Спосіб каталітичного окислення до сірки h2s, що міститься у невеликій концентрації в газі
Номер патенту: 42821
Опубліковано: 15.11.2001
Автори: Філіпп Андре, Савен-Понсе Сабін, Фам-Хуу Куонг, Леду Марк, Крузе Клод, Нугайред Жан

Формула / Реферат
1. Способ каталитического окисления до серы H2S, содержащегося в небольшой концентрации в газе, по которому вышеуказанный газ, содержащий H2S, обрабатывают газом, содержащим свободный кислород, при контакте с катализатором селективного окисления Н2S до серы, образованным из каталитически активной фазы, соединённой с носителем, при этом активная фаза содержит по меньшей мере металл, отличающийся тем, что газ содержит свободный кислород, в количестве, обеспечивающем получение молярного отношения О2: Н2S от 0,05 до 10, содержащийся в активной фазе металл присутствует в форме соединения металла и/или в элементарном состоянии, а носитель состоит из карбида кремния и составляет по меньшей мере 40 вес.% от веса катализатора.
2. Способ по п. 1, отличающийся тем, что активная фаза, соединённая с носителем-карбидом кремния для образования катализатора окисления состоит из переходного металла, в частности такого металла, как никель, кобальт, железо, медь, серебро, марганец, молибден, хром, титан, вольфрам и ванадий, при этом указанный металл присутствует в форме оксида, соли или сульфида и/или в элементном состоянии.
3. Способ по п. 1 или п. 2, отличающийся тем, что носитель из карбида кремния составляет по меньшей мере 50 вес.% от веса катализатора окисления.
4. Способ по любому из пп. 1-3, отличающийся тем, что активная фаза каталитического окисления, в пересчёте на вес металла, составляет от 0,1 до 20 вес.%, в частности от 0,2 до 15 вес.% и преимущественно от 0,2 до 7 вес.% от веса катализатора.
5. Способ по любому из пп. 1-4, отличающийся тем, что удельная поверхность катализатора, определённая методом БЭТ адсорбции азота, имеет величины от 2 м2/г до 600 м2/г.
6. Способ по любому из пп. 1-5, отличающийся тем, что газ, содержащий свободный кислород, используют в количестве, необходимом для получения молярного отношения 02:H2S от 0,1 до 7 и особенно от 0,2 до 4.
7. Способ по любому из пп. 1-6, отличающийся тем , что время контакта газовой реакционной среды с катализатором окисления в нормальных условиях давления и температуры, составляет от 0,5 секунды до 20 секунд, а преимущественно от 1 секунды до 12 секунд.
8. Способ по любому из пп. 1-7, отличающийся тем, что окисление Н2S при контакте с катализатором осуществляют при температурах между 30°С и 1000°С.
9. Способ по п. 8, отличающийся тем, что окисление H2S при контакте с катализатором осуществляют при температурах между 180°С и 1000°С и преимущественно между 200°С и 900°С.
10. Способ по п. 8, отличающийся тем, что окисление H2S при контакте с катализатором осуществляют при температурах ниже точки росы серы, образованной в результате окисления, лежащих в интервале от 30°С до 180°С и особенно в интервале от 80°С до 160°С, при этом образовавшаяся сера осаждается на катализаторе.
11. Способ по п. 10, отличающийся тем, что катализатор окисления, насыщенный серой, периодически подвергают регенерации продувкой при помощи газа при температурах между 200°С и 500°С и преимущественно между 230°С и 450°С, осаждённую на катализаторе серу, испаряют, затем охлаждают регенерированный катализатор до температуры ниже точки росы серы для нового применения с целью окисления H2S, при этом охлаждение осуществляют при помощи газа, имеющего температуру ниже 180°С.
12. Способ по любому из пп. 1-11, отличающийся тем , что содержание H2S в обрабатываемом газе составляет между 0,001 об.% и 25 об.% и особенно от 0,01 до 20 об.%.
13. Способ по любому из пп. 1-12, отличающийся тем, что предварительно до окисления катализатор с носителем-карбидом кремния активируют контактом с серой, в количестве, представляющем избыток до 300 мол.% от количества, соответствующего максимальному сульфированию металла активной фазы катализатора окисления, при этом контактирование осуществляют в инертной атмосфере при температуре между 250°С и 400°С.
14. Способ по любому из пп. 1-12, отличающийся тем, что предварительно до применения окисления, катализатор с носителем -карбидом кремния активируют контактированием с газовой смесью Нг8 и инертного газа при температурах между 250°С и 400°С в течение времени между 1 часов и 15 часами для достижения максимального сульфирования металла активной фазы катализатора, при этом вышеуказанная газовая смесь содержит преимущественно от 0,2 об.% до 30 об.% H2S.
15. Способ по любому из пп. 1-9, отличающийся тем, что применяют реакцию окисления H2S в стехиометрии по КЛАУСУ посредством контактирования обрабатываемого газа, содержащего H2S в присутствии катализатора окисления с носителем-карбидом кремния и при температурах между 200°С и 1000°С, в частности между 350°С и 900°С, с контролируемым количеством газа, содержащего свободный кислород, для получения газового эффлюента, содержащего H2S и SO2 в молярном отношении H2S : SO2 2:1, и некоторое количество серы, а названный газовый эффлюент после охлаждения и, в случае необходимости, отделения содержащейся в нём серы приводят в контакт с катализатором КЛАУСА для образования нового количества серы.
16. Катализатор для прямого селективного окисления H2S до серы, содержащий каталитически активную фазу соединённую с носителем, состоящим из карбида кремния, при этом активная фаза содержит по меньшей мере металл, отличающийся тем, что металл присутствует в форме соединения металла и/или элементном состоянии, и носитель составляет по меньшей мере 40 вес.% от веса катализатора.
17. Катализатор по п. 16, отличающийся тем, что активная фаза, соединённая с носителем, состоит по меньшей мере из переходного металла, в частности такого металла, как никель, кобальт, железо, медь, серебро, марганец, молибден, хром, титан, вольфрам и ванадий, вышеназванный металл присутствует в форме оксида, соли или сульфида и/или в элементном состоянии.
18. Катализатор по п. 16 или по п. 17, отличающийся тем, что активная фаза катализатора окисления в пересчёте на вес металла, составляет от 0,1 до 20 вес.%, в частности от 0,2 до 15 вес.% и преимущественно от 0,2 до 7 вес.% от веса катализатора.
19. Катализатор по любому из пп. 16-18, отличающийся тем, что он имеет удельную поверхность, определённую методом БЭТ адсорбции азота, от 2 м2/г до 600 м2/г и преимущественно от 10 м /г до 300 м /г.
20. Катализатор по любому из пп. 16-18, отличающийся тем, что носитель составляет по меньшей мере 50 вес.% от веса катализатора.
Текст
1. Способ каталитического окисления до серы H2S, содержащегося в небольшой концентрации в газе, по которому вышеуказанный газ, содержащий H2S, обрабатывают газом, содержащим свободный кислород, при контакте с катализатором селективного окисления Н2S до серы, образованным из каталитически активной фазы, соединенной с носителем, при этом активная фаза содержит по меньшей мере металл, отличающийся тем, что газ содержит свободный кислород, в количестве, обеспечивающем получение молярного отношения О2:Н2S от 0,05 до 10, содержащийся в активной фазе металл присутствует в форме соединения металла и/или в элементарном состоянии, а носитель состоит из карбида кремния и составляет по меньшей мере 40 вес.% от веса катализатора. 2. Способ по п. 1, отличающийся тем, что активная фаза, соединенная с носителем-карбидом кремния для образования катализатора окисления состоит из переходного металла, в частности такого металла, как никель, кобальт, железо, медь, серебро, марганец, молибден, хром, титан, вольфрам и ванадий, при этом указанный металл присутствует в форме оксида, соли или сульфида и/или в элементном состоянии. C2 (54) СПОСІБ КАТАЛІТИЧНОГО ОКИСЛЕННЯ ДО СІРКИ H2S, ЩО МІСТИТЬСЯ У НЕВЕЛИКІЙ КОНЦЕНТРАЦІЇ В ГАЗІ 42821 охлаждение осуществляют при помощи газа, имеющего температуру ниже 180°С. 12. Способ по любому из пп. 1-11, отличающийся тем, что содержание H2S в обрабатываемом газе составляет между 0,001 об.% и 25 об.% и особенно от 0,01 до 20 об.%. 13. Способ по любому из пп. 1-12, отличающийся тем, что предварительно до окисления катализатор с носителем-карбидом кремния активируют контактом с серой, в количестве, представляющем избыток до 300 мол.% от количества, соответствующего максимальному сульфированию металла активной фазы катализатора окисления, при этом контактирование осуществляют в инертной атмосфере при температуре между 250°С и 400°С. 14. Способ по любому из пп. 1-12, отличающийся тем, что предварительно до применения окисления, катализатор с носителем-карбидом кремния активируют контактированием с газовой смесью Н2S и инертного газа при температурах между 250°С и 400°С в течение времени между 1 часом и 15 часами для достижения максимального сульфирования металла активной фазы катализатора, при этом вышеуказанная газовая смесь содержит преимущественно от 0,2 об.% до 30 об.% H2S. 15. Способ по любому из пп. 1-9, отличающийся тем, что применяют реакцию окисления H2S в стехиометрии по КЛАУСУ посредством контактирования обрабатываемого газа, содержащего H2S в присутствии катализатора окисления с носителемкарбидом кремния и при температурах между 200°С и 1000°С, в частности между 350°С и 900°С, с контролируемым количеством газа, содержащего свободный кислород, для получения газового эффлюента, содержащего H2S и SO2 в молярном отношении H2S:SO2 2:1, и некоторое количество серы, а названный газовый эффлюент после охлаждения и, в случае необходимости, отделения содержащейся в нем серы приводят в контакт с катализатором КЛАУСА для образования нового количества серы. 16. Катализатор для прямого селективного окисления H2S до серы, содержащий каталитически активную фазу соединенную с носителем, состоящим из карбида кремния, при этом активная фаза содержит по меньшей мере металл, отличающийся тем, что металл присутствует в форме соединения металла и/или элементном состоянии, и носитель составляет по меньшей мере 40 вес.% от веса катализатора. 17. Катализатор по п. 16, отличающийся тем, что активная фаза, соединенная с носителем, состоит по меньшей мере из переходного металла, в частности такого металла, как никель, кобальт, железо, медь, серебро, марганец, молибден, хром, титан, вольфрам и ванадий, вышеназванный металл присутствует в форме оксида, соли или сульфида и/или в элементном состоянии. 18. Катализатор по п. 16 или по п. 17, отличающийся тем, что активная фаза катализатора окисления в пересчете на вес металла, составляет от 0,1 до 20 вес.%, в частности от 0,2 до 15 вес.% и преимущественно от 0,2 до 7 вес.% от веса катализатора. 19. Катализатор по любому из пп. 16-18, отличающийся тем, что он имеет удельную поверхность, определенную методом БЭТ адсорбции азота, от 2 м2/г до 600 м2/г и преимущественно от 10 м2/г до 300 м2/г. 20. Катализатор по любому из пп. 16-18, отличающийся тем, что носитель составляет по меньшей мере 50 вес.% от веса катализатора. Винахід відноситься до способу прямого окислення у сірку каталітичним методом H2S, що міститься у газі в невеликій концентрації, а також до каталізатора для застосування цього способу. Щоб рекуперирувати H2S, що міститься у невеликій концентрації, а саме, у концентрації нижче 20 об'ємн.%, та особливо між 0,001 та 20% переважно від 0,001 до 10 об'ємн.%, у газах різних походжень можна використати, зокрема, способи застосування прямого каталітичного окислення H2S у сірку по реакції H2S+1/2О2+Н2О. У подібних способах оброблюваний газ, що містить H2S у суміші з відповідною кількістю газу, який містить вільний кисень, наприклад, повітря, кисень або додаткове збагачене киснем повітря приводять до контакту з каталізатором окислення H2S у сірку, що здійснює контакт при температурах вище точки роси утвореної сірки. У цьому випадку отримана сірка у стані пару присутня у реакційному середовищі, утвореному з реакції. Контакт можна отримувати також при температурах нижче точки роси утвореної сірки. У цьому випадку указана сірка осаджується на каталізаторі, що робить необхідним періодичну регенерацію навантаженого сіркою каталізатора продувкою за допомогою неокисленого газу, який має температуру між 200 та 500°С. У випадку окислення H2S у сірку при температурах вище точки роси сірки, тобто при температурах вище приблизно 180°С, може бути здійснено при контакті з каталізатором, який сполучений з оксидом титану (європейська заявка ЕРА0078690), з оксиду титану, що містить сульфат лужного металу (міжнародна заявка WO-А-8302068), з оксиду титану, що містить оксид нікелю та у випадку необхідності оксид алюмінію (європейська заявка ЕРА-0140045), з оксиду типу оксиду титану, оксиду цирконію чи кремнію, з'єднаного з одним або кількома сполученнями перехідних металів, які вибирають між Fe, Cu, Zn, Cd, Cr, Mo, W, Со та Ni. Перевагу надають Fe, або у випадку необхідності з одним або декількома сполуками коштовних металів, які вибирають серед Pd, Pt, Ir, Rh, перевагу надають Pd (Fr-A-2511663), або з оксиду алюмінію, термічно стабілізованого та з'єднаного з одним або декількома сполученнями коштовних металів, які вибирають серед Pd, Pt, Ir, Rh, (Fr-А-2540092). Окислення H2S у сірку при таких температурах, що утворювана сірка знаходиться на каталізаторі, може бути здійснено у контакті з каталізатором, що складається, наприклад, з однієї або декількох таких сполук, як солі, оксиди або сульфати перехідних металів, наприклад, Fe, Cu, Cr, Mo, W, V, Co, Ni, Аg та Мg, у сполученні з носієм типу ак 2 42821 тивованого оксиду алюмінію, бокситу, диоксиду кремнію (оксиду алюмінію) або цеоліту (Fr-А2277877). Крім того, можна здійснювати це окислення H2S із відкладанням сірки на каталізаторі при контакті каталізатора, що містить каталітичну фазу, що обрана серед оксидів солей або сульфідів металів V, Mo, W, Ni та CO, з'єднаних з носієм на основі активованого вугілля (заявка та патент Франції № 9302996 від 16.03.1993). Використані для каталітичного окислення H2S у сірку каталізатори, подібні вищезгаданим, утворені з каталітичної фази на основі принаймні оксиду, солі або сульфіду перехідного металу, сполученого з носієм, що складається принаймні з матеріалу, що вибраний серед оксидів алюмінію, титану, цирконію, диоксиду кремнію (оксиду алюмінію), сумішей диоксиду кремнію (оксиду титану) та активованого вугілля, мають при тривалому використанні ще деякі недоліки. Зокрема каталізатори, носій яких утворений на основі оксиду алюмінію, здатні з часом здійснювати еволюцію в результаті сульфатування. Стосовно каталізаторів, носій яких складається з активованого вугілля, при їх застосуванні повинні бути здійснені запобіжні заходи, щоб запобігати горінню носія. Крім того, для цих різних каталізаторів каталітична фаза, що просочує носій, має тенденцію мігрувати у ланку ланцюга носія, що робить важкою та навіть неможливою рекуперацію металу з каталітичної фази у спрацьованому каталізаторі. Нарешті, вищезгадані каталізатори мають посередню теплопровідність, що не дозволяє здійснювати ефективний контроль температури усередині каталітичних шарів, що містяться у каталізаторах, теплообміном з охолоджувальною рідиною. Тепер знайдено, що є можливість усувати недоліки каталізаторів вищезгаданого типу, використовуваних для каталітичного окислення H2S у сірку та створювати спосіб, що надає сірці поліпшену селективність, що підтримує її міцність у часі й створює носій цих каталізаторів на основі карбіду кремнію. Носій з карбідом кремнію, у протилежність носію з диоксидом алюмінію, не стає приводом для сульфатування й на відміну від носія з активованим вугіллям виявляється негорючим. Зокрема, не спостерігають міграції каталітичної фази у ланцюг носія, що робить можливою рекуперацію металів з каталітичної фази, якщо каталізатор спрацьований. Така можливість набуває особливого значення у тому випадку, коли каталітична фаза містить такі шкідливі речовини, як сполуки нікелю. Нарешті носій з карбідом кремнію має добру теплопровідність, що дозволяє в окремому випадку при використанні каталізатора в охолоджених каталітичних шарах, одержувати більш рівний фронт температур усередині каталітичного шару та, отже, кращу селективність сірки. Таким чином, предметом винаходу виявляється спосіб для прямого окислення в сірку каталітичним методом H2S, що міститься у газі в невеликій концентрації, за яким здійснюють подавання вищеназваного газу, що містить H2S з газом, що містить вільний кисень у кількості, придатній для підтримання молярного співвідношення О2:H2S від 0,05 до 10 при контакті каталізатора селективного окислення H2S у сірку, утвореного каталітичною активною фазою, сполученою з носієм; названа активна фаза містить щонайменше металу, присутнього у формі сполуки і (або) в елементарному стані, і носій відрізняється тим, що він складається з карбіду кремнію. Принаймні, активна фаза, сполучена з носієм на основі карбіду кремнію для утворення каталізатора окислення, згідно з винаходом, складається переважно, принаймні, з такого перехідного металу, як нікель, кобальт, залізо, мідь, срібло, марганець, молібден, хром, титан, вольфрам і ванадій, названий метал присутній у формі оксиду, сульфіду або солі, або (і) у елементарному стані. Названа активна фаза, у перерахунку на масу метала, складає, частіше за все, від 0,1 до 20%, зокрема від 0,2 до 15% й переважно від 0,2 до 7 мас.% каталізатора окислення. Носій з карбіду кремнію складає звичайно, принаймні 40% й особливо, принаймні 50 мас.% каталізатора окислення. Питома поверхня каталізатора окислення H2S у сірку може змінюватися у доволі широких межах, у залежності від умов застосування способу окислення. Переважно названа питома поверхня, що визначена методом ВЕТ-абсорбції азоту при температурі рідкого азоту (норми NF Х 11-621), може представляти 2-600 м2/г і переважно від 10 до 300 м2/г. Каталізатор окислення може бути приготованим різноманітними методами, відомими для включення одного або декількох сполук в окреме тверде тіло, яке утворює носій каталізатора. Зокрема, можна діяти просочуванням носія з карбіду кремнію, який має форму порошку, таблеток, гранул, продуктів екструзії або інші форми агломератів, розчинами або золями в такому розчиннику як вода однієї або декількох бажаних сполук металу з подальшим висушуванням просочуваного носія й прожарюванням сухого продукту при температурах, які можуть досягати від 250 до 500°С, з використанням інертної атмосфери або без неї. Прожарюваний каталізатор може піддаватися обробці відновленням під дією водню, наприклад, між 200 і 500°С, щоб перевести метал в елементарний стан металевої сполуки, яка присутня в активній фазі. Можна передбачити приготування каталізатора включенням таких каталітичне активних атомів металів, які згадані у кристалічній градці карбіду кремнію. Карбід кремнію, що використовується для утворення каталізатора окислення H2S у сірку, може складатися з будь-якого з відомих карбідів кремнію за умови, що він має потрібні характеристики питомої поверхні, а саме, питому поверхню, визначену методом ВЕТ-абсорбції азоту, що досягає від 2 до 600 м2/г, переважно від 10 до 300 м2/г. Зокрема, вищезазначений карбід кремнію можна приготувати, удаючись до будь-якого з методів, які описані у посиланні ЕР-А-0313480 (відповідний США-А-4914070), ЕР-А-511919, ЕР-А0543751 і ЕР-А-0543752. Газ, який містить вільний кисень, що використовується для окислення у сірку H2S, який міститься в оброблюваному газі, являє собою звичайно повітря. Можна застосувати також чистий кисень, збагачене киснем повітря або суміші кисню та інертного газу, крім азоту у змінюваних пропорціях. 3 42821 Газ, що містить чистий кисень, і оброблюваний газ, що містить H2S, можна підводити окремо при контакті з каталізатором окислення. Проте з метою отримання дуже однорідного газового середовища при контакті з каталізатором найкраще змішувати спочатку оброблюваний газ, що містить H2S, з газом, який містить вільний кисень, й проводити одержувану суміш у контакт з каталізатором окислення. Як зазначено вище, газ, що містить вільний кисень, використовують у кількості, придатній для одержання молярного співвідношення О2:H2S, яке досягає від 0,05 до 10, особливо від 0,1 до 7 та переважно від 0,2 до 4, у реакційному середовищі, яке вступає у контакт з каталізатором окислення у сірку. Тривалість контакту газового середовища з каталізатором окислення може досягати від 0,5 до 20 сек., найкраще від 1 до 12 сек.; ці величини наведені для нормальних умов тиску та температури. Спосіб каталітичного окислення H2S у сірку, згідно з винаходом, може бути застосований при температурах вище точки роси сірки, що утворена у процесі реакції окислення H2S; у цьому випадку вищезазначена сірка буде присутня у формі пари у реакційному середовищі, яка знаходиться у контакті з каталізатором і яку збирають на виході із зони каталітичного окислення. Можна використати спосіб окислення згідно з винаходом, працюючи при температурах нижче точки роси сірки, що утворена у ході реакції окислення. У цьому випадку вищевказана сірка розташовується на каталізаторі, і газовий оксид, що зібраний на виході із зони, окислення, по суті вільний від сірки. Переважний інтервал температур для способу згідно з винаходом знаходиться між 30 та 1000°С. Для застосування способу при температурах вище точки роси утвореної сірки вибирають температури між 180 та 1000°С, переважно між 200 та 900°С. Для застосування способу при температурах нижче точки роси утвореної сірки вибирають температури в інтервалі від 30 до 180°С та особливо в інтервалі від 80 до 160°С, що включає область затвердіння сірки біля 120°С. Попередньо у фазі застосування реакції окислення каталізатор окислення згідно з винаходом та особливо каталізатор окислення, активна фаза якого містить нікель, можна піддавати активуванню приведенням названого каталізатора до контакту з елементарною сіркою, у кількості, яка являє собою невеликий надлишок, наприклад, до 300 моль%, відносно до стехіометричної кількості, відповідно максимальному сульфуванню металу активної фази каталізатора; вищезгадане контактування здійснюється в інертній атмосфері гелію або аргону, при температурах між 250 та 400°С протягом останнього часу, частіше всього між 1 та 4 годинами, щоб отримувати максимальне сульфування металу активної фази каталізатора. Каталізатор згідно з винаходом, особливо каталізатор з нікелем, активований спочатку як вказано вище, дозволяє одержувати ступінь конверсії H2S у сірку, рівну 100%, з моменту початку окислення H2S у сірку киснем газу, що містить вільний кисень. Каталізатор згідно з винаходом та особливо каталізатор з нікелем може з'являтися додатковим предметом початкового активування, еквівалентного активуванню в елементарну сірку описаному вище, контактуванням вищезгаданого каталізатора сумішшю H2S та інертного газу при температурах між 250 та 400°С протягом достатнього часу, звичайно між 1 та 15 год., щоб здійснювати максимальне сульфування металу активної фази каталізатора; вищезазначена газова суміш може містити, зокрема, від 0,2 до 30 об'ємн.% або вище H2S. Зокрема, газову суміш, що містить H2S, яка використовується для первинного активування каталізатора окислення, можна отримувати з оброблюваного газу, коли цей останній не містить крім H2S, компонентів, що здатні реагувати при температурах активування з активною фазою каталізатора. Газ, що містить H2S у невеликій концентрації, який оброблюють способом згідно з винаходом, може бути різного походження. Зокрема, подібний газ може являти собою природний газ з невеликим вмістом H2S, або газ, що утворюється від газифікації вугілля або тяжких мастил, і навіть газ, що отриманий з гідрування осадкового газу, наприклад, осадовий газ сірчаного заводу, що містить такі сірчисті сполуки як SO2, меркаптани, COS, CS2, перетворені у H2S під тиском водню або водяної пари, або ж газ, одержаний від обробки при контакті з каталізатором Клауса, що здатний здійснювати реакцію утворення сірки між H2S та SO2 газового скиду, який містить H2S та SО2 у молярному співвідношенні H2S:О2 вище 2:1. Утворений при цьому газ, що містить головним чином H2S і не містить або містить дуже мало SO2 у вигляді сполук сірки. Спосіб згідно з винаходом може застосовуватися для обробки газу, який містить H2S у концентрації між 0,001 та 25 об'ємн.% та переважно від 0,01 до 20 об'ємн.%. Оброблюваний газ може додатково мати такі органічні сполуки сірки, як меркаптани, COS, CS2, в загальній концентрації, яка може досягати приблизно 1 об'ємн.%. Використовуючи спосіб згідно з винаходом, можна обробляти газ, який має H2S у концентрації вище 25 об'ємн.%, проте у цьому випадку використовують, найкраще, звичайні способи виробництва сірки, які включають стадію термічної реакції. Газ, який має H2S, котрий піддають окисленню при контакті каталізатора з носієм карбідом кремнію може бути вільним від води або в основному, вільним від води або, навпаки, може мати більшменш велику кількість води. Таким чином, даним способом можна обробляти газ, що містить H2S, який має вміст води, яка досягає від 0 приблизно до 50 об'ємн.%. Найкраще, коли реакцію окислення газу, який містить H2S, при контакті з каталізатором згідно з винаходом, особливо з нікелевим каталізатором з носієм карбідом кремнію, застосовують при температурах нижче точки роси сірки, утвореної окисленням, та особливо при температурах нижче точки плавлення сірки; присутність у оброблюваному газі, який містить H2S, кількості води, що досягає від 10 до 50 об'ємн.% та переважно від 15 до 30 об'ємн.%, дозволяє переважно підвищувати час, протягом якого ефективність каталізатора підтримується на оптимальному рівні. 4 42821 При проведенні способу згідно з винаходом при температурах між 180 та 1000°С та особливо між 200 та 900°С, контактування оброблюваного газу з каталізатором окислення з носієм карбідом кремнію може бути здійснено в одній зоні окислення, що містить каталізатор окислення, головним чином, коли вміст H2S в оброблюваному газі не вище приблизно 5 об'ємн.% або у більшості зон окислення, розташованих у ряд, що містить кожний каталізатор окислення, головним чином, коли вміст H2S в оброблюваному газі вище приблизно 5 об'ємн.% у вищезгаданій одній зоні окислення або у кожній з більшості зон окислення працюють при температурах у вищеназваних інтервалах. У кожній із зон окислення працюють в області температур, відповідних оптимальній селективності каталізатора для утворення сірки. На виході з однієї зони окислення або з кожної із більшості зон окислення, розташованих за рядом, вибирають газовий скид, насичений парами сірки; названий газовий скид перед будь-якою наступною обробкою для видалення H2S, направляють у зону відокремлення сірки, у якій, конденсацією його, звільняють від більшої частки сірки, яку він містить. Коли газ, який містить H2S, оброблюють пропусканням крізь більшість розташованих у ряд зон окислення, що містять каталізатор окислення із носієм карбідом кремнію, відбувається окислення у сірку у кожній з вищеназваних зон тільки фракції H2S, яка міститься в оброблюваному газі, шляхом впорскування у відповідну зону, переважно у суміші з вищеназваним газом, поданим в цю зону, відповідної кількості газу, який містить вільний кисень, для здійснення цього окислення у сірку. Кількість H2S, яка піддається окисленню у сірку у кожній із зон, яка складає частку всієї кількості H2S, яка міститься в оброблюваному газі, дорівнює, переважно, між 2 та 5 об'ємн.% оброблюваного газу, а число зон каталітичного окислення вибирають таким чином, щоб оброблюваний газ, який поступає з останньої каталітичної зони, мав містити максимально 5 об'ємн.% H2S. При необхідності, газовий скид, який збирають на виході з однієї зони окислення або на виході з останньої зони більшості розташованих за рядом зон окислення при застосуванні при температурах вище точки роси утвореної сірки, можна піддавати додатковій обробці для очищення після відокремлення сірки, яку він у відомих випадках містить; вищезазначена обробка залежить від природи газових сірчистих сполук, які залишаються у скиді. Застосування способу згідно з винаходом при температурі вище точки роси утвореної сірки може мати, зокрема, стадію окислення H2S для способів видалення сполук сірки, які містяться у осадковому газі, описаних у FR-A-2589141 та FR-А2589082, або стадію окислення H2S способу обробки кислого газу, описаного у FR-А-2589140. Вищезазначене застосування може представляти також стадію окислення H2S у сірку у стехіометрії за Клаусом, використану у способах типу, описаному в FR-А-2511663 або в FR-A-25040092; ці способи містяться у контактуванні газу, що має вміст H2S нижче ніж 25 об'ємн.%, при підвищеній температурі, тобто між 200 та 4000°С й особливо між 350 та 900°С та у присутності каталізатора окислення H2S, з контрольованою кількістю газу, яка містить вільний кисень, для отримання газового скиду, що містить H2S й SO2 у молярному співвідношенні H2S:SO2, рівному 2:1, та деякої кількості сірки; далі у приведенні вищезазначеного газового скиду після охолодження та у випадку необхідності видалення сірки, яка у ньому міститься, у контакт з каталізатором Клауса для утворювання нової кількості сірки; вищезазначений каталізатор Клауса розташований в одному каталітичному конверторі, або у більшості каталітичних конверторів, наприклад, двох або трьох, розташованих у ряд. Коли застосовують спосіб згідно з винаходом при температурах нижче точки роси сірки, утвореної в ході реакції окислення H2S, тобто при температурах в інтервалі від 30 до 180°С та особливо в інтервалі від 80 до 160°С, контактування оброблюваного газу, який в цій формі застосування містить переважно менш ніж 5 об'ємн.% H2S та особливо менш ніж 2 об'ємн.% H2S, з каталізатором окислення, з носієм карбіду кремнію призводить до утворення сірки, яка осаджується на каталізаторі. Якщо концентрація H2S або (та) температура оброблюваного газу, який містить H2S, призведеного до контакту з каталізатором окислення, такі, що у наслідку потужної екзотермічної реакції H2S+1/2О2àS+H2O, температура реакційного середовища, що виходить із стадії окислення, може перевищувати температурну межу, вище якої реакція більше не має шуканої селективності, видаляють калорії, звільнені у наслідку вищезазначеної реакції, піддаючи каталізатор охолодженню будьяким відомим методом. Можна, наприклад, здійснювати це охолодження за допомогою холодної рідини, що циркулює при непрямому теплообміні з вищеназваним каталізатором усередині. Можна також працювати, розмішуючи каталізатор у трубчатому реакторі, утвореному розташованими у каландрі трубами, наприклад, з каталізатором, який присутній у трубах, та з холодною рідиною, що циркулює між трубами з боку каландра. Можна також здійснювати каталітичне окислення у реакторі з кількома шарами каталізатора з охолодженням реакційного середовища між послідовними шарами непрямим теплообміном з холодною рідиною або теплообміном, який відбувається всередині або зовні реактора окислення. Якщо оброблюваний газ містить крім H2S значну кількість води, наприклад, вище ніж 10 об'ємн.%, то температура окислення H2S у сірку нижче точки роси сірки, що утворилася при окисленні, вибирають, переважно, вище точки роси води, що міститься в оброблюваному газі. У ході окислення H2S у сірку при температурах нижче точки роси утворюваної сірки каталізатор окислення поступово насичується сіркою. Періодично проводять регенерацію каталізатора, насиченого сіркою, продувкою за допомогою неоксидуючого газу при температурах між 200 та 500°С й переважно між 230 та 450°С для випарування сірки, що затримується на каталізаторі, потім охолоджують регенерований каталізатор до температури нижче точки роси сірки для нового застосування реакції окислення це охолодження здійснюється за допомогою газу, який має відповідну температуру нижче 180°С. Промивний газ, який використовується для регенерації насиченого сіркою каталізатора, може 5 42821 являти собою метан, азот, СО2 або суміші цих газів, або може складатися із фракції газового потоку, яка виходить зі стадії окислення, або з фракції оброблюваного газу. Вищезгаданий промивний газ, який використовується для регенерації, може мати, у випадку необхідності деяку кількість газоподібної відновленої сполуки, наприклад: Н2, CO або H2S принаймні, на останній фазі регенерації, тобто після випаровування більшої частини сірки, яка осаджена на каталізаторі окислення. Застосування реакції окислення згідно з винаходом при температурах нижче точки роси утвореної сірки може бути здійснене в одній зоні окислення, що містить каталізатор окислення з носієм карбіду кремнію, який впливає поперемінно у фазі окислення та у фазі поновлення (охолодження). Подібне застосування має місце, коли оброблюваний газ містить мало H2S та через це регенерація каталізатора дещо прискорена. Корисно здійснювати застосування каталітичної реакції у більшості зон окислення, кожна з яких містить каталізатор окислення з носієм карбідом кремнію, які працюють таким чином, що принаймні одна з вищеназваних зон працює у фазі регенерації (охолодження), у той час інші зони працюють у фазі каталітичного окислення. Також можна проводити процес, маючи одну або декілька зон у фазі регенерації, принаймні одну зону у фазі регенерації та принаймні одну зону у фазі охолодження. Газ, що використовується для регенерації каталізатора окислення, циркулює переважно у замкнутому ланцюгу, починаючи із зони нагріву, при послідовному проходженні крізь зону охолодження, у якій більшу частину сірки, яка присутня у вищеназваному газі, видаляють конденсуванням, щоб повернути у зону нагріву. Зрозуміло, що газ регенерації може циркулювати також у роз'єднаному ланцюгу. Газ, що використовується для охолодження регенерованого каталізатора окислення, являє собою газ типу, що застосовується для регенерації насиченого сіркою каталізатора. Вищезазначений газ у випадку необхідності може містити кисень у кількості, нижчій чи рівній кількості, що використовується у фазі каталітичного окислення. Ланцюги газу регенерації та газу охолодження можуть бути незалежними один від одного. Проте, по одному з варіантів здійснення ланцюг газу регенерації, що визначений вище, може також містити відгалуження, яке зв'язує вихід його із зони охолодження зі входом зони у ході регенерації, із байпасом зони нагріву, що дозволяє минати вищеназвану зону нагріву та використовувати газ регенерації як газ охолодження. Варіант застосування способу згідно з винаходом для окислення H2S у сірку при температурах, нижчих точки роси сірки, утвореної при окисленні, може переважно являти стадію реакції Клауса при температурах нижче 180°С у способі десульфації газу, що містить H2S, що описано у FR-А-227877. Винахід пояснюється наступними прикладами, що не обмежують спосіб згідно з винаходом. Приклад 1 Обробляли газ, що складається з 1 об'ємн.% H2S, 5 об'ємн.% Н2О та 94 об'ємн.% СО2, при температурі вище точки роси утвореної сірки, з вико ристанням каталізатора, що складається з носія карбіду кремнію, просочуваного сполуками заліза та сполуками хрому, який містить з урахуванням маси металу по відношенню до маси каталізатора, 3,2% заліза та 0,35% хрому. Приготування каталізатора здійснювали таким чином. Спочатку просочували зерна карбіду кремнію, який має гранулометрію між 0,8 та 1 мм та питому поверхню BET 78 м2/г, розчином сполуки заліза та сполуки хрому у концентраціях, придатних для одержування бажаної кількості заліза та хрому в одержуваному каталізаторі. Одержаний просочуваний продукт сушили при кімнатній температурі протягом 40 год., потім при 120°С протягом 50 год. та після цього піддавали прожарюванню при 500°С протягом 20 год., для одержання каталізатора. Одержаний каталізатор містив, як зазначено вище, 3,2 мас.% заліза та 0,35 мас.% хрому та мав питому поверхню BET 77 м2/г. Обробку газу, що містить H2S, здійснювали у каталітичному реакторі з нерухомим шаром, який містить 1,1 м каталізатора; вищезазначений реактор був забезпечений, по-перше, впускним трубопроводом для оброблюваного газу та, по-друге, трубопроводом для видалення утворених газів на виході з реактора. Впускний трубопровід для газів має отвір для впорскування повітря як газу, який містить вільний кисень і що має, зокрема, непрямий теплообмінник, що працює з нагрівачем, який змонтовано між отвором для впорскування повітря та входом у реактор. Вихідний трубопровід для газів забезпечений конденсатором сірки, що охолоджується циркуляцією водяної пари. Проходження впускної пари на вихід з реактора проводять крізь шар каталізатора. В оброблюваний газ, що проведений крізь впускний трубопровід для газів при витраті 1000 Нм3/год., та при температурі 40°С, додають крізь отвір повітря; відповідно при витраті 29 Нм3/год., це повітря впорскують при кімнатній температурі. Суміш оброблюваного газу і повітря, у якій молярне співвідношення О2:H2S дорівнювало 0,6, вводили при температурі 180°С, пропусканням крізь нагрівач, потім впорскували до реактора при цій температурі. Час контакту вищеназваної суміші з каталізатором, що міститься у реакторі, становив 4 сек. Газовий скид, який виходить з реактора крізь трубопровід для видалення газів, не містив більше ані вільного кисню, ані H2S та мав температуру 240°С. Цей скид охолоджували приблизно до 130°С у конденсаторі для видалення сірки, яку він містив. Перетворення H2S було повним і селективність сірки дорівнювала 92%. Приклад 2 Оброблювали осаджений газовий скид, який містить 0,8 об'ємн.% H2S як одну сполуку сірки і одержували гідрируванням (гідролізом) осаджуваний газ заводу з виробництва сірки за способом Клауса, за яким оброблювали кислий газ, що містить. 70 об'ємн.% H2S. Обробку вищеназваного газового скиду здійснювали при температурі нижче точки роси сірки, утвореної окисленням вищезгаданого H2S з використанням каталізатора, який складається з карбіду кремнію, просоченого сполуками нікелю, та що містить 4 мас.% нікелю; вищезгаданий каталізатор має питому поверхню BET 220 м2/г. 6 42821 Вищезгаданий каталізатор був одержаний просочуванням мікропористих зерен карбіду кремнію відповідною кількістю ацетату нікелю у водному розчині, потім сушінням при 100°С просоченого продукту і, нарешті, прожарюванням сухого продукту при 300°С протягом 3 год. Зерна карбіду кремнію з середнім діаметром 1 мм, мали питому поверхню BET 240 м2/г. Працювали на установці, утвореній з двох реакторів каталітичного окислення, змонтованих паралельно, кожен реактор мав вхід та вихід, розділені нерухомим шаром вищезгаданого каталізатора. Вищезазначені реактори, крім того, були встановлені таким чином, щоб поперемінно, за допомогою перемкнутих годинниковим механізмом клапанів, один з реакторів працював у фазі реакції, тобто мав вихід, з'єднаний з впускним трубопроводом для газів, на якому змонтовано непрямий теплообмінник, та нижче теплообмінника є отвір для впорскування повітря та вихід, сполучений з трубопроводом для видалення газів, а другий реактор працював у фазі регенерації (охолодження), забезпеченому засобами для циркуляції газу продувки крізь реактор окислення від нагрівача до конденсатора сірки та повернення у зазначений нагрівач і для наступної циркуляції холодного газу, який має такий же склад, як газ регенерації, крізь реактор після регенерації. Оброблюваний газовий скид, який надійшов крізь впускний трубопровід для газів при витраті 940 кмоль/год. у теплообміннику, змонтованому на вищезазначеному трубопроводі, потім додавали крізь отвір 44 кмоль/год. навколишнє повітря. Одержана суміш проникає у реактор у фазі окислення з температурою, що дорівнює 90°С. Час контакту газової суміші, що надійшла до реактора у фазі реакції окислення із шаром каталізатора, який міститься у вищезазначеному реакторі, дорівнював 10 с. Ступінь перетворення H2S у реакторі у фазі реакції окислення дорівнювала 100%. На виході із зазначеного реактора видаляють газовий потік, який має температуру приблизно 140°С та містить 160 v.p.m SO2, вищеназваний газовий потік спрямовували у піч для спалювання відходів перед його викидом у атмосферу. У реакторі, що працює у фазі регенерації (охолодження), впорскували продувальний газ з метою регенерації каталізатора окислення, насиченого сіркою; вищеназваний продувальний газ містив азот і його впорскували у зазначений реактор з температурою між 250 та 300°С та з витратою 10000 Нм3/год. У кінці фази регенерації каталізатора знижували температуру продувального газу приблизно до 125°С та продовжували продування продувальним газом, який охолоджувався доти, поки шар регенерованого каталізатора не досягне вищезазначеної температури. При регенерації у атмосфері азоту рекуперують усю сірку, осаджену на каталізатор. Реактори окислення працювали поперемінно протягом 30 год., з яких 10 год., відбувалось охолодження у фазі регенерації (охолодження). Завод з виробництва сірки, яке містить спосіб згідно з винаходом для оброблювання утворених осаджуваних газів, гідрованих попередньою обробкою, згідно з винаходом мав загальний вихід сірки 99,9% протягом декількох місяців. Приклад 3 Оброблювали кислий газ, бідний на H2S. Зазначений газ містив 95,5 об'ємн.% СО2, 4 об'ємн.% Н2О та 0,5 об'ємн.% H2S. Обробку кислого газу здійснюють при температурі, нижчій точки роси сірки, утвореної окисленням H2S цього кислого газу, працюючи на установці, подібній використаній у прикладі 2, та використовуючи каталізатор, що містить карбід кремнію, який містить 4 мас.% нікелю та має питому поверхню BET 210 м2/г. Цей каталізатор був приготований як наведено у прикладі 2 та після прожарювання піддавався відновленню у потоці водню при 400°С протягом 10 год. Оброблюваний кислий газ, бідний на H2S, надходив крізь вхідний трубопровід для газів при витраті 2241 Нм3/год., та при температурі приблизно 30°С, його доводили до температури 80°С у теплообміннику, змонтованому у вищезазначеному трубопроводі, і потім додавали крізь отвір 89,6 Нм3/год. повітря, доведеного до 80°С. Отримана суміш проникає у реактор у фазі окислення, з температурою 80°С. Час контакту газової суміші, яка надходить у реактор у фазі реакції окислення, з шаром каталізатора, який міститься у вищеназваному реакторі, дорівнювала 10 с. Ступінь перетворення H2S у реакторі, у фазі реакції окислення, дорівнювала 100%. На виході з вищезазначеного реактора видаляли газовий потік, який має температуру приблизно 105°С та містить менш ніж 100 v.p.m SO2, газовий потік спрямовували у піч для спалювання відходів перед їх викидом до атмосфери. До реактора, що працює у фазі регенерації (охолодження) впорскували продувальний газ, що містить азот, з метою регенерації каталізатора окислення, насиченого сіркою, потім охолоджували регенерований каталізатор, працюючи, як наведено у прикладі 2. При регенерації в атмосфері азоту рекуперують усю сірку, осаджену на каталізаторі. Реактори окислення працювали напівперемінно протягом 30 год., з яких 10 год. було охолодження, у фазі регенерації (охолодження). Приклад 4 Обробляли кислий газ, що містить 20 об'ємн.% H2S, 8 об'ємн.% Н2О та 72 об'ємн.% СО2 за способом, який включає стадію каталітичного окислення у стехіометрії за Клаусом, наступну за реакцією Клауса, що здійснюється у дві стадії: перша - вище точки роси утвореної сірки та друга - нижче вищезазначеної точки роси. Працювали на установці, що включає такі елементи: - реактор окислення з нерухомим шаром, який містить каталізатор окислення згідно з винаходом забезпечений впускним трубопроводом для суміші кислого газу та повітря і трубопроводом для видалення скиду окислення; - теплообмінник побічного теплообміну газ/газ, один з ланцюгів теплообміну якого змонтований у ряд на впускному трубопроводі суміші кислого газу та повітря, а другий ланцюг теплообміну розташований у ряд з трубопроводом для видалення скиду окислення; - первинний каталітичний конвертор з нерухомим шаром, який містить каталізатор Клауса у 7 42821 формі екструдатів діаметром 3 мм, що складається з оксиду титану, який містить 10 мас.% сульфату кальцію; при цьому вхід у конвертор з'єднаний з трубопроводом для видалення скиду окислення крізь відповідний ланцюг теплообміну теплооб-мінника; - батарею каталітичної конверсії, яка включає два вторинних каталітичних конвертора та один конденсатор сірки, який охолоджується водяною парою. У батареї, по-перше, кожен з вищеназваних вторинних конверторів містить каталізатор Клауса, що складається з активованого оксиду алюмінію у формі кульок діаметром від 4 до 6 мм, а по-друге, вторинні конвертори та конденсатор сірки розташовані таким чином, що вихід з первинного конвертора можна перемикати поперемінно на вхід одного або другого з вищезазначених вторинних конверторів, так що ці останні з'єднані у ряд через конденсатор сірки; - піч для спалювання каталітичних відходів, вхід до якої з'єднаний з виходом із батареї каталітичної конверсії, а вихід з'єднаний з відкритою атмосферою витяжною трубою, ця піч для спалювання містить каталізатор, що складається з диоксиду кремнію, просоченого сульфатом заліза, та оксиду паладію. Каталізатор окислення, який використовується в стадії окислення у стехіометрії за Клаусом, містив носій карбіду кремнію просоченого сполукою заліза, і містить 4,6 мас.% заліза по відношенню до загальної маси каталізатора. Підготування каталізатора здійснювали таким чином. Спочатку просочували зерна карбіду кремнію, який має гранулометрію між 0,8 і 1 мм та питому поверхню BET 78 м2/г, за допомогою водяного розчину сульфату заліза у концентрації, придатній для одержування бажаної кількості заліза в отриманому каталізаторі. Одержаний просочений продукт сушили та прожарювали, як зазначено у прикладі 1. Одержаний каталізатор містив, як зазначено вище, 4,6 мас.% заліза та мав питому поверхню BET 76 м2/г. У кислому газу, що надходив при витратах 1000 Нм3/год. (стандартні умови), додавали 285,6 Нм3/год. повітря і одержану газову суміш попередньо нагрівали до температури 200°С пропусканням крізь теплообмінник, а потім впорскували у реактор окислення. Час контакту між газовою сумішшю та каталізатором дорівнював 2 с (стандартні умови) і температура усередині шару каталізатора підвищувалась до 800°С. Скид з реактора окислення мав H2S та SO2 у молярному співвідношенні H2S:SO2, що дорівнює 2:1, а також 6 v.p.m вільного кисню, та кількість пароподібної сірки, відповідну ступеню перетворення H2S у сірку 59%. Цей скид охолоджували до 150°С у теплообміннику, щоб конденсувати сірку, яку він містить, та використати частку вищеназваного скиду для попереднього нагрівання суміші кислого газу повітря. Потім охолоджений скид повторно підігрівали до 250°С та спрямовували у первинний каталітичний конвертор Клауса. Час контакту між каталізатором на основі оксиду титану та газовим скидом у вищеназваному конверторі дорівнював приблизно 3 с та температура усередині каталітичного шару була 300°С. Реакційну суміш, яка містить H2S, SO2 та пароподібну сірку, що виходить з первинного конвертора Клауса, подавали крізь конвертор у фазі "регенерації" батареї каталітичної конверсії для продування каталізатора, насиченого сіркою, яка міститься у цьому конверторі; продування здійснювали при температурі приблизно 300°С з часом контакту газу (каталізатора) приблизно 6 с. Газ, насичений сіркою, який одержано з конвертора у ході регенерації, проходить потім у конденсатор сірки, який охолоджується водяною парою, у якому названий газ охолоджували до температури приблизно 150°С та звільняли конденсацією від сірки, яку він містив. Одержуваний охолоджений газ, який містить H2S та SO2, а також дуже невелику кількість пароподібної сірки, пропускали у каталітичний конвертор у фазі "реакція за Клаусом" батареї каталітичної конверсії, який працює при температурі 150°С, з часом контакту газ (каталізатор) приблизно 6 с, щоб отримувати сірку реакцією між H2S та SO2. Утворена сірка осаджується на каталізаторі. Осадові гази, що точаться з конвертора у фазі "реакції Клауса", подавали у піч для спалювання каталітичних відходів, а димові гази, що одержуються у печі спалювання, які містили SO2 у дуже невеликій концентрації, як одна сполука сірки, викидали в атмосферу крізь димову трубу. Осадові гази, що виходять з батареї каталітичної конверсії, не містили більше 800 v.p.m усієї сірки, а саме H2S, SO2 пароподібної і (або) пузирчастої сірки, що відповідає загальному виходу конверсії H2S у сірку, що дорівнює 99,6%. Після роботи протягом 800 год. у вищезазначених умовах скид реактора каталітичного окислення у стехіометрії Клауса містив H2S та SO2 у молярному співвідношенні H2S:SO2, що дорівнює 2,02, а при кількості газоподібної сірки, відповідної ступеню конверсії H2S 56%, загальний вихід конверсії H2S у сірку складав 99,4%. Приклад 5 Оброблювали газ, що складається з 1 об'ємн.% H2S, 5 об'ємн.% Н2О та 94 об'ємн.% СО2, при температурах вище точки роси утвореної сірки, з використанням каталізатора, який складається з носія карбіду кремнію, просоченого сполукою заліза та сполукою хрому, та що містить з урахуванням маси металу, по відношенню до маси каталізатора, 3,2% заліза і 0,35% хрому. Каталізатор активували прямим сульфуванням. Готували каталізатор наступним чином. Спочатку просочували зерна карбіду кремнію, що має гранулометрію між 0,8 та 1 мм та питому поверхню BET 78 м2/г, розчином сполуки заліза та сполуки хрому, при концентраціях, придатних для одержання бажаної кількості заліза та хрому у одержуваному каталізаторі. Одержаний просочений продукт сушили при кімнатній температурі протягом 40 год., потім при 120°С протягом 50 год. та після цього піддавали прожарюванню при 500°С протягом 20 год. Одержаний прожарений продукт, який містить елементи заліза та хрому у формі оксидів, нанесених на карбід кремнію, обробляли потім або за допомогою H2S, розведеного при концентрації 1 об'ємн.% у потоці гелію, або твердою сір 8 42821 кою, яка механічно змішана з каталізатором; кількість сірки складала 6,2 мас.% від маси каталізатора. Вищезазначену обробку проводили при 300°С протягом 2 год., щоб перевести залізо та хром у форму сірчистої сполуки, що утворює активну фазу каталізатора. Одержаний сірчистий каталізатор містив, як зазначено вище, 3,2 мас.% заліза та 0,35% хрому та мав питому поверхню BET 76 м2/г. Обробку газу, що містить H2S, здійснювали з використанням сірчистого каталізатора, працюючи, як зазначено у прикладі 1. Перетворення H2S було повним з початку обробки газу, що містить H2S, і селективність сірки була 93%. Приклад 6 Оброблювали бідний на H2S кислий газ, який містить 95,5 об'ємн.% СО2, 4 об'ємн.% Н2О та 0,5 об'ємн.% H2S. Обробку кислого газу здійснювали при температурі 100°С нижче точки роси сірки, одержаної окисленням H2S цього кислого газу, працюючи на установці, подібній використаній у прикладі 2, та вживаючи каталізатор, який складається з карбіду кремнію, що містить 4 мас.% нікелю та має питому поверхню BET 210 м2/г. Цей каталізатор готували, як наведено у прикладі 2, і після його прожарювання піддавали відновленню у потоці водню при 400°С протягом 10 год. Оброблюваний бідний на H2S кислий газ надходив крізь впускний трубопровід для газів при витраті 2241 Нм3/год., та при температурі приблизно 30°С; його доводили до температури 80°С у теплообміннику, змонтованому на вищеназваному трубопроводі, потім змішували крізь отвір з 89,6 Нм3/год. повітря та 1000 Нм3/год. інертного газу, насиченого 55 об'ємн.% водяної пари, та доводили до 100°С. Кількість водяної пари, що міститься у кінцевій суміші, дорівнювала приб-лизно 20 об'ємн.%. Одержана суміш надходила у реактор у фазі окислення з температурою 86°С. Час контакту газової суміші, яка надходить у ре-актор у фазі реакції окислення, з шаром каталі-затора, що міститься у ньому, дорівнював 10 с. Ступінь перетворення H2S у реакторі у фазі окис-лення дорівнювала 100%. На виході з вищезаз-наченого реактора видаляли газовий потік, який має температуру приблизно 110°С і містить, при-наймні, 100 v.p.m SO2. Цей газовий потік спрямо-вували у піч для спалювання відходів перед їх ви-кидом в атмосферу. У реактор, який працює у фазі регенерації (охолодження), впорскували продувальний газ, який містить азот, для регенерації каталізатора окислення, насиченого сіркою, потім охолоджували регенерований каталізатор, працюючи, як зазначено у прикладі 2. При регенерації у атмосфері азоту рекуперують усю сірку, яка осаджена на каталізаторі. Присутність вищезазначеної кількості водяної пари у реакційній суміші у кількості між 10 об'ємн.% та 50 об'ємн.%, особливо між 15 об'ємн.% та 30 об'ємн.%, дозволяє суттєво подовжувати час зберігання оптимальної активності десульфації каталізатора. Водяна пара грає роль диспергатора сірки, яка осаджена на каталізаторі, та, отже, запобігає доступу реактивів до активних центрів каталізатора. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 9
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for catalytic oxidation into sulphur of h2s contained at a small concentration in gas
Автори англійськоюPhilippe Andre, Savin-Poncet Sabine, Nougayrede Jean, Ledoux Marc, Fam Huu Kuong, Crouset Claude
Назва патенту російськоюСпособ каталитического окисления до серы h2s, содержащейся в небольшой концентрации в газе
Автори російськоюФилипп Андрэ, Савен-Понсэ Сабин, Нугайред Жан, Леду Марк, Фам Хуу Куонг, Крузе Клод
МПК / Мітки
МПК: C01B 17/04, B01J 27/20, B01J 37/20
Мітки: газі, міститься, сірки, окислення, невеликій, каталітичного, концентрації, спосіб
Код посилання
<a href="https://ua.patents.su/9-42821-sposib-katalitichnogo-okislennya-do-sirki-h2s-shho-mistitsya-u-nevelikijj-koncentraci-v-gazi.html" target="_blank" rel="follow" title="База патентів України">Спосіб каталітичного окислення до сірки h2s, що міститься у невеликій концентрації в газі</a>
Спосіб повного окислення h2s до сірки
Номер патенту: 42051
Опубліковано: 15.10.2001
Автори: Савен-Понсе Сабін, Нугеред Жан, Філіпп Андре
МПК: B01D 53/86, C01B 17/04
Мітки: повного, окислення, спосіб, сірки
Формула / Реферат:
1.Способ полного окисления H2S до серы, присутствующего в газе в концентрации 0,7-3,0 об.%, который осуществляют в установке для каталитического окисления, отличающийся тем, что указанная установка включает несколько ступеней каталитического окисления, расположенных последовательно и включающих начальную ступень, конечную ступень и, при необходимости по меньшей мере, одну промежуточную ступень, причем названные ступени содержат каждая...
Каталізатор для окислення діоксиду сірки, спосіб його одержання та спосіб окислення діоксиду сірки

Номер патенту: 25075
Опубліковано: 25.12.1998
Автори: Бернд Енглер, Штефан Блумріх, Вольфганг Хоннер, Едгар Коберштайн
Мітки: діоксиду, каталізатор, спосіб, окислення, одержання, сірки
Спосіб одержання сірки з кислого газу, в якому міститься сірководень
Номер патенту: 25973
Опубліковано: 26.02.1999
Автори: Жорж Кваснікофф, Жан Нугаіред, Андре Філіпп
МПК: B01J 27/053, B01D 53/46, C01B 17/04
Мітки: спосіб, сірки, якому, сірководень, міститься, одержання, газу, кислого
Формула / Реферат:
1. Способ получения серы из кислого газа, содержащего H2S, включающий стадию мягкого окисления H2S с помощью воздуха, с получением серы и остаточного газа, содержащего пары воды и соединения серы (0,2 - 6% объемн.), представляющие собой H2S, SO2 и, по крайней мере, одно из соединений COS и CS2, стадию окисления и гидролиза остаточного газа при контакте с катализатором гидролиза соединений COS и CS2, охлаждение остаточного гидролизованного...
Каталізатор для окислення аміаку

Номер патенту: 33014
Опубліковано: 15.02.2001
Автори: Голеус Віктор Іванович, Челпанов Ігор Павлович, Жигайло Борис Данилович, Носенко Олександр Васильович, Трет'яков Олександр Сергійович, Сердюк Анатолій Іванович, Ільченко Наталія Юріївна
МПК: B01J 23/76
Мітки: аміаку, каталізатор, окислення
Текст:
...стійкість»; він володіє оптимальними реологічними влас тивостями» що дозволяє вяготавляти відомими способами каталізатори афективної формі (чарукшваті, стільникові та інші) та різних роз -змір їв. Запропонований носій рівномірно змішується з тонкодисперсною активною складовою , т позитивно відбивається на ефективності ка талізатора та процесі окисляння аміакз в цілому . -^-сподумен отримують шляхом реакційного формування структури в...
Каталізатор окислення трет.бутилового спирту до метакролеїну
Номер патенту: 37342
Опубліковано: 15.05.2001
Автори: Жизневський Вячеслав Михайлович, Кхан Мц.Максудур Рахман, Гуменецький Володимир Васильович, Федевич Євген Васильович
МПК: B01J 27/02, B01J 23/745, C07C 47/20, B01J 23/88
Мітки: трет.бутилового, спирту, каталізатор, метакролеїну, окислення
Формула / Реферат:
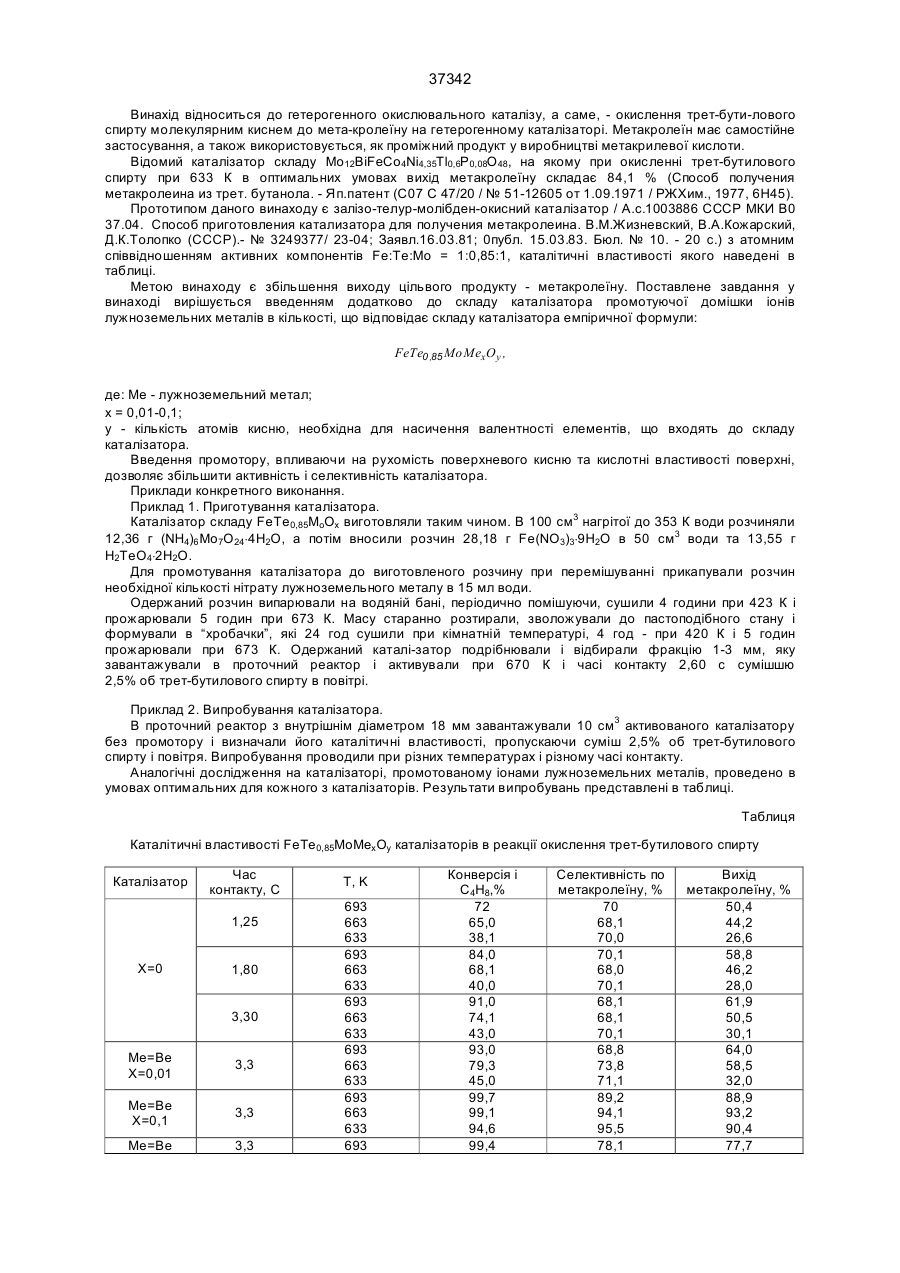
Каталізатор окислення трет-бутилового спирту до метакролеїну, який складається з заліза, телуру, молібдену і кисню, який відрізняється тим, що він додатково містить лужноземельний метал і його склад відповідає емпіричній формулі Fe Те0,85 Мо Мех Оу, де:Ме - лужноземельний метал (Be, Mg, Ca, Sr, Ba);х = 0,01- 0,05; у - кількість атомів кисню, необхідна для насичення валентності елементів, що входять до складу...
Попередній патент: Конструкція порошкового дроту
Наступний патент: Спосіб вирощування цукрових буряків
Випадковий патент: Стрілчасті арки з прямолінійних елементів змінного перерізу з клеєної деревини