Шарошка з твердого сплаву
Номер патенту: 122432
Опубліковано: 10.01.2018
Автори: Зубко Максим Іванович, Селезньов Вадим Григорович, Зайцев Олег Іванович
Формула / Реферат
1. Шарошка, що має хвостовик та робочу частину, поверхня якої містить задану кількість правосторонніх гвинтових стружкових канавок, що утворюють відповідну кількість ріжучих зубів, при цьому кожен з ріжучих зубів має передню поверхню, задню поверхню, вершину, яка відрізняється тим, що шарошка виготовлена повністю з твердого сплаву та має збільшену довжину, а робоча частина має еліпсну або конічну форму, а кожен з ріжучих зубів має вторинні ріжучі зуби, що утворені з додаткових канавок вздовж передньої або задньої поверхні первинного зуба, при цьому кожний ріжучий зуб має від'ємний передній кут до - 25°, а кожен вторинний зуб має меншу висоту відносно до первинного на довжині зі змінним модулем зуба.
2. Шарошка за п. 1, яка відрізняється тим, що поверхня робочої частини додатково містить задану кількість лівосторонніх стружкових канавок, що утворюють відокремлені ріжучі зуби, які мають такі ж кути профілю зуба.
3. Шарошка за будь-яким з пп. 1-2, яка відрізняється тим, що її вершина має зрізану форму та не має радіуса.
4. Шарошка за будь-яким з пп. 1-3, яка відрізняється тим, що поверхня робочої частини має зносостійке покриття.
5. Шарошка за будь-яким з пп. 1-4, яка відрізняється тим, що хвостовик шарошки виготовлений з іншого матеріалу, а частина з твердого сплаву, що містить ріжучі зуби, має збільшену довжину.
Текст
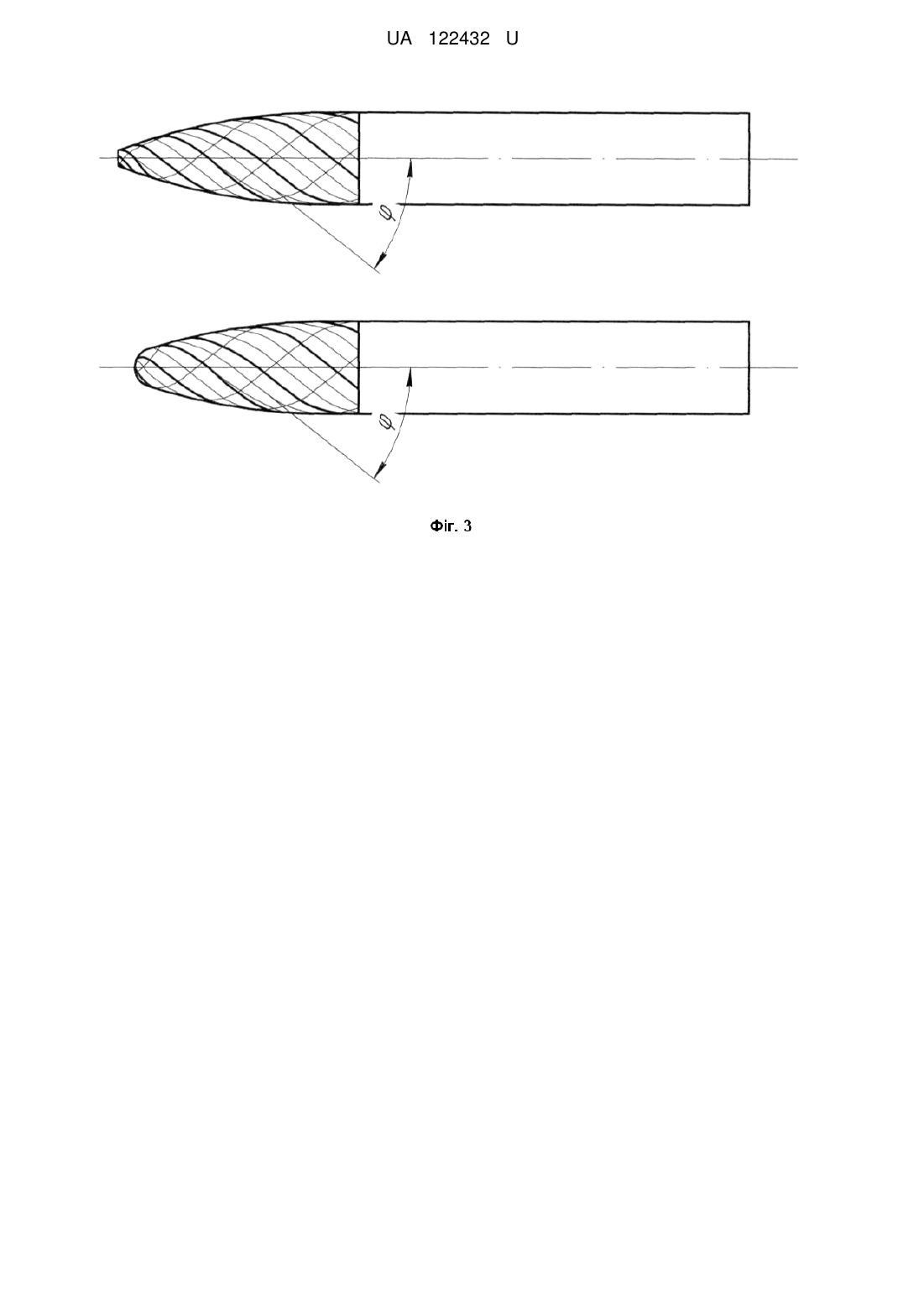
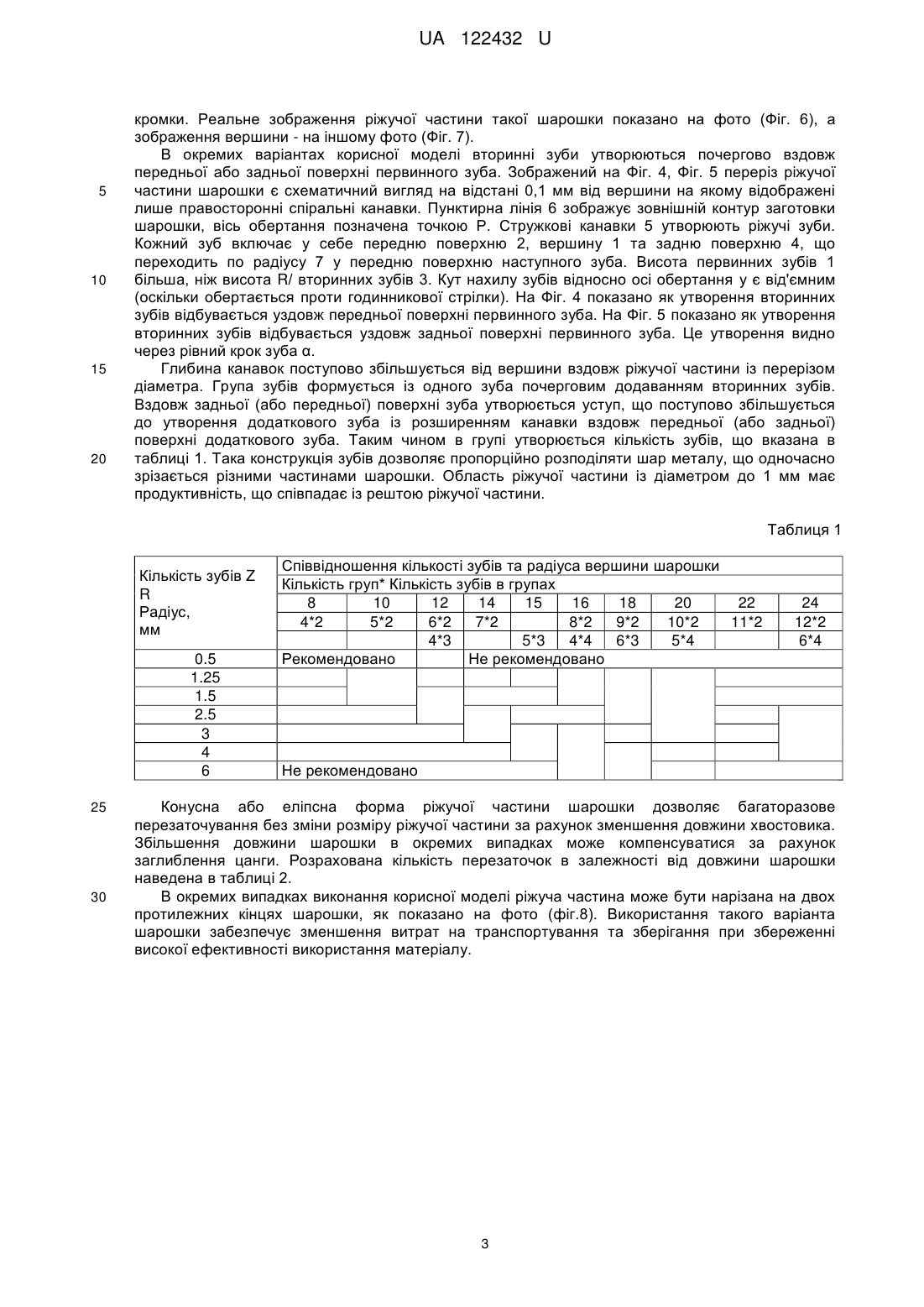
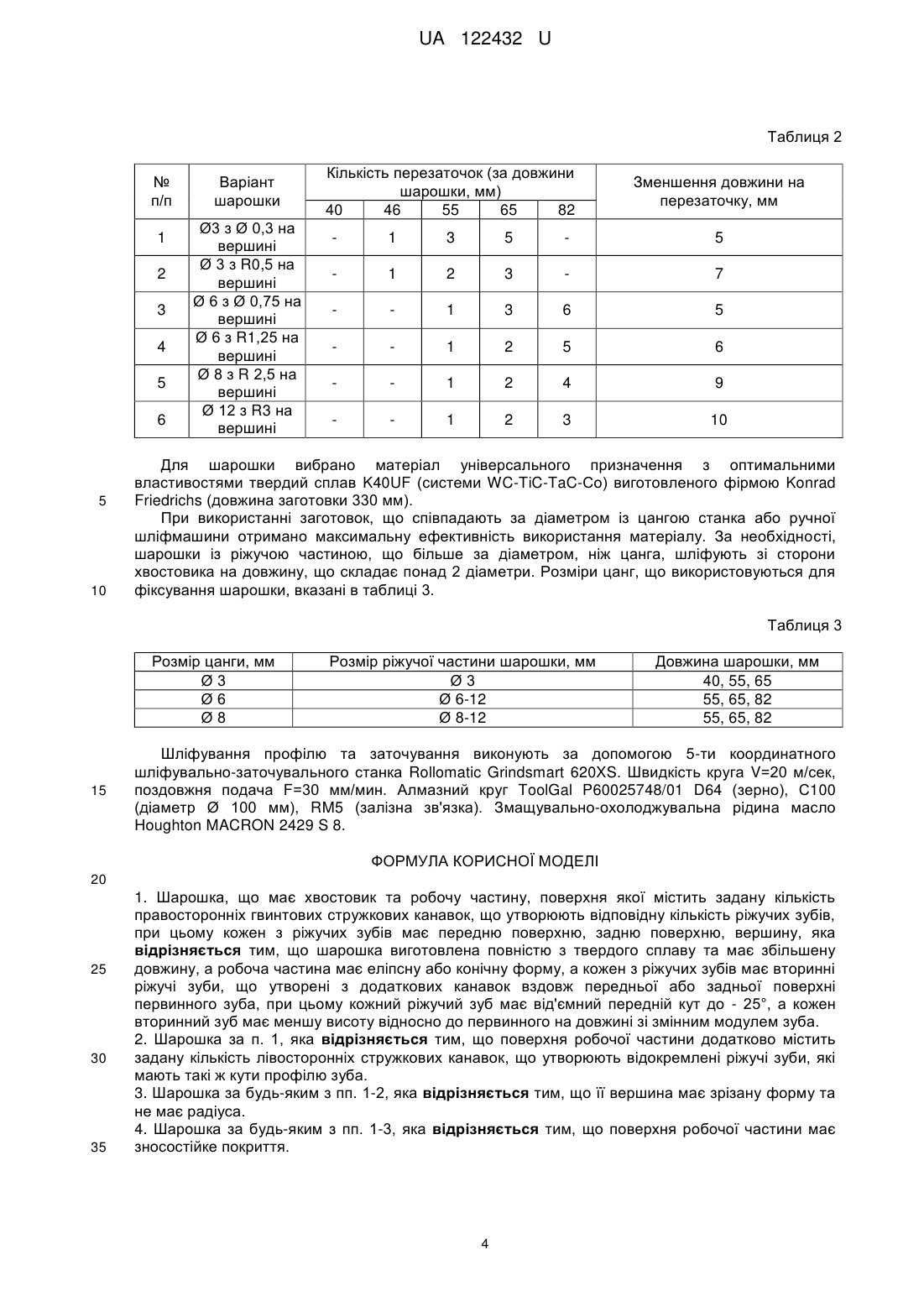
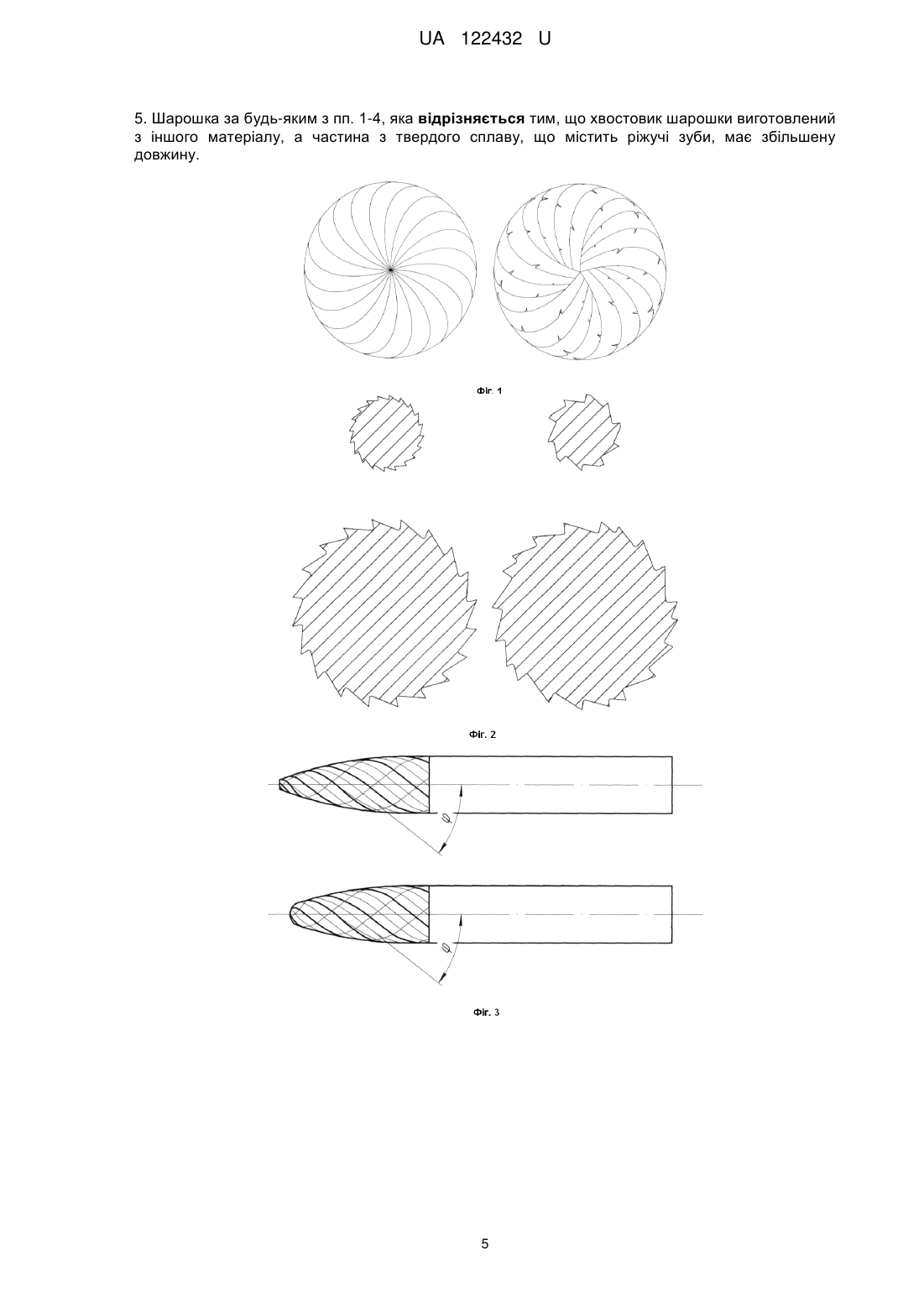
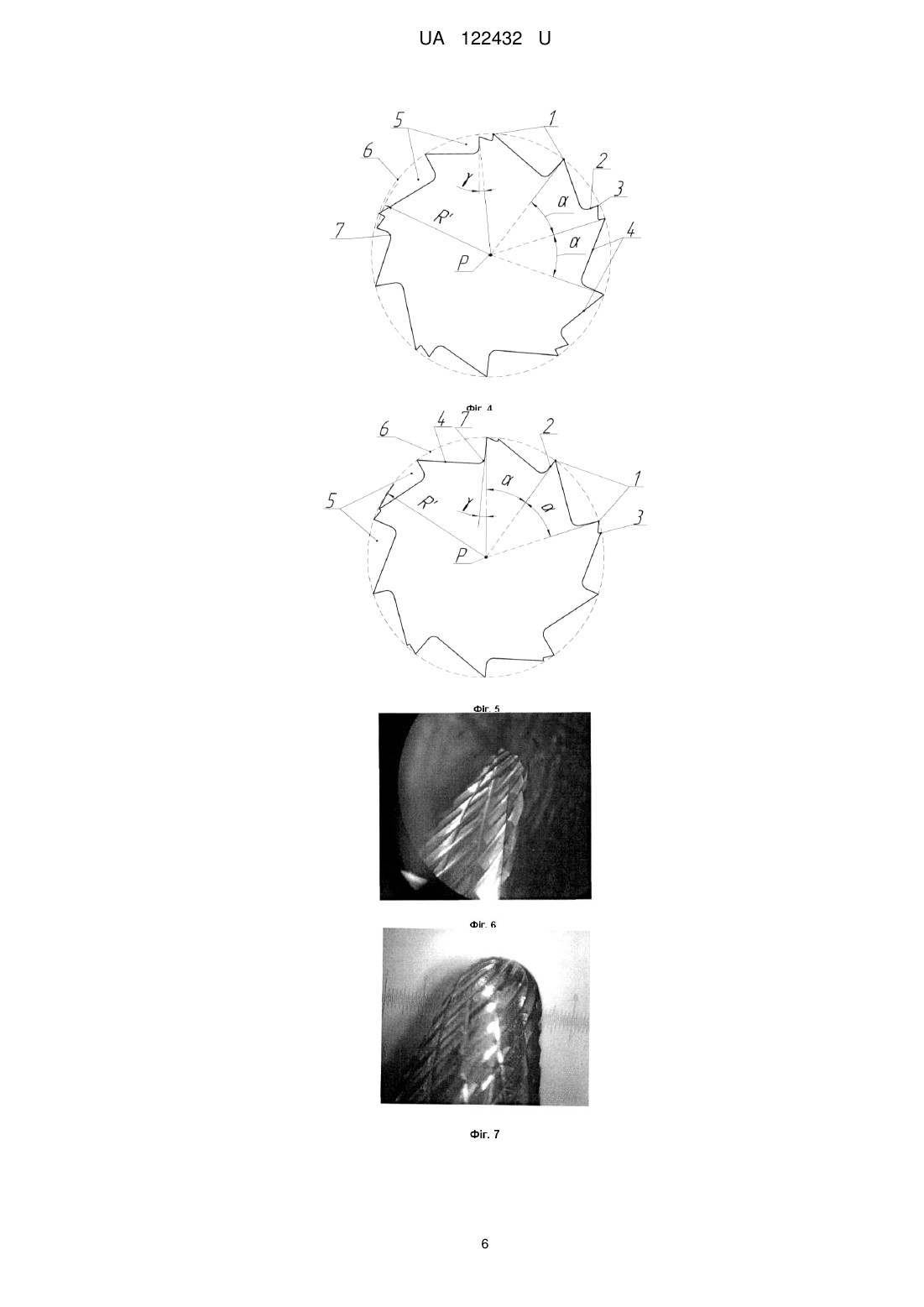
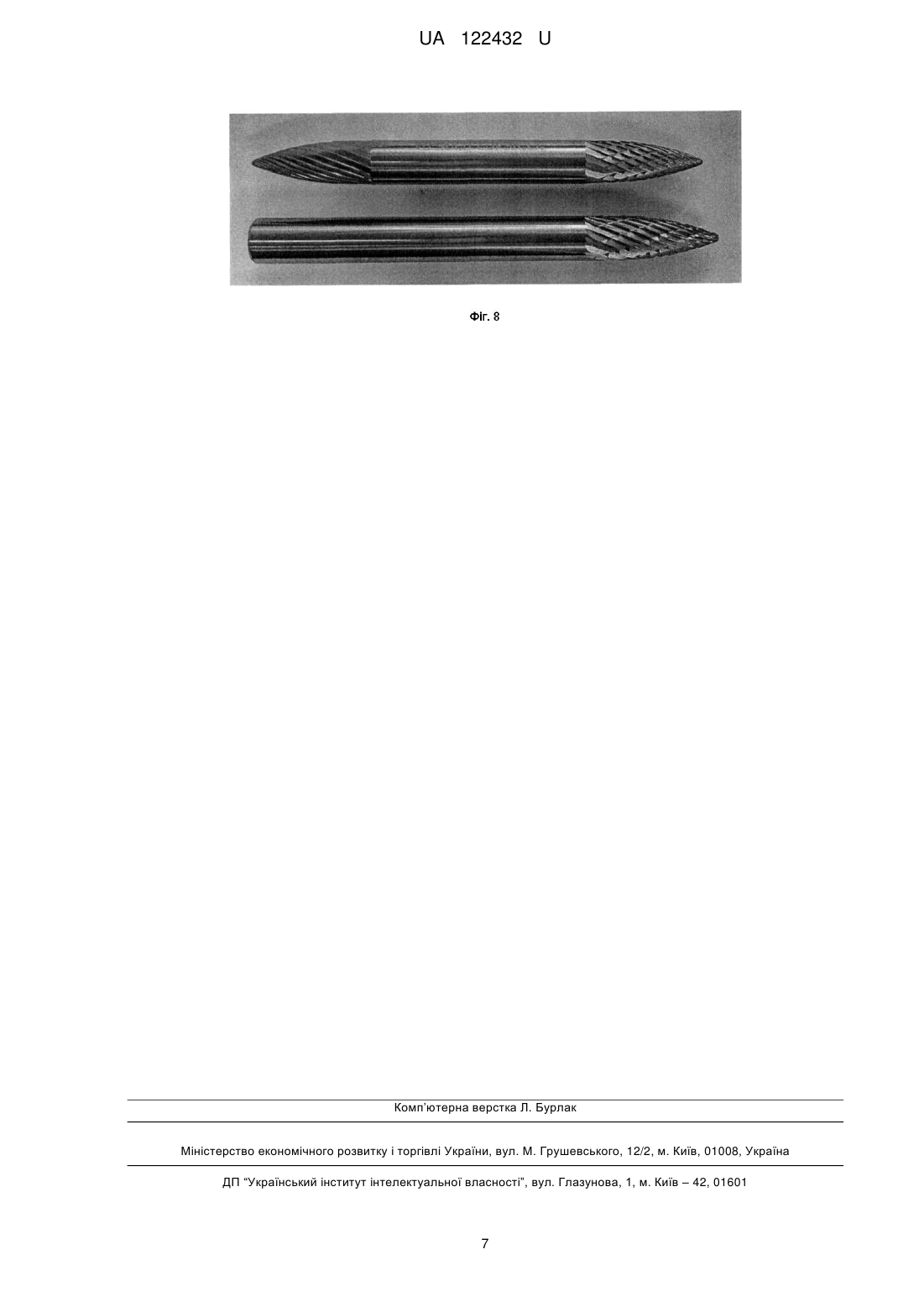
Реферат: Шарошка має хвостовик та робочу частину, поверхня якої містить задану кількість правосторонніх гвинтових стружкових канавок, що утворюють відповідну кількість ріжучих зубів, при цьому кожен із ріжучих зубів має передню поверхню, задню поверхню, вершину, причому шарошка виготовлена повністю з твердого сплаву та має збільшену довжину, а робоча частина має еліпсну або конічну форму, кожен з ріжучих зубів має вторинні ріжучі зуби, що утворені з додаткових канавок вздовж передньої або задньої поверхні первинного зуба, при цьому кожний ріжучий зуб має від'ємний передній кут до - 25°, а кожен вторинний зуб має меншу висоту відносно до первинного на довжині зі змінним модулем зуба. UA 122432 U (12) UA 122432 U UA 122432 U 5 10 15 20 25 30 35 40 45 50 55 Шарошка належить до галузі машинобудування, а саме - до ротаційного ріжучого інструмента, що використовують для видалення неоднорідностей з поверхонь литих або зварених деталей та для видалення грату (задирок) після іншої механічної обробки за допомогою ручного електричного, пневматичного інструмента або для фрезерування за допомогою фрезерувальних станків. Характерною ознакою шарошки є низька точність розмірів (діаметра, довжини ріжучої частини) та відсутність смужки (уступу на задній поверхні ріжучої кромки із меншим кутом відносно поверхні різання) у порівнянні із звичайними фрезами. Виходячи з цього шарошкою не обробляються поверхні із високою точністю розмірів (чистова обробка). Якість обробленої поверхні не перевищує 6 класу. Корисна модель пропонує шарошку, що виготовляється з цілої заготовки твердого сплаву або із заготовки з ріжучою частиною із твердого сплаву. Виготовлення шарошки здійснюється шліфуванням алмазними кругами з використанням змащувально-охолоджувальної рідини на 5ти координатних шліфувально-заточних станках. Відома конструкція ротаційного ріжучого інструмента із ступінчастим діаметром ріжучої частини [патент US 8226334 В2, опубл. 24.07.2012], ріжучі зуби якої розділені на чотири секції із різними радіусами. Ріжучі кромки є непереривними уздовж ріжучої частини та переходів між секціями. Кожна секція містить однакову кількість зубів (ріжучих кромок). Недоліками такої конструкції є складність виготовлення ріжучої частини з секторами, що потребує додаткових операцій для формування секторів та алмазний круг спеціальної геометрії. Продуктивність знижена через малу глибину канавок зубів кожної з секцій. Сумарна стійкість знижена через неможливість перезаточування без зміни розмірів ріжучої частини. Відома конструкція ротаційної фрези із зубами різного розміру (канавками різної глибини), розділеними на групи [заявка на винахід US 2004/0179904 Α1, опубл. 16.09.2004]. Зуби зі збільшеним об'ємом канавки забезпечують високу продуктивність, а зуби меншої висоти підвищують якість обробки поверхні. Недоліками такої конструкції є недостатня висота зубів через розміщення великої кількості зубів різної висоти біля вершини. Наслідком цього є низька стійкість вершини. Під час роботи шарошки відбувається швидке зношування ріжучих кромок через неефективне видалення продуктів різання. Найбільш близькою до запропонованої конструкції є ротаційна борфреза [патент RU 2470742 С2, опубл. 27.12.2012], що обрана за найближчий аналог. Ротаційна борфреза містить хвостовик і робочу частину, поверхня якої виконана із твердого сплаву і містить множину правобічних гвинтових стружкових канавок, що утворюють множину ріжучих зубів, при цьому кожний з ріжучих зубів містить передню поверхню, задню поверхню, вершину й додатний передній кут і не має радіальної фаски, розташованої на периферії робочої ділянки. Профіль ріжучої частини має форму у вигляді конуса, циліндра, сфери, овалу, зворотного конуса, конуса із сферичним кінцем, циліндра із сферичною вершиною, форми для зенкування, форми у вигляді полум'я та дерева. Ріжуча частина містить задану кількість ріжучих кромок, що продовжуються від вершини вздовж усієї ріжучої частини. Недоліком такої конструкції є додатний передній кут ріжучих кромок, що знижує міцність ріжучих кромок за рахунок зменшення перетину металу, що розсіює ударні хвилі в процесі різання. Вершина ріжучої частини має велику кількість зубів із зменшеною висотою, що характеризується низькою стійкістю та продуктивністю обробки вершиною шарошки. Всі форми, крім конусної, не дозволяють перезаточування із збереженням розміру ріжучої частини. Задачею корисної моделі є створення ротаційної шарошки з твердого сплаву, що може використовуватися для ефективної та економічно вигідної обробки (видалення задирок, зачищення зварних швів, тощо) деталей з важкооброблюваних матеріалів зі складними фасонними поверхнями, такими, як, наприклад, деталі ГТД. Сумарна ефективність та економічність шарошки забезпечується за рахунок підвищення стійкості ріжучої частини та неодноразового перезаточування. Зазначена задача вирішується наступним чином. Шарошка має хвостовик та робочу частину, поверхня якої містить задану кількість правосторонніх гвинтових стружкових канавок, що утворюють відповідну кількість ріжучих зубів, при цьому кожен із ріжучих зубів має передню поверхню, задню поверхню, вершину. Згідно з корисною моделлю шарошка виготовлена повністю із твердого сплаву та має збільшену довжину, а робоча частина має еліпсну або конічну форму. Кожен з ріжучих зубів, має вторинні ріжучі зуби, що утворені із додаткових канавок вздовж передньої або задньої поверхні первинного зуба, при цьому кожний ріжучий зуб має від'ємний передній кут до -25°, а кожен вторинний зуб має меншу висоту по відношенню до первинного на довжині зі змінним модулем зуба. 1 UA 122432 U 5 10 15 20 25 30 35 40 45 50 55 В преференційному варіанті використання корисної моделі поверхня робочої частини додатково містить задану кількість лівосторонніх стружкових канавок, що утворюють відокремлені ріжучі зуби, які мають такі ж кути профілю зуба. Основними ознаками корисної моделі, що впливають на технічний результат, є такі. Шарошка виготовлена повністю із твердого сплаву та має збільшену довжину, а ріжуча частина шарошки виконана еліпсної або конічної форми з описаним радіусом, що дозволяє робити її перезаточування при незмінній продуктивності обробки. Основною перевагою такої форми ріжучої частини шарошки є можливість неодноразового перезаточування без зміни геометрії ріжучої частини за рахунок використання збільшеної довжини хвостовика або частини із твердого сплаву, що підвищує сумарну ефективність та економічність шарошки при її використанні в умовах серійного виробництва. Шарошка еліпсної форми дозволяє розширити перелік видів оброблюваних поверхонь при використанні шарошки для обробки увігнутих поверхонь без зниження продуктивності (у порівнянні з циліндричними шарошками). Наприклад у виробництві спрямовуючих апаратів ГТД розповсюдженою проблемою є обробка простору між лопатками на внутрішній поверхні обода. Використання шарошки циліндричної є низькоефективним для такої обробки. На ріжучій частині шарошки відшліфовано правобічні або правобічні та лівобічні стружкові канавки, що утворюють групи ріжучих зубів. Група ріжучих зубів складається з первинного ріжучого зуба, та вторинних ріжучих зубів. Задача підвищення ефективності шарошки полягає у підтриманні оптимальної глибини стружкових канавок без зміни кутів нахилу зуба. Конструкція із групами зубів забезпечує постійну глибину стружкових канавок первинних зубів в групах за рахунок зменшення глибини стружкових канавок вторинних зубів. Найбільшою перевагою шарошки із групами зубів є забезпечення ефективної роботи вершиною. В конструкції груп зубів кожен вторинний зуб на довжині зі змінним модулем зуба має меншу висоту відносно до первинного, таким чином навантаження різання максимально рівномірно розподіляється між первинними та вторинними зубами впродовж усього періоду стійкості. Конструкція ріжучої частини шарошки із мінімальним від'ємним переднім кутом зубів дозволяє збільшити об'єм стружкової канавки та площу перерізу основи зуба у порівнянні із конструкцією із додатним переднім кутом. Необхідною умовою ефективної роботи такої конструкції є високий клас чистоти (шорсткість) поверхні сходу стружки або передньої поверхні зуба. Задовільна якість поверхні досягається за оптимальних режимів обробки на шліфувально-заточувальному станку та підготовленого шліфувального круга. Зуби порівну розподіляються на групи для балансування високошвидкісного різального інструмента. Необмежені окремі варіанти здійснення такі. Вершина шарошки може мати зрізану форму та не мати радіуса для можливості обробки важкодоступних ділянок. Шарошка може мати зносостійке покриття. Хвостовик шарошки може бути виготовлений із іншого матеріалу, а частина з твердого сплаву, що містить ріжучі зуби, мати збільшену довжину. Такий варіант також дозволяє перезаточувати інструмент. Суть корисної моделі пояснюється наступними графічними зображеннями: - фіг. 1 - вигляд спереду (вершина) прототипу (зліва) та шарошки за корисною моделлю (справа); - фіг. 2 - розріз ріжучої частини шарошки на відстані 0,1 та 1 мм від вершини прототипу (зліва) та шарошки за корисною моделлю (справа); - фіг. 3 - головний вигляд (збоку) шарошки за корисною моделлю; - фіг. 4 - геометрія (форма) ріжучих зубів з вторинними зубами уздовж передньої поверхні; - фіг. 5 - геометрія (форма) ріжучих зубів з вторинними зубами уздовж задньої поверхні; - фіг. 6 - фото фрагмента шарошки з правосторонніми та лівосторонніми зубами з ріжучою частиною в формі еліпса зі зрізаною вершиною; - фіг. 7 - фото вершини шарошки; - фіг. 8 - фото варіантів виконання шарошки з ріжучою частиною в формі еліпса. Конструкція ріжучої частини шарошки, створеної за корисною моделлю, стане зрозумілою при порівнянні з найближчим аналогом. На Фіг. 1 та Фіг. 2 представлено вигляд спереду та переріз ріжучої частини шарошки на відстані 0,1 та 1 мм від вершини. На Фіг. 3 поверхня ріжучої частини шарошки за корисною моделлю містить групи лівобічних та правобічних зубів (спіральних канавок). Нахил спіралі зубів позначений φ, і дорівнює 20-38°. Кут нахилу спіралі біля вершини збільшується на кут до 10° для підвищення гостроти ріжучої 2 UA 122432 U 5 10 15 20 кромки. Реальне зображення ріжучої частини такої шарошки показано на фото (Фіг. 6), а зображення вершини - на іншому фото (Фіг. 7). В окремих варіантах корисної моделі вторинні зуби утворюються почергово вздовж передньої або задньої поверхні первинного зуба. Зображений на Фіг. 4, Фіг. 5 переріз ріжучої частини шарошки є схематичний вигляд на відстані 0,1 мм від вершини на якому відображені лише правосторонні спіральні канавки. Пунктирна лінія 6 зображує зовнішній контур заготовки шарошки, вісь обертання позначена точкою Р. Стружкові канавки 5 утворюють ріжучі зуби. Кожний зуб включає у себе передню поверхню 2, вершину 1 та задню поверхню 4, що переходить по радіусу 7 у передню поверхню наступного зуба. Висота первинних зубів 1 більша, ніж висота R/ вторинних зубів 3. Кут нахилу зубів відносно осі обертання у є від'ємним (оскільки обертається проти годинникової стрілки). На Фіг. 4 показано як утворення вторинних зубів відбувається уздовж передньої поверхні первинного зуба. На Фіг. 5 показано як утворення вторинних зубів відбувається уздовж задньої поверхні первинного зуба. Це утворення видно через рівний крок зуба α. Глибина канавок поступово збільшується від вершини вздовж ріжучої частини із перерізом діаметра. Група зубів формується із одного зуба почерговим додаванням вторинних зубів. Вздовж задньої (або передньої) поверхні зуба утворюється уступ, що поступово збільшується до утворення додаткового зуба із розширенням канавки вздовж передньої (або задньої) поверхні додаткового зуба. Таким чином в групі утворюється кількість зубів, що вказана в таблиці 1. Така конструкція зубів дозволяє пропорційно розподіляти шар металу, що одночасно зрізається різними частинами шарошки. Область ріжучої частини із діаметром до 1 мм має продуктивність, що співпадає із рештою ріжучої частини. Таблиця 1 Кількість зубів Z R Радіус, мм 0.5 1.25 1.5 2.5 3 4 6 25 30 Співвідношення кількості зубів та радіуса вершини шарошки Кількість груп* Кількість зубів в групах 8 10 12 14 15 16 18 20 22 4*2 5*2 6*2 7*2 8*2 9*2 10*2 11*2 4*3 5*3 4*4 6*3 5*4 Рекомендовано Не рекомендовано 24 12*2 6*4 Не рекомендовано Конусна або еліпсна форма ріжучої частини шарошки дозволяє багаторазове перезаточування без зміни розміру ріжучої частини за рахунок зменшення довжини хвостовика. Збільшення довжини шарошки в окремих випадках може компенсуватися за рахунок заглиблення цанги. Розрахована кількість перезаточок в залежності від довжини шарошки наведена в таблиці 2. В окремих випадках виконання корисної моделі ріжуча частина може бути нарізана на двох протилежних кінцях шарошки, як показано на фото (фіг.8). Використання такого варіанта шарошки забезпечує зменшення витрат на транспортування та зберігання при збереженні високої ефективності використання матеріалу. 3 UA 122432 U Таблиця 2 № п/п 1 2 3 4 5 6 5 10 Варіант шарошки Ø3 з Ø 0,3 на вершині Ø 3 з R0,5 на вершині Ø 6 з Ø 0,75 на вершині Ø 6 з R1,25 на вершині Ø 8 з R 2,5 на вершині Ø 12 з R3 на вершині Кількість перезаточок (за довжини шарошки, мм) 40 46 55 65 82 Зменшення довжини на перезаточку, мм 1 3 5 5 1 2 3 7 1 3 6 5 1 2 5 6 1 2 4 9 1 2 3 10 Для шарошки вибрано матеріал універсального призначення з оптимальними властивостями твердий сплав K40UF (системи WC-TiC-TaC-Со) виготовленого фірмою Konrad Friedrichs (довжина заготовки 330 мм). При використанні заготовок, що співпадають за діаметром із цангою станка або ручної шліфмашини отримано максимальну ефективність використання матеріалу. За необхідності, шарошки із ріжучою частиною, що більше за діаметром, ніж цанга, шліфують зі сторони хвостовика на довжину, що складає понад 2 діаметри. Розміри цанг, що використовуються для фіксування шарошки, вказані в таблиці 3. Таблиця 3 Розмір цанги, мм Ø3 Ø6 Ø8 15 Розмір ріжучої частини шарошки, мм Ø3 Ø 6-12 Ø 8-12 Довжина шарошки, мм 40, 55, 65 55, 65, 82 55, 65, 82 Шліфування профілю та заточування виконують за допомогою 5-ти координатного шліфувально-заточувального станка Rollomatic Grindsmart 620XS. Швидкість круга V=20 м/сек, поздовжня подача F=30 мм/мин. Алмазний круг ToolGal P60025748/01 D64 (зерно), С100 (діаметр Ø 100 мм), RM5 (залізна зв'язка). Змащувально-охолоджувальна рідина масло Houghton MACRON 2429 S 8. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 35 1. Шарошка, що має хвостовик та робочу частину, поверхня якої містить задану кількість правосторонніх гвинтових стружкових канавок, що утворюють відповідну кількість ріжучих зубів, при цьому кожен з ріжучих зубів має передню поверхню, задню поверхню, вершину, яка відрізняється тим, що шарошка виготовлена повністю з твердого сплаву та має збільшену довжину, а робоча частина має еліпсну або конічну форму, а кожен з ріжучих зубів має вторинні ріжучі зуби, що утворені з додаткових канавок вздовж передньої або задньої поверхні первинного зуба, при цьому кожний ріжучий зуб має від'ємний передній кут до - 25°, а кожен вторинний зуб має меншу висоту відносно до первинного на довжині зі змінним модулем зуба. 2. Шарошка за п. 1, яка відрізняється тим, що поверхня робочої частини додатково містить задану кількість лівосторонніх стружкових канавок, що утворюють відокремлені ріжучі зуби, які мають такі ж кути профілю зуба. 3. Шарошка за будь-яким з пп. 1-2, яка відрізняється тим, що її вершина має зрізану форму та не має радіуса. 4. Шарошка за будь-яким з пп. 1-3, яка відрізняється тим, що поверхня робочої частини має зносостійке покриття. 4 UA 122432 U 5. Шарошка за будь-яким з пп. 1-4, яка відрізняється тим, що хвостовик шарошки виготовлений з іншого матеріалу, а частина з твердого сплаву, що містить ріжучі зуби, має збільшену довжину. 5 UA 122432 U 6 UA 122432 U Комп’ютерна верстка Л. Бурлак Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23C 3/13, B23C 5/10, B23C 5/04, B23C 3/14
Мітки: сплаву, твердого, шарошка
Код посилання
<a href="https://ua.patents.su/9-122432-sharoshka-z-tverdogo-splavu.html" target="_blank" rel="follow" title="База патентів України">Шарошка з твердого сплаву</a>
Шарошка бурового долота

Номер патенту: 2730
Опубліковано: 26.12.1994
Автори: Ваврин Антон Павлович, Гук Роман Йосипович, Поздняков Віктор Іванович, Якимчук Ульян Никифорович
МПК: E21B 10/16
Мітки: долота, бурового, шарошка
Формула / Реферат:
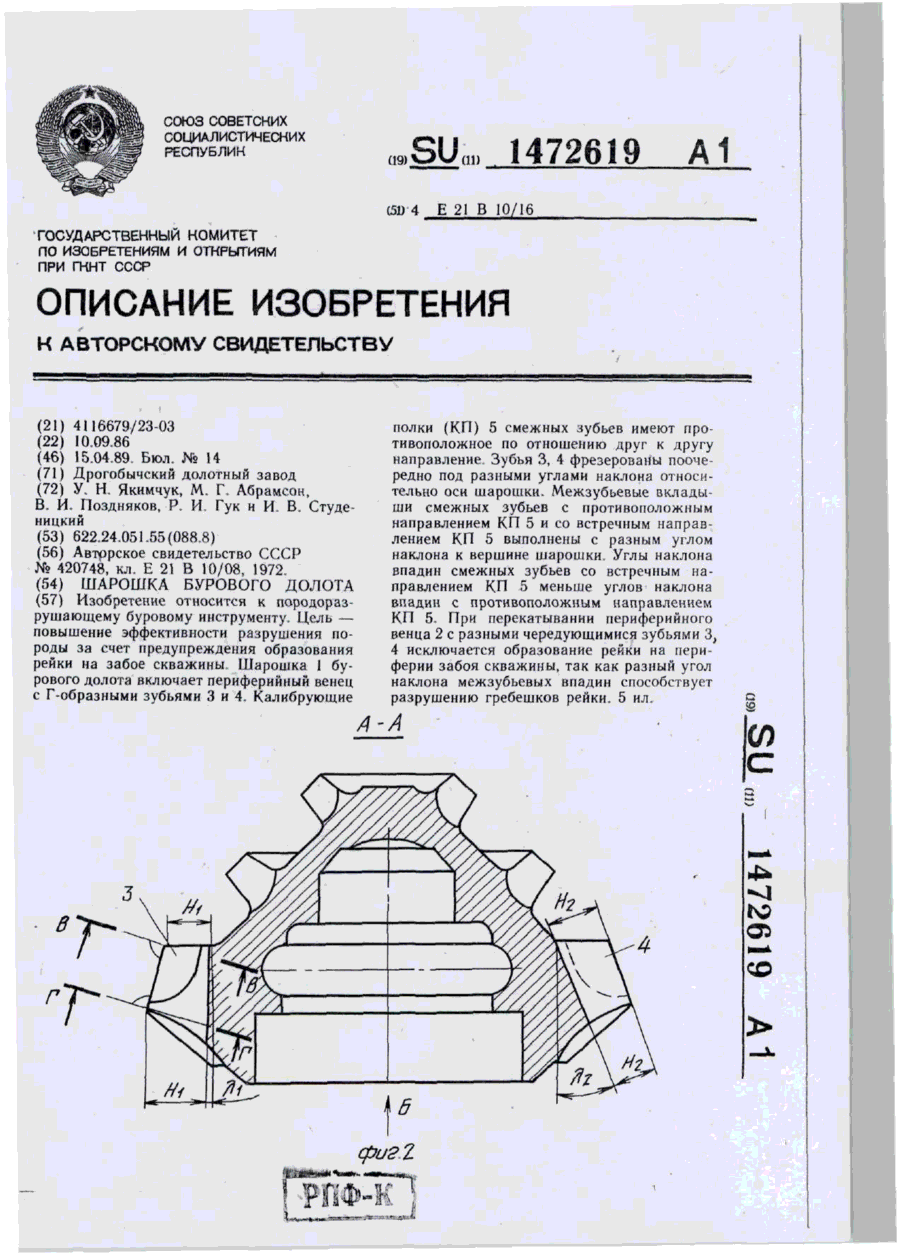
1. Шарошка бурового долота, содержащая на основных венцах асимметричные с основаниями зубья, образованные сбегающей и набегающей гранями, и впадины между зубьями с плоскостью симметрии двугранного угла, образованного сбегающей гранью предыдущего зуба и набегающей грайью последующего зуба, смещенной против хода вращения шарошки, отличающаяся тем, что, с целью повышения технологичности изготовления шарошки, плоскость симметрии двугранного...
Шарошка бурового долота
Номер патенту: 1983
Опубліковано: 20.12.1994
Автори: Гук Роман Йосипович, Абрамсон Михайло Григорійович, Поздняков Віктор Іванович, Якимчук Ульян Никифорович, Студеницький Іван Васильович
МПК: E21B 10/16
Мітки: долота, шарошка, бурового
Формула / Реферат:
Шарошка бурового долота, содержащая периферийный венец с Г-образными зубьями, калибрующие полки смежных зубьев которых имеют противоположное по отношению друг к другу направление, отличающаяся тем, что, с целью повышения эффективности разрушения породы за счет предупреждения образования рейки на забое скважины, межзубьевые впадины смежных зубьев с противоположным направлением калибрующих полок и со встречным направлением полок выполнены с...
Шарошка бурового долота
Номер патенту: 1127
Опубліковано: 30.12.1993
Автори: Якимчук Ульян Никифорович, Ваврин Антон Павлович, Басанов Юрій Іванович, Ілик Теофіль Якимович
МПК: E21B 10/16
Мітки: бурового, шарошка, долота
Формула / Реферат:
Формула изобретенияШарошка бурового долота, содержащая основной венец и калибрующий венец с обратным конусом, отличающаяся тем, что, с целью повышения производительности работы долота за счет исключения образования «рейки» на забое, калибрующий венец дополнительно имеет конус с углом при вершине, равным величине двойного угла наклона оси шарошки относительно горизонтали, а диаметр окружности дополнительного конуса в месте пересечения с...
Шарошка для буріння м’яких порід
Номер патенту: 2424
Опубліковано: 26.12.1994
Автори: Льонгер Броніслав Дмитрович, Пятибратов Максим Андрійович, Білозір Роман Михайлович, Кацов Константин Борисович, Кантор Семен Ісаакович
МПК: E21B 10/16
Мітки: порід, буріння, м'яких, шарошка
Формула / Реферат:
Шарошка для бурения мягких пород, содержащая корпус, расположенные на корпусе зубчатые венцы, по меньшей мере на одном из которых зубья клинообразные с углом заострения и с постоянным притуплением вершины, а междузубцовые впадины с наклонным дном, отличающаяся тем, что, с целью повышения эффективности бурения путем уменьшения усилия внедрения и улучшения удаления шлама, зубья выполнены с углом при основании, вершина которого расположена на...
Шарошка бурового долота та пристрій для її виготовлення
Номер патенту: 5649
Опубліковано: 28.12.1994
Автори: Гук Роман Йосипович, Якимчук Ульян Никифорович, Плесканка Мирослав Осипович, Поздняков Віктор Іванович
МПК: E21B 10/16
Мітки: долота, бурового, виготовлення, шарошка, пристрій
Формула / Реферат:
1. Шарошка бурового долота, содержащая корпус и фрезерованные зубья с боковыми поверхностями, режущей кромкой и углом заострения, расположенные на основных и периферийных венцах, отличающаяся тем, что зубья на всех венцах выполнены с одинаковым углом заострения и режущей кромкой, параллельной основанию зуба.2. Устройство для изготовления шарошки бурового долота, содержащее дисковую угловую фрезу, установленную под углом к оси шарошки,...
Попередній патент: Куртка польова для військовослужбовців
Наступний патент: Магнітний підшипник мпа-3
Випадковий патент: Спосіб антирефлюксного холедоходуоденоанастомозу