Спосіб виготовлення порошкових залізографітових виробів
Формула / Реферат
1. Способ изготовления порошковых железо-графитовых изделий, включающий прессование, спекание и объемную штамповку, отличающийся тем, что штамповку выполняют при комнатной температуре, обеспечивая относительные деформации (1-30) % в направлении приложения давления и (0,1—20)% в направлении, перпендикулярном приложению давления, а затем проводят дополнительное спекание при температурах 1000-1150°С.
2. Способ по п. 1, отличающийся тем, что спекание проводят при температурах 750 -960°С.
Текст
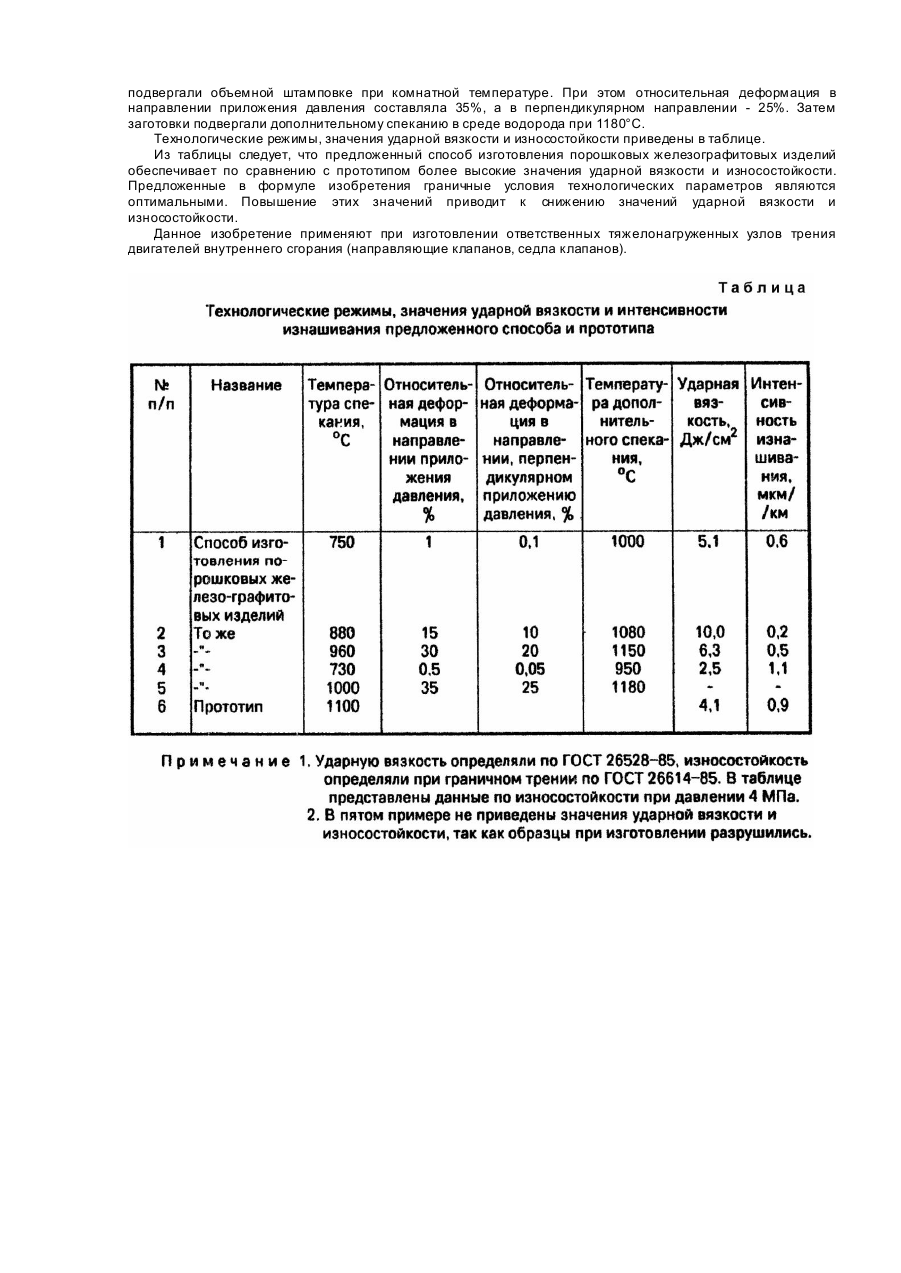
Изобретение относится к области порошковой металлургии и может быть использовано для изготовления трущи хся деталей двигателей внутреннего сгорания, например, направляющих клапанов. Основной недостаток железографитовых материалов - низкое значение ударной вязкости и износостойкости, что связано с наличием в структуре материалов, поровых каналов, разупрочняющих основу и играющих роль концентраторов напряжений. Для уменьшения пористости железографитовых материалов применяется способ изготовления, включающий предварительное прессование, спекание, повторное прессование, окончательное спекание и прокатку (А.с. СССР №1026962, кл. B22F3/16, опубл. 1983). Недостатком аналога является низкое значение ударной вязкости и износостойкости. В качестве прототипа способа изготовления порошковых железографитовых изделий выбрана заявка Японии №61 - 153202, кл. B22F3/02, B21I1/02, опубл. 11.07.86. В ней описан способ изготовления спеченных изделий из материалов на основе железа и графита, который включает прессование порошков железа и графита, спекание при температурах выше 1100°C и горячую объемную штамповку при 800 - 950°C. Недостатками данного способа являются низкие значения ударной вязкости и износостойкости, получаемые на железографитовых материалах. Задачей настоящего изобретения является создание такого способа изготовления железографитовых материалов, в котором благодаря изменению режимов проведения известных операций в сочетании с неизвестными ранее параметрами штамповки и дополнительной термической обработкой достигается повышение ударной вязкости и износостойкости изделий. Для достижения поставленной задачи предложен способ изготовления порошковых железографитовых изделий, включающий прессование, спекание и объемную штамповку, в котором согласно изобретению штамповку выполняют при комнатной температуре, обеспечивая относительные деформации (1 - 30%) в направлении приложения давления и (0,1 - 20)% в перпендикулярном направлении, а затем проводят дополнительное спекание при температурах 1000 - 1150°C. Спекание проводят при температурах 750 - 960°C. До сих пор была известна объемная штамповка с относительными деформациями (1 - 30)% и (0,1 - 20)% в двух перпендикулярных направлениях при комнатной температуре, Следует также отметить, что сочетание спекания при 750 - 960°C и последующей штамповки, при указанных выше параметрах, обеспечивает получение нового эффекта - увеличение ударной вязкости и износостойкости. Это связано с формированием мелкозернистой перлитной структуры без выделений цементита по границам зерен, что приводит к увеличению ударной вязкости и износостойкости. Выбранные параметры являются оптимальными. При температуре спекания меньше 750°C, относительных деформациях при штамповке в двух взаимно перпендикулярных направлениях меньше 1% и 0,1%, температуре дополнительного спекания меньше 1000°C не удается получить плотных, заготовок с высокими значениями ударной вязкости и износостойкости. При температуре спекания выше 960°C, относительных деформациях при штамповке в двух направлениях больше 30% и 20%, температуре дополнительного спекания больше 1150°C наблюдается разрушение заготовок. Ниже приводится последовательность операций способа изготовления порошковых железографитовых изделий. Смесь порошков железа, графита и легирующи х элементов прессуют в прессформах при давлениях 3 - 7т/см 2. Первое спекание осуществляют в защитной среде в интервале температур 750 - 960°C. Затем заготовки подвергают объемной штамповке при комнатной температуре с относительными деформациями (1 - 30)% в направлении приложения давления и (0,1 - 20)% в направлении, перпендикулярном приложению давления. Затем проводят повторное спекание в защитной атмосфере при температурах 1000 - 1150°C. Вышеописанные технологические параметры обеспечивают получение плотных заготовок с высокими значениями ударной вязкости и износостойкости. Относительная деформация в направлении, перпендикулярном приложению давления, обеспечивается положительным или отрицательным припуском между стенкой матрицы и боковой поверхностью образца. Деформация в двух взаимно-перпендикулярных направлениях может также обеспечиваться приложением давлений в данных направлениях. Пример 1. Готовили смесь из порошков (в мас.%): меди - 2,5; графита - 1,5; серы - 0,4 и прессовали при давлении 5т/см 2. Спекание осуществляли в среде водорода при температуре 750°C. Затем заготовки подвергали объемной штамповке при комнатной температуре. При этом относительная деформация в направлении приложения давления составляла 1%, а в перпендикулярном направлении - 0,1%. Дополнительное спекание проводили в среде водорода при температуре 1000°C. Пример 2. Готовили смесь из порошков (химический состав приведен в примере 1) и прессовали при давлении 5т/см 2. Спекание осуществляли в среде водорода при температуре 860°C. Затем заготовки подвергали объемной штамповке при комнатной температуре. При этом относительная деформация в направлении приложения давления составляла 15%, а в перпендикулярном направлении - 10%. Затем заготовки подвергали дополнительному спеканию в среде водорода при 1080°C. Пример 3. Готовили смесь из порошков (химический состав приведен в примере 1) и прессовали при давлении 5т/см 2. Спекание осуществляли в среде водорода при температуре 960°C. Затем заготовки подвергали объемной штамповке при комнатной температуре. При этом относительная деформация в направлении приложения давления составляла 30%, а в перпендикулярном направлении - 20%. Затем заготовки подвергали дополнительному спеканию в среде водорода при 1150°C. Пример 4. Готовили смесь из порошков (химический состав приведен в примере 1) и прессовали при давлении 5т/см 2. Спекание осуществляли в среде водорода при температуре 730°C. Затем заготовки подвергали объемной штамповке при комнатной температуре. При этом относительная деформация в направлении приложения давления составляла 0,5%, а в перпендикулярном направлении - 0,05%. Затем заготовки подвергали дополнительному спеканию в среде водорода при 950°C. Пример 5. Готовили смесь из порошков (химический состав приведен в примере 1) и прессовали при давлении 5т/см 2. Спекание осуществляется в среде водорода при температуре 1000°C. Затем заготовки подвергали объемной штамповке при комнатной температуре. При этом относительная деформация в направлении приложения давления составляла 35%, а в перпендикулярном направлении - 25%. Затем заготовки подвергали дополнительному спеканию в среде водорода при 1180°C. Технологические режимы, значения ударной вязкости и износостойкости приведены в таблице. Из таблицы следует, что предложенный способ изготовления порошковых железографитовых изделий обеспечивает по сравнению с прототипом более высокие значения ударной вязкости и износостойкости. Предложенные в формуле изобретения граничные условия технологических параметров являются оптимальными. Повышение этих значений приводит к снижению значений ударной вязкости и износостойкости. Данное изобретение применяют при изготовлении ответственных тяжелонагруженных узлов трения двигателей внутреннего сгорания (направляющие клапанов, седла клапанов).
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing powder iron-graphite articles
Автори англійськоюBaranov Mykola Hryhorovych
Назва патенту російськоюСпособ изготовления порошковых железо-графитовых изделий
Автори російськоюБаранов Николай Григорьевич
МПК / Мітки
МПК: B22F 3/02
Мітки: виробів, порошкових, спосіб, виготовлення, залізографітових
Код посилання
<a href="https://ua.patents.su/2-21769-sposib-vigotovlennya-poroshkovikh-zalizografitovikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкових залізографітових виробів</a>
Спосіб виготовлення металізованих керамічних виробів
Номер патенту: 5639
Опубліковано: 28.12.1994
Автори: Самусенко Юрій Васильович, Вов'янко Сергій Олександрович, Магда Віктор Іванович, Кожушко Григорій Мефодійович, Гур'янов Ігор Валерійович
МПК: C04B 41/88, C04B 41/85
Мітки: виготовлення, виробів, спосіб, керамічних, металізованих
Формула / Реферат:
Способ изготовления металлизированных керамических изделий путем пропитки поверхности предварительно обожженной керамики водным раствором вольфрамата аммония с последующим обжигом, отличающийся тем, что пропитку осуществляют 20-23% водно-аммиачным раствором вольфрамата аммония.
Спосіб виготовлення кріпильних нарізних виробів з маловуглецевої сталі

Номер патенту: 8801
Опубліковано: 30.09.1996
Автори: Ектова Галина Константиновна, Хусід Осип Семенович, Чернишов Сергій Михайлович
Мітки: нарізних, маловуглецевої, сталі, виробів, спосіб, виготовлення, кріпильних
Формула / Реферат:
Способ изготовления крепежных резьбовых изделий из малоуглеродистых сталей, включающий закалку заготовок из межкритического интервала температур Ас1-Ас3, холодное формирование резьбы и отпуск, отличающийся тем, что, с целью повышения вязкости, хладостойкости и прочности крепежных изделий, изготовленных из заготовок с исходной структурой, состоящей из феррита и пластинчатого перлита, закалку осуществляют с температуры, на 50-70°С...
Спосіб отримання заготівок з порошку алюмінію
Номер патенту: 51
Опубліковано: 30.04.1993
Автори: Цвєлов Євген Олександрович, Олійник Юрій Володимирович, Білик Володимир Олексійович, Анашко Віктор Дмитрович, Іл'яшенко Борис Федорович
МПК: B22F 3/02, B22F 5/00, B22F 3/16, B22F 3/10, B22F 3/12
Мітки: порошку, отримання, заготівок, спосіб, алюмінію
Формула / Реферат:
Формула изобретенияСпособ получения заготовок из порошка алюминия, включающий прессование, спекание в вакууме, отличающийся тем, что, с целью повышения ударной вязкости, используют порошок алюминия с размером частиц 0,1 — 1 мм, прессование осуществляют при давлении 343—490 МПа, а спекание проводят сначала на воздухе по ступенчатому режиму: при температуре 190—210°С и 290— 310°С с выдержкой в течение 0,25—0,75 ч на каждой ступени, а...
Спосіб виготовлення декоративних виробів
Номер патенту: 13228
Опубліковано: 28.02.1997
Автор: Воронков Сергій Якович
МПК: B44F 9/00
Мітки: виробів, декоративних, спосіб, виготовлення
Формула / Реферат:
1. Способ изготовления декоративных изделий, заключающийся в деформации заготовки посредством ее сжатия и разравнивания и последующих нанесений изображения посредством обработки ее поверхности факелом краскораспылителя по различным направлениям и сушке, отличающийся тем, что перед деформацией заготовки осуществляют ее пропитку в растворе красителя и реактива, при деформации заготовки одновременно с ее сжатием осуществляют скручивание, перед...
Спосіб виготовлення вогнетривних виробів
Номер патенту: 16104
Опубліковано: 29.08.1997
Автори: Янковська Елеонора Василівна, Губа Борис Михайлович, Сандік Лариса Григорівна, Боярина Ірина Ліповна
МПК: C04B 35/12
Мітки: спосіб, виготовлення, виробів, вогнетривних
Формула / Реферат:
1. Способ изготовления огнеупорных изделий. включающий измельчение оксида хрома, смешение с добавкой диоксида титана, прессование, обжиг, механическую обработку в среде смазочно-охлаждающей жидкости и сушку, отличающийся тем, что, с целью защиты окружающей среды от токсичных веществ и упрощения сушки изделий, при механической обработке в смазочно-охлаждающую жидкость непрерывно вводят раствор восстановителя.2. Способ по п. 1,...
Попередній патент: Система визначення орієнтації штучного супутника землі
Наступний патент: Ультразвуковий прийомо-випромінювач
Випадковий патент: Вікно-теплообмінник