Спосіб виготовлення високоміцних виробів

Текст
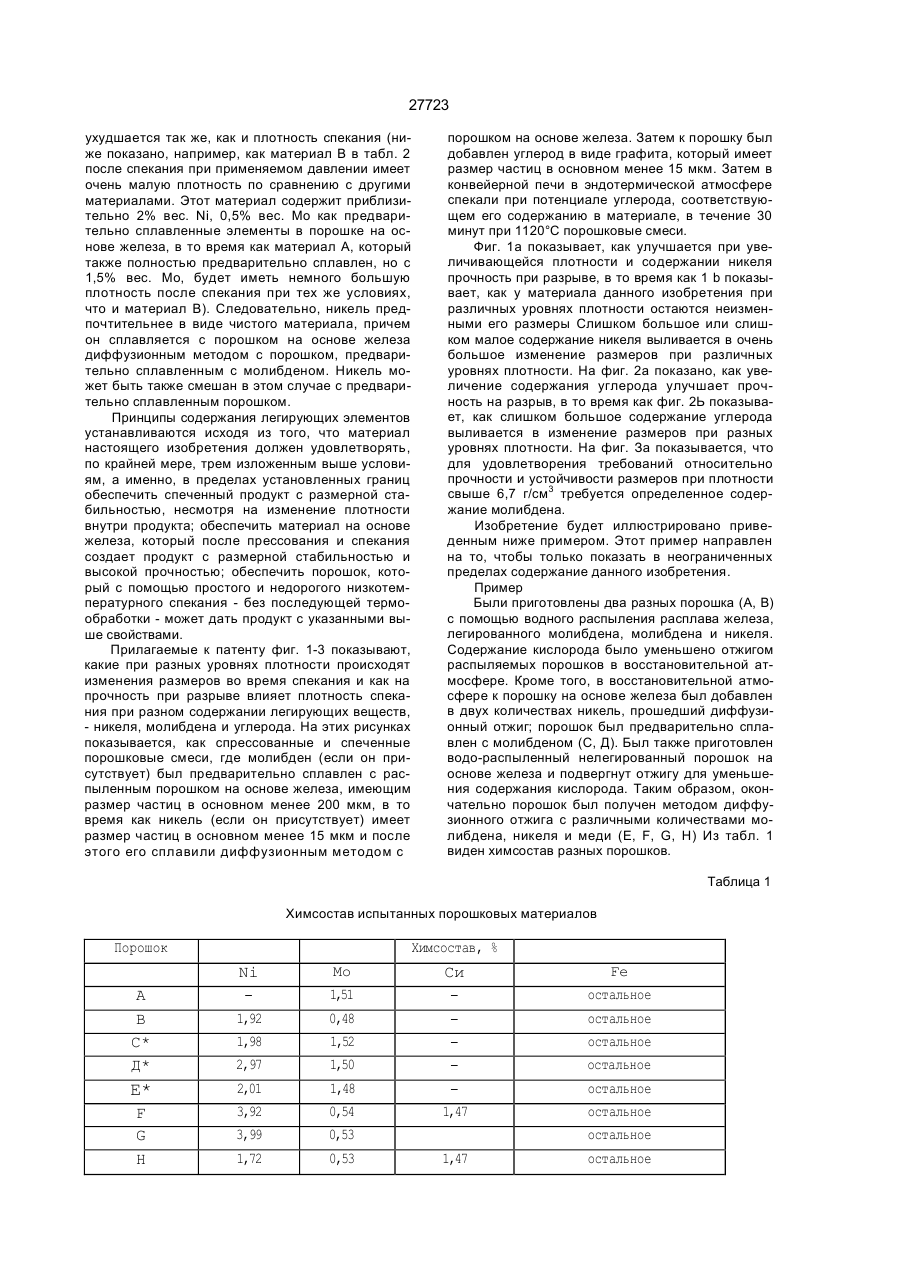
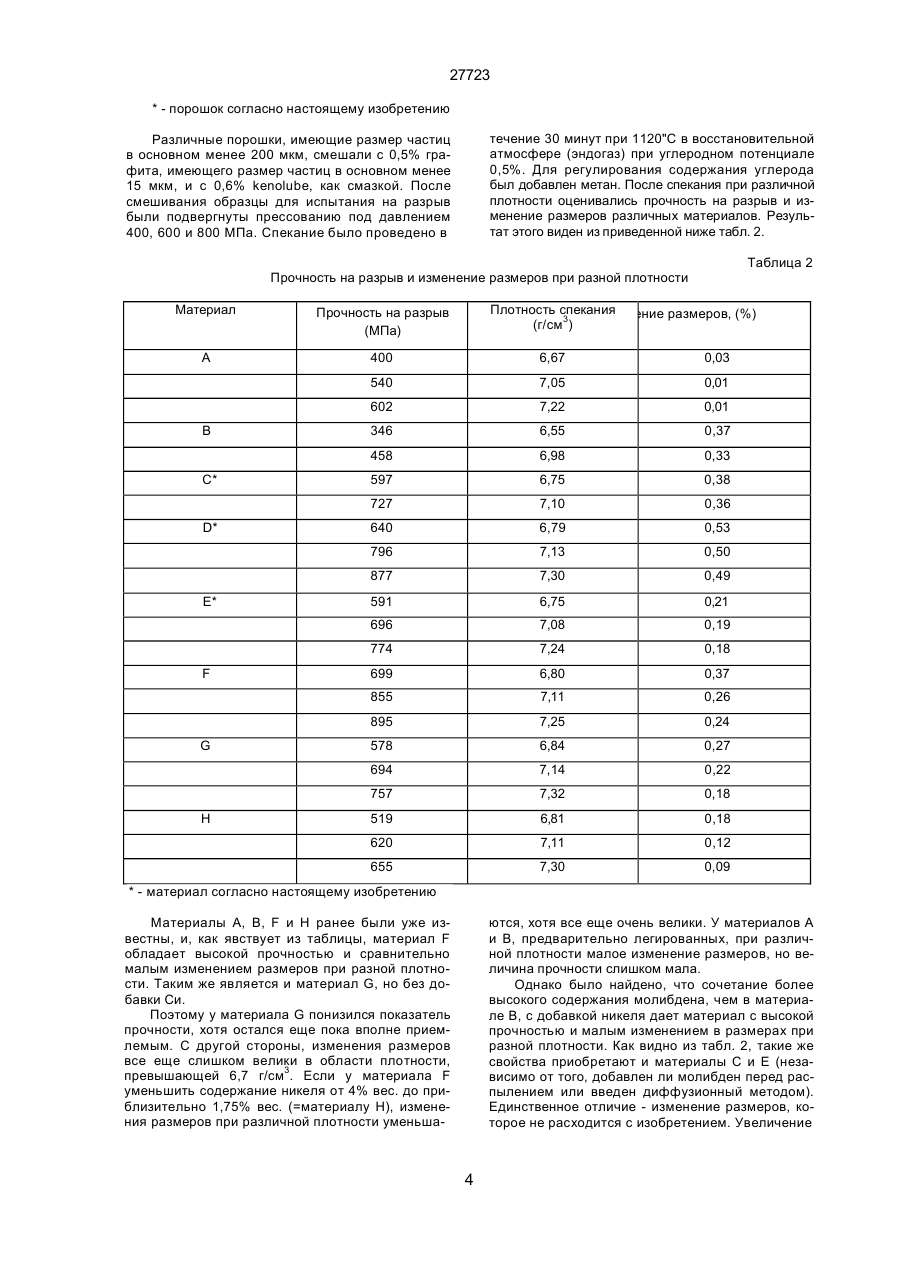
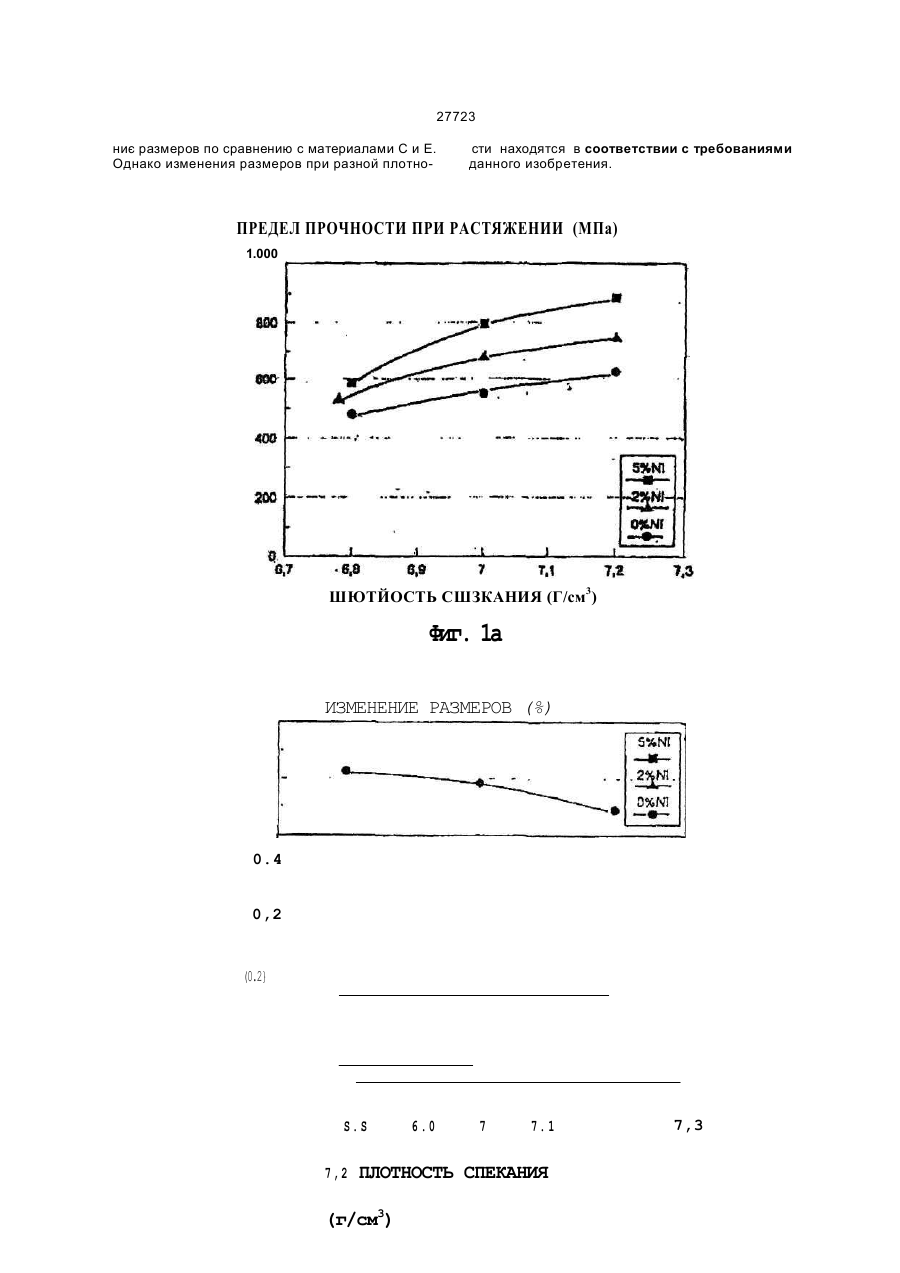
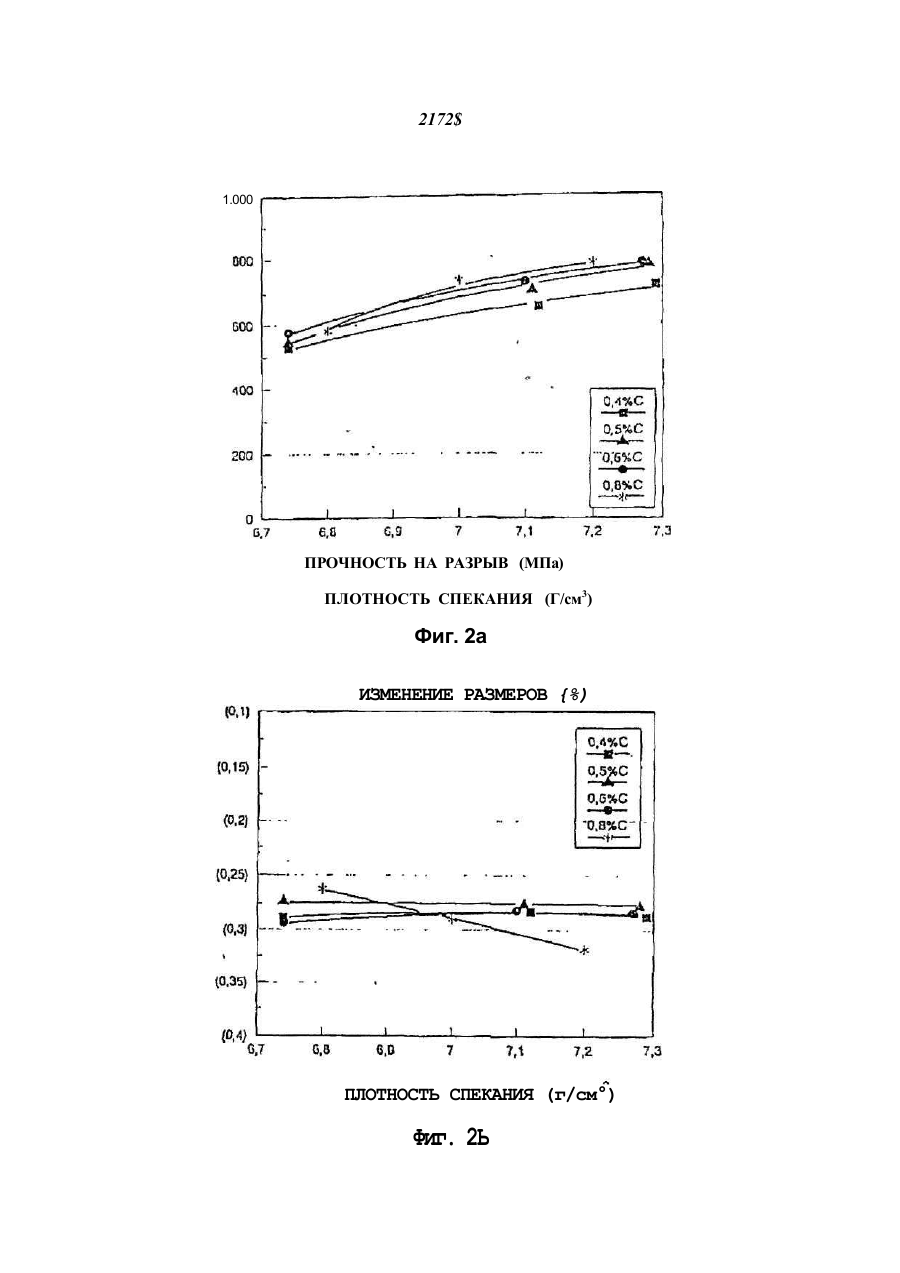
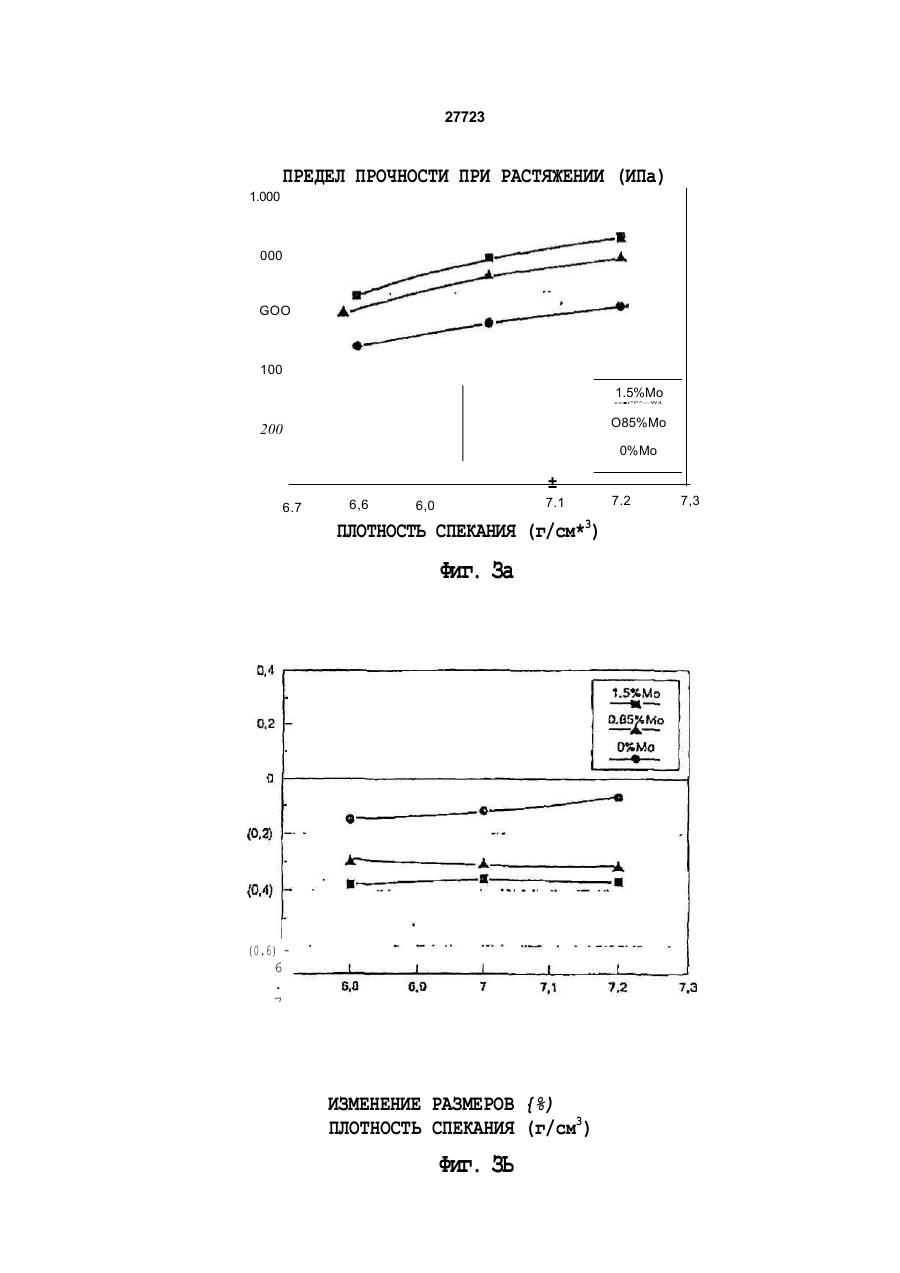
1. Способ изготовления высокопрочных изде лий, включающий приготовление железного по рошка и соединение его с порошком Ni и Мо путем диффузионного легирования или смешивания, либо приготовление расплава Fe с Мо, который путем водного распыления превращают в порошок Настоящее изобретение относится к порошку на основе железа, который после прессования и спекания дает продукт с размерной стабильностью, то есть продукт, которому присуще одинаковое изменение размеров также в случае изменения плотности локального характера. Главное преимущество процессов порошковой металлургии по сравнению с традиционной технологией заключается в том, что компоненты различной сложности можно подвергать спеканию в окончательной форме сразу же после прессования порошка и, следовательно, требуется в сравнительно ограниченной степени производить последующую обработку по сравнению, например, с традиционной стальной заготовкой. Кроме того, в разработке новых порошковых материалов ставится цель обеспечить во время спекания малое изменение размеров, так как на практике, как установлено, трудно поддержать стабильность размеров, если размерные изменения значительны. Особенно это важно в случае высокопрочных материалов, в которых после спекания трудно получить нужные размеры. Поэтому важно, чтобы изменение размеров было минимальным и не зависело по возможности от изменения параметров обработки, продолжительности спекания, содержания углерода, распределения легирующих добавок. В 70-х годах при разработке высокопрочных с последующим соединением его с порошком Ni путем диффузионного легирования или смешивания, добавление к полученному порошку углерода, с получением состава, содержащего, вес.%: Ni 0,50-4,50 Мо 0,65-2,25 С 0,35-0,65 примеси менее 2, предпочтительно менее 1, Fe остальное, прессование его и спекание, отличающийся тем, что спекание осуществляют при температуре 1070оС-1150°С. 2. Способ по п. 1, отличающийся тем, что до прессования в состав вводят смазку. 3. Способ по п. 1 или 2, отличающийся тем, что спекание проводят менее чем один час. материалов диффузионного легирования главной целью было добиться по возможности независящей от этих переменных параметров размерности. С помощью технологии диффузионного легирования получается неравномерное распределение легирующих элементов: Ni, Си, Мо, и содержание этих веществ может быть так подобрано, чтобы изменения других параметров процесса продолжительности, температуры и содержания углерода - мало влияли на изменение размеров. Но, с другой стороны, было найдено, что для этих материалов при различных уровнях плотности изменение размеров не является постоянной величиной. При уплотнении порошковых смесей плотность фактически может значительно изменяться внутри уплотненного компонента и, в частности, если геометрическая форма является сложной. Например, на практике разность в плотности около 0,4 г/см3 совсем не является необычной. Это, в свою очередь, может дать начало различным локальным изменениям размеров во время спекания; таким образом, это приводит к "короблению" материала, что может означать, что его следует забраковать. Одна цель настоящего изобретения - получение продукта с устойчивыми размерами. Выражение "размерностабильный", используемое в этом ем О со" со см см 27723 контексте, означает, что продукт, несмотря на внутренние различия плотности, подвергается все время одинаковому изменению в размерах. Таким образом, согласно данному изобретению, получают продукт, который, хотя и демонстрирует внутренние изменения плотности, имеет изменения размеров в среднем не более, чем на 0,07%, предпочтительно не более 0,05%, при минимальной плотности около 6,7 г/см , особенно при плотности в пределах 6,8-7,2 г/см3. Однако во время процесса спекания изменение размеров не должно быть нулевым, поскольку прессовый инструмент уже на стадии конструирования отрегулирован на определенный размер так, чтобы после спекания получить правильную форму. Другая цель настоящего изобретения - получение материала на основе железного порошка, который после уплотнения и спекания дает продукт с размерной стабильностью и высокой прочностью. Например, согласно данному изобретению, возможно получить материал из порошка на основе железа, который дал бы спеченные изделия с высокой прочностью выше 450 МПа, особенно в пределах 500-1000 МПа, предпочтительно в пределах 550-950 МПа, без проведения последующей термической обработки спеченных изделий. Есть еще одна цель настоящего изобретения получение порошка, из которого с помощью простого и недорогого низкотемпературного процесса спекания производят продукт с указанными выше свойствами. Данное изобретение включает в себя также такие порошки, которые после прессования и спекания демонстрируют не только хорошие устойчивые размеры и высокую прочность, но также высокую усталостную прочность. В этих порошках содержание никеля сравнительно больше и предпочтительно находится в пределах 2-4,5% вес. Согласно изобретению, этих целей можно достичь, используя порошок, который, кроме железа, содержит 0,5-4,5% вес. никеля, 0,65-2,25% вес. молибдена и 0,35-0,65% вес. углерода. Изобретение также направлено на получение из объявленных композиций изделия и на метод получения изделий на основе этих композиций. Более того, изобретение относится к применению составов порошков для получения спеченных деталей. Другие особенности данного изобретения перечислены в прилагаемой формуле изобретения. Составы, содержащие компоненты Fe, Mi и Mo приблизительно в таких же количествах, как в настоящем изобретении, ранее уже были известны [1]. Эти известные композиции предназначены для получения продуктов, которые после спекания и термообработки (закалки и отпуска) отличаются очень высокой прочностью и большой твердостью. Однако публикации ЕР не содержат какой-либо информации или указаний на какие-либо особые преимущества этих порошковых составов при использовании их для получения продуктов с размерной стабильностью и высокой прочностью, с помощью простого спекания без какой-либо последующей термообработки. Поскольку хорошо известно, что размерная точность ослабляется при термообработке, то методом, описанным в [1], невозможно достичь цели данного изобретения. Известны порошковые составы, включающие в себя Ш и Мо в таких количествах, которые ставят порошковые составы в предложенные в этом патенте рамки [2]. Однако эти составы, описанные, включают в себя Мп как обязательный компонент, тогда как всякий Мп, присутствующий в порошковой композиции является нежелательной примесью. Соответственно, согласно данному изобретению, предпочтительно, чтобы содержание Мп было минимальным и составляло бы менее 0,3% вес, предпочтительно менее 0,1% вес. Там же далее упоминается о порошках Ni, Mn, Мо и Fe как о полностью предварительно сплавленных порошках. Согласно изобретению, порошковые составы хорошо подходят для применения для так называемого низкотемпературного спекания, которое означает спекание при температурах ниже 1150°С. Такое спекание можно применять в конвейерных печах. Спекание в таких печах занимает обычно не более 1 часа при температуре приблизительно 1120-1140°С, обычно от 20 до 40 минут. Прежде, чем порошковые составы попадают в печь спекания, они сначала смешиваются со смазкой и после этого формуются под большим давлением прессовым устройством. Для высокопрочных изделий это давление на практике составляет приблизительно 600 МПа. Согласно изобретению, предпочтение отдается порошковым составам, в которых содержание никеля изменяется от 1 до 3% вес, молибдена от 0,8 до 2% вес. До сих пор наилучшие результаты достигались составами, в которых содержание никеля больше содержания молибдена, в особенности предпочтительными являются составы с содержанием 1,5% вес. молибдена и около 2% вес. никеля. Для изделия, от которого требуется большая усталостная прочность, количество никеля должно быть выше, предпочтительно от 2 до 4% вес Кроме указанных веществ, порошковые композиции могут содержать примеси, количество которых должно быть возможно меньшим. Примерами примесей в составах, согласно данному изобретению, могут служить медь, вольфрам и фосфор, которые нарушают размерную стабильность. Другими примесями, неблагоприятно воздействующими на спеченный продукт из-за окисления, являются хром, марганец, кремний и алюминий. Общее содержание примесей следует поддерживать на уровне менее 2% вес, предпочтительно менее 1% вес. Кроме того, порошковый состав, согласно данному изобретению, может содержать по выбору смазочный материал, известный специалистам в этой области. В особенно предпочтительном варианте данного изобретения молибден присутствует в твердом растворе в воднораспыленном порошке на основе железа. В этом варианте порошок придает спекаемым изделиям более однородную структуру на микроуровне по сравнению с порошками, в которых молибден не сплавляется предварительно с железом. Но в то же время на плотность после спекания незначительно влияет предварительное сплавление молибдена с железом. Если, с другой стороны, в твердом растворе присутствует никель в порошке на основе железа, то прессуемость материала 27723 ухудшается так же, как и плотность спекания (ниже показано, например, как материал В в табл. 2 после спекания при применяемом давлении имеет очень малую плотность по сравнению с другими материалами. Этот материал содержит приблизительно 2% вес. Ni, 0,5% вес. Мо как предварительно сплавленные элементы в порошке на основе железа, в то время как материал А, который также полностью предварительно сплавлен, но с 1,5% вес. Мо, будет иметь немного большую плотность после спекания при тех же условиях, что и материал В). Следовательно, никель предпочтительнее в виде чистого материала, причем он сплавляется с порошком на основе железа диффузионным методом с порошком, предварительно сплавленным с молибденом. Никель может быть также смешан в этом случае с предварительно сплавленным порошком. Принципы содержания легирующих элементов устанавливаются исходя из того, что материал настоящего изобретения должен удовлетворять, по крайней мере, трем изложенным выше условиям, а именно, в пределах установленных границ обеспечить спеченный продукт с размерной стабильностью, несмотря на изменение плотности внутри продукта; обеспечить материал на основе железа, который после прессования и спекания создает продукт с размерной стабильностью и высокой прочностью; обеспечить порошок, который с помощью простого и недорогого низкотемпературного спекания - без последующей термообработки - может дать продукт с указанными выше свойствами. Прилагаемые к патенту фиг. 1-3 показывают, какие при разных уровнях плотности происходят изменения размеров во время спекания и как на прочность при разрыве влияет плотность спекания при разном содержании легирующих веществ, - никеля, молибдена и углерода. На этих рисунках показывается, как спрессованные и спеченные порошковые смеси, где молибден (если он присутствует) был предварительно сплавлен с распыленным порошком на основе железа, имеющим размер частиц в основном менее 200 мкм, в то время как никель (если он присутствует) имеет размер частиц в основном менее 15 мкм и после этого его сплавили диффузионным методом с порошком на основе железа. Затем к порошку был добавлен углерод в виде графита, который имеет размер частиц в основном менее 15 мкм. Затем в конвейерной печи в эндотермической атмосфере спекали при потенциале углерода, соответствующем его содержанию в материале, в течение 30 минут при 1120°С порошковые смеси. Фиг. 1а показывает, как улучшается при увеличивающейся плотности и содержании никеля прочность при разрыве, в то время как 1 b показывает, как у материала данного изобретения при различных уровнях плотности остаются неизменными его размеры Слишком большое или слишком малое содержание никеля выливается в очень большое изменение размеров при различных уровнях плотности. На фиг. 2а показано, как увеличение содержания углерода улучшает прочность на разрыв, в то время как фиг. 2Ь показывает, как слишком большое содержание углерода выливается в изменение размеров при разных уровнях плотности. На фиг. За показывается, что для удовлетворения требований относительно прочности и устойчивости размеров при плотности свыше 6,7 г/см3 требуется определенное содержание молибдена. Изобретение будет иллюстрировано приведенным ниже примером. Этот пример направлен на то, чтобы только показать в неограниченных пределах содержание данного изобретения. Пример Были приготовлены два разных порошка (А, В) с помощью водного распыления расплава железа, легированного молибдена, молибдена и никеля. Содержание кислорода было уменьшено отжигом распыляемых порошков в восстановительной атмосфере. Кроме того, в восстановительной атмосфере к порошку на основе железа был добавлен в двух количествах никель, прошедший диффузионный отжиг; порошок был предварительно сплавлен с молибденом (С, Д). Был также приготовлен водо-распыленный нелегированный порошок на основе железа и подвергнут отжигу для уменьшения содержания кислорода. Таким образом, окончательно порошок был получен методом диффузионного отжига с различными количествами молибдена, никеля и меди (Е, F, G, Н) Из табл. 1 виден химсостав разных порошков. Таблица 1 Химсостав испытанных порошковых материалов Порошок Химсостав, % Ni А В С* Д* 1,92 0,48 1,98 2,97 1,52 1,50 Е* 2,01 1,48 Си 1,51 F G Н 3,92 0,54 1,47 3,99 0,53 1,72 0,53 Мо Fe остальное остальное остальное остальное остальное остальное остальное 1,47 остальное 27723 * - порошок согласно настоящему изобретению течение 30 минут при 1120"С в восстановительной атмосфере (эндогаз) при углеродном потенциале 0,5%. Для регулирования содержания углерода был добавлен метан. После спекания при различной плотности оценивались прочность на разрыв и изменение размеров различных материалов. Результат этого виден из приведенной ниже табл. 2. Различные порошки, имеющие размер частиц в основном менее 200 мкм, смешали с 0,5% графита, имеющего размер частиц в основном менее 15 мкм, и с 0,6% kenolube, как смазкой. После смешивания образцы для испытания на разрыв были подвергнуты прессованию под давлением 400, 600 и 800 МПа. Спекание было проведено в Таблица 2 Прочность на разрыв и изменение размеров при разной плотности Материал Прочность на разрыв (МПа) А 400 6,67 540 7,05 0,01 602 7,22 0,01 346 6,55 0,37 458 6,98 0,33 597 6,75 0,38 727 7,10 0,36 640 6,79 0,53 796 7,13 0,50 877 7,30 0,49 591 6,75 0,21 696 7,08 0,19 774 7,24 0,18 699 6,80 0,37 855 7,11 0,26 895 7,25 0,24 578 6,84 0,27 694 7,14 0,22 757 7,32 0,18 519 6,81 0,18 620 7,11 0,12 655 7,30 0,09 В С* D* Е* F G Н Плотность спекания Изменение размеров, (%) (г/см3) 0,03 * - материал согласно настоящему изобретению Материалы А, В, F и Н ранее были уже известны, и, как явствует из таблицы, материал F обладает высокой прочностью и сравнительно малым изменением размеров при разной плотности. Таким же является и материал G, но без добавки Си. Поэтому у материала G понизился показатель прочности, хотя остался еще пока вполне приемлемым. С другой стороны, изменения размеров все еще слишком велики в области плотности, превышающей 6,7 г/см3. Если у материала F уменьшить содержание никеля от 4% вес. до приблизительно 1,75% вес. (=материалу Н), изменения размеров при различной плотности уменьша ются, хотя все еще очень велики. У материалов А и В, предварительно легированных, при различной плотности малое изменение размеров, но величина прочности слишком мала. Однако было найдено, что сочетание более высокого содержания молибдена, чем в материале В, с добавкой никеля дает материал с высокой прочностью и малым изменением в размерах при разной плотности. Как видно из табл. 2, такие же свойства приобретают и материалы С и Е (независимо от того, добавлен ли молибден перед распылением или введен диффузионный методом). Единственное отличие - изменение размеров, которое не расходится с изобретением. Увеличение 4 27723 ниє размеров по сравнению с материалами С и Е. Однако изменения размеров при разной плотно сти находятся в соответствии с требованиями данного изобретения. ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ (МПа) 1.000 ШЮТЙОСТЬ СШЗКАНИЯ (Г/см3) Фиг. 1а ИЗМЕНЕНИЕ РАЗМЕРОВ (%) 0.4 0,2 (0.2} S.S 6 .0 7 7.1 7 , 2 ПЛОТНОСТЬ СПЕКАНИЯ (г/см3) 7,3 Фиг. 1Ь 2172$ 1.000 ПРОЧНОСТЬ НА РАЗРЫВ (МПа) ПЛОТНОСТЬ СПЕКАНИЯ (Г/см3) Фиг. 2а ИЗМЕНЕНИЕ РАЗМЕРОВ {%) ПЛОТНОСТЬ СПЕКАНИЯ (г/см°) Фиг. 2Ь 27723 1.000 ПРЕДЕЛ ПРОЧНОСТИ ПРИ РАСТЯЖЕНИИ (ИПа) 000 GOO 100 1.5%Мо «« r^f*^—W4 О85%Мо 200 0%Мо ± 6.7 6,6 7.1 6,0 ПЛОТНОСТЬ СПЕКАНИЯ (г/см*3) Фиг. За (0.6) 6 . 7 ИЗМЕНЕНИЕ РАЗМЕРОВ {%) ПЛОТНОСТЬ СПЕКАНИЯ (г/см3) Фиг. ЗЬ 7.2 7,3 27723 ДП "Український інститут промислової власності" (Укрпатент) Бульв. Лесі Українки, 26, Київ, 01133, Україна (044) 254-42-30, 295-61-97 Підписано до друку &.$(/> 2001 р. Формат 60x84 1/8. Обсяг О, ^^'обл.-вид. арк. Тираж 50 прим. Зам. г23і УкрІНТЕІ Вул. Горького, 180, Київ, 03680 МСП, Україна (044) 268-25-22
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of high-strength articles
Автори англійськоюLindberg Carolina, Johansson Bjorn
Назва патенту російськоюСпособ изготовления высокопрочных изделий
Автори російськоюЛиндберг Каролина, Йоханссон Бйорн
МПК / Мітки
МПК: C22C 33/02, B22F 1/00
Мітки: високоміцних, виробів, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/9-27723-sposib-vigotovlennya-visokomicnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення високоміцних виробів</a>
Зв’яки для виготовлення керамічних виробів методом екструзії
Номер патенту: 16368
Опубліковано: 29.08.1997
Автори: П'яних Неля Леонідівна, Криворучко Павло Петрович, Бадьін Геннадій Іванович, Верба Людмила Іванівна, Денисенко Олена Олександрівна
МПК: C04B 35/63, C04B 35/66, C04B 35/622
Мітки: виробів, екструзії, методом, зв'яки, виготовлення, керамічних
Формула / Реферат:
Связка для изготовления керамических изделий методом экструзии, включающая воду, глицерин и полиакриламид, отличающаяся тем, что, с целью снижения продолжительности сушки и увеличения выхода годных изделий без изменения их плотности, она содержит дополнительно метилцеллюлозу и продукт переработки сульфатосодержащих отходов акрилатних производств на основе фенола при следующем соотношении компонентов, мас.%,:Глицерин ...
Спосіб виготовлення порошкових залізографітових виробів
Номер патенту: 21769
Опубліковано: 30.04.1998
Автор: Баранов Микола Григорович
МПК: B22F 3/02
Мітки: виготовлення, спосіб, виробів, залізографітових, порошкових
Формула / Реферат:
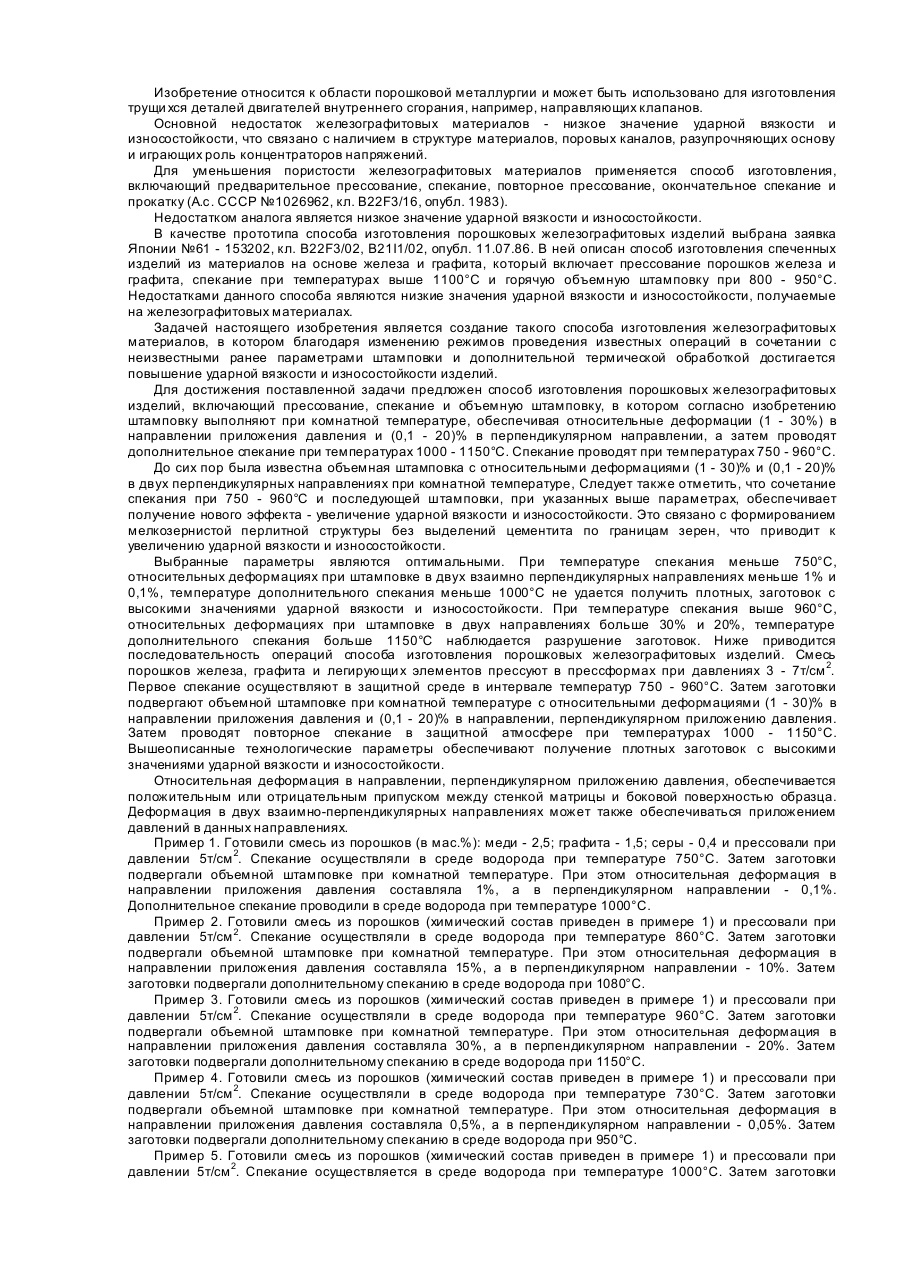
1. Способ изготовления порошковых железо-графитовых изделий, включающий прессование, спекание и объемную штамповку, отличающийся тем, что штамповку выполняют при комнатной температуре, обеспечивая относительные деформации (1-30) % в направлении приложения давления и (0,1—20)% в направлении, перпендикулярном приложению давления, а затем проводят дополнительное спекание при температурах 1000-1150°С.2. Способ по п. 1, отличающийся тем,...
Спосіб виготовлення вогнетривних виробів
Номер патенту: 16104
Опубліковано: 29.08.1997
Автори: Губа Борис Михайлович, Янковська Елеонора Василівна, Сандік Лариса Григорівна, Боярина Ірина Ліповна
МПК: C04B 35/12
Мітки: вогнетривних, спосіб, виготовлення, виробів
Формула / Реферат:
1. Способ изготовления огнеупорных изделий. включающий измельчение оксида хрома, смешение с добавкой диоксида титана, прессование, обжиг, механическую обработку в среде смазочно-охлаждающей жидкости и сушку, отличающийся тем, что, с целью защиты окружающей среды от токсичных веществ и упрощения сушки изделий, при механической обработке в смазочно-охлаждающую жидкость непрерывно вводят раствор восстановителя.2. Способ по п. 1,...
Спосіб виготовлення шин для виробів культурно-побутового та господарського призначення
Номер патенту: 1057
Опубліковано: 30.12.1993
Автори: Шаталова Лідія Дмитрівна, Алтин Сергій Станіславович, Ланіна Тетяна Федорівна, Бойко Валентина Володимирівна
МПК: B32B 25/00, B29K 9/00, B29D 30/00
Мітки: виробів, спосіб, господарського, виготовлення, культурно-побутового, призначення, шин
Формула / Реферат:
Способ изготовления шин для изделий культурнобытового и хозяйственного назначения, включающий изготовление резиновой смеси на основе диеновых каучуков общего назначения, серусодержащей вулканизующей группы, оксида цинка, наполнителя и мягчителя, шприцевание и резку заготовок из резиновой смеси, вулканизацию шин в прессформе, отличающийся тем, что, с целью уменьшения массы шины при сохранении эксплуатационных свойств, шину изготавливают из...
Сировинна суміш декоративного бетону для виготовлення виробів та спосіб їх виготовлення
Номер патенту: 8061
Опубліковано: 26.12.1995
Автори: Сланевський Сергій Ільїч, Мусіяка Євгенія Миколаївна, Тищенко Іван Іванович, Мартинов Володимир Іванович
МПК: C04B 28/18, C04B 14/00
Мітки: бетону, суміш, спосіб, виробів, виготовлення, сировинна, декоративного
Формула / Реферат:
1. Сырьевая смесь декоративного бетона для изготовления изделий, содержащая вяжущее и затворитель, отличающаяся тем, что она дополнительно содержит затравку вяжущего - цветной кремнезем с удельной поверхностью 3-6 тыс. см2/г в качестве вяжущего - активный кремнеземистый материал в виде кремнистой породы или техногенного кремнезема или смеси кремнистой породы с тех-ногенным кремнеземом при содержании кремнистой породы в смеси 1-99 мас.%, а в...
Попередній патент: Шарошечне долото з боковим продуванням забою
Наступний патент: Кавітаційний змішувач
Випадковий патент: Прилад для перетворення гіперболи в криву типу "тризубець"