Пристрій автоматичного регулювання процесу сушіння і/або прогартовування матеріалів чи виробів (парс-тп) та спосіб такого регулювання
Номер патенту: 34060
Опубліковано: 15.04.2003
Автори: Костогриз Петро Васильович, Русінковський Олег Юрійович, Костогриз Кирило Петрович


Формула / Реферат
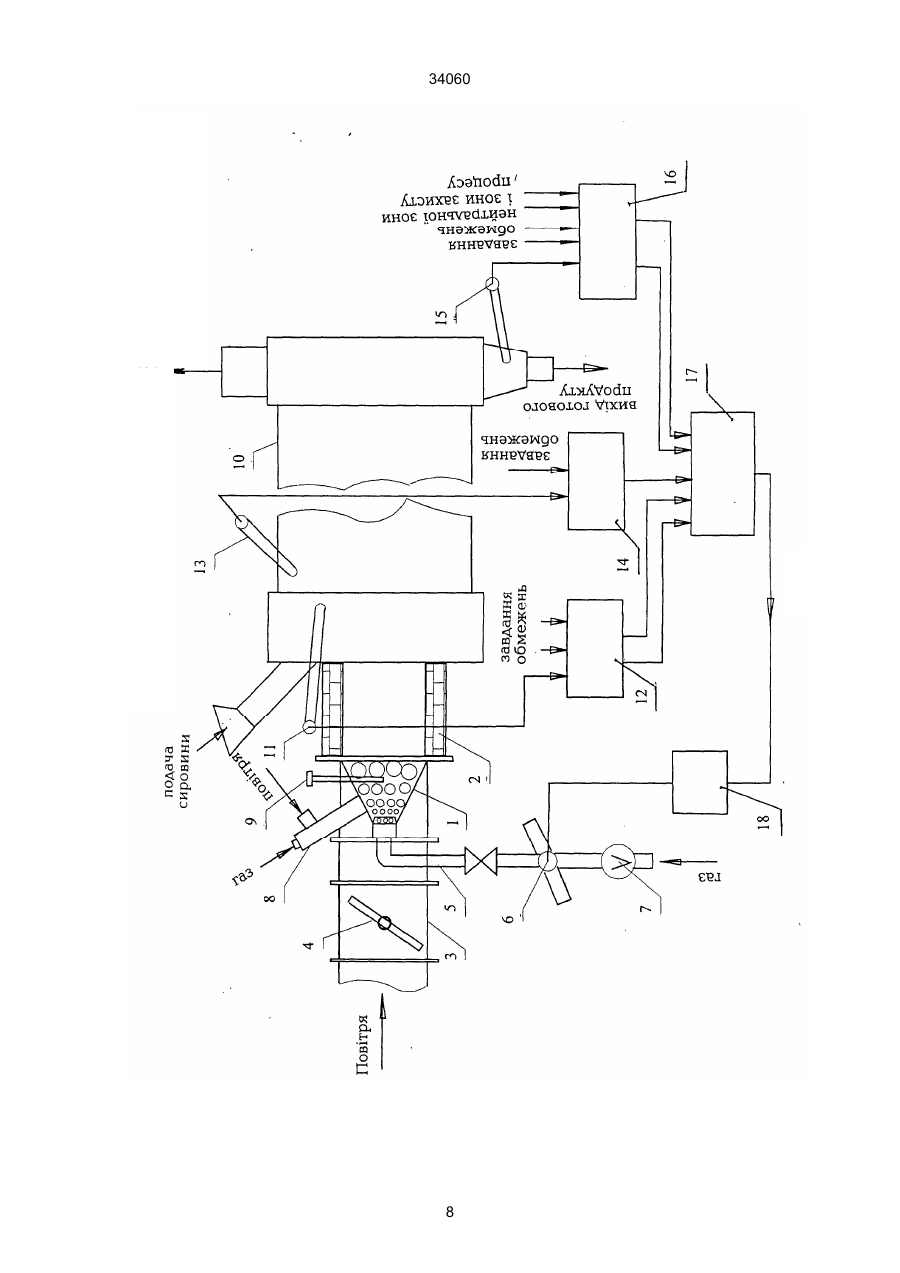
1. Пристрій автоматичного регулювання процесу сушіння і/або прогартовування матеріалів або виробів у сушильному агрегаті, що містить вимірювальні пристрої, кожен з яких виконаний у вигляді, принаймні одного датчика, з’єднаного з елементом порівняння, блок керування, із входами якого з’єднані вимірювальні пристрої, а вихід якого зв'язаний з виконавчим механізмом регулювального органа подачі палива у камеру спалювання, при цьому датчик першого вимірювального пристрою встановлений на вході в сушильний агрегат з можливістю вимірювання температури теплоносія, а датчик другого вимірювального пристрою встановлений на виході з сушильного агрегату для вимірювання температури матеріалу, який відрізняється тим, що додатково введений третій вимірювальний пристрій, датчик якого встановлений всередині або на корпусі сушильного агрегату з можливістю вимірювання температури або лінійного параметра, що змінюється при нагріві, для контролю стану його конструктивних елементів під час теплового навантаження, при цьому датчик першого вимірювального пристрою встановлений в зоні контакту матеріалу з теплоносієм і інтенсивного змінення температури теплоносія, датчик другого вимірювального пристрою є термодатчиком, встановленим з можливістю вимірювання температури матеріалу на виході з агрегату, а блок керування є дискретно-кроковим пристроєм.
2. Пристрій за п. 1, який відрізняється тим, що датчики першого та третього вимірювальних пристроїв з’єднані з реєструвальними пристроями, що відтворюють значення контрольованих параметрів та значення температури теплоносія в зоні інтенсивного змінення температури теплоносія, а датчик другого вимірювального пристрою з’єднаний з реєструвальним пристроєм, що непрямо відтворює вимірне значення вологості матеріалу в заданій зоні регулювання.
3. Пристрій за п. 1, який відрізняється тим, що дискретно-кроковий пристрій виконаний з можливістю генерації дискретних імпульсних сигналів з періодом П, який становить
![]()
де То - стала часу об'єкта регулювання;
![]() - ємкісне запізнення об'єкта регулювання,
- ємкісне запізнення об'єкта регулювання,
і тривалістю імпульсу ![]() .
.
4. Пристрій за п. 1, який відрізняється тим, що регулювальний орган подачі палива має лінійну робочу характеристику.
5. Спосіб автоматичного регулювання процесу сушіння і/або прогартовування матеріалів або виробів, що складається з безперервного вимірювання параметрів температури теплоносія на вході і температури матеріалу на виході з сушильного агрегату для визначення непрямим чином вологості матеріалу, безперервного порівняння цих параметрів із відповідними заданими інтервалами значень і, у разі виходу їх за межі заданих інтервалів, здійснення регулювання подачі палива в камеру спалювання пристрою сушіння, який відрізняється тим, що вологість готового матеріалу регулюють шляхом визначення та зміни температури спочатку теплоносія на вході в зоні контакту матеріалу з теплоносієм і інтенсивного змінювання температури теплоносія, а потім температури готового продукту на виході з агрегату з урахуванням часу від моменту появи збурення на вході, якщо воно не було скомпенсоване, при цьому додатково контролюють і регулюють параметр температури або лінійного параметра, що змінюється при нагріві, для контролю стану конструктивних елементів агрегату під час теплового навантаження, рівень максимального значення температури теплоносія задають витратою повітря в залежності від продуктивності і властивостей просушуваних матеріалів, а далі витрати повітря підтримують незмінними.
6. Спосіб за п. 5, який відрізняється тим, що регулювання палива здійснюють за лінійним законом регулювання постійними за розміром дискретно-кроковими добавками.
7. Спосіб за п. 5, який відрізняється тим, що імпульсний блок дискретно-крокового пристрою безперервно генерує дискретний імпульсний сигнал, період П генерації імпульсів якого становить
![]()
де То - стала часу об'єкта регулювання,
![]() - ємкісне запізнення об'єкта регулювання,
- ємкісне запізнення об'єкта регулювання,
і тривалістю імпульсу ![]() .
.
Текст
1. Пристрій автоматичного регулювання процесу сушіння і/або прогартовування матеріалів або виробів (продукту), що містить вимірювальні пристрої вимірювання температури та вологості, кожен з яких виконаний у вигляді, принаймні одного, датчика, поєднаного з елементом порівняння, блок керування, із входами якого поєднані вимірювальні пристрої, а вихід якого пов'язаний з виконавчим механізмом регулювального органа подачі палива в камеру спалювання, при цьому датчик першого вимірювального пристрою встановлений на вході в сушильний (прогартовувальний) агрегат з можливістю вимірювання температури теплоносія, а датчик другого вимірювального пристрою встановлений на виході з сушильного (прогартовувального) агрегату для вимірювання вологості матеріалу, який відрізняється тим, що містить третій вимірювальний пристрій, датчик якого встановлений зсередини сушильного (прогартовувального) агрегату з можливістю вимірювання температури його конструктивних елементів, датчик першого вимірювального пристрою встановлений всередині сушильного агрегату в зоні інтенсивного змінення температури теплоносія, а датчик другого вимірювального пристрою являє собою термо-датчик, встановлений з можливістю вимірювання температури продукту на виході з агрегату, а блок керування являє собою дискретно-кроковий пристрій. 2. Пристрій по п. 1, який відрізняється тим, що термодатчики першого та третього вимірювальних пристроїв поєднані з реєструвальними пристроями, що відтворюють значення температури контрольованих параметрів та значення температури теплоносія всередині агрегату, а термодатчик другого вимірювального пристрою поєднаний з реєструвальним пристроєм, що непрямо відтворює виміряне значення вологості матеріалу в заданій зоні регулювання. А (54) ПРИСТРІЙ АВТОМАТИЧНОГО РЕГУЛЮВАННЯ ПРОЦЕСУ СУШІННЯ І/АБО ПРОГАРТОВУВАННЯ МАТЕРІАЛІВ ЧИ ВИРОБІВ (ПАРС-ТП) ТА СПОСІБ ТАКОГО РЕГУЛЮВАННЯ 34060 Винахід стосується засобів сушіння або прогартовування (далі - сушіння) матеріалів чи виробів і може бути застосований в хімічній, ливарній, силікатній чи будь-якій іншій галузі виробництва, наприклад, при виготовленні гіпсових в'язівних матеріалів, порошкоподібних миючих засобів, просушуванні піску, просушуванні керамічних виробів і т.ін., переважно в печах конвективного сушіння. Температура теплоносія в таких печах залежно від призначення може коливатися від 150° С в печах для просушування зерна і до 1200° С в печах для сушіння кальцинованої соди. Через це топки таких теплових установок являють собою складні, громіздкі споруди з великою зовнішньою поверхнею, що встановлені на масивних фундаментах. Подача теплоносія до сушильних агрегатів в більшості здійснюється через громіздкі, армовані вогнетривкою цеглою газоходи, довжина яких сягає до 15 м. Це призводить до великих запізнень (до 5-7 хвилин) змінення температури теплоносія на вході в агрегат після отримання сигналу збурення. Пристрої конвективного сушіння мають до того ж велику довжину сушильних агрегатів (до 150м), зумовлену необхідністю розвинути поверхню теплового обміну [1, мал.89]. Через велику довжину сушильних агрегатів запізнення зміни параметрів регулювання на виході з сушильного агрегату може досягати 30 хвилин і більше. Регулювання процесу сушіння матеріалів через значні запізнення регулювального сигналу при збуреннях на вході (зміна витрат палива, вологості або подачі матеріалу), практично виключають можливість автоматизувати регулювання процесу сушки на основі відомих П-або ПІД- законів регулювання через їх функціональну обмеженість. Це твердження доведено практичними розробками і може бути підтверджено результатами теоретичних обгрунтувань. Так, відомо, що реалізація працездатних САУ (систем автоматичного управління) на основі ПІД-закону регулювання можлива за умови, що величина відносного запізнення t/Т0
ДивитисяДодаткова інформація
Назва патенту англійськоюAppliance for automated control of drying processes and / or of tempering of materials or articles (pars-tp) and method for such control
Автори англійськоюKostohryz Kyrylo Petrovych
Назва патенту російськоюУстройство автоматитческой регулировки процесса сушки и / или закалки материалов или изделий (парс-тп) и способ такой регулировки
Автори російськоюКостогрыз Кирилл Петрович
МПК / Мітки
МПК: F26B 25/22, F26B 21/06, F26B 3/02
Мітки: парс-тп, виробів, пристрій, сушіння, процесу, автоматичного, прогартовування, матеріалів, такого, спосіб, регулювання
Код посилання
<a href="https://ua.patents.su/9-34060-pristrijj-avtomatichnogo-regulyuvannya-procesu-sushinnya-i-abo-progartovuvannya-materialiv-chi-virobiv-pars-tp-ta-sposib-takogo-regulyuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій автоматичного регулювання процесу сушіння і/або прогартовування матеріалів чи виробів (парс-тп) та спосіб такого регулювання</a>
Пристрій регулювання процесу сушіння будівельних матеріалів, переважно деревини і деревинних композитів
Номер патенту: 22045
Опубліковано: 30.04.1998
Автори: Яцун Андрій Михайлович, Шикеринець Ігор Михайлович, Книш Юрій Вікторович, Гнатишин Ярослав Михайлович, Сафаров Вячеслав Олександрович, Соколовський Ярослав Іванович, Поберейко Богдан Петрович, Гербей Володимир Михайлович
МПК: F26B 19/00
Мітки: деревини, сушіння, регулювання, переважно, будівельних, пристрій, деревинних, процесу, матеріалів, композитів
Формула / Реферат:
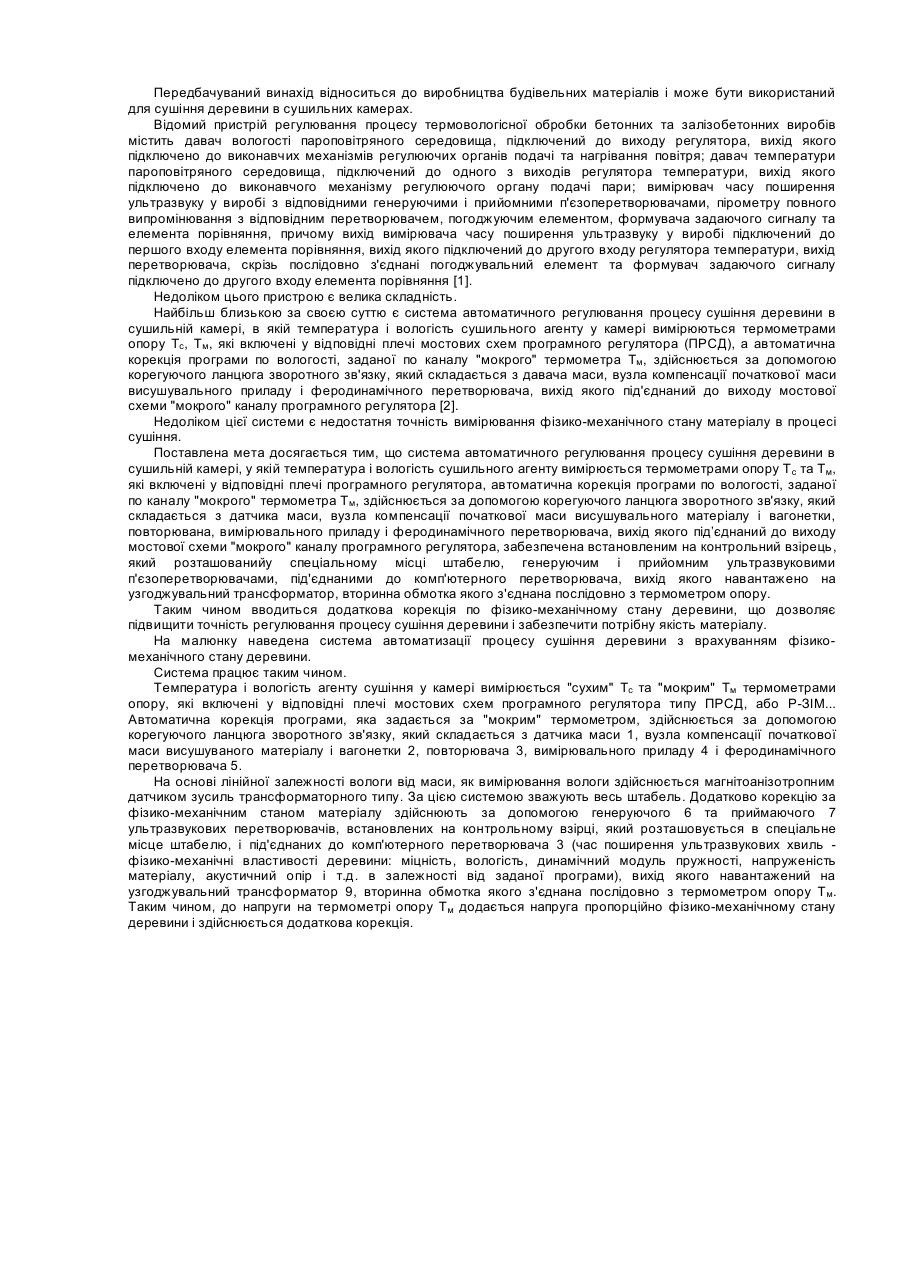
Пристрій регулювання процесу сушіння будівельних матеріалів, переважно деревини і деревинних композитів, який містить сушильну камеру з розміщеним в неї виробом, давач вологості у камері, підключений до входу регулятора вологості, вихід якого підключений до виконавчих механізмів регулюючих органів подачі і нагрівання повітря, давач температури середовища у камері, підключений до одного з входів регулятора температури, вихід якого...
Система автоматичного регулювання процесу сушіння деревини з врахуванням її фізико-механічного стану
Номер патенту: 23818
Опубліковано: 16.06.1998
Автори: Соколовський Ярослав Іванович, Сафаров Вячеслав Олександрович, Книш Юрій Вікторович
МПК: F26B 25/22
Мітки: врахуванням, процесу, фізико-механічного, регулювання, сушіння, стану, деревини, система, автоматичного
Формула / Реферат:
Система автоматичного регулювання процесу сушіння деревини з врахуванням її фізико-механічного стану у сушильній камері, в яких температура і вологість агенту сушіння у камері вимірюється термометрами опору Тс, Тм, які включені у відповідні плечі мостових схем програмного регулятора, а автоматична корекція програм по вологості, що задається по каналу "мокрого" термометру Тм, здійснюється за допомогою корегуючого ланцюга зворотного...
Спосіб управління і/або регулювання процесу пресування виробів з сипучих матеріалів і пристрій для його здійснення
Номер патенту: 34431
Опубліковано: 15.03.2001
Автори: Ценнер Ханс Йоахім, Мік Мартін, Хаузер Ханс Ульріх
МПК: B30B 11/02
Мітки: спосіб, пресування, процесу, пристрій, виробів, матеріалів, здійснення, управління, регулювання, сипучих
Текст:
...непрерывно и при перемешивании друг с другом Так как добавки к прессуемому материалу из измельченных бракованных изделий при преждевременном прекращении процесса прессования не имеют никакого изменения состава, то они сразу после размельчения подаются к массе для заполнения формы, и после ее обогащения добавки направляется на вход пресса Согласно предпочтительному варианту выполнения изобретения бракованное изделие вводится в размельченное...
Спосіб автоматичного регулювання процесу термооброблення висипних матеріалів в багатоланковій печі з киплячим шаром
Номер патенту: 9144
Опубліковано: 30.09.1996
Автори: Саричев Валентин Федорович, Дорогий Ігор Олександрович, Зуєв Володимир Ілліч, Коновалов Микола Федорович, Волохов Віталій Олександрович, Ванжа Анатолій Миколайович
МПК: F27B 15/00
Мітки: висипних, регулювання, киплячим, автоматичного, спосіб, термооброблення, матеріалів, шаром, багатоланковій, процесу, печі
Формула / Реферат:
Способ автоматического регулирования процесса термообработки сыпучих материалов в многозвенной печи с кипящим слоем, включающий измерение и регулирование высоты слоя в охладителе по перепаду давления, отличающийся тем, что, с целью увеличения выхода годного, дополнительно измеряют количество выделяемой из охладителя пыли, по которому корректируют высоту слоя в охладителе.
Пристрій для автоматичного регулювання процесу розкочування фарби в друкарських машинах
Номер патенту: 54192
Опубліковано: 17.02.2003
Автори: Бабінець Василь Михайлович, Верхола Михайло Іванович, Никифорук Богдан Васильович, Гук Ігор Богданович
МПК: B41F 31/00
Мітки: процесу, пристрій, друкарських, регулювання, машинах, розкочування, фарби, автоматичного
Формула / Реферат:
Пристрій для автоматичного регулювання процесу розкочування фарби в друкарських машинах, що містить розтиральний циліндр, пазовий кулачок, механічно зв'язаний з валом електродвигуна, вхід якого з'єднаний з блоком керування швидкістю обертання, задавальні елементи перетворення кута повороту в код, кінематично зв'язані входами з формним циліндром і пазовим кулачком, а виходами електрично зв'язані з входами першого суматора, імпульсні задавальні...
Попередній патент: Спосіб відновної плавки залізорудної сировини в рідкій шлаковій ванні
Наступний патент: Спосіб визначення об`єму рідини у резервуарі
Випадковий патент: Спосіб одержання кордової крові від корів та кобил