Зварювальний апарат
Формула / Реферат
1. Апарат для зварювання в стик - торець (1а) до торця (2 а) - першої подовженої деталі (1, 40), такої як перша рейка, із другою подовженою деталлю (2), такою як друга рейка, за допомогою стикового зварювання, зокрема стикового зварювання оплавленням, що включає каркасну структуру (3, 41) і візок (4, 42), який рухомо з'єднано із зазначеною каркасною структурою і який може ковзати відносно неї у поздовжньому напрямку названих деталей, перший затискач (5а, 5b, 41), розташований на зазначеній каркасній структурі чи на деталях, з'єднаних з нею, щоб міцно тримати деталь (1, 40), другий затискач (9а, 9b, 42), розташований на названому візку, щоб міцно тримати другу деталь (2), електроди (7, 11), розташовані на зазначеній каркасній структурі або на деталях, з’єднаних з нею, та візку або на затискачах, щоб нагрівати деталі до потрібної температури зварювання, і притискний елемент (13, 14, 15, 45, 46, 47), щоб притискати один до одного протилежні торці нагрітих деталей у поздовжньому напрямку і, таким чином, сформувати рейковий стик стиковим зварюванням, який відрізняється тим, що принаймні два робочі органи (13, 14, 15, 29, 30, 45, 46, 47) незалежно контрольовані один відносно одного для повертання протилежних торців деталей (1, 2) у такий спосіб, що поперечні осі (t1, t2) та/або вертикальні осі (h1, h2), та/або поздовжні осі (l1, l2) деталей утворюють кути ![]() та
та ![]() відповідно, між собою, або у такий спосіб, що існуючі кути
відповідно, між собою, або у такий спосіб, що існуючі кути ![]() та
та ![]() відповідно, між поперечними осями (t1, t2) та/або вертикальними осями (h1, h2), та/або поздовжніми осями (l1, l2) зазначених деталей, по суті, зводяться нанівець до початку та/або під час, та/або після операції притискання.
відповідно, між поперечними осями (t1, t2) та/або вертикальними осями (h1, h2), та/або поздовжніми осями (l1, l2) зазначених деталей, по суті, зводяться нанівець до початку та/або під час, та/або після операції притискання.
2. Апарат за п. 1, який відрізняється тим, що принаймні два робочі органи (13, 14, 15, 45, 46, 47) водночас виконують функції притискного елемента.
3. Апарат за п.1 або 2, який відрізняється тим, що робочі органи складаються з першого та другого робочих циліндрів (29, 30) і відповідних поршневих штоків (29а, 30а), і один край кожного робочого циліндра з'єднано по осі з візком (4, 42), а принаймні один вал (21, 22), що проходить всередину візка, обертово з'єднано з протилежним краєм кожного робочого циліндра, принаймні один край (23, 24) зазначеного вала ексцентрично встановлено у першій апертурі (18, 19), що її сформовано у каркасі (3, 41) тощо, і поршневі штоки названих робочих циліндрів розташовані так, щоб пересуватись із різними швидкостями так, що візок і друга деталь (2), яку закріплено на візку затискачами, повертаються навколо поздовжньої осі (l2) названої другої деталі, щоб торець зазначеної другої деталі зайняв таке положення відносно торця першої деталі (1), при якому кут ![]() між поперечними осями (t1, t2) названих деталей набув попередньо визначеної величини чи по суті зник.
між поперечними осями (t1, t2) названих деталей набув попередньо визначеної величини чи по суті зник.
4. Апарат за п.1 або 2, який відрізняється тим, що робочі органи утворено першим і другим осаджувальними циліндрами (13, 14, 15, 45, 46, 47) і відповідними поршневими штоками (13а, 14а, 15а), циліндричні корпуси осаджувальних циліндрів з'єднано по осі з каркасною структурою (3, 41) тощо або з візком (4, 42), і поршневі штоки зазначених осаджувальних циліндрів з'єднано по осі з візком чи каркасною структурою тощо, відповідно, і поршневі штоки названих осаджувальних циліндрів розташовані так, щоб пересуватись із різними швидкостями, через що досягається поворот візка та другої деталі (2), прикріпленої затискачами до візка, навколо поперечної осі (t2) названої другої деталі, такий, що торець названої другої деталі займає таке положення відносно торця першої деталі (1), що кут ![]() між вертикальними осями (h1, h2) зазначених деталей по суті зникає, або навколо вертикальної осі (h2) другої деталі так, що остання деталь набуває такого положення відносно першої деталі (1), що кут
між вертикальними осями (h1, h2) зазначених деталей по суті зникає, або навколо вертикальної осі (h2) другої деталі так, що остання деталь набуває такого положення відносно першої деталі (1), що кут ![]() між поздовжніми осями (l1, l2) зазначених деталей набуває попередньо визначеної величини чи по суті зникає.
між поздовжніми осями (l1, l2) зазначених деталей набуває попередньо визначеної величини чи по суті зникає.
5. Апарат за п. 4, який відрізняється тим, що робочі органи сформовано названими першим та другим осаджувальними циліндрами і третім осаджувальним циліндром (13, 14, 15, 45, 46, 47) та відповідними поршневими штоками (13а, 14а, 15а), причому циліндричний корпус третього осаджувального циліндра по осі з'єднано з каркасною структурою (3, 41) тощо або з візком (4, 42), і поршневий шток цього циліндра по осі з'єднано з візком чи каркасною структурою тощо, і поршневі штоки першого, другого та третього осаджувальних циліндрів розташовані так, щоб пересуватись у такий спосіб, що принаймні один поршневий шток пересувається зі швидкістю, іншою ніж два інші поршневі штоки, через що візок і друга деталь (2), прикріплена затискачами до візка, повертаються навколо поперечної осі (t2) другої деталі так, що торець зазначеної другої деталі розташовується відносно торця першої деталі (1) так, що кут ![]() між вертикальними осями (h1, h2) зазначених деталей набуває наперед визначеної величини чи по суті зникає, та/або навколо вертикальної (h2) осі другої деталі так, що названа друга деталь розташовується відносно першої деталі (1) так, що кут
між вертикальними осями (h1, h2) зазначених деталей набуває наперед визначеної величини чи по суті зникає, та/або навколо вертикальної (h2) осі другої деталі так, що названа друга деталь розташовується відносно першої деталі (1) так, що кут ![]() між поздовжніми осями (l1, l2) названих деталей набуває наперед визначеної величини чи по суті зникає.
між поздовжніми осями (l1, l2) названих деталей набуває наперед визначеної величини чи по суті зникає.
6. Апарат за пп. 3 і 4 або 5, який відрізняється тим, що робочі органи складаються із зазначених першого та другого робочих циліндрів (29, 30) і відповідних поршневих штоків (29а, 30а), названих першого та другого осаджувальних циліндрів і, згідно з конкретним випадком, зазначеного третього осаджувального циліндра (13, 14, 15, 45, 46, 47) і відповідних поршневих штоків (13а, 14а, 15а), поршневі штоки цих робочих циліндрів розташовуються так, щоб пересуватись із різними швидкостями, завдяки чому візок і друга деталь (2), прикріплена до зазначеного візка затискачами, повертаються навколо поздовжньої осі (l2) другої деталі так, що торець названої другої деталі розташовується відносно торця першої деталі (1) так, що кут ![]() між поперечними осями (t1, t2) цих деталей набуває наперед визначеної величини чи по суті зникає, і поршневі штоки першого, другого і, залежно від випадку, третього циліндра розташовуються так, щоб принаймні один з поршневих штоків рухався із швидкістю, іншою ніж решта поршневих штоків, завдяки чому названий візок і друга деталь (2), прикріплена до цього візка затискачами, повертається навколо поперечної осі (t2) другої деталі, і зазначений торець другої деталі набуває такого положення відносно торця першої деталі (1), що кут
між поперечними осями (t1, t2) цих деталей набуває наперед визначеної величини чи по суті зникає, і поршневі штоки першого, другого і, залежно від випадку, третього циліндра розташовуються так, щоб принаймні один з поршневих штоків рухався із швидкістю, іншою ніж решта поршневих штоків, завдяки чому названий візок і друга деталь (2), прикріплена до цього візка затискачами, повертається навколо поперечної осі (t2) другої деталі, і зазначений торець другої деталі набуває такого положення відносно торця першої деталі (1), що кут ![]() між вертикальними осями (h1, h2) цих деталей набуває наперед визначеної величини чи по суті зникає, та/або навколо вертикальної осі (h2) другої деталі так, що зазначена друга деталь встановлюється у таке положення відносно першої деталі (1), що кут
між вертикальними осями (h1, h2) цих деталей набуває наперед визначеної величини чи по суті зникає, та/або навколо вертикальної осі (h2) другої деталі так, що зазначена друга деталь встановлюється у таке положення відносно першої деталі (1), що кут ![]() між поздовжніми осями (l1, l2) цих деталей набуває наперед визначеної величини чи по суті зникає.
між поздовжніми осями (l1, l2) цих деталей набуває наперед визначеної величини чи по суті зникає.
7. Апарат за будь-яким з попередніх пунктів, який відрізняється тим, що осаджувальні циліндри (13, 14, 15, 45, 46, 47) по осі з’єднано їх краями з каркасною структурою (3, 41) тощо та візком (4, 42) у окремих точках прикріплення, і ці точки так розташовуються одна відносно одної, що загальний момент сил, який діє на каркасну структуру від час виконання операції притискання, по суті зводиться до нуля.
8. Апарат за будь-яким з попередніх пунктів, який відрізняється тим, що кут ![]() знаходиться в діапазоні від -5° до +5°, зокрема від -2° до +2°.
знаходиться в діапазоні від -5° до +5°, зокрема від -2° до +2°.
9. Апарат за будь-яким з попередніх пунктів, який відрізняється тим, що кут ![]() знаходиться в діапазоні від -5° до +5°, зокрема від -2° до +2°.
знаходиться в діапазоні від -5° до +5°, зокрема від -2° до +2°.
10. Апарат за будь-яким з попередніх пунктів, який відрізняється тим, що кут ![]() знаходиться в діапазоні від -5° до +5°, зокрема від -2° до +2°.
знаходиться в діапазоні від -5° до +5°, зокрема від -2° до +2°.
Текст
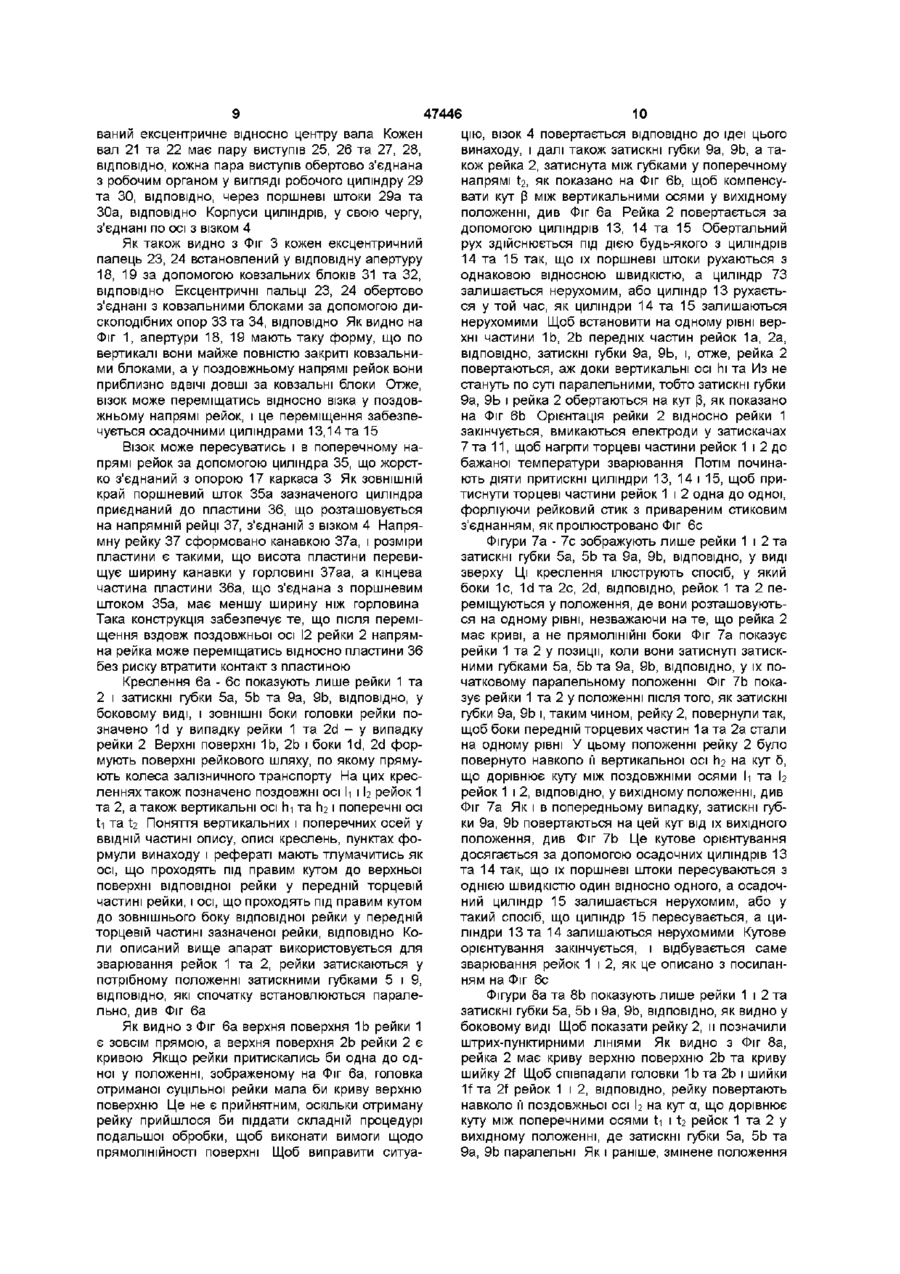
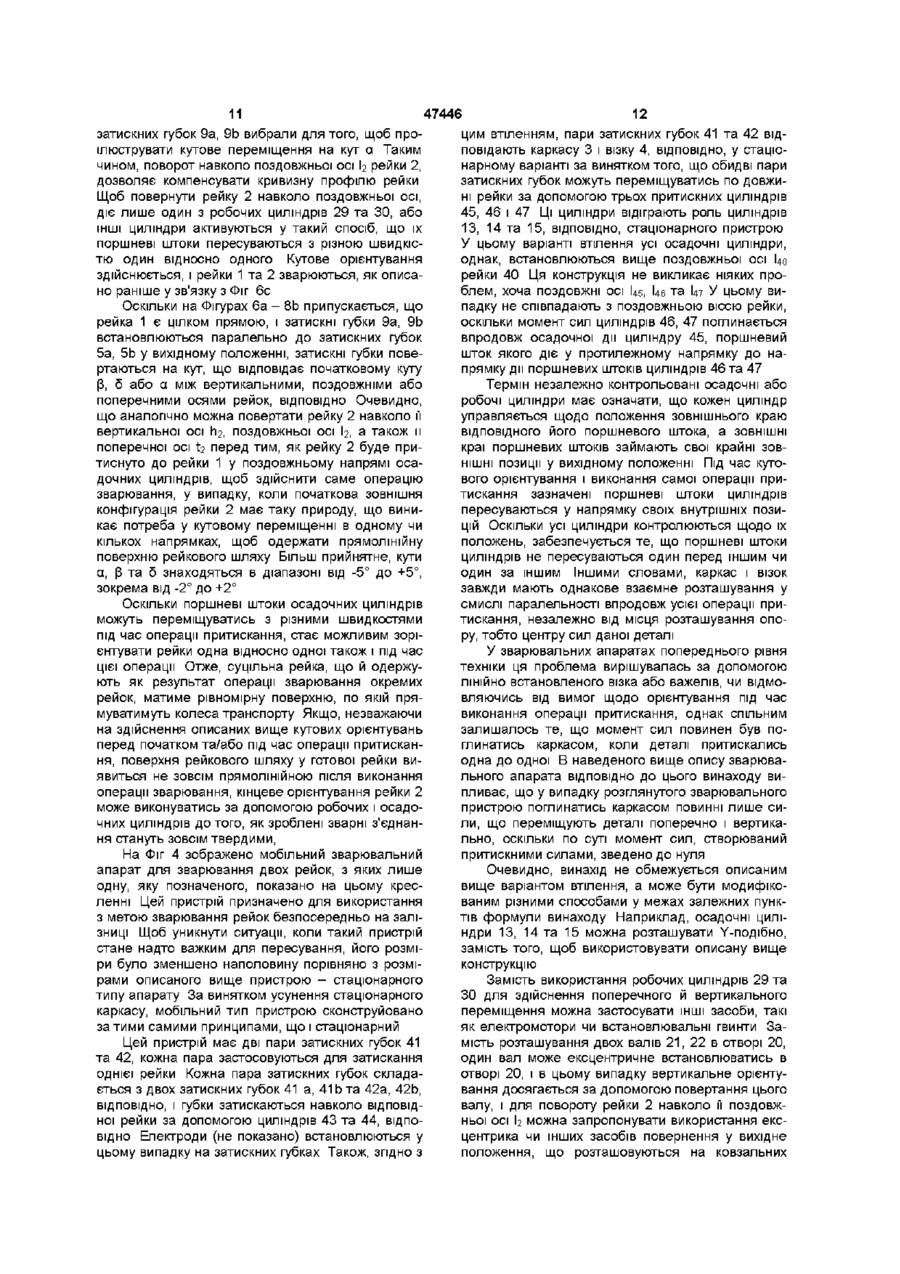
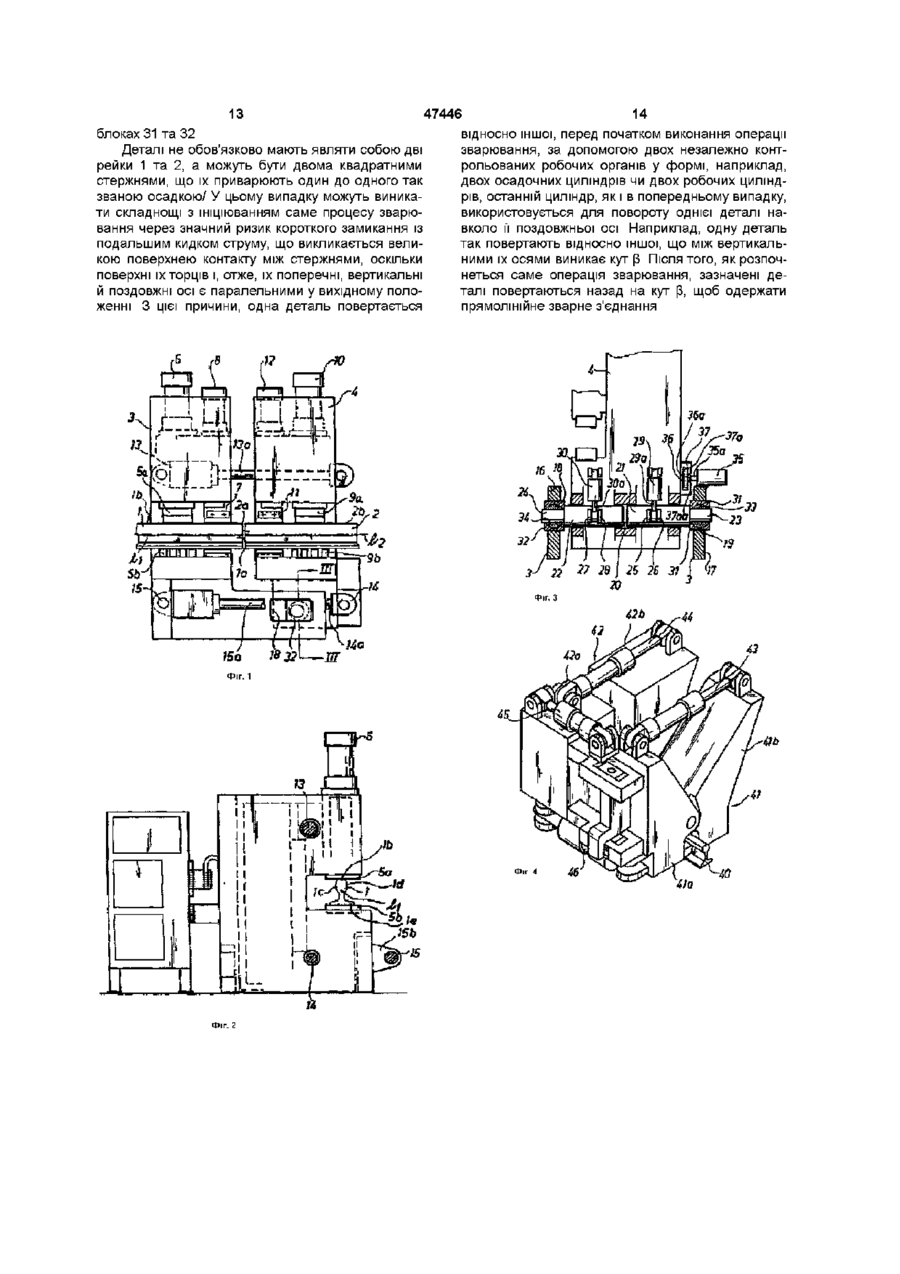
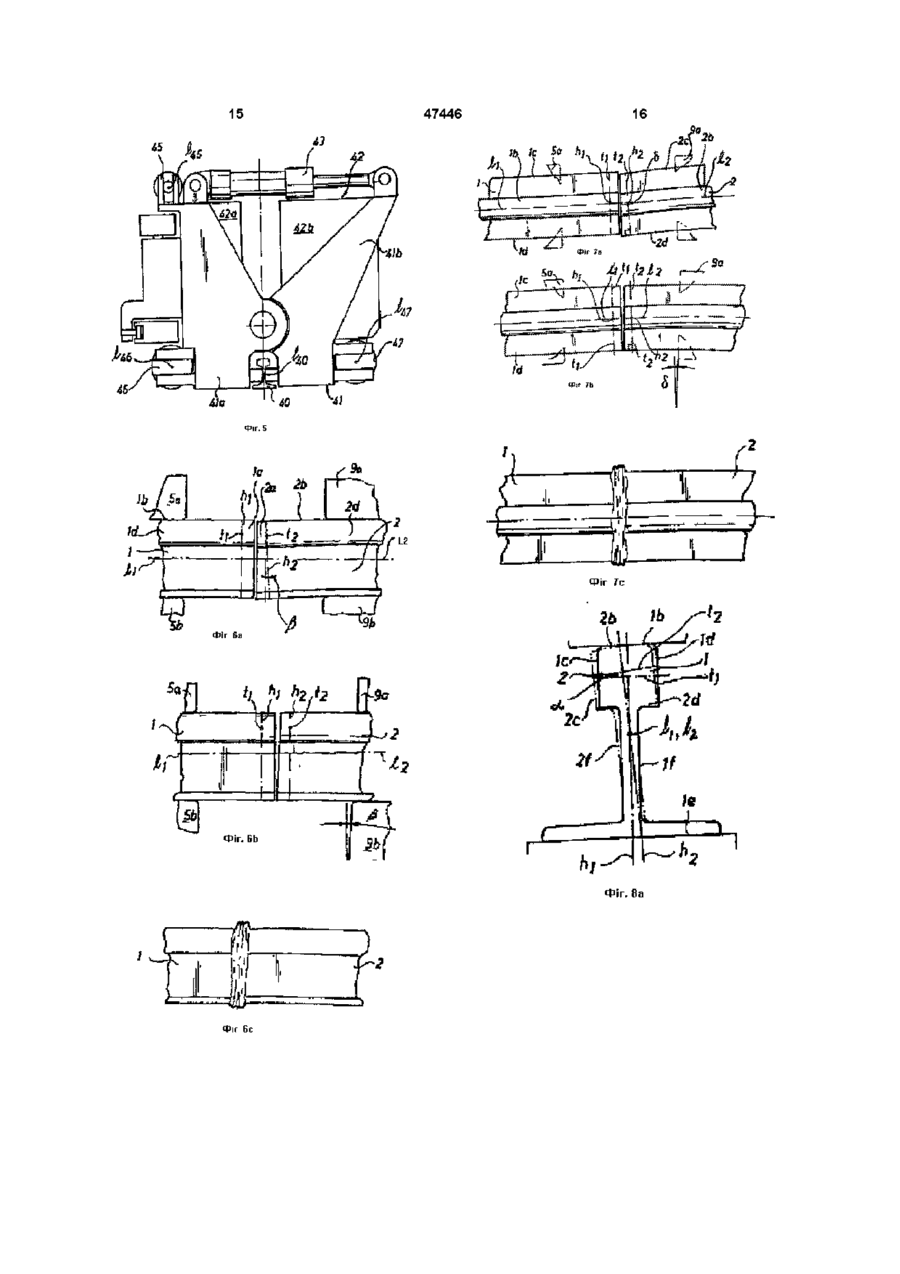
1 Апарат для зварювання в стик - торець (1 а) до торця (2 а) - першої подовженої деталі (1, 40), такої як перша рейка, із другою подовженою деталлю (2), такою як друга рейка, за допомогою стикового зварювання, зокрема стикового зварювання оплавленням, що включає каркасну струкТ УРУ (3, 41) і візок (4, 42), який рухомо з'єднано із зазначеною каркасною структурою і який може ковзати відносно неї у поздовжньому напрямку названих деталей, перший затискач (5а, 5Ь, 41), розташований на зазначеній каркасній структурі чи на деталях, з'єднаних з нею, щоб міцно тримати деталь (1, 40), другий затискач (9а, 9Ь, 42), розташований на названому візку, щоб міцно тримати другу деталь (2), електроди (7, 11), розташовані на зазначеній каркасній структурі або на деталях, з'єднаних з нею, та візку або на затискачах, щоб нагрівати деталі до потрібної температури зварювання, і притискний елемент (13, 14, 15, 45, 46, 47), щоб притискати один до одного протилежні торці нагрітих деталей у поздовжньому напрямку і, таким чином, сформувати рейковий стик стиковим зварюванням, який в і д р і з н я є т ь с я тим, що принаймні два робочі органи (13, 14, 15, 29, ЗО, 45, 46, 47) незалежно контрольовані один відносно одного для повертання протилежних торців деталей (1, 2) у такий спосіб, що поперечні осі (t-i, Ь) та/або вертикальні осі (h-i, гіг), та/або поздовжні осі (h, 12) деталей утворюють кути ' Р та ' ВІДПОВІДНО, МІЖ собою, або у такий спосіб, що існуючі кути " s Р та ' ВІДПОВІДНО, між поперечними осями (ti, \ї) та/або вертикальними осями (h-i, Г12), та/або поздовжніми осями (h, Іг) зазначених деталей, по суті, зводяться нанівець до початку та/або під час, та/або після операції притискання 2 Апарат за п 1, який в і д р і з н я є т ь с я тим, що принаймні два робочі органи (13, 14, 15, 45, 46, 47) водночас виконують функції притискного елемента 3 Апарат за п 1 або 2, який в і д р і з н я є т ь с я тим, що робочі органи складаються з першого та другого робочих циліндрів (29, ЗО) і ВІДПОВІДНИХ поршневих штоків (29а, 30а), і один край кожного робочого циліндра з'єднано по осі з візком (4, 42), а принаймні один вал (21, 22), що проходить всередину візка, обертово з'єднано з протилежним краєм кожного робочого циліндра, принаймні один край (23, 24) зазначеного вала ексцентрично встановлено у першій апертурі (18, 19), що її сформовано у каркасі (3, 41) тощо, і поршневі штоки названих робочих циліндрів розташовані так, щоб пересуватись із різними швидкостями так, що візок і друга деталь (2), яку закріплено на візку затискачами, повертаються навколо поздовжньої осі (Ь) названої другої деталі, щоб торець зазначеної другої деталі зайняв таке положення відносно торця першої деталі (1), при якому кут ^ між поперечними осями (ti, \ї) названих деталей набув попередньо визначеної величини чи по суті зник 4 Апарат за п 1 або 2, який в і д р і з н я є т ь с я тим, що робочі органи утворено першим і другим осаджувальними циліндрами (13, 14, 15, 45, 46, 47) і ВІДПОВІДНИМИ поршневими штоками (13а, 14а, 15а), циліндричні корпуси осаджувальних циліндрів з'єднано по осі з каркасною структурою (3, 41) тощо або з візком (4, 42), і поршневі штоки зазначених осаджувальних циліндрів з'єднано по осі з візком чи каркасною структурою тощо, ВІДПОВІДНО, І поршневі штоки названих осаджувальних циліндрів розташовані так, щоб пересуватись із різними швидкостями, через що досягається поворот візка та другої деталі (2), прикріпленої затискачами до візка, навколо поперечної осі fe) названої другої деталі, такий, що торець названої другої деталі займає таке положення відносно торця першої деталі (1), що кут Р між вертикальними осями (h-i, Г12) зазначених деталей по суті зникає, або навколо вертикальної осі (гіг) другої деталі так, що остання деталь набуває такого положення відносно першої деталі (1), що кут ^ між поздовжніми О (О осями (h, Ь) зазначених деталей набуває попередньо визначеної величини чи по суті зникає 5 Апарат за п 4, який відрізняється тим, що робочі органи сформовано названими першим та другим осаджувальними циліндрами і третім осаджувальним циліндром (13, 14, 15, 45, 46, 47) та ВІДПОВІДНИМИ поршневими штоками (13а, 14а, 15а), причому циліндричний корпус третього осаджувального циліндра по осі з'єднано з каркасною структурою (3, 41) тощо або з візком (4, 42), і поршневий шток цього циліндра по осі з'єднано з візком чи каркасною структурою тощо, і поршневі штоки першого, другого та третього осаджувальних циліндрів розташовані так, щоб пересуватись у такий спосіб, що принаймні один поршневий шток пересувається зі швидкістю, іншою ніж два ІНШІ поршневі штоки, через що візок і друга деталь (2), прикріплена затискачами до візка, повертаються навколопоперечної осі fe) другої деталі так, що торець зазначеної другої деталі розташовується відносно торця першої деталі (1) так, що кут Р між вертикальними осями (h-i, гіг) зазначених деталей набуває наперед визначеної величини чи по суті зникає, та/або навколо вертикальної (гіг) осі другої деталі так, що названа друга деталь розташовується відносно першої деталі (1) так, що кут ^ між поздовжніми осями (h, Іг) названих деталей набуває наперед визначеної величини чи по суті зникає 6 Апарат за пп 3 і 4 або 5, який відрізняється тим, що робочі органи складаються із зазначених першого та другого робочих циліндрів (29, ЗО) і ВІДПОВІДНИХ поршневих штоків (29а, 30а), названих першого та другого осаджувальних циліндрів і, згідно з конкретним випадком, зазначеного третього осаджувального циліндра (13, 14, 15, 45, 46, 47) і ВІДПОВІДНИХ поршневих штоків (13а, 14а, 15а), поршневі штоки цих робочих циліндрів розташовуються так, щоб пересуватись із різними швидкостями, завдяки чому візок і друга деталь (2), прикріплена до зазначеного візка затискачами, повертаються навколо поздовжньої осі (Ь) другої деталі так, що торець названої другої деталі роз Цей винахід стосується пристрою, призначеного для зварювання в стик першої подовженої деталі, такої як перша рейка, із другою подовженою деталлю, такою як друга рейка, за допомогою стикового зварювання, зокрема стикового зварювання оплавленням Пристрій включає базову структуру і візок, який рухомо з'єднано із зазначеною каркасною структурою і який може ковзати відносно неї у поздовжньому напрямі названих деталей, перший затискач, розташований на зазначеній каркасній структурі чи на деталях, з'єднаних з нею, щоб міцно тримати першу деталь, другий затискач, розташований на названому візку, щоб міцно тримати другу деталь, електроди, розташовані на зазначеній каркасній структурі тощо та візку або на затискачах, щоб нагрівати деталі до потрібної температури зварювання, і притискний елемент, щоб 47446 ташовується відносно торця першої деталі (1) так, що кут & між поперечними осями (ti, \ї) ЦИХ деталей набуває наперед визначеної величини чи по суті зникає, і поршневі штоки першого, другого і, залежно від випадку, третього циліндра розташовуються так, щоб принаймні один з поршневих штоків рухався із швидкістю, іншою ніж решта поршневих штоків, завдяки чому названий візок і друга деталь (2), прикріплена до цього візка затискачами, повертається навколо поперечної осі fe) другої деталі, і зазначений торець другої деталі набуває такого положення відносно торця першої деталі (1), що кут Р між вертикальними осями (h-i, Г 2 цих деталей набуває наперед визначеної ве1) личини чи по суті зникає, та/або навколо вертикальної осі (гіг) другої деталі так, що зазначена друга деталь встановлюється у таке положення відносно першої деталі (1), що кут ^ між поздовжніми осями (h, Іг) цих деталей набуває наперед визначеної величини чи по суті зникає 7 Апарат за будь-яким з попередніх пунктів, який відрізняється тим, що осаджувальні циліндри (13, 14, 15, 45, 46, 47) по осі з'єднано їх краями з каркасною структурою (3, 41) тощо та візком (4, 42) у окремих точках прикріплення, і ці точки так розташовуються одна відносно одної, що загальний момент сил, який діє на каркасну структуру від час виконання операції притискання, по суті зводиться до нуля 8 Апарат за будь-яким з попередніх пунктів, який відрізняється тим, що кут & знаходиться в діапазоні від -5° до +5°, зокрема від -2° до +2° 9 Апарат за будь-яким з попередніх пунктів, який відрізняється тим, що кут Р знаходиться в діапазоні від -5° до +5°, зокрема від -2° до +2° 10 Апарат за будь-яким з попередніх пунктів, який відрізняється тим, що кут Р знаходиться в діапазоні від -5° до +5°, зокрема від -2° до +2° притискати один до одного протилежні торці нагрітих деталей у поздовжньому напрямі і, таким чином, сформувати рейковий стик з привареним стиковим з'єднанням Одна з проблем, виявлених у зв'язку з використанням пристрою вищезазначеного типу у разі зварювання, наприклад, цілого ряду рейок у одну довгу суцільну рейку, полягає в тому, щоб забезпечити достатню МІЦНІСТЬ на зруйнування кожного зварного з'єднання двох рейок, а також щоб кожну рейку було приварено у такому положенні, що верхня частина утвореної у такий спосіб суцільної рейки, тобто так звана головка рейки, мала гладку поверхню зверху і із зовнішнього боку, тобто поверхні, які формують рейковий шлях, по якому рухаються колеса залізничного транспорту Досягнення цієї мети вимагає вкрай точного орієнтування тор 47446 ців двох суміжних рейок один відносно одного, як у лей за висотою чи горизонтально, момент сил поперечному, так і вертикальному напрямі У ЕР-0 осадочних циліндрів не буде збалансовано і, отже, 119 098 описано, наприклад, апарат орієнтування, результуючий момент сил повинен абсорбуватись що включає орієнтувальний засіб для орієнтуванкаркасною структуру, яка для цієї мети повинна ня двох суміжних торців рейок один відносно одномати додаткову каркасну деталь 3 іншого боку, у го як у поперечному, так і вертикальному напрямі цій патентній публікації немає згадки про те, що Орієнтувальний засіб усувається безпосередньо зварювальний апарат сконструйовано так, щоб перед кінцевим зварюванням компенсувати технічні недоліки рейок, такі як криві поверхні рейкового шляху Оскільки краї окремих рейок як правило не піддаються точній обробці, щоб зробити їх цілком Ще однією проблемою зварювальних апаратів прямими і паралельними один одному, коли деталі попереднього рівня техніки було те, що вони не затискаються у потрібному положенні у каркасній пропонували ніяких можливостей щодо компенсуструктурі і на візку, їх часто піддають так званому вання такого типу деформації зварного з'єднання, перед-оплавленню, що передує саме зварюванню, який виникає під час операції зварювання, якщо щоб усунути надлишок матеріалу і зменшити зазорейки притискаються одна до одної надто сильно, ри між краями Бокові поверхні та/або верхні повевнаслідок чого починають діяти сили вигинання рхні рейок часто також виробляються з недостатТака деформація може призвести до неприйнятньою точністю, щоб бути цілком прямими, так що, ності зварювання двох деталей, незважаючи на коли рейки закріплюють у затискачах, і затискачі обережне й точне орієнтування цих деталей перед розташовують паралельно один одному, не завсамою операцією зварювання жди поверхня головки суцільної рейки, по якій маТаким чином, мета цього винаходу полягає в ють прямувати колеса, виявляється рівною Ситутому, щоб запропонувати зварювальний апарат, ація ще більше ускладнюється тим фактом, що який би забезпечував прийнятне зварювання двох зона навколо зварного з'єднання рейок може дещо деталей навіть у тому випадку, коли ці деталі видеформуватись під час подальшого охолодження готовлені з недостатньою точністю щодо якості Оскільки ризик виникнення короткого замикання ЗОВНІШНІХ поверхонь або їх зовнішньої конфігуразбільшується із зростанням площі поверхні контакції ту між поперечними торцями, тому ризик короткого Ще одна мета цього винаходу полягає утому, замикання стає особливо загрозливим у разі рейок щоб забезпечити орієнтування торців деталей так, із повністю паралельними торцями щоб формувались прямі зварні з'єднання, незважаючи на можливі деформації, які виникають під Інша проблема, виявлена у кількох зварювачас подальшої операції охолодження льних апаратах, що зараз використовуються, таких як апаратах зварювання оплавленням, полягає у Ще однією метою цього винаходу є забезпезастосуванні притискного елементу у вигляді лише чення такого орієнтування торців деталей, що одного великого притискного циліндру, так званого вдається уникнути короткого замикання на початку осадочного циліндра, для кінцевого притискання операції зварювання також і у разі використання деталей (таких як рейки) одна до одної, внаслідок деталей, торці яких не є цілком паралельними чого розплавлений і окислений матеріал продавЦих цілей вдається досягти за допомогою далюється назовні з-під протилежних торців детаного винаходу, що забезпечує зварювальний апалей, у той час як матеріал всередині, нагрітий до рат описаного на початку типу, який відрізняється температури зварювання, зварюється разом наявністю принаймні двох робочих органів, що Оскільки цей тип зварювальних апаратів бракує окремо управляються і повертають протилежні простору, важко розташувати цей притискний циторці деталей так, що поперечні осі t-i, Ь та/або ліндр так, щоб його поздовжня ось, тобто центравертикальні осі h-i, ri2 та/або поздовжні осі h, Ь дельна ЛІНІЯ, співпадала з поздовжніми осями детаталей формують кути а, [3 та 5, ВІДПОВІДНО, одна з лей, такий осадочний циліндр створює момент одною, або так, що існуючі кути а, [3 та 5, ВІДПОВІДсили, що діє на каркас Цей момент сили має знаНО, сформовані між поперечними осями та/або чну амплітуду, і при відносно малій відстані між вертикальними осями та/або поздовжніми осями, поздовжньою віссю притискного циліндра і назвапо суті усуваються до початку та/або під час ними поздовжніми осями величина притискної сита/або після операції притискання ли, необхідної для того, щоб притиснути деталі Завдяки забезпеченню принаймні двох робоодну до одної, виявляється значною Внаслідок чих органів, що управляються незалежно один від цього, зварювальний апарат повинен мати достаодного, щоб орієнтувати протилежні торці детатньо великий і важкий каркас, щоб поглинати молей, стає можливим орієнтувати деталі так, що менти сил, не вигинаючись 3, наприклад, DE-1 вдається одержати прийнятне зварне з'єднання, 068 402 відоме розташування осадочних циліндрів навіть коли деталі не вироблені з бажаною точніссиметрично по боках рейок, що їх зварюють, щоб тю щодо якості їх ЗОВНІШНІХ боків, або коли вони зменшити сили вигинання і крутний момент, які деформовані під час охолодження, що йде після діють на каркас під час операції осадки Умовою операції зварювання, або коли поперечні торцеві одержання цього ефекту є забезпечення ВІДМІННОповерхні двох деталей набувають надто високої ГО механічного ЛІНІЙНОГО орієнтування так, щоб дві міри паралельності під час перед-оплавлення з деталі тримались паралельно під час операції огляду на виникнення риску короткого замикання осадки Ці осадочні циліндри управляються усі Завдяки незалежному управлінню робочими оргаразом, так щоб забезпечити паралельне пересунами стає можливим або паралельно контролювавання осадочних циліндрів Якщо під час операції ти обидва робочі органи, тобто разом, спричинюосадки змінюється відносне розташування детаючи пересування візка відносно каркасу по 47446 8 дами рейок згідно з Фіг 2 Зварювальний апарат, зображений на Фіг 1, призначений для зварювання двох рейок 1, 2 у їх фронтальних частинах 1а та 2а за допомогою зварювання оплавленням Під фронтальною частиною тут будемо розуміти зону, що відповідає відстані приблизно 10-20мм від торця рейки Апарат складається з стаціонарної каркасної структури З та візка 4, рухомо прикріпленого до неї Каркасна структура має затискні губки 5а, 5Ь у вигляді однієї нижньої і однієї верхньої губки 5а та 5Ь, ВІДПОВІДНО, за допомогою яких рейка 1 закріплюється на каркасі 3 Губки затискаються навколо рейки за допомогою циліндра 6 Як видно з Фіг 2, верхні губки упираються у верхню поверхню 1Ь головки рейки, а нижні губки - у нижню поверхню 1е рейки Каркас має також затискачі електродів 7, які затиснуто навколо рейки 1 за допомогою циліндра 8, суміжного з торцевою частиною 1а рейки, щоб Більш прийнятним є те, щоб принаймні один з подавати струм для нагрівання зазначеного торця робочих органів водночас служив би притискним до бажаної температури зварювання У ВІДПОВІДелементом Завдяки такій конструкції, зварювальНИЙ спосіб візок 4 має затискні губки 9а, 9Ь у виний апарат буде здатним компенсувати будь-яку гляді одних верхніх і одних нижніх губок 9а та 9Ь, небажану неправильну орієнтацію деталей, що ВІДПОВІДНО, за допомогою який рейка 2 прикріпляможе виникнути під час виконання операції їх приється на візку 4 Ці губки затискаються навколо тискання рейки за допомогою циліндра 10 Як видно на Більш прийнятне, краї осадочних циліндрів по Фіг 1, верхні губки упираються у верхню поверхню осі з'єднані з каркасом тощо та з візком у окремих 2Ь головки рейки, а нижні губки - у нижню поверхточках з'єднання, причому зазначені точки з'єдню рейки Візок має також затискачі електродів 11, нання так розташовані одна відносно одної, що які затиснуто навколо рейки 2 за допомогою цилізагальний момент сил, що діє на каркас під час ндра 12 у зоні торцевої частини 2а рейки, щоб повиконання операції притискання, по суті зводиться давати струм для нагрівання зазначеного торця до до мінімуму Однак, немає потреби розташовувати бажаної температури зварювання осадочні циліндри симетрично, щоб по суті мінімізувати зазначений момент сил Ця конструкція Три окремо контрольовані робочі органи у виведе до зварювального апарату який не вигинагляді осадочних циліндрів 13, 14 та 15 з'єднують ється під час операції притискання, незважаючи на візок із каркасом, корпуси зазначених циліндрів відносно слабку конструкцію його каркасної струкз'єднані по осі з каркасом і у окремих точках притури і, через це, увесь зварювальний пристрій мокріплення, де їх ВІДПОВІДНІ поршневі штоки 13а, жна зробити меншим і, отже, дешевшим щодо виМата 15а з'єднані по осі з візком 4 так, що осі цилітрат на його виготовлення ндрів можуть повертатись відносно каркасу Як видно на Фіг 2, циліндр 15 прикріплено до каркаса Крім того, зварювальний апарат ВІДПОВІДНО ДО 1 за допомогою скоби 15Ь Також дуже важливим є цього винаходу, може бути сконструйований у те, що циліндри працюють у такий спосіб один спосіб, описаний у залежних пунктах формули відносно одного, що загальний крутний момент, винаходу який діє на каркас 1 під час виконання операції Далі винахід буде описано більш докладно з притискання, стає нульовим Як видно на Фіг 2, це посиланням на супровідні креслення, що ілюструдосягається згідно з даним втіленням шляхом розють два можливих втілення зварювального апараташування точок прикріплення циліндрів 13 та 14 ту ВІДПОВІДНО до цього винаходу орієнтовано у вертикальному напрямі і на однакоФіг 1 є видом спереду стаціонарного зварювій відстані від поздовжньої осі11 рейки 1, а також вального апарату ВІДПОВІДНО ДО ЦЬОГО винаходу, розташування точок прикріплення циліндрів 14 та що включає першу та другу рейки 15 орієнтовано поперечно і на однаковій відстані Фіг 2 є боковим видом пристрою, зображеного від поздовжньої осі 11 рейки 1 Також прийнятними на Фіг 1 є і ІНШІ положення осадочних циліндрів 13, 14 і 15 Фіг 3 Є перерізом вздовж лінії Ill-Ill на Фіг 1 Однак, осадочні циліндри повинні розташовуваФіг 4 є зображенням, як це видно під кутом тись так, щоб уявні лінії, які з'єднують точки приспереду, мобільного зварювального апарату ВІДкріплення циліндрів, утворювали трикутник ПОВІДНО до цього винаходу Фіг 5 є зображенням, як це видно прямо спеЯк найбільш ясно видно на Фіг 3, нижня часреду, мобільного зварювального апарату згідно з тина каркаса 3 має дві паралельні опори 16,17, Фіг 4 розташовані по обидва боки нижньої частини візка 4 Кожна опора 16 та 17 формується ВІДПОВІДНОЮ Фігури 6а - 6с є збільшеними частковими зоапертурою (від краю до краю) 18 та 19 Нижня часбраженнями рейок ВІДПОВІДНО до Фіг 1 підчас різтина візка має апертуру (від краю до краю) 20, у них стадій операції зварювання яку входять два вали 21 22 так, що вони виступаФігури 7а - 7с є частковими видами, подібними ють дещо нижче країв апертури Кожен вал 21, 22 до Фігур 6а - 6с, як видно зверху рейок на своєму зовнішньому КІНЦІ має штифт, розташоФігури 8а та 8Ь є збільшеними частковими видовжині та/або убік та/або поздовжньо, або контролювати їх окремо Якщо робочі органи управляються окремо, протилежні торці деталей можна повернути один відносно одного так, що ВІДПОВІДНІ ЗОВНІШНІ поверхні деталей розташуються на одному рівні навіть у тому випадку, коли відповідна зовнішня поверхня однієї з деталей є кривою Завдяки такій конструкції виявляється можливим повернути дві деталі, такі як квадратні стержні, торцеві поверхні яких є в принципі паралельними, у такий спосіб, що, наприклад, вертикальні осі стержнів сформують кут [3 між собою перед виконанням операції притискання, і таким чином вдається уникнути небезпеки короткого замикання на початковій стадії операції зварювання Після того, як розпочнеться операція зварювання, деталі буде повернуто назад на той самий кут, щоб забезпечити одержання прямого зварного з'єднання 47446 ваний ексцентричне відносно центру вала Кожен вал 21 та 22 має пару виступів 25, 26 та 27, 28, ВІДПОВІДНО, кожна пара виступів обертово з'єднана з робочим органом у вигляді робочого циліндру 29 та ЗО, ВІДПОВІДНО, через поршневі штоки 29а та 30а, ВІДПОВІДНО Корпуси циліндрів, у свою чергу, з'єднані по осі з візком 4 Як також видно з Фіг 3 кожен ексцентричний палець 23, 24 встановлений у відповідну апертуру 18, 19 за допомогою ковзальних блоків 31 та 32, ВІДПОВІДНО Ексцентричні пальці 23, 24 обертово з'єднані з ковзальними блоками за допомогою дископодібних опор 33 та 34, ВІДПОВІДНО Я К ВИДНО на Фіг 1, апертури 18, 19 мають таку форму, що по вертикалі вони майже повністю закриті ковзальними блоками, а у поздовжньому напрямі рейок вони приблизно ВДВІЧІ довші за ковзальні блоки Отже, візок може переміщатись відносно візка у поздовжньому напрямі рейок, і це переміщення забезпечується осадочними циліндрами 13,14та 15 Візок може пересуватись і в поперечному напрямі рейок за допомогою циліндра 35, що жорстко з'єднаний з опорою 17 каркаса 3 Як ЗОВНІШНІЙ край поршневий шток 35а зазначеного циліндра приєднаний до пластини 36, що розташовується на напрямній рейці 37, з'єднаній з візком 4 Напрямну рейку 37 сформовано канавкою 37а, і розміри пластини є такими, що висота пластини перевищує ширину канавки у горловині 37аа, а кінцева частина пластини 36а, що з'єднана з поршневим штоком 35а, має меншу ширину ніж горловина Така конструкція забезпечує те, що після переміщення вздовж поздовжньої осі 12 рейки 2 напрямна рейка може переміщатись відносно пластини 36 без риску втратити контакт з пластиною Креслення 6а - 6с показують лише рейки 1 та 2 і затискні губки 5а, 5Ь та 9а, 9Ь, ВІДПОВІДНО, у боковому виді, і ЗОВНІШНІ боки головки рейки позначено 1 d у випадку рейки 1 та 2d - у випадку рейки 2 Верхні поверхні 1b, 2b і боки 1d, 2d формують поверхні рейкового шляху, по якому прямують колеса залізничного транспорту На цих кресленнях також позначено поздовжні осі h і Ь рейок 1 та 2, а також вертикальні осі hi та гі21 поперечні осі ti та \.2 Поняття вертикальних і поперечних осей у ВВІДНІЙ частині опису, описі креслень, пунктах формули винаходу і рефераті мають тлумачитись як осі, що проходять під правим кутом до верхньої поверхні відповідної рейки у передній торцевій частині рейки, і осі, що проходять під правим кутом до зовнішнього боку відповідної рейки у передній торцевій частині зазначеної рейки, ВІДПОВІДНО КОЛ И описаний вище апарат використовується для зварювання рейок 1 та 2, рейки затискаються у потрібному положенні затискними губками 5 і 9, ВІДПОВІДНО, які спочатку встановлюються паралельно, див Фіг 6а Як видно з Фіг 6а верхня поверхня 1Ь рейки 1 є зовсім прямою, а верхня поверхня 2Ь рейки 2 є кривою Якщо рейки притискались би одна до одної у положенні, зображеному на Фіг 6а, головка отриманої суцільної рейки мала би криву верхню поверхню Це не є прийнятним, оскільки отриману рейку прийшлося би піддати складній процедурі подальшої обробки, щоб виконати вимоги щодо прямолінійності поверхні Щоб виправити ситуа 10 цію, візок 4 повертається ВІДПОВІДНО ДО ідеї цього винаходу, і далі також затискні губки 9а, 9Ь, а також рейка 2, затиснута між губками у поперечному напрямі t2, як показано на Фіг 6Ь, щоб компенсувати кут [3 між вертикальними осями у вихідному положенні, див Фіг 6а Рейка 2 повертається за допомогою циліндрів 13, 14 та 15 Обертальний рух здійснюється під дією будь-якого з циліндрів 14 та 15 так, що їх поршневі штоки рухаються з однаковою відносною швидкістю, а циліндр 73 залишається нерухомим, або циліндр 13 рухається у той час, як циліндри 14 та 15 залишаються нерухомими Щоб встановити на одному рівні верхні частини 1b, 2b передніх частин рейок 1а, 2а, ВІДПОВІДНО, затискні губки 9а, 9Ь, і, отже, рейка 2 повертаються, аж доки вертикальні осі hi та Из не стануть по суті паралельними, тобто затискні губки 9а, 9Ь і рейка 2 обертаються на кут [3, як показано на Фіг 6Ь Орієнтація рейки 2 відносно рейки 1 закінчується, вмикаються електроди у затискачах 7 та 1 1 , щоб нагріти торцеві частини рейок 1 і 2 до бажаної температури зварювання Потім починають діяти притискні циліндри 13, 14 і 15, щоб притиснути торцеві частини рейок 1 і 2 одна до одної, форліуючи рейковий стик з привареним стиковим з'єднанням, як проілюстровано Фіг 6 С Фігури 7а - 7с зображують лише рейки 1 і 2 та затискні губки 5а, 5Ь та 9а, 9Ь, ВІДПОВІДНО, у виді зверху Ці креслення ілюструють спосіб, у який боки 1с, 1d та 2с, 2d, ВІДПОВІДНО, рейок 1 та 2 переміщуються у положення, де вони розташовуються на одному рівні, незважаючи на те, що рейка 2 має криві, а не прямолінійні боки Фіг 7а показує рейки 1 та 2 у позиції, коли вони затиснул затискними губками 5а, 5Ь та 9а, 9Ь, ВІДПОВІДНО, у їх початковому паралельному положенні Фіг 7Ь показує рейки 1 та 2 у положенні після того, як затискні губки 9а, 9Ь і, таким чином, рейку 2, повернули так, щоб боки передній торцевих частин 1 а та 2а стали на одному рівні У цьому положенні рейку 2 було повернуто навколо її вертикальної осі гі2 на кут 5, що дорівнює куту між поздовжніми осями h та Ь рейок 1 і 2, ВІДПОВІДНО, у вихідному положенні, див Фіг 7а Як і в попередньому випадку, затискні губки 9а, 9Ь повертаються на цей кут від їх вихідного положення, див Фіг 7Ь Це кутове орієнтування досягається за допомогою осадочних циліндрів 13 та 14 так, що їх поршневі штоки пересуваються з однією швидкістю один відносно одного, а осадочний циліндр 15 залишається нерухомим, або у такий спосіб, що циліндр 15 пересувається, а циліндри 13 та 14 залишаються нерухомими Кутове орієнтування закінчується, і відбувається саме зварювання рейок 1 і 2, як це описано з посиланням на Фіг 6С Фігури 8а та 8Ь показують лише рейки 1 і 2 та затискні губки 5а, 5Ь і 9а, 9Ь, ВІДПОВІДНО, ЯК ВИДНО у боковому виді Щоб показати рейку 2, и позначили штрих-пунктирними ЛІНІЯМИ Як видно з Фіг 8а, рейка 2 має криву верхню поверхню 2Ь та криву шийку 2f Щоб співпадали головки 1 b та 2Ь і шийки 1f та 2f рейок 1 і 2, ВІДПОВІДНО, рейку повертають навколо її поздовжньої осі Ь на кут а, що дорівнює куту між поперечними осями ti і \.2 рейок 1 та 2 у вихідному положенні, де затискні губки 5а, 5Ь та 9а, 9Ь паралельні Як і раніше, змінене положення 12 11 47446 затискних губок 9а, 9Ь вибрали для того, щоб процим втіленням, пари затискних губок 41 та 42 віділюструвати кутове переміщення на кут аТаким повідають каркасу 3 і візку 4, ВІДПОВІДНО, у стаціочином, поворот навколо поздовжньої осі Ь рейки 2, нарному варіанті за винятком того, що обидві пари дозволяє компенсувати кривизну профілю рейки затискних губок можуть переміщуватись по довжиЩоб повернути рейку 2 навколо поздовжньої осі, ні рейки за допомогою трьох притискних циліндрів діє лише один з робочих циліндрів 29 та ЗО, або 45, 46 і 47 Ці циліндри відіграють роль циліндрів ІНШІ циліндри активуються у такий спосіб, що їх 13, 14 та 15, ВІДПОВІДНО, стаціонарного пристрою поршневі штоки пересуваються з різною швидкісУ цьому варіанті втілення усі осадочні циліндри, тю один відносно одного Кутове орієнтування однак, встановлюються вище поздовжньої осі Ц о здійснюється, і рейки 1 та 2 зварюються, як описарейки 40 Ця конструкція не викликає ніяких проно раніше у зв'язку з Фіг 6с блем, хоча поздовжні осі Us, Цє та Ui У цьому випадку не співпадають з поздовжньою віссю рейки, Оскільки на Фігурах 6а - 8Ь припускається, що оскільки момент сил циліндрів 46, 47 поглинається рейка 1 є цілком прямою, і затискні губки 9а, 9Ь впродовж осадочної дії циліндру 45, поршневий встановлюються паралельно до затискних губок шток якого діє у протилежному напрямку до на5а, 5Ь у вихідному положенні, затискні губки повепрямку дії поршневих штоків циліндрів 46 та 47 ртаються на кут, що відповідає початковому куту [З, 5 або а між вертикальними, поздовжніми або Термін незалежно контрольовані осадочні або поперечними осями рейок, ВІДПОВІДНО Очевидно, робочі циліндри має означати, що кожен циліндр що аналогічно можна повертати рейку 2 навколо її управляється щодо положення зовнішнього краю вертикальної осі гі2, поздовжньої осі І2, а також и ВІДПОВІДНОГО його поршневого штока, а ЗОВНІШНІ поперечної осі І2 перед тим, як рейку 2 буде прикраї поршневих штоків займають свої крайні ЗОВтиснуто до рейки 1 у поздовжньому напрямі осаНІШНІ позиції у вихідному положенні Під час кутодочних циліндрів, щоб здійснити саме операцію вого орієнтування і виконання самої операції призварювання, у випадку, коли початкова зовнішня тискання зазначені поршневі штоки циліндрів конфігурація рейки 2 має таку природу, що винипересуваються у напрямку своїх внутрішніх позикає потреба у кутовому переміщенні в одному чи цій Оскільки усі циліндри контролюються щодо їх кількох напрямках, щоб одержати прямолінійну положень, забезпечується те, що поршневі штоки поверхню рейкового шляху Більш прийнятне, кути циліндрів не пересуваються один перед іншим чи а, [3 та 5 знаходяться в діапазоні від -5° до +5°, один за іншим Іншими словами, каркас і візок зокрема від -2° до +2° завжди мають однакове взаємне розташування у смислі паралельності впродовж усієї операції приОскільки поршневі штоки осадочних циліндрів тискання, незалежно від місця розташування опоможуть переміщуватись з різними швидкостями ру, тобто центру сил даної деталі під час операції притискання, стає можливим зорієнтувати рейки одна відносно одної також і під час цієї операції Отже, суцільна рейка, що й одержують як результат операції зварювання окремих рейок, матиме рівномірну поверхню, по якій прямуватимуть колеса транспорту Якщо, незважаючи на здійснення описаних вище кутових орієнтувань перед початком та/або під час операції притискання, поверхня рейкового шляху у готової рейки виявиться не зовсім прямолінійною після виконання операції зварювання, кінцеве орієнтування рейки 2 може виконуватись за допомогою робочих і осадочних циліндрів до того, як зроблені зварні з'єднання стануть зовсім твердими, На Фіг 4 зображено мобільний зварювальний апарат для зварювання двох рейок, з яких лише одну, яку позначеного, показано на цьому кресленні Цей пристрій призначено для використання з метою зварювання рейок безпосередньо на залізниці Щоб уникнути ситуації, коли такий пристрій стане надто важким для пересування, його розміри було зменшено наполовину порівняно з розмірами описаного вище пристрою - стаціонарного типу апарату За винятком усунення стаціонарного каркасу, мобільний тип пристрою сконструйовано за тими самими принципами, що і стаціонарний Цей пристрій має дві пари затискних губок 41 та 42, кожна пара застосовуються для затискання однієї рейки Кожна пара затискних губок складається з двох затискних губок 41 а, 41 b та 42а, 42Ь, ВІДПОВІДНО, і губки затискаються навколо відповідної рейки за допомогою циліндрів 43 та 44, ВІДПОВІДНО Електроди (не показано) встановлюються у цьому випадку на затискних губках Також, згідно з У зварювальних апаратах попереднього рівня техніки ця проблема вирішувалась за допомогою ЛІНІЙНО встановленого візка або важелів, чи відмовляючись від вимог щодо орієнтування під час виконання операції притискання, однак спільним залишалось те, що момент сил повинен був поглинатись каркасом, коли деталі притискались одна до одної В наведеного вище опису зварювального апарата ВІДПОВІДНО ДО ЦЬОГО винаходу випливає, що у випадку розглянутого зварювального пристрою поглинатись каркасом повинні лише сили, що переміщують деталі поперечно і вертикально, оскільки по суті момент сил, створюваний притискними силами, зведено до нуля Очевидно, винахід не обмежується описаним вище варіантом втілення, а може бути модифікованим різними способами у межах залежних пунктів формули винаходу Наприклад, осадочні циліндри 13, 14 та 15 можна розташувати Y-подібно, замість того, щоб використовувати описану вище конструкцію Замість використання робочих циліндрів 29 та ЗО для здійснення поперечного й вертикального переміщення можна застосувати ІНШІ засоби, такі як електромотори чи встановлювальні гвинти Замість розташування двох валів 21, 22 в отворі 20, один вал може ексцентричне встановлюватись в отворі 20, і в цьому випадку вертикальне орієнтування досягається за допомогою повертання цього валу, і для повороту рейки 2 навколо її поздовжньої осі Ь можна запропонувати використання ексцентрика чи інших засобів повернення у вихідне положення, що розташовуються на ковзальних 14 13 47446 блоках 31 та 32 відносно іншої, перед початком виконання операції Деталі не обов'язково мають являти собою дві зварювання, за допомогою двох незалежно контрейки 1 та 2, а можуть бути двома квадратними рольованих робочих органів у формі, наприклад, стержнями, що їх приварюють один до одного так двох осадочних циліндрів чи двох робочих циліндзваною осадкою/ У цьому випадку можуть виникарів, останній циліндр, як і в попередньому випадку, ти складнощі з ініціюванням саме процесу зварювикористовується для повороту однієї деталі навання через значний ризик короткого замикання із вколо її поздовжньої осі Наприклад, одну деталь подальшим кидком струму, що викликається велитак повертають відносно іншої, що між вертикалькою поверхнею контакту між стержнями, оскільки ними їх осями виникає кут [3 Після того, як розпочповерхні їх торців і, отже, їх поперечні, вертикальні неться саме операція зварювання, зазначені дей поздовжні осі є паралельними у вихідному полоталі повертаються назад на кут [3, щоб одержати женні 3 цієї причини, одна деталь повертається прямолінійне зварне з'єднання Фіг А 46 •40 15 47446 fa JH ,5S Фіг 7с h J Фіг. ВЬ Фіг. 8а 17 47446 Фіг. ВЬ ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 18
ДивитисяДодаткова інформація
Назва патенту англійськоюWelding apparatus
Назва патенту російськоюСварочный аппарат
МПК / Мітки
МПК: E01B 11/00, B23K 11/04
Мітки: апарат, зварювальний
Код посилання
<a href="https://ua.patents.su/9-47446-zvaryuvalnijj-aparat.html" target="_blank" rel="follow" title="База патентів України">Зварювальний апарат</a>
Зварювальний апарат
Номер патенту: 46364
Опубліковано: 15.05.2002
Автори: Тітієвський Володимир Маркович, Литвинов Віктор Іванович, Казаков Вадим Олександрович, Кузьменко Віктор Миколайович, Жукова Наталя Вікторовна, Підгорний Ігор Вікторович
МПК: B23K 9/00
Мітки: зварювальний, апарат
Формула / Реферат:
Зварювальний апарат, що містить тиристорний перетворювач постійного струму, регулятор твердої чи падаючої характеристик, з'єднаний відповідно з датчиком напруги чи датчиком струму, який відрізняється тим, що він оснащений регулятором потужності, з'єднаним з перемножувачем, входи якого з'єднані з датчиком струму і датчиком напруги, і задатчиком потужності, з'єднаним з виходом суматора, входи якого з'єднані з датчиками швидкостей подачі...
Екзотермічний паяльно – зварювальний стержень для паяння – зварювання виробів з залізо – вуглецевих та кольорових сплавів
Номер патенту: 37448
Опубліковано: 15.05.2001
Автори: Лебедєв Борис Володимирович, Лебедєв Володимир Георгійович
МПК: B23K 23/00
Мітки: залізо, зварювання, сплавів, кольорових, вуглецевих, екзотермічний, виробів, зварювальний, паяльно, стержень, паяння
Формула / Реферат:
1. Екзотермічний паяльно - зварювальний стержень для паяння -зварювання виробів з залізо - вуглецевих та кольорових сплавів що складається з запальнувальної голівки, згоряємої оболонки, порожнини, куди встромляється державка, екзотермічної суміші, яка реалізує при горінні екзотермічну реакцію, який відрізняється тим, що екзотермічна суміш додатково містить у собі присадний метал, який не бере участі в екзотермічної реакції.2. Винахід...
Екзотермічний паяльно – зварювальний стержень
Номер патенту: 37450
Опубліковано: 15.05.2001
Автори: Лебедєв Борис Володимирович, Лебедєв Володимир Георгійович
МПК: B23K 23/00
Мітки: зварювальний, стержень, паяльно, екзотермічний
Формула / Реферат:
Екзотермічний паяльно-зварювальний стержень, виготовлений методом ущильнення суміші або пресування або екструзії з оболонкою чи без неї , який відрізняється тим,що складається з двох частин - головної швидкорозогріваючої частини, довжина якої розраховуєтьсязгідно з формулою: ,де L- довжина головної швидкорозогріваючої частини стержня, м;Q- потужність...
Зварювальний комплекс для зварювання трубопроводів під водою

Номер патенту: 44923
Опубліковано: 15.03.2002
Автори: Зяхор Ігор Васильович, Казимов Борис Іванович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04, F16L 1/26
Мітки: трубопроводів, зварювання, зварювальний, водою, комплекс
Формула / Реферат:
1. Зварювальний комплекс для зварювання трубопроводів під водою, який містить камеру жорсткої конструкції, відкриту в нижній частині, із вирізами для труб у бокових стінках і шарнірно закріпленими біля вирізів захватами з ущільненнями для гідроізоляції кінців труб, що зварюються, зварювальну установку, розміщену всередині камери, і систему подачі газу в камеру, який відрізняється тим, що зварювальна установка виконана у вигляді підвісної...
Пересувний зварювальний генератор
Номер патенту: 45992
Опубліковано: 15.05.2002
Автори: Агарков Яков Григорович, Зайнашев Ігор Кутдусович, Жемчугов Володимир Олександрович
МПК: B23K 9/10
Мітки: генератор, зварювальний, пересувний
Формула / Реферат:
1. Пересувний зварювальний генератор, який містить генератор змінного струму, систему самозбудження генератора і систему регулювання, який відрізняється тим, що генератор струму виконаний як двопакетна трифазна індукторна електрична машина змінного струму високої частоти з самозбудженням, з випрямленням струму і з можливістю приведення ротора до обертання від вала відбору потужності зовнішнього двигуна і містить корпус машини, статор, на...
Попередній патент: Спосіб виробництва профілів швелерного типу
Наступний патент: Спосіб визначення геронтологічної чистоти питної води
Випадковий патент: Трос дистанційного керування