Спосіб обробки сталевих листів
Номер патенту: 91474
Опубліковано: 26.07.2010
Автори: Юргенс Роберт, Ханенберг Лотар, Хауер Гаральд, Шкода-Допп Ульріх, Хорн Герхард
Формула / Реферат
1. Спосіб обробки сталевих листів, які в одній кліті прокатного стана прокатують до остаточних розмірів, потім охолоджують "он-лайн" на лінії, правлять і піддають термообробці для гомогенізації та впливу на структуру, який відрізняється тим, що термообробку проводять "он-лайн" на лінії, для чого враховують швидкість сталевого листа, який випускають з останньої, попередньої по ходу виробничого потоку, технологічної позиції обробки, відповідно до якої момент часу початку термообробки вибирають так, що сталевий лист повністю залишає цю останню технологічну позицію обробки, перш ніж сталевий лист термооброблюють.
2. Спосіб за п. 1, який відрізняється тим, що підведення тепла для термообробки здійснюють індуктивно.
3. Спосіб за п. 2, який відрізняється тим, що підведення тепла для термообробки здійснюють за допомогою індукторів, які вводять у вказану виробничу лінію.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що підведення тепла для термообробки здійснюють на верхню і/або нижню сторону сталевого листа.
5. Спосіб за п. 3 або 4, який відрізняється тим, що індуктори, які служать для підведення тепла для термообробки, включають незалежно один від одного.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що в останній, попередній по ходу виробничого потоку, технологічній позиції обробки здійснюють правку готового сталевого листа.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що в останній, попередній по ходу виробничого потоку, технологічній позиції обробки додатково здійснюють охолодження.
Текст
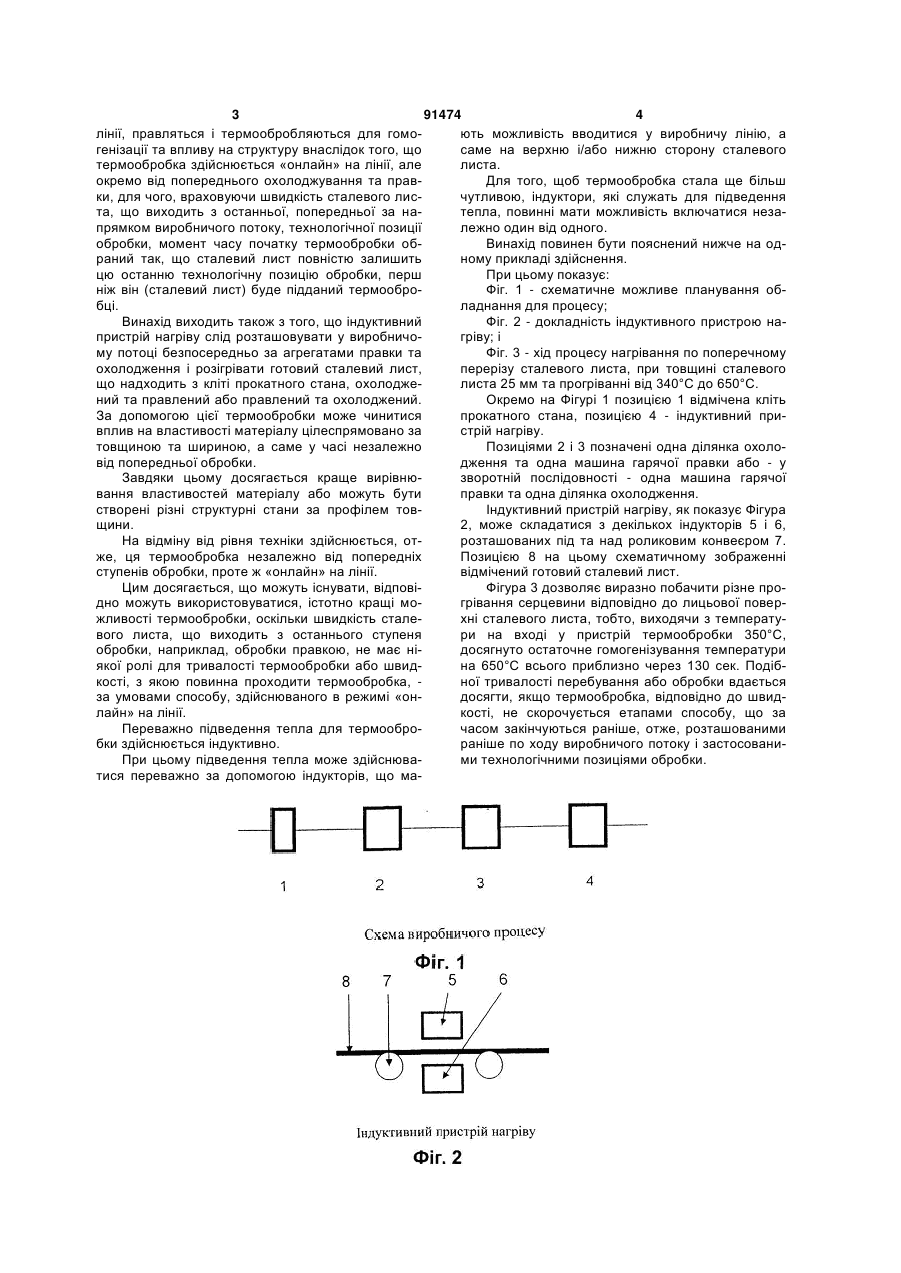
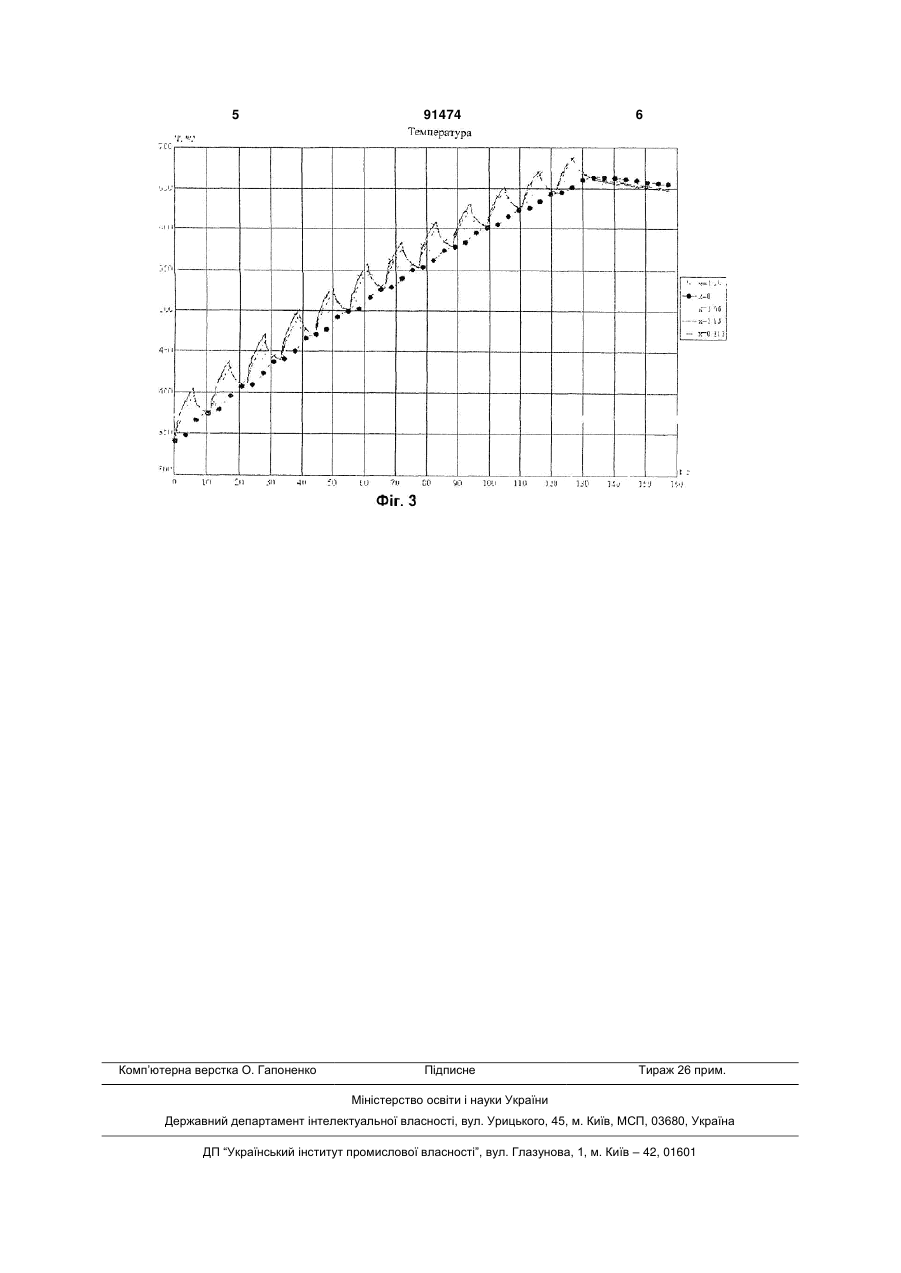
1. Спосіб обробки сталевих листів, які в одній кліті прокатного стана прокатують до остаточних розмірів, потім охолоджують "он-лайн" на лінії, правлять і піддають термообробці для гомогенізації та впливу на структуру, який відрізняється тим, що термообробку проводять "он-лайн" на лінії, для чого враховують швидкість сталевого листа, який випускають з останньої, попередньої по ходу виробничого потоку, технологічної позиції обробки, відповідно до якої момент часу початку C2 2 91474 1 3 91474 4 лінії, правляться і термообробляються для гомоють можливість вводитися у виробничу лінію, а генізації та впливу на структуру внаслідок того, що саме на верхню і/або нижню сторону сталевого термообробка здійснюється «онлайн» на лінії, але листа. окремо від попереднього охолоджування та правДля того, щоб термообробка стала ще більш ки, для чого, враховуючи швидкість сталевого лисчутливою, індуктори, які служать для підведення та, що виходить з останньої, попередньої за натепла, повинні мати можливість включатися незапрямком виробничого потоку, технологічної позиції лежно один від одного. обробки, момент часу початку термообробки обВинахід повинен бути пояснений нижче на одраний так, що сталевий лист повністю залишить ному прикладі здійснення. цю останню технологічну позицію обробки, перш При цьому показує: ніж він (сталевий лист) буде підданий термооброФіг. 1 - схематичне можливе планування оббці. ладнання для процесу; Винахід виходить також з того, що індуктивний Фіг. 2 - докладність індуктивного пристрою напристрій нагріву слід розташовувати у виробничогріву; і му потоці безпосередньо за агрегатами правки та Фіг. 3 - хід процесу нагрівання по поперечному охолодження і розігрівати готовий сталевий лист, перерізу сталевого листа, при товщині сталевого що надходить з кліті прокатного стана, охолоджелиста 25 мм та прогріванні від 340°С до 650°С. ний та правлений або правлений та охолоджений. Окремо на Фігурі 1 позицією 1 відмічена кліть За допомогою цієї термообробки може чинитися прокатного стана, позицією 4 - індуктивний привплив на властивості матеріалу цілеспрямовано за стрій нагріву. товщиною та шириною, а саме у часі незалежно Позиціями 2 і 3 позначені одна ділянка охоловід попередньої обробки. дження та одна машина гарячої правки або - у Завдяки цьому досягається краще вирівнюзворотній послідовності - одна машина гарячої вання властивостей матеріалу або можуть бути правки та одна ділянка охолодження. створені різні структурні стани за профілем товІндуктивний пристрій нагріву, як показує Фігура щини. 2, може складатися з декількох індукторів 5 і 6, На відміну від рівня техніки здійснюється, отрозташованих під та над роликовим конвеєром 7. же, ця термообробка незалежно від попередніх Позицією 8 на цьому схематичному зображенні ступенів обробки, проте ж «онлайн» на лінії. відмічений готовий сталевий лист. Цим досягається, що можуть існувати, відповіФігура 3 дозволяє виразно побачити різне продно можуть використовуватися, істотно кращі могрівання серцевини відповідно до лицьової повержливості термообробки, оскільки швидкість сталехні сталевого листа, тобто, виходячи з температувого листа, що виходить з останнього ступеня ри на вході у пристрій термообробки 350°С, обробки, наприклад, обробки правкою, не має нідосягнуто остаточне гомогенізування температури якої ролі для тривалості термообробки або швидна 650°С всього приблизно через 130 сек. Подібкості, з якою повинна проходити термообробка, ної тривалості перебування або обробки вдається за умовами способу, здійснюваного в режимі «ондосягти, якщо термообробка, відповідно до швидлайн» на лінії. кості, не скорочується етапами способу, що за Переважно підведення тепла для термооброчасом закінчуються раніше, отже, розташованими бки здійснюється індуктивно. раніше по ходу виробничого потоку і застосованиПри цьому підведення тепла може здійснювами технологічними позиціями обробки. тися переважно за допомогою індукторів, що ма 5 Комп’ютерна верстка О. Гапоненко 91474 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the treatment of metal sheets
Автори англійськоюHanenberg, Lothar, Horn, Gerhard, Skoda-Dopp, Ulrich, Hauer, Harald, Juergens Robert
Назва патенту російськоюСпособ обработки стальных листов
Автори російськоюХаненберг Лотар, Хорн Герхард, Шкода-Допп Ульрих, Хауер Гаральд, Юргенс Роберт
МПК / Мітки
МПК: C21D 9/60, C21D 8/02, B21B 1/46
Мітки: спосіб, листів, обробки, сталевих
Код посилання
<a href="https://ua.patents.su/3-91474-sposib-obrobki-stalevikh-listiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки сталевих листів</a>
Спосіб термічної обробки сталевих листів
Номер патенту: 70696
Опубліковано: 15.10.2004
Автори: Ткаченко Олександр Григорович, Мирошниченко Сергій Олександрович, Паргамонов Євгеній Олександрович, Домікеєв Валентин Васильович
МПК: C21D 1/78
Мітки: обробки, термічної, листів, спосіб, сталевих
Формула / Реферат:
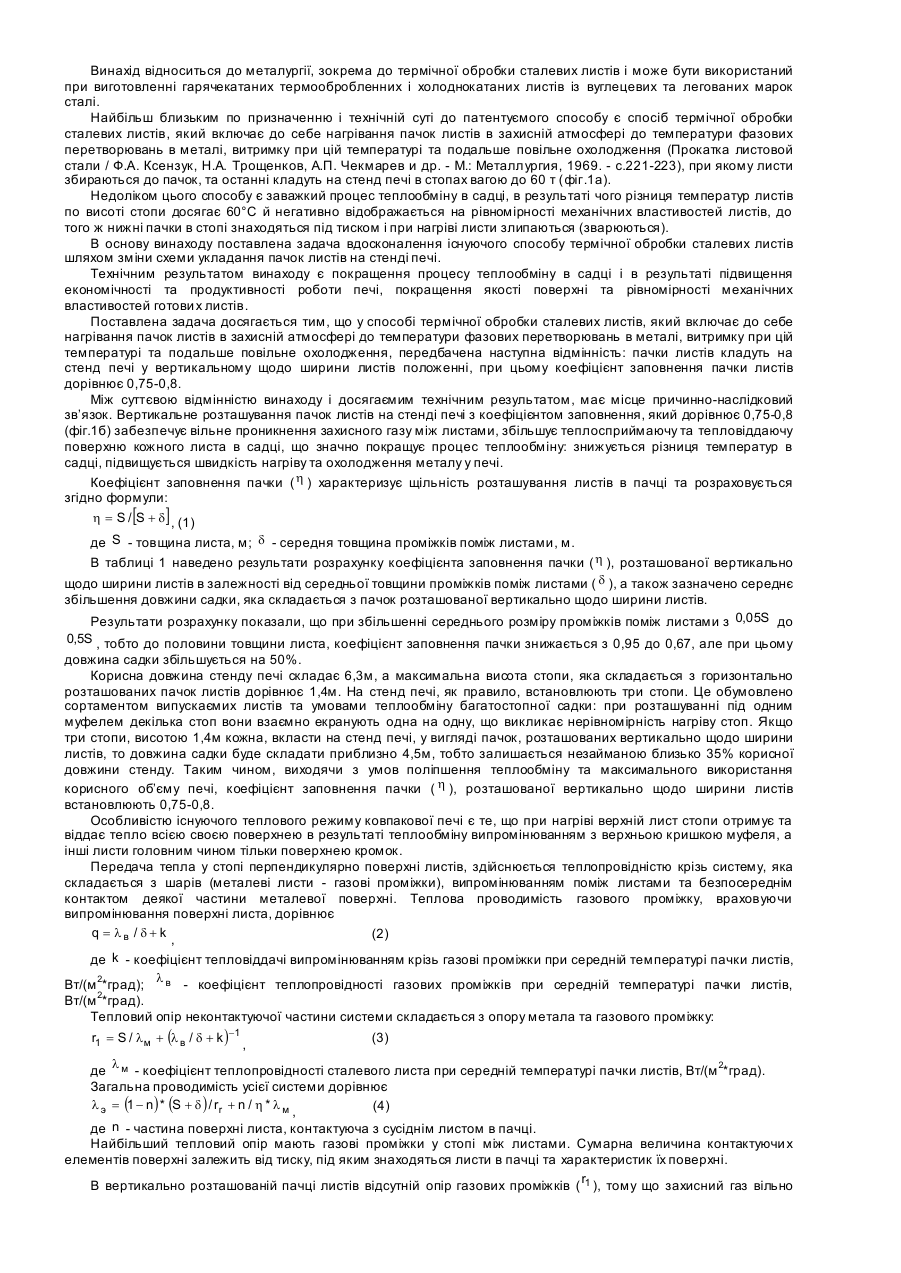
Спосіб термічної обробки сталевих листів, який включає нагрівання пачок листів в захисній атмосфері до температури фазових перетворювань в металі, витримку при цій температурі та подальше повільне охолодження, який відрізняється тим, що пачки листів розташовують на стенді печі в вертикальному щодо ширини листів положенні, при цьому коефіцієнт заповнення пачки листів дорівнює 0,75-0,8.
Спосіб обробки кондитерських листів для випікання та запікання кулінарних та кондитерських виробів
Номер патенту: 25266
Опубліковано: 10.08.2007
Автори: Білецький Едуард Володимирович, Петренко Олена Володимирівна
Мітки: спосіб, випікання, кондитерських, кулінарних, запікання, виробів, листів, обробки
Формула / Реферат:
Спосіб обробки кондитерських листів для випікання та запікання кулінарних і кондитерських виробів, що включає попередню обробку та нанесення антиадгезійного, гідрофобного покриття з наступною термообробкою, який відрізняється тим, що як антиадгезійне, гідрофобне покриття використовують кремнієорганічний лак вітчизняного виробництва КО-919, витрата лаку при цьому не перевищує 15 г на 1 м2 поверхні листа, перед нанесенням покриття...
Спосіб з’єднання металевих листів, наприклад сталевих
Номер патенту: 4962
Опубліковано: 15.02.2005
Автори: Корленштейн Мусій Еммануїлович, Тростянецький Олег Брониславович, Могильний Олександр Петрович, Олійник Віктор Васильович, Грєсєв Володимир Іванович, Молотков Микола Володимирович, Івашина Володимир Володимирович
МПК: B21D 39/03
Мітки: металевих, сталевих, з'єднання, наприклад, спосіб, листів
Формула / Реферат:
Спосіб з'єднання металевих листів, наприклад сталевих, внапуск, що включає їхнє штампування внапуск, який відрізняється тим, що штампування виконують шляхом проколювання і наступного прорізання листів, які з'єднуються, а вуса, що утворюються, відгинають у напрямку прорізання і попарно закручують у вигляді спіралей.
Спосіб термічної обробки сталевих виробів з окалиною
Номер патенту: 80077
Опубліковано: 10.08.2007
Автори: Зазимко Оксана Володимирівна, Лопатько Костянтин Георгійович, Афтанділянц Євген Григорович
Мітки: спосіб, обробки, виробів, термічної, сталевих, окалиною
Формула / Реферат:
Спосіб термічної обробки сталевих виробів з окалиною, який включає нагрів виробу до необхідної температури, витримку у відновній атмосфері та охолодження, який відрізняється тим, що перед термічною обробкою визначають мінімальний розмір максимального перерізу виробу та максимальну товщину окалини, нагрів проводять у відновній атмосфері, час, потрібний для нагріву і витримки виробу та відновлення окалини визначають, виходячи з рівняння...
Пристрій для обробки гіпсокартонних листів
Номер патенту: 892
Опубліковано: 15.12.1993
Автори: Бурлика Анатолій Пилипович, Ларіонов Михайло Тихонович, Фрідман Роман Аркадійович, Малахеєва Ада Володимирівна
МПК: B28B 11/04
Мітки: листів, гіпсокартонних, пристрій, обробки
Формула / Реферат:
Устройство для обработки гипсокартонных листов, содержащее конвейер схватывания и узел смачивания наружной верхней поверхности гипсокартонного листа, отличающееся тем, что оно снабжено расположенным на конвейере схватывания узлом смачивания наружной нижней поверхности гипсокартонного листа, выполненным в виде размещенной поперек конвейера схватывания на всю его ширину ванны с трубопроводом для подачи обрабатываемой жидкости и погруженным в...
Попередній патент: Комплексний препарат для профілактики порушень мікроелементного обміну в організмі лактуючих молочних кіз та спосіб його застосування
Наступний патент: Спосіб девіталізації мікроорганізмів в рідких середовищах
Випадковий патент: Спосіб комбінованого лікування злоякісних новоутворень яєчника після раніше виконаної лапароскопічної резекції у жінок дітородного віку