Конструкція порошкового дроту
Номер патенту: 43052
Опубліковано: 15.11.2001
Автори: Старицький Максим Вікторович, Карпенко Володимир Михайлович
Формула / Реферат
1. Конструкція порошкового дроту, яка складається з металевої основи і порошкового наповнювача для зварювання міді, яка відрізняється тим, що металева основа дроту має чарунчасту будівлю з заповненням серцевини порошковою шихтою.
2. Конструкція порошкового дроту по пункту 1, яка відрізняється тим, що коефіцієнт заповнення її може бути збільшений в 1,2-2 рази.
3. Конструкція порошкового дроту по пункту 1, яка відрізняється тим, що крупка порошкового дроту може бути доповнена крупкою суцільного дроту.
Текст
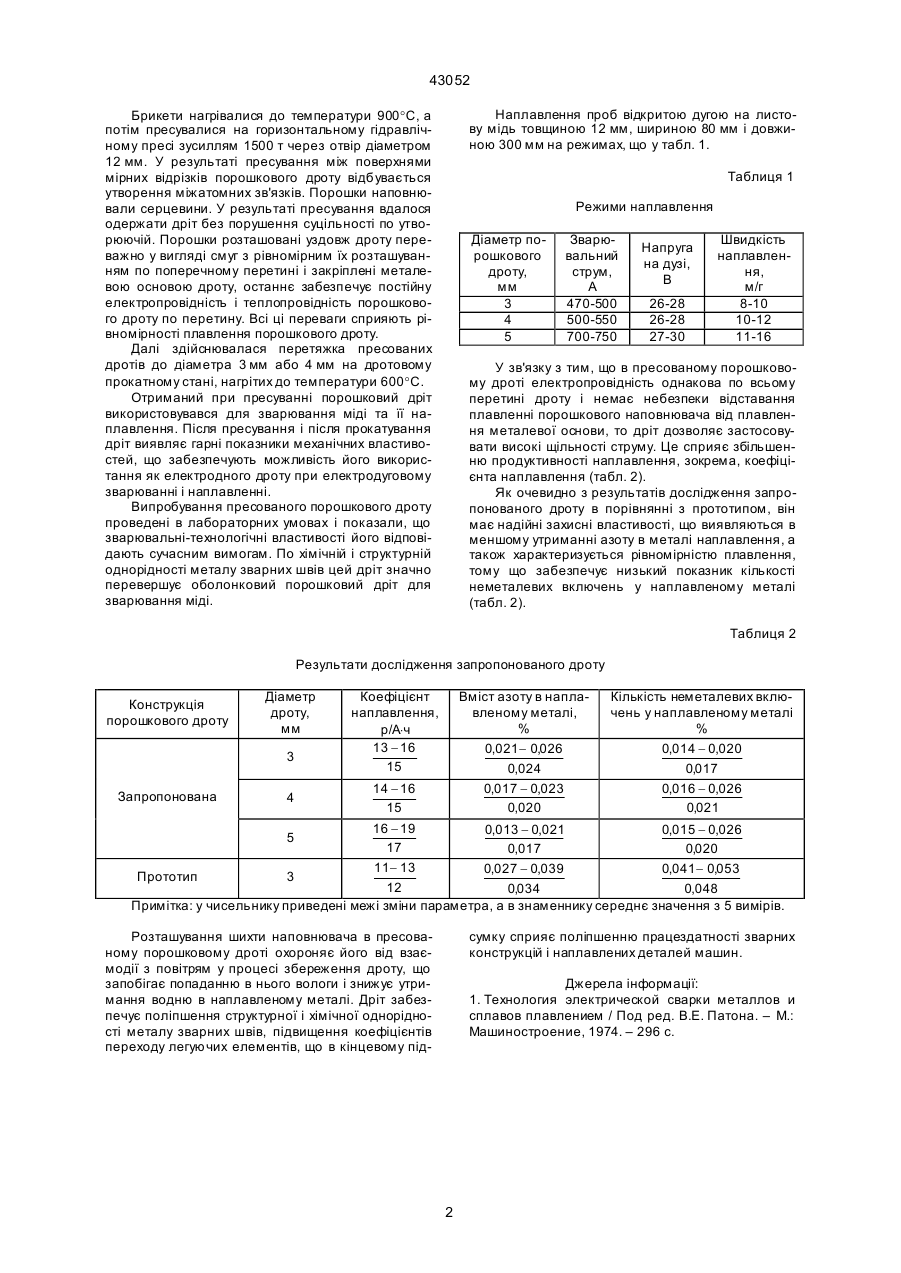
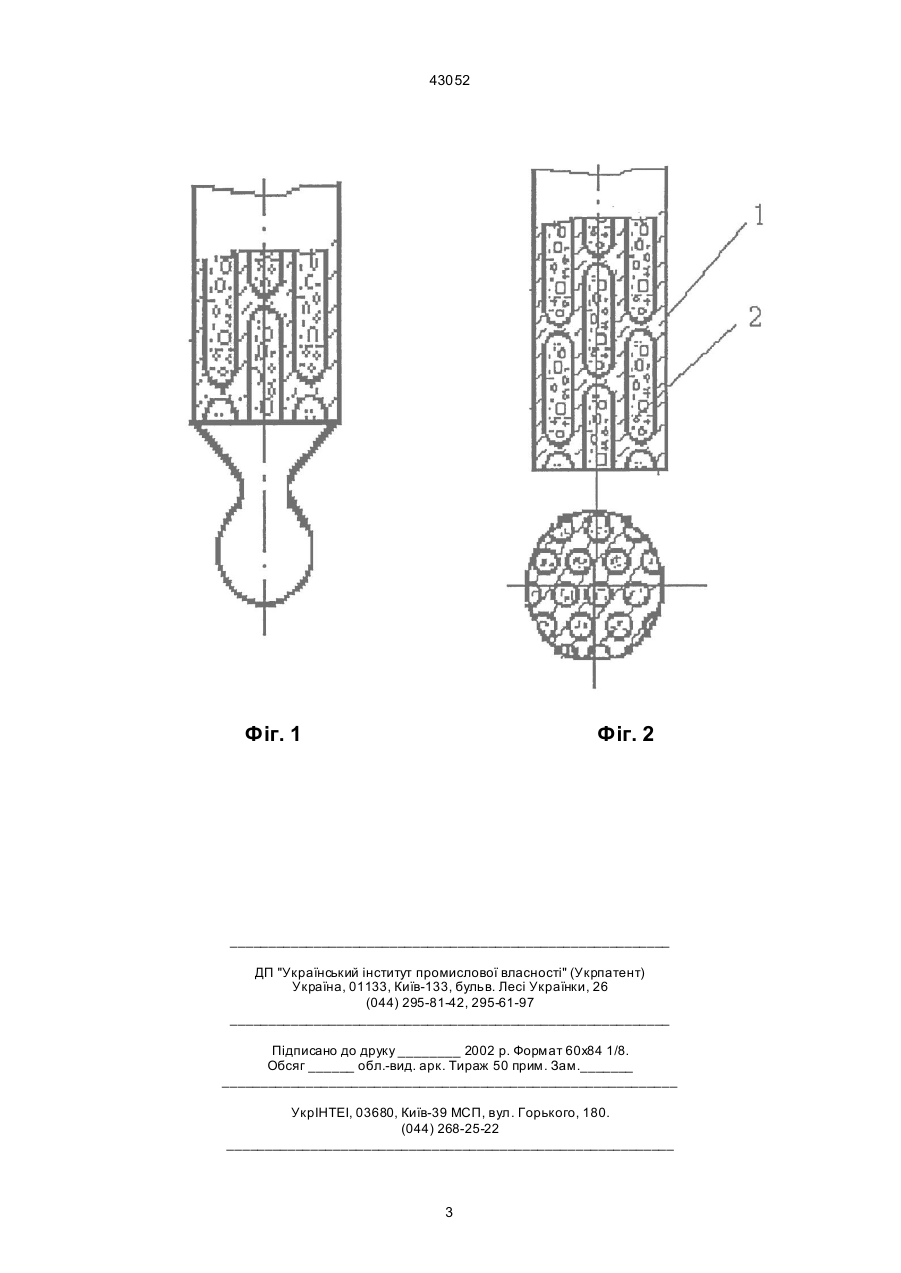
1. Конструкція порошкового дроту, яка складається з металевої основи і порошкового напов 43052 Наплавлення проб відкритою дугою на листову мідь товщиною 12 мм, шириною 80 мм і довжиною 300 мм на режимах, що у табл. 1. Брикети нагрівалися до температури 900°С, а потім пресувалися на горизонтальному гідравлічному пресі зусиллям 1500 т через отвір діаметром 12 мм. У результаті пресування між поверхнями мірних відрізків порошкового дроту відбувається утворення міжатомних зв'язків. Порошки наповнювали серцевини. У результаті пресування вдалося одержати дріт без порушення суцільності по утворюючій. Порошки розташовані уздовж дроту переважно у вигляді смуг з рівномірним їх розташуванням по поперечному перетині і закріплені металевою основою дроту, останнє забезпечує постійну електропровідність і теплопровідність порошкового дроту по перетину. Всі ці переваги сприяють рівномірності плавлення порошкового дроту. Далі здійснювалася перетяжка пресованих дротів до діаметра 3 мм або 4 мм на дротовому прокатному стані, нагрітих до температури 600°С. Отриманий при пресуванні порошковий дріт використовувався для зварювання міді та її наплавлення. Після пресування і після прокатування дріт виявляє гарні показники механічних властивостей, що забезпечують можливість його використання як електродного дроту при електродуговому зварюванні і наплавленні. Випробування пресованого порошкового дроту проведені в лабораторних умовах і показали, що зварювальні-технологічні властивості його відповідають сучасним вимогам. По хімічній і структурній однорідності металу зварних швів цей дріт значно перевершує оболонковий порошковий дріт для зварювання міді. Таблиця 1 Режими наплавлення Діаметр порошкового дроту, мм 3 4 5 Зварювальний струм, А 470-500 500-550 700-750 Напруга на дузі, В 26-28 26-28 27-30 Швидкість наплавлення, м/г 8-10 10-12 11-16 У зв'язку з тим, що в пресованому порошковому дроті електропровідність однакова по всьому перетині дроту і немає небезпеки відставання плавленні порошкового наповнювача від плавлення металевої основи, то дріт дозволяє застосовувати високі щільності струму. Це сприяє збільшенню продуктивності наплавлення, зокрема, коефіцієнта наплавлення (табл. 2). Як очевидно з результатів дослідження запропонованого дроту в порівнянні з прототипом, він має надійні захисні властивості, що виявляються в меншому утриманні азоту в металі наплавлення, а також характеризується рівномірністю плавлення, тому що забезпечує низький показник кількості неметалевих включень у наплавленому металі (табл. 2). Таблиця 2 Результати дослідження запропонованого дроту Конструкція порошкового дроту Діаметр дроту, мм 3 Запропонована 4 Коефіцієнт наплавлення, р/А×ч 13 - 16 15 Вміст азоту в наплавленому металі, % 0,021- 0,026 0,024 0,017 - 0,023 0,020 14 - 16 15 Кількість неметалевих включень у наплавленому металі % 0,014 - 0,020 0,017 0,016 - 0,026 0,021 16 - 19 17 0,013 - 0,021 0,015 - 0,026 0,017 0,020 11- 13 0,027 - 0,039 0,041- 0,053 Прототип 3 12 0,034 0,048 Примітка: у чисельнику приведені межі зміни параметра, а в знаменнику середнє значення з 5 вимірів. 5 Розташування шихти наповнювача в пресованому порошковому дроті охороняє його від взаємодії з повітрям у процесі збереження дроту, що запобігає попаданню в нього вологи і знижує утримання водню в наплавленому металі. Дріт забезпечує поліпшення структурної і хімічної однорідності металу зварних швів, підвищення коефіцієнтів переходу легуючих елементів, що в кінцевому під сумку сприяє поліпшенню працездатності зварних конструкцій і наплавлених деталей машин. Джерела інформації: 1. Технология электрической сварки металлов и сплавов плавлением / Под ред. В.Е. Патона. – М.: Машиностроение, 1974. – 296 с. 2 43052 Фіг. 1 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюStructure of powder wire
Автори англійськоюKarpenko Volodymyr Mykhailovych, Starytskyi Maksym Viktorovych
Назва патенту російськоюКонструкция порошкового провода
Автори російськоюКарпенко Владимир Михайлович, Старицкий Максим Викторович
МПК / Мітки
МПК: B23K 35/02
Мітки: конструкція, дроту, порошкового
Код посилання
<a href="https://ua.patents.su/3-43052-konstrukciya-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Конструкція порошкового дроту</a>
Спосіб порядного укладання порошкового дроту на котушку намотувального пристрою
Номер патенту: 35961
Опубліковано: 16.04.2001
Автори: Кочевенко Іван Іванович, Підгорний Ігор Вікторович, Тітієвський Володимир Маркович, Горовий Олександр Борисович, Бордюгов Вячеслав Миколаєвич, Литвинов Віктор Іванович
МПК: B21C 47/02
Мітки: котушку, порошкового, намотувального, пристрою, порядного, спосіб, укладання, дроту
Формула / Реферат:
Спосіб порядного укладення порошкового дроту на котушку намотувального пристрою, що включає в себе супроводження виткоукладальником порошкового дроту від однієї щоки котушки до другої зі швидкістю V = d * f, зупинку і реверс виткоукладальника, який відрізняється тим, що перед намоткою кожної бухти вимірюють діаметр дроту, а супроводження дроту зі швидкістю V проводять протягом укладання в кожному ряді N+0,5 витка і з V=Q...
Спосіб виготовлення порошкового дроту
Номер патенту: 35951
Опубліковано: 16.04.2001
Автори: Бойко Петро Антонович, Вржижевський Едуард Леонович, Петриченко Ірина Костянтинівна, Собокар Володимир Костянтинович, Моляр Олександр Григорович, Лобода Петро Іванович, Степанчук Анатолій Миколайович, Махно Дмитро Володимирович, Радченко Леонід Максимович
МПК: B23K 35/40
Мітки: виготовлення, спосіб, дроту, порошкового
Формула / Реферат:
Спосіб виготовлення порошкового дроту, що включає формування компонентів в заготовку у вигляді металевого стрижня, який відрізняється тим, що вихідні компоненти - порошки титану та алюмінію беруть у співвідношенні 60 і 40% відповідно, та пластифікатор – 30% розчин полівінілового спирту - в воді, зміщують, формують в пресформі для мундштучного пресування гнучкий порошковий дріт, який розрізають на стрижні заданої довжини, сушать, а потім...
Спосіб виготовлення порошкового дроту
Номер патенту: 35173
Опубліковано: 15.03.2001
Автори: Микитенко Олександр Михайлович, Санько-Новик Андрій Анатолійович, Алімов Анатолій Миколайович
МПК: B23K 35/368
Мітки: порошкового, виготовлення, дроту, спосіб
Формула / Реферат:
1. Спосіб виготовлення порошкового дроту, під час якого заздалегідь розраховують виміри поперечного перерізу висхідної стрічки, формують із стрічки, що рухається, жолоб, заповнюють його під час руху порошкоподібною шихтою, закривають жолоб з утворенням трубчастої заготовки та багаторазово волочать заготовку до необхідного діаметра у дві стадії, який відрізняється тим. що розміри поперечного перетину стрічки вибирають із співвідношення ширини...
Спосіб виготовлення порошкового дроту
Номер патенту: 2375
Опубліковано: 26.12.1994
Автори: Чащихін Едуард Германович, Альтер Володимир Федорович, Савенко Валентин Олексійович, Походня Ігор Костянтинович, Косенко Петро Олексійович, Дмитренко Сергій Георгієвич, Овчаренко Микола Трофимович, Рак Петро Іванович
МПК: B23K 35/40
Мітки: порошкового, дроту, виготовлення, спосіб
Формула / Реферат:
Способ изготовления порошковой проволоки для обработки металлических расплавов, включающий формовку оболочки из металлической холоднокатаной полосы с отбортовкой ее краев для получения двойного замкового соединения, заполнение заготовки порошковыми материалами, завальцовку проволоки с образованием а оболочке продольного внутреннего гофра, расположенного диаметрально противоположно замковому соединению с последующим замыканием сторон гофра,...
Шихта порошкового дроту

Номер патенту: 3457
Опубліковано: 27.12.1994
Автори: Походня Ігор Костянтинович, Шлєпаков Валерій Миколайович
МПК: B23K 35/30
Мітки: дроту, шихта, порошкового
Попередній патент: Спосіб виробництва млинцевого напівфабрикату
Наступний патент: Спосіб каталітичного окислення до сірки h2s, що міститься у невеликій концентрації в газі
Випадковий патент: Ливникова труба, маніпулятор для труби та пристрій для керування клапаном