням, в основному, Li 2O, а також Na2O та/або інших раніше згаданих оксидів. Li2O є переважним, тому що цей оксид дуже стабільний і ніколи не буде відновлений будьяким іншим легуючим елементом сталі. Na2O також може використовуватися зважаючи на його великий вплив на в'язкість. Проте він також значно підвищує гігроскопічну природу затверділого скла, що ще більш ускладнює роботу з матеріалом. Na2O теж є агресивним по відношенню до сталевої штаби та легко випаровується. Тому не рекомендується широко використовувати Na 2O у ваннах, які призначені для порівняно високих температур, при яких їх в'язкість є досить низькою з невеликою кількістю цього компонента або без нього. Як зрозуміло з усього опису, спосіб термічної обробки згідно винаходу може використовуватися для охолодження або нагрівання феросплавного листа за допомогою модулів, які містять тигель з ваннами розплавлених оксидів. Такі модулі можуть використовуватися на класичних виробничих лініях, як заміна або на додаток до класичних печей або пристроїв охолодження на місці. Такі модулі компактні і можуть бути легко впроваджені в існуючу виробничу лінію або, звичайно, в нову виробничу лінію. ФОРМУЛА ВИНАХОДУ 35 40 45 50 55 1. Спосіб термічної обробки феросплавного листа (1), який включає стадію виконання термічної обробки феросплавного листа (1) при його переміщенні шляхом занурення листа принаймні в одну ванну (5, 16) з розплавленими оксидами, який відрізняється тим, що: -1 ванна (5, 16) з розплавленими оксидами має в'язкість, нижчу ніж 3·10 Па·с, переважно нижчу -2 ніж 2·10 Па·с, при цьому поверхня ванни (5, 16) знаходиться в контакті з неокислювальною атмосферою, розплавлені оксиди є інертними відносно до заліза, а різниця (ΔТ) між температурою феросплавного листа (1) на вході у ванну (5, 16) і температурою ванни (5, 16) лежить в межах від 25 °C до 900 °C, і залишки оксидів, які залишилися на поверхнях феросплавного листа (1) на виході з ванни (5, 16), видаляють. 2. Спосіб за п. 1, який відрізняється тим, що температура феросплавного листа (1) на вході у ванну (5, 16) нижча, ніж температура ванни (5, 16), що призводить до нагрівання феросплавного листа (1). 3. Спосіб за п. 2, який відрізняється тим, що феросплавний лист (1) нагрівають перед зануренням у ванну з розплавленими оксидами (5, 16). 4. Спосіб за п. 2 або п. 3, який відрізняється тим, що температура ванни (5, 16) знаходиться в межах від 600 °C до 900 °C, переважно між 700 °C та 850 °C. 5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що феросплавний лист (1) охолоджують після нагрівання у ванні (5, 16) з розплавленими оксидами. 6. Спосіб за будь-яким з пп. 2-5, який відрізняється тим, що ванна (5, 16) з розплавленими оксидами спочатку складається з: 45 мас. %В2О390 мас. %, 10 мас. %Li2O55 мас. %. 7. Спосіб за п. 6, який відрізняється тим, що ванна (5, 16) з розплавленими оксидами спочатку складається з 45 мас. %В2О355 мас. % та 40 мас. %Li2O50 мас. %. 5 UA 115687 C2 5 10 15 20 25 30 35 40 8. Спосіб за будь-яким з пп. 6-7, який відрізняється тим, що ванна (5, 16) з розплавленими оксидами додатково містить Na2O10 мас. %, причому Na2O, можливо, щонайменше частково, замінений одним або декількома з наступних оксидів: CaO, K2O, SiO2, P2O5, Mn2O. 9. Спосіб за п. 1, який відрізняється тим, що температура феросплавного листа (1) на вході його у ванну (5, 16) вище температури ванни (5, 16), що призводить до охолодження феросплавного листа (1). 10. Спосіб за п. 9, який відрізняється тим, що температура ванни (5, 16) з розплавленими оксидами знаходиться в межах між 600 °C та 700 °C. 11. Спосіб за пп. 9 або 10, який відрізняється тим, що ванна (5, 16) спочатку складається з: 45 мас. %В2О370 мас. %, 30 мас. %Li2O55 мас. %, 10 мас. %Na2O20 мас. %; причому Na2O може бути, щонайменше частково, замінений одним або декількома з наступних оксидів: СаО, K2О, SiO2, P2O5, Мn2О. 12. Спосіб за п. 5, який відрізняється тим, що стадію охолодження здійснюють таким чином, як описано в пп. 9-11. 13. Спосіб за будь-яким з пп. 1-12, який відрізняється тим, що залишки розплавлених оксидів, які залишилися на поверхнях феросплавного листа (1), видаляють за допомогою механічного впливу та/або продувки газом. 14. Спосіб за будь-яким з пп. 1-13, в якому феросплавний лист (1) наприкінці обробки надходить на стадію нанесення покриття. 15. Спосіб за будь-яким з пп. 1-14, який відрізняється тим, що феросплавний лист (1) є сталевим листом. 16. Пристрій для здійснення способу термічної обробки за будь-яким з пп. 1-15, що включає -1 ванну (5, 16) з розплавленими оксидами, що має в'язкість, нижчу ніж 3·10 Па·с, переважно -2 нижче ніж 2·10 Па·с, який відрізняється тим, що: поверхня ванни (5, 16) розташована у контакті з неокислювальною атмосферою, розплавлені оксиди є інертними відносно до заліза, і пристрій містить засоби для видалення залишків розплавлених оксидів, які залишаються на поверхнях феросплавного листа (1) на виході з ванни. 17. Пристрій за п. 16, який відрізняється тим, що містить засіб (12) для розігрівання феросплавного листа, розташований перед ванною (5, 16) з розплавленими оксидами. 18. Пристрій за п. 16 або 17, який відрізняється тим, що містить засіб (7) для нанесення покриття на феросплавний лист (1), розташований після ванни (5, 16) з розплавленими оксидами. 19. Пристрій за п. 18, який відрізняється тим, що містить засіб (11) для охолодження феросплавного листа (1), розташований між ванною (5, 16) з розплавленими оксидами і засобом (7) для нанесення покриття. 20. Пристрій за будь-яким з пп. 16-19, який відрізняється тим, що засіб для видалення залишків розплавлених оксидів, які залишилися на поверхнях феросплавного листа (1) на виході з ванни містить щітки (21) та/або сопла гарячої продувки газом. 6 UA 115687 C2 Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюThermal treatment process of a steel sheet and advice for its implementation
Автори англійськоюLarnicol, Maiwenn, Tifenn, Soazig, Bordignon, Michel, Roger, Louis, Vanden Eynde, Xavier, Marc, Jacques, Edmond, Robert, Farinha, Ana, Isabel, Gerkens, Pascal, Noville, Jean-Francois, Smal, Julien, Christopher, Michel
Автори російськоюЛарникол Майвэн Тифэн Соазиг, Бординён Мишель Роже Луи, Ванден Эйндэ Ксавье Марк Жак Эдмон Робер, Фаринха Ана Изабэль, Геркенс Паскаль, Новиль Жан-Франсуа, Смал Жюльен Кристофер Мишель
МПК / Мітки
Мітки: пристрій, здійснення, обробки, листів, сталевих, спосіб, термічної
Код посилання
<a href="https://ua.patents.su/9-115687-sposib-termichno-obrobki-stalevikh-listiv-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки сталевих листів та пристрій для його здійснення</a>
Спосіб термічної обробки сталевих листів
Номер патенту: 70696
Опубліковано: 15.10.2004
Автори: Мирошниченко Сергій Олександрович, Ткаченко Олександр Григорович, Домікеєв Валентин Васильович, Паргамонов Євгеній Олександрович
МПК: C21D 1/78
Мітки: спосіб, сталевих, термічної, листів, обробки
Формула / Реферат:
Спосіб термічної обробки сталевих листів, який включає нагрівання пачок листів в захисній атмосфері до температури фазових перетворювань в металі, витримку при цій температурі та подальше повільне охолодження, який відрізняється тим, що пачки листів розташовують на стенді печі в вертикальному щодо ширини листів положенні, при цьому коефіцієнт заповнення пачки листів дорівнює 0,75-0,8.
Спосіб обробки сталевих листів
Номер патенту: 91474
Опубліковано: 26.07.2010
Автори: Юргенс Роберт, Шкода-Допп Ульріх, Хорн Герхард, Хауер Гаральд, Ханенберг Лотар
МПК: C21D 9/60, B21B 1/46, C21D 8/02
Мітки: листів, обробки, сталевих, спосіб
Формула / Реферат:
1. Спосіб обробки сталевих листів, які в одній кліті прокатного стана прокатують до остаточних розмірів, потім охолоджують "он-лайн" на лінії, правлять і піддають термообробці для гомогенізації та впливу на структуру, який відрізняється тим, що термообробку проводять "он-лайн" на лінії, для чого враховують швидкість сталевого листа, який випускають з останньої, попередньої по ходу виробничого потоку, технологічної позиції...
Спосіб термічної обробки дроту та пристрій для його здійснення

Номер патенту: 10918
Опубліковано: 25.12.1996
Автори: Подольскій Боріс Гєоргієвіч, Галенко Галина Валентинівна, Сікачина Ігор Васильович, Щербак Костянтин Олександрович, Борисенко Юрій Глібович, Баришев Євген Володимирович, Кузьмичов Генадій Михайлович, Сіриця Тетяна Глібовна, Сікачина Валерій Васильович, Петров Андрій Юрієвич, Брехт Павєл Лаврєнтьєвіч, Зіненко Олена Миколаївна, Артьомов Володимир Васильович, Артьомов Сергій Володимирович, Кузьмичов Михайло Васильович, Щербак Олександр Семенович, Баришев Олександр Володимирович, Коровайний Сергій Федорович, Галенко Юрій Семенович, Покровков Миколай Іванович, Коровайний Олександр Сергійович, Пілюшенко Віталій Лаврентійович, Петров Юрій Михайлович
Мітки: здійснення, дроту, обробки, термічної, спосіб, пристрій
Спосіб термічної обробки профільованого прокату, пристрій для його здійснення та профільований прокат
Номер патенту: 34469
Опубліковано: 15.03.2001
Автори: Мозер Альфред, Прскавец Георг, Пойнтнер Петер
МПК: C21D 9/04
Мітки: здійснення, пристрій, профільованого, профільований, прокат, прокату, обробки, термічної, спосіб
Текст:
...тны х зерен или к образованию крупных зерен, что в конце концов может отрицательно влиять на свойства материапа Исходя из выровненного по прямой проката для образования мелкозернистой перлитной зоны поперечного сечения, равномерно установленной в продольном направлении, важным оказалось то, что прокат выдерживают и в ходе первой операции охлаждения равномерно (уравнительно) охлаждают до температуры ниже 860*С с одинаковой местной...
Спосіб прикріплення листів до елементів жорсткості, пристрій для його здійснення (варіанти) та листовий виріб
Номер патенту: 27051
Опубліковано: 28.02.2000
Автор: Джордж Веллейс Макдональд
МПК: B42D 15/04, B42C 11/00, B31D 1/00
Мітки: варіанти, жорсткості, виріб, листовий, прикріплення, елементів, пристрій, здійснення, листів, спосіб
Формула / Реферат:
1. Способ прикрепления листов к элементам жесткости, включающий перемещение листов одного за другим по заданному первому пути так, что выбранные края листов располагают перпендикулярно указанному пути, и перемещение элементов жесткости по второму пути вдоль боковых краев листов по вышеуказанному первому пути, совмещение одного из боковых краев листа с соответствующим боковым краем элемента жесткости, прикладывание давления к совмещенным листу...
Попередній патент: Хіназолінові інгібітори активувальних мутантних форм рецептора епідермального фактора росту
Наступний патент: Спосіб виготовлення кремнієвих пластин
Випадковий патент: Біоконтейнер