Спосіб пакетування будівельних виробів
Номер патенту: 45717
Опубліковано: 15.04.2002
Автори: Мироненко Людмила Володимирівна, Мироненко Олексій Миколайович
Формула / Реферат
1. Спосіб пакетування будівельних виробів, який передбачає формування транспортного пакета будівельних виробів шляхом переміщення будівельних виробів на платформу, ущільнення їх між собою, викладання шарами один на інший, утворення елементів під захватний орган завантажувально-розвантажувального механізму та обв'язку сформованого пакета шляхом накладання на пакет обв'язувальних стрічок, який відрізняється тим, що в процесі формування транспортного пакета елементи під захватний орган завантажувально-розвантажувального механізму виготовляють із стрічкової основи, яку одержують у вигляді заготовки для кроквяних петель шляхом скріплення країв кожної стрічки, після чого кожну таку заготовку із стрічкової основи для кроквяних петель витягують і розташовують на верхній поверхні попередньо викладеного нижнього шару готових будівельних виробів, при цьому дві ділянки цієї заготовки із стрічкової основи з відстанню між ними орієнтують паралельно одна до одної та суміщають центр симетрії витягнутої форми заготовки із стрічкової основи і центр симетрії нижнього шару будівельних виробів, на верхній поверхні якого її розташовують, а крайові частини вищевказаної заготовки із стрічкової основи, які призначені для утворення саме кроквяних петель, розташовують кожну по одній відносно протилежних граней транспортного пакета, який формують, потім викладають наступний шар будівельних виробів, після чого для утворення кроквяних петель крайові частини заготовки із стрічкової основи загинають вверх таким чином, щоб вони прилягали до частини поверхні грані транспортного пакета наступного шару виробів, при цьому кут між твірними кожної із утворених кроквяних петель має значення 5-75°, а обв'язку транспортного пакета здійснюють шляхом закріплення на ньому 1-15 паралельних вертикальних обв'язувальних стрічок і 1-15 паралельних горизонтальних обв'язувальних стрічок.
2. Спосіб за п. 1, який відрізняється тим, що в процесі формування транспортного пакета будівельних виробів при утворенні кроквяних петель з підвищеною міцністю заготовки із скріпленої стрічкової основи для кроквяних петель накладають одна на одну в кількості до чотирьох.
3. Спосіб за п. 1, який відрізняється тим, що стрічкову основу для утворення заготовок для кроквяних петель, а також вертикальні та горизонтальні обв'язувальні стрічки виготовляють із гнучкого пластикового матеріала,
4. Спосіб за п. 1, який відрізняється тим, що стрічкову основу для утворення заготовок для кроквяних петель, а також вертикальні та горизонтальні обв'язувальні стрічки виготовляють із гнучкого металевого матеріала.
5. Спосіб за п.1, який відрізняється тим, що кроквяні петлі утворюють по одній на двох протилежних гранях транспортного пакета.
6. Спосіб за п. 1, який відрізняється тим, що кроквяні петлі утворюють по одній на кожній із чотирьох граней транспортного пакета .
7. Спосіб за п. 1, який відрізняється тим, що на ребрах транспортного пакета під обв'язувальні горизонтальні та вертикальні стрічки, а також під основу кожної твірної кроквяної петлі встановлюють прокладки у вигляді кутків із листового гнучкого матеріала, а саме із метала або із картона, або із пластикового матеріала.
8. Спосіб за п. 1, який відрізняється тим, що при формуванні транспортного пакета із більш, ніж двох шарів будівельних виробів, кроквяні петлі утворюють на двох протилежних гранях транспортного пакета, при цьому заготовки із скріпленої стрічкової основи для утворення кроквяних петель розташовують по одній паралельно відносно одна одній на кожній верхній поверхні попередньо підготовленого нижнього шару будівельних виробів перед викладанням на ньому наступного шару будівельних виробів.
9. Спосіб за п. 1, який відрізняється тим, що при формуванні транспортного пакета із більш, ніж двох шарів будівельних виробів, кроквяні петлі утворюють по одній на всіх чотирьох гранях транспортного пакета, при цьому заготовки із скріпленої стрічкової основи для утворення кроквяних петель розташовують в паралельних площинах перпендикулярно відносно одна одній на верхніх поверхнях кожного з попередньо підготовленого нижнього шару будівельних виробів перед викладанням на ньому наступного шару будівельних виробів.
Текст
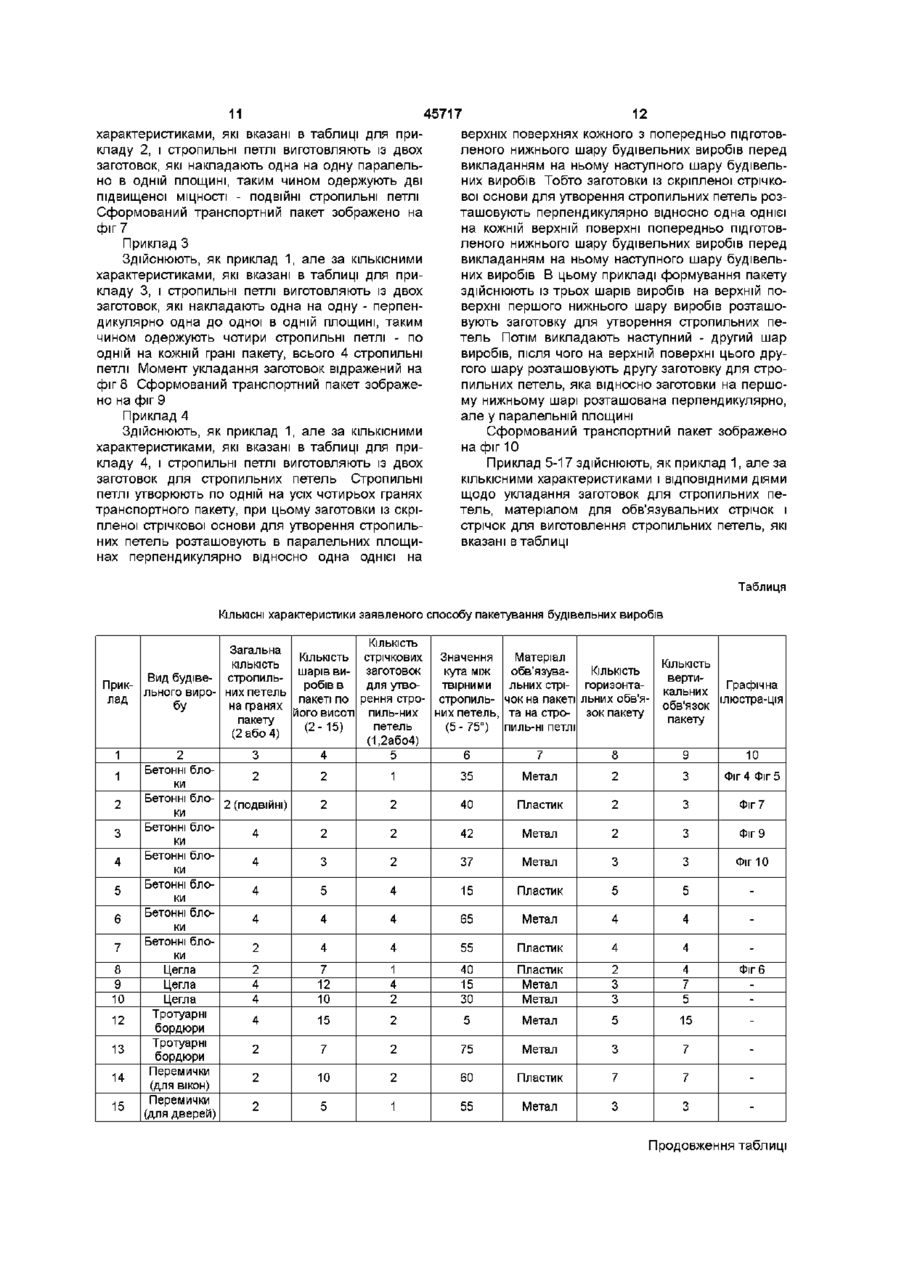
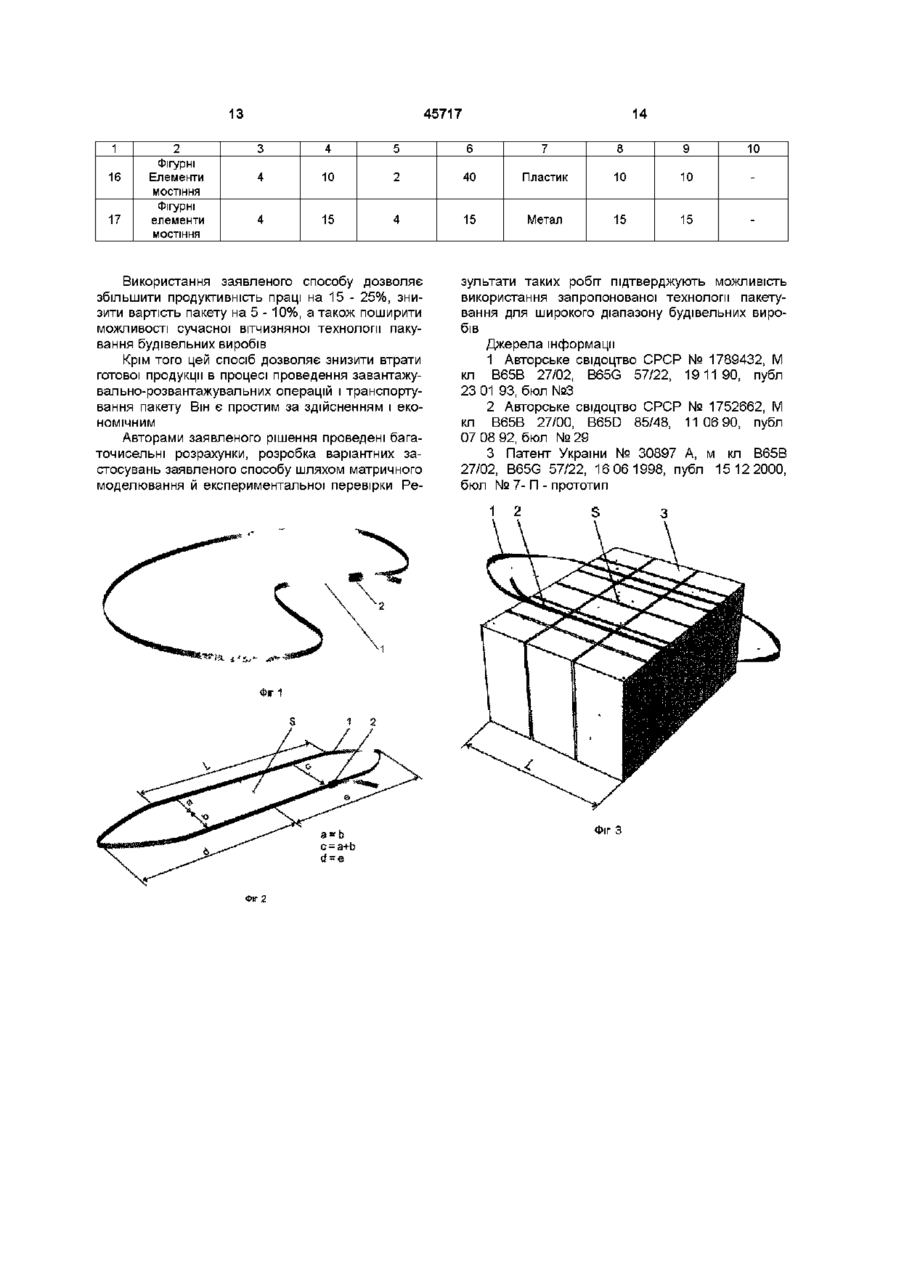
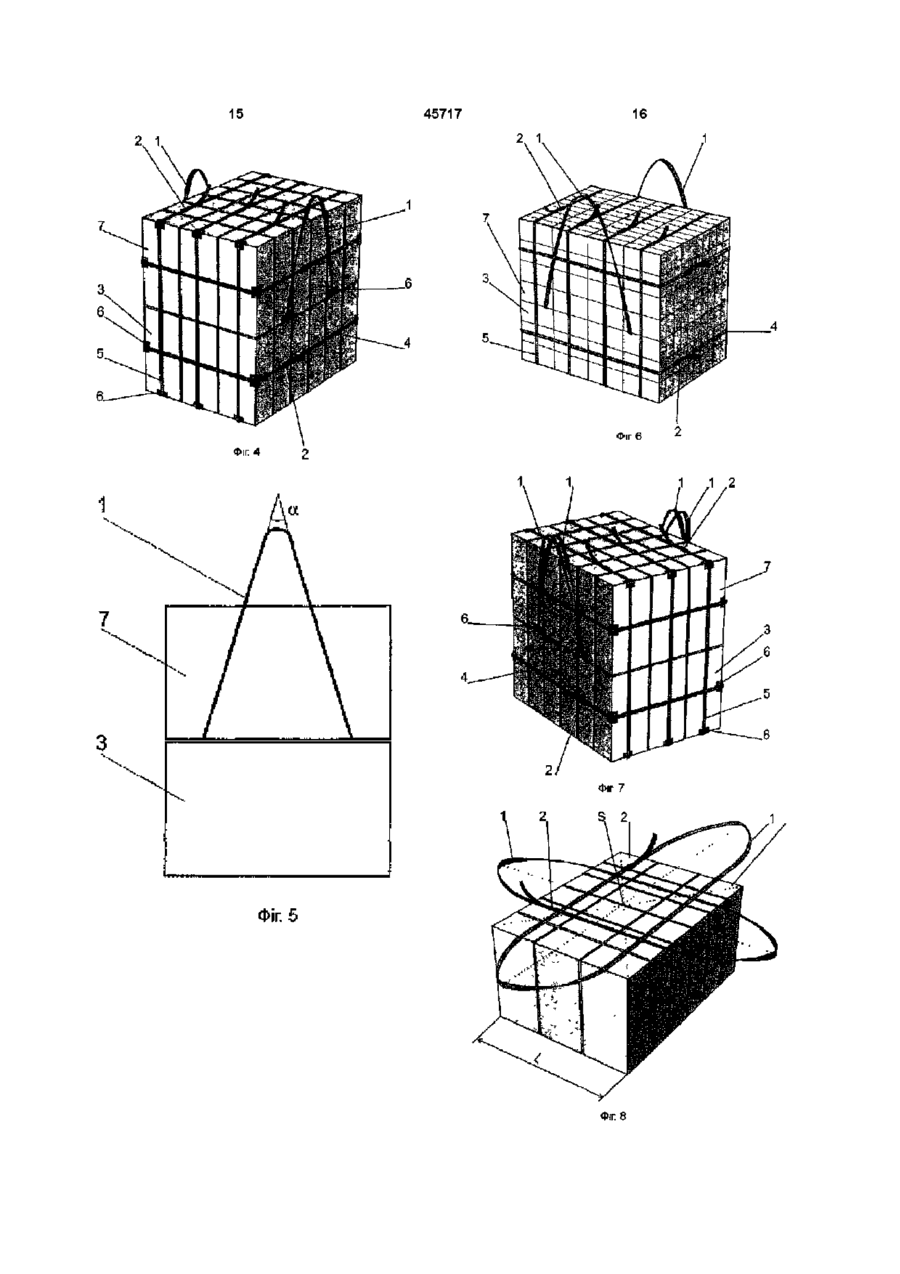
1 Спосіб пакетування будівельних виробів, який передбачає формування транспортного пакета будівельних виробів шляхом переміщення будівельних виробів на платформу, ущільнення їх між собою, викладання шарами один на інший, утворення елементів під захватний орган завантажувально-розвантажувального механізму та обв'язку сформованого пакета шляхом накладання на пакет обв'язувальних стрічок, який відрізняється тим, що в процесі формування транспортного пакета елементи під захватний орган завантажувально-розвантажувального механізму виготовляють із стрічкової основи, яку одержують у вигляді заготовки для кроквяних петель шляхом скріплення країв кожної стрічки, після чого кожну таку заготовку із стрічкової основи для кроквяних петель витягують і розташовують на верхній поверхні попередньо викладеного нижнього шару готових будівельних виробів, при цьому дві ділянки цієї заготовки із стрічкової основи з відстанню між ними орієнтують паралельно одна до одної та суміщають центр симетрії витягнутої форми заготовки із стрічкової основи і центр симетрії нижнього шару будівельних виробів, на верхній поверхні якого її розташовують, а крайові частини вищевказаної заготовки із стрічкової основи, які призначені для утворення саме кроквяних петель, розташовують кожну по одній відносно протилежних граней транспортного пакета, який формують, потім викладають наступний шар будівельних виробів, після чого для утворення кроквяних петель крайові частини заготовки із стрічкової основи загинають вверх таким чином, щоб вони прилягали до частини поверхні грані транспортного пакета наступного шару виробів, при цьому кут між твірними кожної із утворених кроквяних петель має значення 5-75°, а обв'язку транспортного пакета здійснюють шляхом закріплення на ньому 1-15 паралельних верти кальних обв'язувальних стрічок і 1-15 паралельних горизонтальних обв'язувальних стрічок 2 Спосіб за п 1, який відрізняється тим, що в процесі формування транспортного пакета будівельних виробів при утворенні кроквяних петель з підвищеною МІЦНІСТЮ заготовки із скріпленої стрічкової основи для кроквяних петель накладають одна на одну в КІЛЬКОСТІ ДО чотирьох 3 Спосіб за п 1, який відрізняється тим, що стрічкову основу для утворення заготовок для кроквяних петель, а також вертикальні та горизонтальні обв'язувальні стрічки виготовляють із гнучкого пластикового матеріала, 4 Спосіб за п 1, який відрізняється тим, що стрічкову основу для утворення заготовок для кроквяних петель, а також вертикальні та горизонтальні обв'язувальні стрічки виготовляють із гнучкого металевого матеріала 5 Спосіб за п 1, який відрізняється тим, що кроквяні петлі утворюють по одній на двох протилежних гранях транспортного пакета 6 Спосіб за п 1, який відрізняється тим, що кроквяні петлі утворюють по одній на кожній із чотирьох граней транспортного пакета 7 Спосіб за п 1, який відрізняється тим, що на ребрах транспортного пакета під обв'язувальні горизонтальні та вертикальні стрічки, а також під основу кожної твірної кроквяної петлі встановлюють прокладки у вигляді кутків із листового гнучкого матеріала, а саме із метала або із картона, або із пластикового матеріала 8 Спосіб за п 1, який відрізняється тим, що при формуванні транспортного пакета із більш, ніж двох шарів будівельних виробів, кроквяні петлі утворюють на двох протилежних гранях транспортного пакета, при цьому заготовки із скріпленої стрічкової основи для утворення кроквяних петель розташовують по одній паралельно відносно одна одній на кожній верхній поверхні попередньо підготовленого нижнього шару будівельних виробів перед викладанням на ньому наступного шару будівельних виробів 9 Спосіб за п 1, який відрізняється тим, що при формуванні транспортного пакета із більш, ніж двох шарів будівельних виробів, кроквяні петлі утворюють по одній на всіх чотирьох гранях транспортного пакета, при цьому заготовки із скріпленої стрічкової основи для утворення кроквяних петель 1^ ю 45717 розташовують в паралельних площинах перпендикулярно відносно одна одній на верхніх поверхнях кожного з попередньо підготовленого нижньо го шару будівельних виробів перед викладанням на ньому наступного шару будівельних виробів Винахід належить до промисловості будівельних матеріалів, а саме до способу пакетування будівельних виробів при формуванні транспортних пакетів, наприклад, бетонних блоків, цегли та інших Відомий спосіб пакетування будівельних виробів, який передбачає формування транспортного пакету будівельних виробів шляхом переміщення готових форм на платформу, ущільнення їх між собою, викладання шарами один на другий, та обв'язку шляхом накладання на пакет обв'язувальних стрічок (Авторське свідоцтво СРСР № 1789432, м кл В 65 В 27/02, В 65 G 57/22, 19 1190, публ 23 0193, бюл № 3 [1]) Однак такий спосіб пакетування не дозволяє водночас з формуванням пакету утворити ефективні елементи під захватний орган завантажувальнорозвантажувального механізму Відоме також пакетування виробів при формуванні транспортної упаковки, яке наведено в описі застосування цієї упаковки і передбачає формування транспортного пакету виробів, ущільнення їх між собою, викладання шарами один на другий, утворення елементів під захватний орган завантажувально-розвантажувального механізму (Авторське свідоцтво СРСР № 1752662, м кл В 65 В 27/00, В 65 D 85/48, 11 06 90, публ 07 08 92, бюл № 29 [2]) Але такий спосіб достатньо трудомісткий Крім того така технологія формування транспортних пакетів не дозволяє здійснювати пакетування різних будівельних виробів, наприклад бетонних блоків невеликих розмірів, цегли та інших праці на 15 - 25%, знижена вартість пакету на 5 10%, а також поширена можливість застосування способу для пакетування різних будівельних виробів Поставлене завдання вирішується тим, що заявлений спосіб пакетування будівельних виробів передбачає формування транспортного пакету будівельних виробів шляхом переміщення будівельних виробів на платформу, ущільнення їх між собою, викладання шарами один на другий, утворення елементів під захватний орган завантажувально-розвантажувального механізму та обв'язку сформованого пакету шляхом накладання на пакет обв'язувальних стрічок Новим в заявленому способі є те, що в процесі формування транспортного пакету елементи під захватний орган завантажувально-розвантажувального механізму виготовляють із стрічкової основи, яку одержують у вигляді заготовки для стропильних петель шляхом скріплення країв кожної стрічки Потім кожну таку заготовку із стрічкової основи для стропильних петель витягують і розташовують на верхній поверхні попередньо підготовленого нижнього шару готових будівельних виробів Дві ДІЛЬНИЦІ ЦІЄЇ заготовки із стрічкової основи з відстанню між ними орієнтують паралельно одна до одної Центр симетрії витягнутої форми заготовки із стрічкової основи і центр симетрії нижнього шару будівельних виробів, на верхній поверхні якого и розташовують, суміщають Краєві частини вищевказаної заготовки із стрічкової основи, які призначені для утворення саме стропильних петель, розташовують кожну по одній відносно протилежних граней транспортного пакету, який формують Потім викладають наступний шар будівельних виробів, після чого для утворення стропильних петель краєві частини заготовки із стрічкової основи загибають вверх таким чином, щоб вони прилягали до частини поверхні грані транспортного пакету наступного шару виробів Кут між твірними кожної із утворених стропильних петель має значення 5 75° Обв'язку транспортного пакету здійснюють шляхом закріплення на ньому 1 - 1 5 паралельних вертикальних обв'язувальних стрічок і 1 - 15 паралельних горизонтальних обв'язувальних стрічок Найбільш близьким до заявленого є спосіб пакетування будівельних виробів, який передбачає формування транспортного пакету будівельних виробів шляхом переміщення готових форм на платформу, ущільнення їх між собою, викладання шарами один на другий, утворення елементів під захватний орган завантажувальнорозвантажувального механізму та обв'язку шляхом накладання на пакет обв'язувальних стрічок (Патент України № 30897 А, м кл В 65 В 27/02, В 65 G 57/22, 16 06 1998, публ 15 12 2000, бюл № 7- II [3]) Такий спосіб є достатньо простим і ефективним, але із-за утворення елементів під захватний орган у вигляді отворів такий спосіб передбачає додаткові трудові витрати, крім того він призначений для формування транспортних пакетів із будівельних виробів у вигляді переважно цегли В основу винаходу поставлено технічна задача створення такого способу пакетування будівельних виробів при формуванні транспортних пакетів, в якому за рахунок здійснення ПОСЛІДОВНОСТІ операцій оригінального утворення стропильних петель водночас з особливим обв'язуванням пакету стрічками була б за рахунок удосконалення технології пакетування збільшена продуктивність Крім того в особливих умовах використання заявлений винахід характеризують такими ознаками В процесі формування транспортного пакету будівельних виробів при утворенні стропильних петель з підвищеною МІЦНІСТЮ заготовки із скріпленої стрічкової основи для стропильних петель накладають одна на одну в КІЛЬКОСТІ ДО чотирьох Стрічкову основу для утворення заготовок для стропильних петель, а також вертикальні та горизонтальні обв'язувальні пакувальні стрічки виготовляють із гнучкого пластикового матеріалу Стрічкову основу для утворення заготовок для 45717 стропильних петель, а також вертикальні та горизультатом, який досягається при його використанзонтальні пакувальні стрічки виготовляють із гнучні, відображається в подальшому кого металевого матеріалу Сукупність усіх ознак заявленого способу при Стропильні петлі утворюють по одній на двох його здійсненні дозволяє у порівняні з відомими протилежних гранях транспортного пакету способом збільшити продуктивність праці на 15 Стропильні петлі утворюють по одній на кож25%, знизити вартість пакету на 5 - 10%, а також ній із чотирьох граней транспортного пакету поширити можливість використання заявленого способу для пакетування різних будівельних вироНа ребрах транспортного пакету під обв'язубів Крім того застосування заявленого способу вальні горизонтальні та під обв'язувальні вертикадозволяє підвисити оперативність завантаження льні стрічки, а також під основу кожної твірної транспортних пакетів стропильної петлі встановлюють прокладки у вигляді кутків із листового гнучкого матеріалу, а саме Внаслідок суттєвого удосконалення технології із металу або із картону або із пластикового матепакетування ВІДПОВІДНО ДО заявленого способу при ріалу взаємодії нових ознак з відомими технічний результат проявляється таким чином При формуванні транспортного пакету із більш, чим двох шарів будівельних виробів, строВиготовлення в процесі формування транспопильні петлі утворюють на двох протилежних грартного пакету заготовки із стрічкової основи для нях транспортного пакету В такому окремому вистропильних петель, її оригінальне розташування падку здійснення заявленого способу заготовки із між шарами виробів, які пакетують, обв'язування скріпленої стрічкової основи для утворення стропакету горизонтальними і вертикальними стрічкапильних петель розташовують по одній паралельми ВІДПОВІДНО до заявленого способу є єдиним но відносно одна однієї на кожній верхній поверхні процесом обв'язки - пакетування, в якому заготовпопередньо підготовленого нижнього шару будівеки для стропильних петель із стрічок водночас льних виробів перед викладанням на ньому настунесуть також й функції обв'язувальних стрічок пного шару будівельних виробів Пояснення виУтворені елементи під захватний орган завантащеописаних особливих умов використання жувально-розвантажувального механізму у вигляді способу для конкретного прикладу його практичногнучких стропильних петель мають високі експлуаго здійснення у випадку формування пакету, натаційні характеристики Вони обумовлені здатнісприклад, із трьох шарів виробів на верхній поверхтю нести і витримувати необхідні навантаження ні першого нижнього шару виробів розташовують Здійснення заявленого способу дозволяє рівномізаготовку для утворення стропильних петель Порно розподілити зусилля, які виникають від впливу тім викладають наступний - другий шар виробів, динамічних навантажень на замки обв'язувальних після чого на верхній поверхні цього другого шару петлеутворюючих стрічок Утворення стропильних розташовують другу заготовку для стропильних петель при пакетуванні будівельних виробів з купетель, як першу заготовку на першому нижньому том між твірними ВІДПОВІДНО до заявленого спосошарі, тобто заготовки розташовані паралельно та бу у певних межах його значень дозволяє дифеу паралельних площинах Таким чином на двох ренційно регулювати формування пакетів з протилежних гранях транспортного пакету утвооптимальною вагою рюють по одній стропильній петлі підвищеної МІЦПоширення діапазону застосування КІЛЬКОСТІ НОСТІ із двох заготовок обв'язувальних стрічок надає можливості створювати загальну обв'язувальну схему за КІЛЬКІСТЮ При формуванні транспортного пакету із горизонтальних, вертикальних обв'язок у будьбільш, чим двох шарів будівельних виробів, строяких сполученнях, з урахуванням певного значенпильні петлі утворюють по одній на усіх чотирьох ня кута між твірними стропильної петлі Така оригранях транспортного пакету В такому окремому гінальна можливість утворення умовного гнучкого випадку здійснення заявленого способу заготовки обв'язувального каркасу з стропильними петлями із скріпленої стрічкової основи для утворення дозволяє забезпечити оптимальне щільне прилястропильних петель розташовують в паралельних гання готових виробів один до одного, що запобіплощинах перпендикулярно відносно одна однієї гає їх зміщенню в пакеті в процесі його транспорна верхніх поверхнях кожного з попередньо підготування та забезпечує ЦІЛІСНІСТЬ пакету при його товленого нижнього шару будівельних виробів підніманні й опусканні, інерційних навантаженнях перед викладанням на ньому наступного шару при перевезенні автотранспортом будівельних виробів Пояснення вищеописаного випадку особливих умов використання способу Продуктивність праці при використанні заявдля конкретного прикладу його практичного здійсленого способу в результаті удосконалення технонення формування пакету, наприклад, із трьох логи пакування підвищується на 15 -25% Раціошарів виробів на верхній поверхні першого нижнальне використання матеріалу для стрічок при нього шару виробів розташовують заготовку для виготовленні заготовок для стропильних петель, утворення стропильних петель Потім викладають горизонтальних і вертикальних стрічок, скорочення наступний - другий шар виробів, після чого на верпошкодження стрічок і замків, порушень ЦІЛІСНОСТІ хній поверхні цього другого шару розташовують пакету, пошкоджень готових виробів забезпечують другу заготовку для стропильних петель, яка відзниження вартості пакету на 5 - 10% Такий спосіб носно заготовки на першому нижньому шарі роздозволяє також знизити втрати готової продукції в ташована перпендикулярно, але у паралельній процесі проведення завантажувальноплощині (фіг 10) розвантажувальних операцій і транспортування пакету Причинно-наслідковий зв'язок між сукупністю істотних ознак заявленого рішення і технічним реПри застосуванні заявленого способу забез 8 45717 чок При цьому обв'язка пакету з мінімальною КІЛЬпечується створення надійних стропильних петель КІСТЮ обв'язувальних стрічок є доцільною у з достатньою динамічною і статичною МІЦНІСТЮ, ЯКІ випадках великомірних будівельних виробів з неВОЛОДІЮТЬ необхідними демпферуючими властивеликою їх КІЛЬКІСТЮ у транспортному пакеті востями Таким чином за рахунок введення нових ознак Такий спосіб дозволяє формувати пакети з заявлений спосіб набуває нових властивостей, які будівельних виробів, які можливо завантажувати обумовлені сукупністю його нових і відомих ознак, будь-якими транспортно-завантажувальним і забезпечує досягнення технічного результату і транспортно-розвантажувальними засобами рішення поставленого завдання, а саме - при виТехнічний результат посилюється в окремих користанні цього способу продуктивність праці випадках, в залежності від особливих умов викозбільшується на 15 - 25%, вартість пакету знижуристання заявленого способу ється на 5 -10%, а також поширюється можливість Для утворення стропильних петель з підвищезастосування запропонованого способу відносно ною МІЦНІСТЮ в процесі формування транспортного різних будівельних виробів пакету будівельних виробів заготовки із скріпленої стрічкової основи для стропильних петель наклаСуттєвість заявленого способу пояснюється дають одна на одну у КІЛЬКОСТІ ДО чотирьох Це наступними графічними зображеннями, які відодозволяє формувати пакети з великою вагою бражають ПОСЛІДОВНІСТЬ здійснення процесу пакебільше 1 тони тування будівельних виробів при формуванні транспортних пакетів ВІДПОВІДНО ДО ЦЬОГО способу В залежності від ваги пакету із будівельних виробів стрічкову основу для утворення заготовок На фіг 1 зображено загальний вигляд одержадля стропильних петель, а також вертикальні та ної заготовки із стрічкової основи, яку виготовлягоризонтальні пакувальні стрічки виготовляють ють в процесі здійсненні заявленого способу для також із гнучкого пластикового матеріалу або із подальшого утворення стропильних петель, де 1гнучкого металевого матеріалу стрічка (стрічкова основа), 2 - замок Можливість утворення різної КІЛЬКОСТІ стропиНа фіг 2 зображено результат наступної дії льних петель на пакеті з різним їх розташуванням утворення заготовки із стрічкової основи, а саме дозволяє оптимально варіювати фактичною мазаготовка для утворення стропильних петель з сою пакетів будівельних виробів схематичною ілюстрацією визначення центру симетрії "S", довжини "L" кожної з двох дільниць цієї МІЦНІСТЬ фіксування будівельних виробів, позаготовки, які орієнтують паралельно одна до одпередження пошкоджень обв'язувальних стрічок ної, з відстанню між ними "с" та стрічок, з яких утворені стропильні петлі, посилюється також завдяки встановленню під них проНа фіг 3 зображено стадія формування першокладок у вигляді кутків із різних матеріалів го нижнього шару будівельних виробів 3, на верхній поверхні якого розташовують заготовку із стріЗа рахунок оптимальної КІЛЬКОСТІ обв'язувальчкової основи для стропильних петель, яка них стрічок попереджується зміщення рядів готопризначена для формування транспортного пакету вих виробів в пакеті - здійснюється їх необхідне з стропильними петлями для їх розташування на ущільнення, і в результаті підвищується якість обдвох протилежних гранях цього пакету Центр сив'язки пакету, запас МІЦНОСТІ пакету Таким чином метрії витягнутої форми заготовки із стрічкової при транспортуванні підвищуєтьсь гарантія зберіоснови та центр симетрії нижнього шару будівельгання ЦІЛІСНОСТІ готових будівельних виробів в паних виробів суміщають кеті Заявлений спосіб дозволяє також підвисити На фіг 4 зображено сформований ВІДПОВІДНО оперативність завантажування і розвантажування до заявленого способу транспортний пакет блоків транспортних пакетів із ніздрюватого бетону з двох шарів готових виробів - нижній шар готових виробів 3 і верхній шар КІЛЬКІСНІ параметри, що характеризують заявготових виробів 7, які обв'язані горизонтальними лений спосіб, визначені в межах, які є оптимальстрічками 4 і вертикальними стрічками 5 Стропиними для досягнення технічного результату За льні петлі 1 утворені на двох протилежних гранях межами заявлених значень не можливо одержати цього пакету, прокладки у вигляді кутків 6 розтасаме такий економічний спосіб пакетування будішовані на ребрах пакету під горизонтальними і вельних виробів вертикальними обв'язувальними стрічками та під При формуванні транспортного пакету будівеосновами твірних стропильних петель льних виробів для утворення стропильних петель з підвищеною МІЦНІСТЮ заготовки із скріпленої На фіг 5 схематично показано поверхня бокострічкової основи для стропильних петель наклавої грані транспортного пакету з стропильною петдають одна на одну в КІЛЬКОСТІ ДО чотирьох лею із стрічкової основи, де вказаний кут а між твірними петлі Кут між твірними кожної із утворених стропильних петель має визначений в оптимальних меНа фіг 6 зображено вигляд готового транспоржах інтервал 5 - 75° при значеннях кута менш 5° тного пакету із цегли, сформованого ВІДПОВІДНО ДО стає утрудненим захват петель захватним органом заявленого способу з стропильними петлями на завантажувально-розвантажувального механізму, двох протилежних гранях цього пакету, без проа значення кута більш 75° обумовлюють додаткові кладок у вигляді кутків під стрічками і твірними витрати на виготовлення заготовок для стропильстропильних петель них петель На фіг 7 зображено сформований ВІДПОВІДНО Обв'язка транспортного пакету паралельними до заявленого способу транспортний пакет блоків вертикальними обв'язувальними стрічками можлиіз ніздрюватого бетону з стропильними петлями з ва з застосуванням від 1 до 15 кожної з таких стріпідвищеною МІЦНІСТЮ -подвійними петлями, які 45717 утворюють із двох заготовок, що накладають одна на одну Стропильні петлі розташовують на двох протилежних гранях, прокладки у вигляді кутків на ребрах пакету під горизонтальними, вертикальними обв'язувальними стрічками та під основами твірних стропильних петель На фіг 8 зображено стадія формування першого - нижнього шару будівельних виробів, на верхній поверхні якого розташовують дві заготовки із стрічкової основи для стропильних петель, які призначені для формування транспортного пакету з петлями на усіх чотирьох гранях цього пакету На фіг 9 зображено сформований ВІДПОВІДНО до заявленого способу готовий транспортний пакет блоків із ніздрюватого бетону з стропильними петлями по одній на кожній з усіх чотирьох граней пакету, при цьому прокладки у вигляді кутків із гнучкого матеріалу розташовують на ребрах пакету під горизонтальними і вертикальними обв'язувальними стрічками та під основами твірних стропильних петель На фіг 10 зображено сформований ВІДПОВІДНО до заявленого способу транспортний пакет готових будівельних виробів із стропильними петлями по одній на кожній з усіх чотирьох граней транспортного пакету, заготовки із скріпленої стрічкової основи для стропильних петель розташовують в паралельних площинах перпендикулярно відносно одна однієї на верхніх поверхнях кожного з попередньо підготовленого нижнього шару будівельних виробів перед викладанням на ньому наступного шару будівельних виробів Цей пакет сформований із трьох шарів виробів - першого шару "З", другого шару "7" і третього шару "8" Практичне здійснення заявленого способу пакетування будівельних виробів ілюстровано наступними прикладами Приклад 1 Пакетування будівельних виробів при формуванні транспортного пакету ВІДПОВІДНО ДО заявленого способу здійснюють таким чином Готові будівельні вироби - будівельні блоки із ніздрюватого бетону переміщують на платформу, на якій здійснюють процес їх пакетування з обв'язкою стрічками Платформа являє собою металеву площадку на колесах з можливістю руху по коліях Це площина з спеціальними трьома пазами для обв'язувальних стрічок, які укладають під перший нижній шар будівельних виробів транспортного пакету, що починають формувати Заготовлені обв'язувальні металеві стрічки для вертикальної обв'язки укладають на платформу у вищевказані пази Потім спеціальним захватом типового зразку, який управляється дистанційно, на платформу розміщують перший - нижній шар готових будівельних виробів із ніздрюватого бетону Елементи під захватний орган завантажувально-розвантажувального механізму виготовляють у вигляді стропильних петель із стрічкової основи Для цього нарізають металеву стрічку із сталі за ГОСТ 3560-73 КІНЦІ такої стрічки з'єднують за допомогою спеціального замка - механічного пристрою М4К для обв'язки вантажів (фіг 1) Одержану заготовку для виготовлення стропильних петель маркують у службі технічного контролю Заготовці для виготовлення стропильних петель 10 надають витягнутої форми, в якій визначають центр симетрії S (фіг 2) На верхній поверхні нижнього шару готових виробів також визначають центр симетрії цього шару Потім середню - довгу дільницю заготовки із стрічки для утворення стропильних петель розташовують на верхній поверхні першого нижнього шару виробів з паралельною орієнтацією двох середніх частин заготовки - двох дільниць з відстанню між ними таким чином, щоб центр симетрії вищевказаної витягнутої заготовки співпадав - суміщався з центром симетрії нижнього шару виробів, а краєві частини заготовки, з яких утворюють саме стропильні петлі, були б розміщені кожна по одній на протилежних гранях транспортного пакету, який формують (фіг 3) Центрівку по симетрії контролюють шляхом загинання вниз краєвих частин заготовки для стропильних петель після її розташування на верхній поверхні шару і порівняння з висотою нижнього шару виробів Таким чином закінчують формування першого нижнього шару будівельних виробів транспортного пакету Потім на першому - нижньому шарі викладають наступний - другий шар будівельних виробів Після ЦЬОГО кожну з трьох вертикальних обв'язувальних металевих стрічок, які були розміщені під нижній ряд виробів у спеціальні пази платформи, скріплюють на верхній поверхні другого - верхнього шару Потім краєві частини заготовки із з'єднаної стрічкової основи, які утворюють саме стропильні петлі, загибають вверх таким чином, щоб вони прилягали до частини поверхні грані транспортного пакету, яка належить другому - верхньому шару виробів Кут між твірними кожної із стропильних петель має значення 35° Сформований другий шар будівельних виробів ущільнюють і водночас скріплюють разом з стропильними петлями горизонтальними обв'язувальними металевими стрічками (фіг 4, фіг 5) Натягування кожної горизонтальної або вертикальної стрічки та з'єднання її КІНЦІВ виконують за допомогою пристрою для обв'язки вантажів М4К КІНЦІ обв'язувальної стрічки накладають внахлест один на другий і потім зчіплюють їх вищевказаним пристроєм замком Таким чином закінчують формування транспортного пакету Для усунення деформації ребер готових виробів під обв'язувальні горизонтальні, вертикальні стрічки та стропильні петлі підкладають прокладки у вигляді кутків -металевих, пластмасових або картонних пластин, зігнутих під кутом 90° Сформований пакет складається із двох шарів блоків по висоті Такий пакет розрахований на механізоване завантаження та відвантаження з автотранспорту Піднімання та переміщення пакету здійснюється за стропильні петлі за допомогою захватного органу завантажувальнорозвантажувального механізму Сформований пакет будівельних виробів транспортують за призначенням Здійснення заявленого способу ВІДПОВІДНО ДО цього прикладу дозволяє збільшити продуктивність праці на 20%, знижена вартість пакету на 7% за рахунок удосконалення технології пакетування Приклад 2 Здійснюють, ЯК приклад 1, але за КІЛЬКІСНИМИ 11 45717 характеристиками, які вказані в таблиці для прикладу 2, і стропильні петлі виготовляють із двох заготовок, які накладають одна на одну паралельно в одній площині, таким чином одержують дві підвищеної МІЦНОСТІ - ПОДВІЙНІ стропильні петлі Сформований транспортний пакет зображено на фіг 7 Приклад З Здійснюють, ЯК приклад 1, але за КІЛЬКІСНИМИ характеристиками, які вказані в таблиці для прикладу 3, і стропильні петлі виготовляють із двох заготовок, які накладають одна на одну - перпендикулярно одна до одної в одній площині, таким чином одержують чотири стропильні петлі - по одній на кожній грані пакету, всього 4 стропильні петлі Момент укладання заготовок відражений на фіг 8 Сформований транспортний пакет зображено на фіг 9 Приклад 4 Здійснюють, ЯК приклад 1, але за КІЛЬКІСНИМИ характеристиками, які вказані в таблиці для прикладу 4, і стропильні петлі виготовляють із двох заготовок для стропильних петель Стропильні петлі утворюють по одній на усіх чотирьох гранях транспортного пакету, при цьому заготовки із скріпленої стрічкової основи для утворення стропильних петель розташовують в паралельних площинах перпендикулярно відносно одна однієї на 12 верхніх поверхнях кожного з попередньо підготовленого нижнього шару будівельних виробів перед викладанням на ньому наступного шару будівельних виробів Тобто заготовки із скріпленої стрічкової основи для утворення стропильних петель розташовують перпендикулярно відносно одна однієї на кожній верхній поверхні попередньо підготовленого нижнього шару будівельних виробів перед викладанням на ньому наступного шару будівельних виробів В цьому прикладі формування пакету здійснюють із трьох шарів виробів на верхній поверхні першого нижнього шару виробів розташовують заготовку для утворення стропильних петель Потім викладають наступний - другий шар виробів, після чого на верхній поверхні цього другого шару розташовують другу заготовку для стропильних петель, яка відносно заготовки на першому нижньому шарі розташована перпендикулярно, але у паралельній площині Сформований транспортний пакет зображено на фіг 10 Приклад 5-17 здійснюють, як приклад 1, але за КІЛЬКІСНИМИ характеристиками і ВІДПОВІДНИМИ ДІЯМИ щодо укладання заготовок для стропильних петель, матеріалом для обв'язувальних стрічок і стрічок для виготовлення стропильних петель, які вказані в таблиці Таблиця КІЛЬКІСНІ характеристики заявленого способу пакетування будівельних виробів Загальна КІЛЬКІСТЬ Вид будіве- стропильПрикльного виро- них петель лад бу на гранях пакету (2 або 4) 1 1 2 3 4 5 6 7 8 9 10 12 13 14 15 2 Бетонні блоки Бетонні блоки Бетонні блоки Бетонні блоки Бетонні блоки Бетонні блоки Бетонні блоки Цегла Цегла Цегла Тротуарні бордюри Тротуарні бордюри Перемички (для вікон) Перемички (для дверей) 3 КІЛЬКІСТЬ стрічкових Значення шарів ви- заготовок кута між для утворобів в твірними пакеті по рення стро- стропильйого висоті пиль-них них петель, петель (2-15) (5 - 75°) (1,2або4) 4 5 6 КІЛЬКІСТЬ Матеріал обв'язуваКІЛЬКІСТЬ льних стрі- горизонтачок на пакеті льних обв'ята на стро- зок пакету пиль-ні петлі КІЛЬКІСТЬ вертиГрафічна кальних шюстра-ція обв'язок пакету 7 8 9 10 2 2 1 35 Метал 2 3 Фіг 4 Фіг 5 2 (ПОДВІЙНІ) 2 2 40 Пластик 2 3 Фіг 7 4 2 2 42 Метал 2 3 Фіг 9 4 3 2 37 Метал 3 3 Фіг 10 4 5 4 15 Пластик 5 5 4 4 4 65 Метал 4 4 2 4 4 55 Пластик 4 4 2 4 4 7 12 10 1 4 2 40 15 ЗО Пластик Метал Метал 2 3 3 4 7 5 Фіг 6 4 15 2 5 Метал 5 15 2 7 2 75 Метал 3 7 2 10 2 60 Пластик 7 7 2 5 1 55 Метал 3 3 Продовження таблиці 13 1 16 2 Фігурні Елементи 45717 14 3 4 5 6 7 8 9 10 4 10 2 40 Пластик 10 10 4 15 4 15 Метал 15 15 МОСТІННЯ 17 Фігурні елементи МОСТІННЯ Використання заявленого способу дозволяє збільшити продуктивність праці на 15 - 25%, знизити вартість пакету на 5 - 10%, а також поширити можливості сучасної вітчизняної технології пакування будівельних виробів Крім того цей спосіб дозволяє знизити втрати готової продукції в процесі проведення завантажувально-розвантажувальних операцій і транспортування пакету Він Є простим за здійсненням і економічним Авторами заявленого рішення проведені багаточисельні розрахунки, розробка варіантних застосувань заявленого способу шляхом матричного моделювання й експериментальної перевірки Ре зультати таких робіт підтверджують можливість використання запропонованої технології пакетування для широкого діапазону будівельних виробів Джерела інформації 1 Авторське свідоцтво СРСР № 1789432, М кл В65В 27/02, B65G 57/22, 19 1190, публ 23 01 93, бюл №3 2 Авторське свідоцтво СРСР № 1752662, М кл В65В 27/00, B65D 85/48, 11 06 90, публ 07 08 92, бюл № 29 3 Патент України № 30897 А, м кл В65В 27/02, B65G 57/22, 16 06 1998, публ 15 12 2000, бюл № 7- П - прототип Фіг1 1 2 Фіг з Фіг 2 15 16 45717 2. 1 2. 1 Фіг 6 Фіг 4 2 .1 Фіг 7 Фіг 5 ФІГ 8 .1 .2 45717 1. 1 1. 1 Фіг 9 Фіг Ю ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B65B 27/00
Мітки: виробів, спосіб, пакетування, будівельних
Код посилання
<a href="https://ua.patents.su/9-45717-sposib-paketuvannya-budivelnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб пакетування будівельних виробів</a>
Спосіб пакетування будівельних виробів
Номер патенту: 30897
Опубліковано: 15.12.2000
Автори: Кіпа Олег Михайлович, Дудник Юрій Іванович, Мироненко Микола Григорович
МПК: B65G 57/02, B65B 27/00
Мітки: виробів, спосіб, пакетування, будівельних
Текст:
...будівельних виробів здійснюють таким чином. Приклад 1. З пакета будівельних виробів, а саме: цегли, що формують стандартним обладнанням фірми ZREMB-MAKRUM (Польща), вироби за допомогою автоматичного укладальника перекладають на платформу, на якій формують пакет нового типу. На цю платформу викладають стрічки для обв'язки пакета та лист перекладального матеріалу - картону. Потім на стрічках і на листі картону розташовують перший ряд...
Спосіб виготовлення будівельних виробів
Номер патенту: 35978
Опубліковано: 16.04.2001
Автор: Опєкунов Вадим Вікторович
МПК: C04B 40/00
Мітки: виробів, спосіб, виготовлення, будівельних
Формула / Реферат:
Спосіб виготовлення будівельних виробів, включаючий приготування формувальної суміші шляхом змішування заповнювачив, в"яжучих речовин та середовища затворювання з послідуючим їх отвердненням, який відрізняється тим, що віддільно змішують заповнювачи з частиною середовища затворювання та отримують дисперсну систему, віддільне змішують в"яжучі речовини з остатньою частиною середовища затворювання та отримують в"яжучу систему, а...
Спосіб виготовлення будівельних виробів
Номер патенту: 33020
Опубліковано: 15.02.2001
Автори: Дворкін Леонід Йосипович, Мироненко Анатолій Васильович
МПК: C04B 11/00, C04B 35/16
Мітки: спосіб, виготовлення, будівельних, виробів
Текст:
...і відходами виробництва . Виконання поставленних завданнь досягається тим , що згідно із способом виготовлення будівельних виробів, що включає помел силікатних і алюмосилікатних гірських порід в кульовому млині, змішування з добавками зволоження до формувальної вологості г , формування виробів шляхом пресування і твердіння на повітрі , змішу ванн я меле них п орід з д обав ками в ідб уває ться ш ляхо м спільного помелу у кульовому млині при...
Сировинна суміш для виготовлення будівельних виробів
Номер патенту: 39266
Опубліковано: 15.06.2001
Автор: Кас'янов Юрій Володимирович
МПК: C04B 18/26, C04B 28/30
Мітки: будівельних, суміш, сировинна, виготовлення, виробів
Формула / Реферат:
Сировинна суміш для виготовлення будівельних виробів, що містить магнезитовий каустичний порошок, розчин хлористого магнію, щільністю 1,19г/см3, тирсу, яка відрізняється тим, що вологість тирси складає 8-12 відсотків при такому співвідношенні компонентів, мас. %:магнезитовий каустичний порошок - 28-32розчин хлористого магнію - 47-53...
Спосіб виготовлення будівельних виробів на основі дигідрату сульфату кальція
Номер патенту: 34928
Опубліковано: 15.03.2001
Автори: Скрипник Ігор Гаврилович, Мироненко Анатолій Васильович, Іщук Олександр Олександрович, Дворкін Леонід Йосипович
МПК: C04B 28/14
Мітки: сульфату, дигідрату, виробів, основі, виготовлення, кальція, спосіб, будівельних
Формула / Реферат:
Спосіб виготовлення будівельних виробів на основі дигідрату сульфату кальцій, що включає підсушування дигідрату сульфату кальція (природного гіпсового каменю, фосфогіпсу та інших), помел, зволоження, перемішування, формування виробів та теплову обробку, який відрізняється тим, що зволоження меленого дигідрату сульфату кальція здійснюється ортофосфорною кислотою у кількості 7...15% від маси суміші, а теплова обробка відформованих виробів...
Попередній патент: Двері коксової камери
Наступний патент: Похідні тіазолідиндіону, фармацевтична композиція на їх основі та спосіб лікування гіперглікемії
Випадковий патент: Спосіб одержання cf3cнf-заміщених піразолів